
Abstract
Abstract
Recent breakthroughs in additive manufacturing of molten glass using gravity-fed mechanisms have opened a new area of research in large-scale extrusion of molten material. However, the machines and techniques used for printing molten glass are expensive and complex due to high process temperature (>1000°C). A mixture of sucrose sugar and corn syrup is proposed as an analogous substitution material for research in molten material fed three-dimensional (3D) printing. Molten sugar is optically transparent and it exhibits similar temperature–viscosity relationship and solidification properties as molten glass, but at a much lower temperature (100–150°C). A low cost, desktop size 3D printer is designed with a temperature controlled sugar reservoir made from easily obtainable parts. The process of printing with molten sugar is demonstrated with success in recreating objects with similar complexity to glass prints. The techniques described in this study can be implemented easily for future investigation of glass and other molten material fed 3D printing. The design space of the printed object can be explored, for example, minimum radii, draft angle, and optical properties. Many process parameters can be tested with this system, for example, layer height, printing speed, nozzle design, multicolor material feed, and toolpath strategy.

Introduction
I
The printer used by Klein et al. was specially designed for high temperature printing. It contained a first-of-its-kind gravity fed extrusion system to handle the high temperature (>1000°C) molten glass. Their goal to accommodate high temperature material and the annealing chamber resulted in a bulky and expensive machine. The single-use kiln cartridge made the printing process expensive to operate. It also required custom tooled ceramic parts, which are difficult to be replicated by other laboratories. To lower the barrier for future research, molten sugar is proposed as an analogous material to study the behavior of printing molten viscous liquid.
Molten sugar (a mixture of table sugar and corn syrup used in candy making) has a similar material property to molten glass. They are both in solid state at room temperature and are optically transparent. Their viscosities are both dependent on temperature.3,4 Soda lime glass exhibits glass transition temperature around 520°C (referring to a viscosity threshold η∼1012 Pa·s) and is printable around 1000°C (η∼103 Pa·s). 2 A sucrose and fructose mixture exhibits a glass transition temperature from 57°C to 69°C and melts around 172°C. The Vogel–Fulcher–Tammann equation has been used to model dynamic viscosity η dependency on temperature for both glass 2 and sugar. 5 Dyes can be added to create different colors. Once cooled, the hardened sugar can be stored indefinitely in proper storage conditions. 6
Large-scale production of molten sugar in the candy making industry has existed since the industrial revolution with the invention of different production processes. 7 One such process has been the extrusion of highly viscous molten sugar near its glass transition temperature to form linear geometries such as candy sticks. Sugar has also been used historically to simulate glass in movies and stage plays due to its transparency, low cost, and ease of preparation.
Sugar based materials hold the potential to create large objects at a very low cost. 2016 US retail sugar costs around US$1.44/kg, 8 while retail PLA costs around US$53/kg. 9 Research carried out to date on the additive manufacturing of sugar is generally limited. A powder-bed sugar printing machine, ChefJet Pro®, with flavored edible binders is commercially available and is marketed as a culinary device from 3D Systems® Culinary Lab (3D Systems, Rock Hill, SC). 10 However, the binded objects are fragile and appear opaque due to the fine sugar powder—a similar problem faced by selective laser sintering of powdered glass. Another approach is the selective layer melting of granular table sugar using hot air. 11 It is able to produce a large (600 mm long) sintered object, but the surface quality is rough and appears semiopaque. Other high-viscosity printers such as the dark chocolate 3D printer 12 and the clay 3D printer 13 use a pressurized extrusion system, which cannot be applied to high-temperature molten glass and is not the focus of this article.
This article will demonstrate the use of sugar as an analogous material for studying glass 3D printing. A low cost (under US$2000), desktop size 3D printer is designed with the intent to be replicable by other laboratories. The low working temperature of sugar (100–150°C) reduces the complexity of constructing the molten material reservoir and significantly reduces working hazards associated with high temperature materials. Unused sugar materials in the reservoir and sugar attached to the nozzle can be cleaned easily with warm water, allowing the reservoir and nozzle to be reused.
Automated deposition of 10 mm-diameter sugar extrusion with a build rate of about 40 mm3/s enables the creation of 3D objects with a maximum build volume of 240 × 300 × 90 mm. Sugar objects with similar geometric complexity to the latest glass 3D printed objects are printed as a proof to validate the relevance of studying glass printing with sugar. In addition, sugar 3D printing can be applied to biomedical field for tissue scaffold, 14 low-cost prototyping of large parts, and customized food.
