
Abstract
Abstract
The advent of three-dimensional (3D) printing technology changed modern manufacturing in many different ways. 3D printed parts based on the fused deposition method (FDM) are widely used in many different applications. However, parts made from polymer-based filaments are generally not strong enough to meet engineering needs. Today, plastic filaments reinforced with carbon fibers and carbon nanotubes are also available in the market to be used in FDM-based 3D printers. Whether reinforcing regular plastic filaments with carbon fibers or carbon nanotubes improves mechanical properties of 3D printed parts is a big question. The purpose of the current research is to investigate the mechanical properties of 3D-printed specimens from these composite filaments. Tensile testing was carried out on a set of 3D-printed specimens made from ABS, PLA, carbon fiber-reinforced ABS, carbon fiber-reinforced PLA, and nanotube-reinforced ABS filaments. The specimens for testing were designed according to ASTM guidelines. A small tensile testing machine with a real-time data acquisition system was used for testing and collecting data. For each material, the test was carried out multiple times. The results showed that for a given material the standard deviation is very small indicating high repeatability of the data. Statistical analysis using Student-t distribution shows that the modulus of elasticity for the reinforced filaments was higher than their nonreinforced counterparts.
Introduction
T
Researchers have been continuously making efforts to innovate new materials that can produce high-quality parts compared with their non-3D-printed counterparts. ABS and PLA are two commonly used plastics that are used as 3D printing filaments today. However, 3D printed parts from these filaments have limited engineering applications due to their generally low mechanical properties. There have been some new composite plastic filament materials emerging in the market that are supposed to be stronger than their regular counterparts. For example, carbon fiber-based ABS and PLA filaments are among such filaments that are available in the market, and possible use of such carbon fiber reinforced thermoplastics to make 3D printed parts have already been studied by some researchers.4–8