System Design and Construction
Sugar preparation
White table sugar (Domino® Granulated Pure Cane Sugar) is chosen to be the main printing material due to its low cost and high availability. Pure sucrose undergoes decomposition before melting, which happens around 186°C. 15 Sucrose will decompose to form caramel and other carbohydrates. However, because the melting temperature of sugar is sensitive to water, impurities, and crystallinity, melting and decomposition generally happen spontaneously between 160°C and 186°C. 4
In a typical batch preparation, 1000 g of table sugar is first wet with a small amount of water (∼100 g). Five hundred grams of corn syrup (Karo® Light Corn Syrup) is added to prevent sugar crystallization. 3 This mixture is heated in a stainless steel pot over an induction heater at 1800 W until 100°C and is continually heated at 1300 W until 154°C. Water is boiled off from the mixture during heating, and the mixture's temperature is an indicator of the remaining water content. One hundred fifty-four degree celsius is referred to as the hard crack stage in candy making and corresponds to ∼1% of water content. 16 Stirring is not necessary as this may initiate crystallization. Sugar temperature is monitored by a digital thermometer (CDN® DTC450 Digital Candy Thermometer). Food dye can optionally be added to the pot to provide color when the temperature reaches 145°C. The molten sugar is poured into the printer reservoir and allowed to cool for 15 min until it reaches a steady temperature suitable for printing.
The presence of water and corn syrup (contributing a mixture of glucose, fructose, and other saccharides) in the sugar mixture lowers its melting temperature and glass transition temperature and increases the temperature tolerance before crystallization occurs. 3 The amount of corn syrup used in this mixture is adopted from common candy making recipe. 17 This is important to ensure a uniform flow of molten sugar during the printing process and lowers the printing temperature to avoid decomposition reactions.
Printer design
The printer consists of a XY-axis build platform, a Z-axis gantry, and a temperature controlled reservoir (Fig. 1). All axes are powered by standard NEMA17 stepper motors with rated holding torque of 40 N·cm (Makeblock® 42BYG Stepper Motor), each driven by a A4988 stepper driver (Pololu® A4988 Stepper Motor Driver Carrier) powered with 12 V DC. Driver current is configured at 1.8A to match with the motors. Microstepping is configured at 1/16 step for smoother motion at low speed. X and Y axes are driven by 18-teeth MXL pulley and 6-mm wide MXL timing belts, resulting in 0.18 mm effective resolution. The Z axis is driven by two T6 2 mm pitch ACME leadscrews (Makeblock T6L256 mm Lead Screw and Brass Flange Nut Set) on each side of the gantry, resulting in 0.01 mm effective resolution. The majority of the machine frame is constructed with predrilled extruded aluminum profiles (2424 Beams, 0824 Beams, and various brackets; Makeblock, Shenzhen, China).
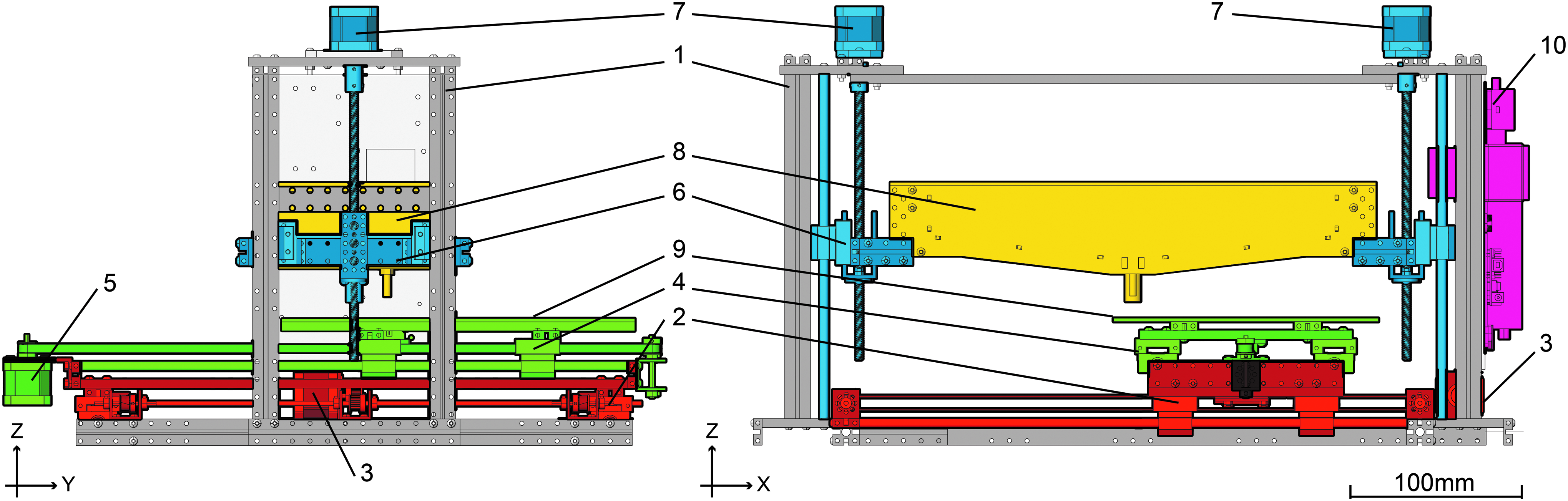
Drawing of sugar three-dimensional (3D) printer (left) left view, (right) front view showing various parts: (1) machine frame, (2) X axis assembly, (3) X axis motor, (4) Y axis assembly, (5) Y axis motor, (6) Z axis assembly, (7) Z axis motor, (8) molten sugar reservoir, (9) aluminum build platform, and (10) electronic parts.
The temperature controlled reservoir is the only custom-made part, made from water-jet cut 6061 aluminum plates. These plates are designed to be fastened together with screws and sealed with high-temperature silicon adhesive (J-B Weld® 31314 RTV Silicone Gasket Maker and Sealant) (Fig. 2). This avoids the need to weld or braze aluminum. Two threaded ports are machined at the bottom of the reservoir, an M6x1 mm hole for attaching a Pt100 resistance temperature detector (RTD) (Jiangsu RunJiang Electric Instrument, Jiangsu, China) and a M16 × 2 mm hole for attaching an aluminum nozzle (Fig. 3). The latter threaded port allows easy replacement for experimenting with different nozzle designs.
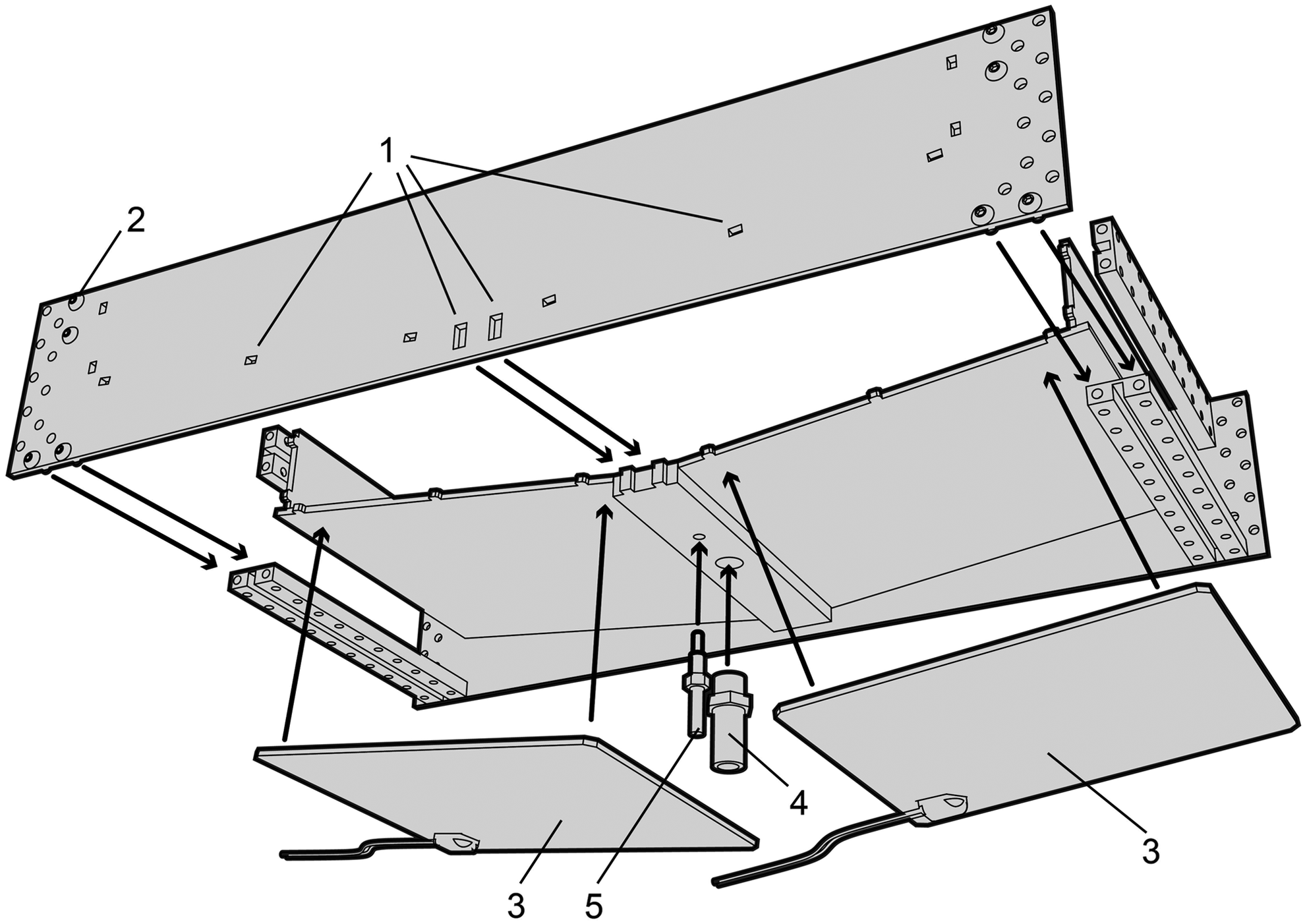
Assembly drawing of material reservoir showing (1) notches between aluminum plates, (2) screws, (3) silicon heating pad, (4) print nozzle, and (5) resistance temperature detector.

Cross-section drawing of the aluminum print nozzle.
The reservoir is heated using two 170 × 156 mm silicon heating pads (Suzhou HongCheng Electric Appliances, Suzhou, China). They are attached to the bottom plates of the reservoir using high-temperature adhesive tape (468MP Adhesive Transfer Tapes with Adhesive; 3M®). Both heaters are combined to deliver 600 W when they are turned on. These two heaters are switched by a 40A solid state relay, controlled by a proportional-integral-derivative industrial heating controller (CHB401; Jiangsu RunJiang Electric Instrument, Jiangsu, China). The RTD provides temperature feedback to the controller and has a measurement error of ±0.2°C. The controller permits temperature settings at 0.1°C intervals. The heater and RTD are connected to the controller through a GX16 aviation plug for easy detachment. The top and bottom sides of the reservoir are wrapped with a 6-mm ceramic fiber heat insulation mat to reduce temperature fluctuation due to ambient air flow. This insulation can also be easily detached for cleaning by releasing a binder clip.