The mechanical properties of a filament may be improved while reinforcing it with fiber materials. It was shown in a study that 3D printed parts from fiber-reinforced plastic filaments would be far superior to parts that are 3D printed with filaments without fibers. 9 The fiber reinforcement of both ABS and PLA can enhance the material properties. It was shown in a study 10 that parts made through 3D printing of carbon fiber-based filaments could have much better mechanical properties than that of regular compression molded parts without being reinforced with fiber. Similarly a 66% overall increased performance was reported by a study 11 for 3D printed parts using carbon fiber-reinforced PLA filaments compared with the parts printed using regular PLA filaments only. Natural fibers such as jute, flax, or hemp can also enhance the mechanical properties of a 3D printed part.12,13 In addition to the carbon fiber-based filaments, carbon nanotube (CNT)-based plastic filaments are also available to purchase. A comparative study was performed 14 on making 3D-printed mechanical parts using such CNT-based filaments.
The purpose of the current research is to compare the mechanical properties of such reinforced filaments to see if the addition of fibers or CNT makes stronger parts through an additive manufacturing process. In the current study, mainly the moduli of elasticities of different 3D printed parts will be investigated.
Methodologies
Specimen design and 3D printing
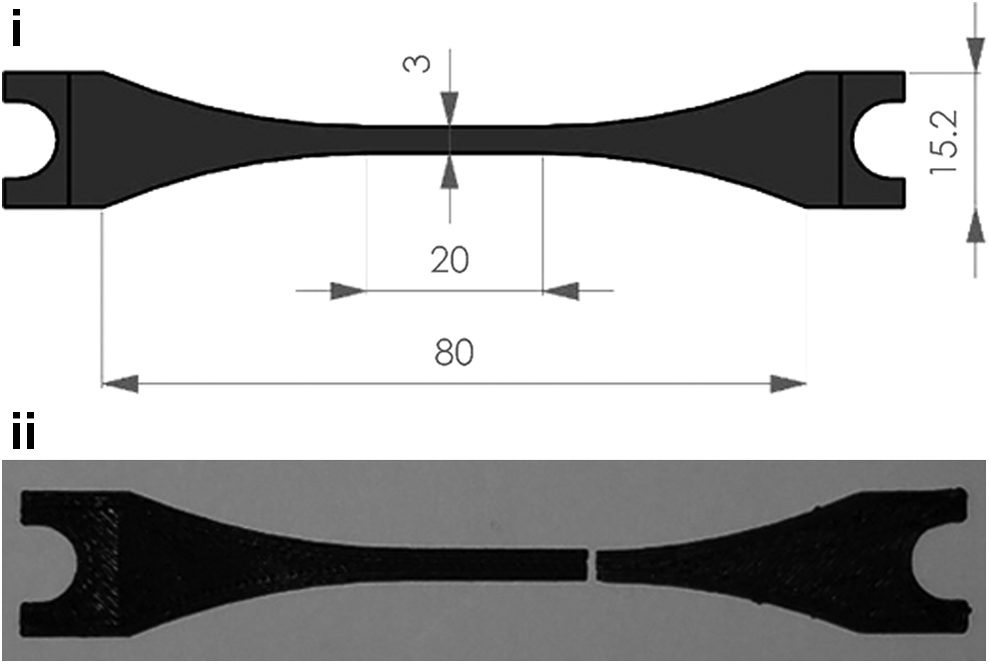
The specimen was designed using a popular CAD software, SolidWorks, and used the ASTM guideline for tensile testing of plastics. Multiple specimens were then 3D printed with a 100% infill percentage using a “Gigabot” 3D printer with an approximate build volume capacity of 2 ft × 2 ft × 2 ft. Five filament materials such as ABS, carbon fiber-reinforced ABS (CABS), carbon nanotube (multiwalled)-reinforced ABS (CNT-ABS), PLA, and carbon fiber-reinforced PLA (CPLA) were used to make the specimens. The printer has a printing resolution of 100 micron and uses ∼3 mm diameter filament. The bed temperature was kept at 60°C for all printing to ensure that the specimens did not warp during the printing process. Specimens with PLA and carbon fiber-based PLA (CPLA) were printed at an extrusion temperature of 190°C. Similarly, for the ABS, carbon fiber-reinforced ABS (CABS) and CNT-reinforced ABS (CNT-ABS), an extrusion temperature of 225°C was used. Each specimen was printed on a raft made of the same material, from which it was printed. For each material six specimens were printed to test the repeatability of the data. Figure 1 shows the schematic of such a specimen and a 3D-printed sample (after testing). The grooves at each end of the specimens were designed for gripping purposes. While printing PLA and carbon fiber-reinforced PLA specimens, all six specimens were printed at the same time to save time. However, for the ABS filaments the specimens