The use of modular framing components, commonly available as industrial parts and open source software, keeps the total material cost under US$2000.
Motion control firmware
XYZ motion is controlled by grbl v0.9i firmware running on Arduino UNO with ATmega328P microcontroller. Maximum speed for the X and Y axes is 9000 mm/min and for the Z axis is 2000 mm/min. Maximum acceleration for all axes is 300 mm/s 2 . The controller accepts G-Code through USB from a PC running Universal G-Code Sender 1.0.9.
Software
3D objects are designed in CAD software (Rhinoceros 5.0®; McNeel) and described as nonuniform rational basis spline surfaces. Alternatively, a mesh description can also be used. A custom script is written in a scripting platform (Grasshopper® Build 0.9.0076 for Rhinoceros 5.0; McNeel) to slice the surfaces in uniform layers or a continuous spiraling path. The tool path is discretized into 0.1 mm line segments, and vertices are extracted to construct Cartesian-based G-Code. A single continuous tool path with uniform speed is used from beginning to the end.
System Operation and Calibration
The machine is homed after it is powered on. The machine nozzle is manually plugged from the bottom with a tapering plug to stop the sugar flow. Molten sugar is prepared and poured into the reservoir. After the heating controller is turned on, about 20 min is needed for the reservoir temperature to become steady at 98°C. A very thin layer of water is sprayed onto the aluminum build platform to enhance first layer adhesion. To start the print, the plug is removed and the G-Code file is immediately sent to the controller (Fig. 4).