were printed separately as the ABS has a higher tendency of warping compared with PLA filament. For the ABS, each specimen took between 8 and 12 min of printing. Printing the fiber-reinforced ABS and PLA was a bit challenging as the fiber had a tendency to clog the nozzle, so cleaning of the nozzle was needed frequently to ensure a consistent quality for all specimens. The dimensional accuracies were checked using a digital caliper for each specimen to avoid excessive deviation from the design.
High-resolution pictures using an optical microscope of the specimens, shown in Figure 2, were taken at a facility at the University of Texas at El Paso. The images show the side views of the specimens and shed light on how the layers were fused to make a part for each material. It is noted that the thickness for each specimen was 2.5 mm.
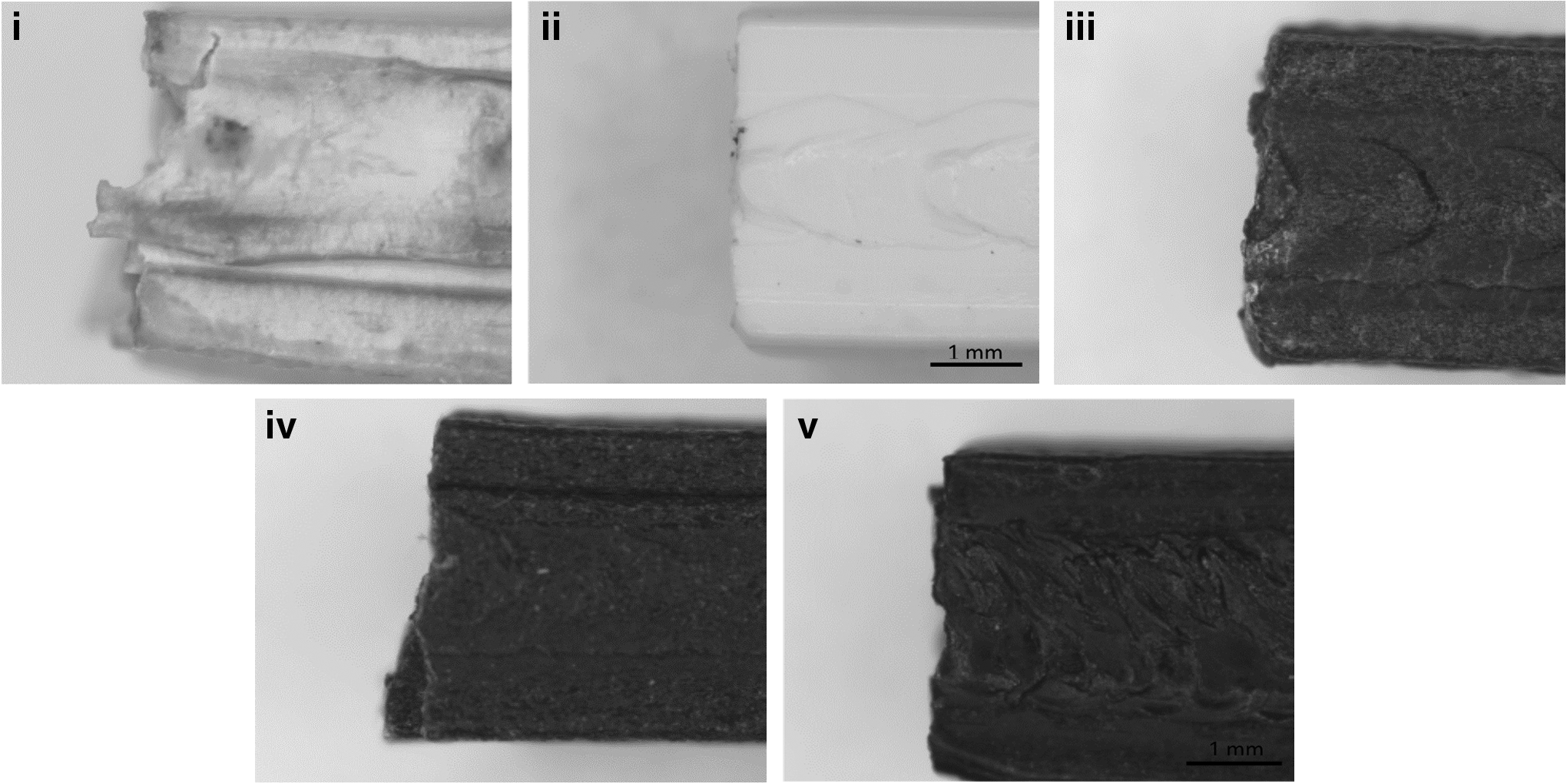
High-resolution side view images of the specimens;
Testing and analysis
All specimens were tested using a small comprehensive material testing machine with a load cell capacity of 7100 N as shown in Figure 3. The throat cross-section area for a given specimen was 3 × 2.5 mm; this small cross section allows the machine to operate under the maximum capacity of the machine. A steady load was applied for all testing until the specimens broke. Initially force vs. position data were taken for each specimen. The data were then converted to stress vs. strain in Microsoft Excel for further analysis. The moduli of elasticities were obtained directly from the slopes. Since six specimens were made for each of the materials, an arithmetic mean of modulus of elasticity values was calculated for each filament group. The standard deviation for each group was also calculated to observe the repeatability.

PASCO Comprehensive Materials Testing System (Courtesy: PASCO Scientific).
The Student-t statistic between two groups was calculated based on the following equation:
where n, total number of specimens for a given filament;
Where sum of squares, SS, and degrees of freedom are defined as:
where E, modulus of elasticity; i, specimen number for a given material.
Results
The sample stress versus strain data for ABS and CNT-ABS specimens are given in Figure 4. It is observed that for the same scales the CNT-ABS curve is slightly stiffer than the regular ABS curve indicating a higher modulus of elasticity for the CNT-ABS specimen compared with that of the just ABS specimen, which is also confirmed by the corresponding slopes. This difference is discussed in more detail with statistical significance using the Student t-test method in the result section below.
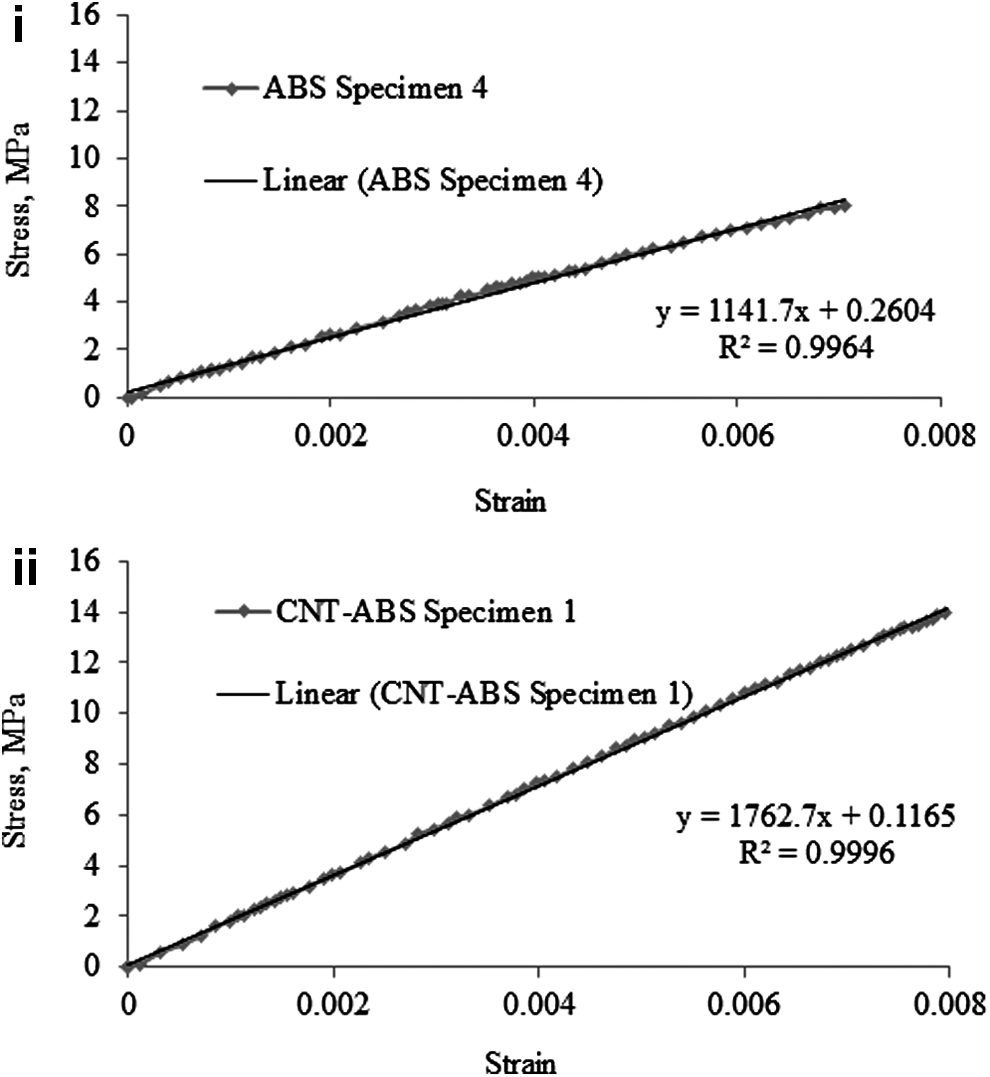
Sample stress versus strain diagram for ABS and CNT-ABS specimens.
The average moduli of elasticities of 3D-printed specimens for each filament material are shown in Table 1 and in Figure 5. It is observed that average modulus of elasticity for CPLA is the highest where the average modulus of elasticity for ABS is the lowest among all specimens. The lowest and highest standard deviations correspond to ABS and CPLA indicating that the ABS had the highest repeatability, while the CPLA has the lowest repeatability among them during the experiment.
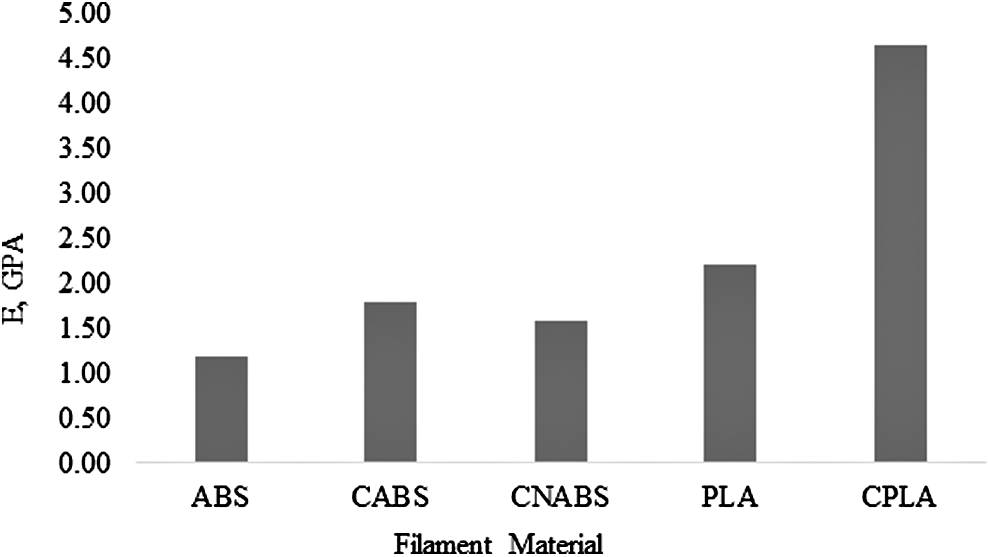
Moduli of elasticities for the 3D-printed specimens.