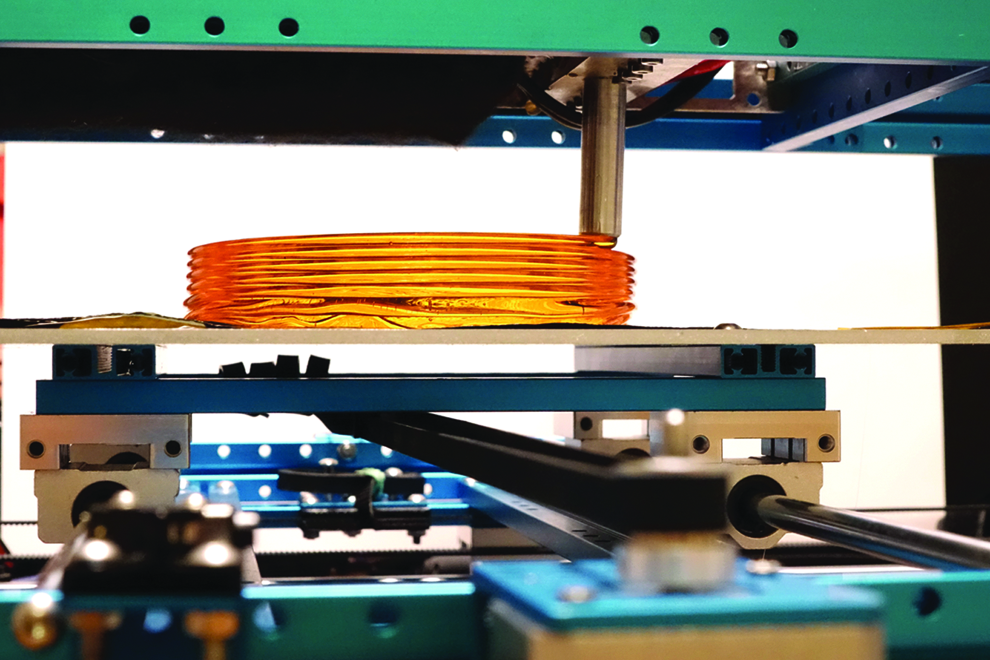
Detail of the printer during printing process.
Because the tip of the nozzle limits the height of the extrusion, a slow feed rate will cause the molten sugar to flow toward the sides and increase the width of the extrusion. Fixing the temperature at 98°C and layer height at 2 mm, the feed rate is experimentally determined at 100 mm/s, resulting in a 10 mm wide extrusion.
Immediately after the print is finished, the nozzle is manually plugged to stop sugar flow. The build platform is detached from the machine, and the printed object is air cooled and extracted.
Unused sugar is drained by first mixing it with warm water, and the reservoir temperature is increased to 110°C to reduce the viscosity. The sugar can then be drained through the nozzle. The reservoir and nozzle assembly can be detached from the machine and the insulation mat removed. The reservoir and nozzle can be submerged in warm soapy water for cleaning and reuse.
Printing Results
Using the process parameters mentioned above, the machine is able to produce consistent sugar extrusion (Fig. 5).
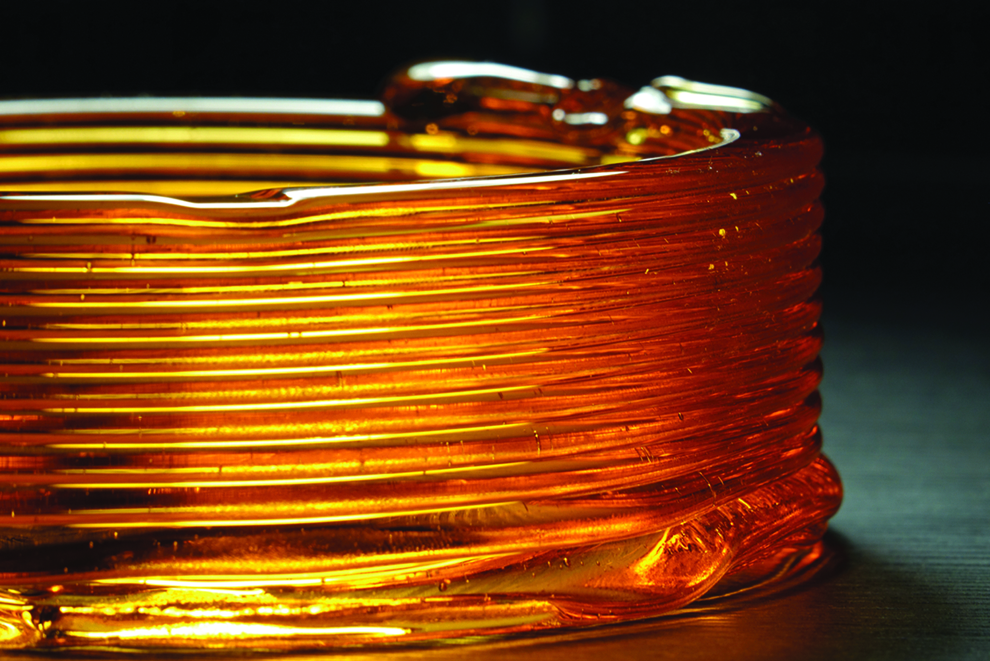
Cylindrical object printed by molten sugar showing consistent extrusion result.
Two 6.1 W 80 × 80 × 25 mm active cooling fans are added later to blow air at the printed object. This speeds up the hardening process and permits the draft angle larger than 10°. Objects with 20°draft angle are then successfully printed.
Unconventional character shapes are fabricated (Fig. 6) to explore the behavior of extrusion when the nozzle passes over an area containing previously deposited material. The flow of the molten sugar is observed to reduce and in some cases almost to zero due to the previously hardened material. The reduction of layer height directly reduces the flow rate.

Chinese character shapes designed with overlapping paths. (Image credit: Jonathan So)
When printing with a nozzle offset of 50 mm, fluid mechanical sewing machine behavior is observed with molten sugar similar to that found in glass mentioned by Klein et al. 1 (Fig. 7).

Object printed with 50 mm Z-offset of the nozzle showing fluid mechanical sewing machine behavior.
The printed sugar objects can be transparent or made into various colors by adding dyes. The resulting object casts complex caustic patterns, similar to that found in glass.
Limitations and Future Work
The focus of the completed work was to demonstrate the functionality of the designed machine and the process of printing with molten sugar. More comprehensive physics modeling and measurement of the molten material are underway to validate the similarity to molten glass and provide the theoretical bases for controlling the process parameters.
The temperature and viscosity relationship of sugar is highly dependent on the mixture composition of sugars (such as fructose and sucrose) and water content. 3 To date, there is no relevant literature that has studied the effect of temperature on viscosity for a sucrose and fructose mixture. Future empirical study is needed to understand the factors in the sugar recipe that affect the viscosity and potentially optimize the composition for a higher cooling rate and printing speed. Shared problems affecting gravity fed molten sugar will be explored with this system to provide potential solutions for molten glass. Some of these issues were mentioned by Klein et al., 1 for example, a high temperature valve capable of stopping and cutting the molten material and a miniature nozzle design capable of printing high resolution parts.
The printed sugar objects are very hygroscopic. In the presence of humid air, the surface can become sticky within hours and can even dissolve in the moisture they absorb. When working with sugar, ambient air relative humidity should be maintained below 40%, ideally below 30%. A dehumidifier can be used. Airtight containers are recommended for storing the printed parts. Future research can look at the addition of an anticaking agent to reduce this unwanted effect. However, due to its solubility, water can be used as a polishing agent to smooth out the layering artifact of the printed sugar object.
Conclusion
This article documents the machine setup and process parameters of the first molten sugar material 3D extrusion system for additive manufacturing. This system consumes low-cost table sugar as the main printing material, melting and extruding it in a manner analogous to molten glass 3D printing. The molten sugar objects printed by this process exhibit similar optical and geometrical properties as molten glass objects.
The substantially lower temperature of molten sugar compared to molten glass has offered a simpler machine design and cheaper operation, yet provided a relevant target for studying the behavior of the two processes.
Process optimization and current limitations in glass printing can be investigated using sugar as a substituting material. These investigations include, for example, effects of different nozzle design to resolution, drag, and flow, actively maintaining reservoir level for more uniform printing result, strategy to improve starting and ending of a short extrusion segment, and the addition of valve for actively controlling the flow of molten material. 1 The design space of printable geometries can also be explored, for example, minimum radius and volume filling paths.
Edible and dissolvable properties of 3D printed sugar are unique qualities of sugar that can be explored for other applications such as culinary art.
Footnotes
Acknowledgments
Makeblock components used in this project are donated by Makeblock. The author would like to thank Chikara Inamura from MIT Media Lab for his personal communications about his research on the glass printer. Printed sugar objects are designed by students in AA Visiting School—Hong Kong 2016: Cheuk Lam Johnathan SO, Gigi WONG Tsz Yan, Gosia Pawlowska, and Anna LI Wanqi.
Author Disclosure Statement
No competing financial interests exist.