ABS, acrylonitrile butadiene styrene filament; CABS, carbon fiber-reinforced ABS filament; CNT-ABS, carbon nanotube-reinforced ABS filament; CPLA, carbon fiber-reinforced PLA filament; PLA, polylactic acid filament.
The standard modulus of elasticity for ABS plastic varies between 1.4 and 3.1 GPa. 15 It is observed that the mean modulus of the ABS specimen in the current study is slightly below this standard range. This reduction of property could be related to the interlayer bonding inherent to the 3D printing process. A similar research 16 found the moduli of elasticities for 3D-printed specimens from ABS and PLA to be 1.81 and 3.37 GPa, respectively, which is 39% and 35% higher, respectively, than the values in the current research. This deviation could be due to the quality of filaments that are available in the market that varies due to the method of processing, environmental effect, age of filaments, and so on. In addition, how the consecutive layers are oriented relative to each other may affect the mechanical properties of a 3D-printed specimen.
In the current research, special attention was given to the special types of filaments such as CABS, CNT-ABS, and CPLA. Table 2 shows the t-scores among the different groups. The degrees of freedom between the groups are 10, and at a 5% probability level, the two-tailed critical t-value is 2.228. It is observed that all of the t-scores are higher than this critical t-value. Therefore, it is perceived that the high moduli of elasticities for CABS and CNT-ABS-printed specimens compared with that of ABS-printed specimens are statistically significant. Similarly, the CPLA specimens have higher moduli of elasticities than that of the PLA specimens and that is statistically significant as well. It is observed both in Table 1 and Figure 5 that the carbon fiber increases the modulus of elasticity of ABS slightly more than the carbon nanotube does. However, as it can be seen in Table 2 that the t-score between these two groups is very low, which suggests that the difference between these two is not statistically significant, based on 5% probability level.
Conclusions
3D printing technology has tremendous potential in many engineering applications. However, to fully utilize this potential, there needs to be a major enhancement in terms of mechanical properties of the filaments that are used in today's 3D printing. Wide varieties of filaments are being sold in the market today for the fused deposition-based 3D printers. There are ABS- and PLA-based filaments that are reinforced with carbon fibers and carbon nanotubes, and they are supposed to provide enhanced mechanical strengths compared with regular ABS and PLA filaments. In the current research, several filaments such as ABS, PLA, carbon fiber-reinforced ABS and PLA, and carbon nanotube-reinforced ABS were obtained and tested experimentally to obtain their moduli of elasticities. It was observed that the average modulus of elasticity of 3D-printed ABS specimens was somewhat lower than that of regular ABS plastic. However, the addition of carbon fibers to both ABS and PLA filaments increases the moduli of elasticities, which is supported by statistical analysis. Similarly, carbon nanotubes-added ABS also showed an enhanced modulus of elasticity compared with the specimens made from a regular ABS based on the same statistical analysis. The CNT-ABS specimens exhibited a slightly lower modulus of elasticity compared with that of the CABS specimens; however, statistically this difference is not very significant. Thus, it is perceived from this research that carbon fiber-reinforced ABS and PLA filaments are capable of producing parts that need higher moduli of elasticities compared with the regular ABS or PLA filaments.
Footnotes
Acknowledgments
This research primarily took place at the 3D printing laboratory of Southern Arkansas University (SAU) in Magnolia, AR. The lead author acknowledges the support from SAU for conducting this research. The authors acknowledge the help that was received from Dr. Yirong Lin and his student Mohammad Hossain to capture the high-resolution images of the specimens at the research facility at the University of Texas at El Paso.
Author Disclosure Statement
No competing financial interests exist.