
Abstract
Abstract
Additive manufacturing techniques for ultraviolet (UV) curable silicones are investigated using a high-pressure extrusion apparatus. Manufacturing challenges encountered include the silicone slumping under its own weight, electrostatic repulsion between the printed part and the extrudate, clogging due to in-nozzle UV curing, and nozzle material accumulation. One of the silicones tested significantly slumped under its own weight and had a height decrease of 25% over 60 s if not in situ cured. Repulsion effects were observed due to tribocharging of the silicone and the UV curing process. Carbon black (CB) was added to the silicone to minimize repulsion effects, alleviate in-nozzle curing, and nozzle material accumulation. Durometer and tensile testing were used to compare mechanical properties of the silicone under different CB loading conditions. Higher loadings of CB abated repulsion effects and also significantly reduced the durometer and 100% secant modulus of elasticity of ASTM D638 Type 1 dogbone printed parts due to inhibition of UV curing depth. Postoven curing of samples increased the durometer and modulus of all samples tested. It was found that 0.15 wt% CB was optimal to reduce repulsion effects and to maintain durometer and secant modulus within −2.6% and −1.3% of bulk cast properties, respectively.
Introduction
A
Thermoset materials such as polyurethanes, epoxies, urea formaldehyde, polyimides, 2 and silicone rubber are much more difficult to print using traditional AM techniques such as material extrusion (ME). Fused filament fabrication is the most common ME approach to printing thermoplastics, however, once crosslinking begins in thermosets, plastic reflow is impractical if not impossible. Complexities introduced by thermosets include unwanted material accumulation near the nozzle or part, system jams due to material gradually curing in fluid flow regions of the extruder, mixing and system loading processes, and of course, system cleanup after a print. Benefits of using an ME setup is the ability to utilize multiple materials, unlike stereolithography (SLA), not needing to surround the entire print bed to protect the curable material from energy sources such as ultraviolet (UV) light, and minimizing waste.
Although most materials that can be used in popular ME are rigid thermoplastics, recently advanced elastomers have been investigated in the field of AM. Such materials include thermoplastic elastomers (TPE) 3 and silicones.4,5 Silicone AM is one of the newest growth areas in the 3D printing field, generating interest due to the wide variety of applications such as medical implants and prosthetics, and for enabling strong, highly elastic, and durable elastomer parts. Silicone is valued for its chemical, temperature, and moisture resistances along with its mechanical flexibility, weatherability, and more.2,6,7
In the last few years, the capability to 3D print with silicone elastomers has become a goal of multiple academic and industrial organizations, and good progress has been made. Liravi et al. modeled 19.9 Pa-s (10 s−1) RTV silicone droplet behavior from the nozzle to the substrate 8 as well as measured the dispensing geometrical parameters as a function of dispense pressure, tool velocity, and working distance. 9 Hinton et al. printed polydimethylsiloxane (PDMS) inside of a Carbopol gel support. 10 After curing of the PDMS, the part was released by using a buffered saline solution that lowers the Carbopol's yield stress. Roh et al. 3D printed (3DP) PDMS using a capillary suspension ink containing the PDMS microbeads, PDMS precursor, and water. 11 Zardawi et al. investigated to what depth medical-grade silicone polymers could be infiltrated into 3DP models of biocompatible powders. 12 Plott and Shih experimented with 3D printing 62.5 Pa-s (0 s−1) moisture cure silicone via ME to create a pneumatic actuator. 13 Palaganas et al. printed a siloxane-filled methacrylate composite using SLA methods. 14
Wacker Chemie (Munich, Germany) recently announced the ACEO Imagine Series K, which utilizes drop on demand printing of UV-cured silicones. 15 Keyence (Osaka, Japan) is developing a silicone 3D printer with capability apparently similar to that of Wacker. 16 Smaller companies are also active in the area of 3D printing silicones. Fripp Design (Sheffield, United Kingdom) has patented the Picsima process, which uses a moving needle that dispenses one component of a silicone into a bath of another component. Sterne Elastomere (Cavaillon, France) has revealed a silicone 3D printer that prints 0.25-mm-thick layers of UV-cured silicone. 17 stamos + braun Prothesenwerk (Dresden, Germany) is making headway into the biomedical field by 3D printing silicone inserts and bone structures. 18 San Draw, Inc. (San Jose, CA) claims to be able to print silicone in full color, with adjustable hardness, and with multimaterial capability 19 ; the company is currently printing silicone seals for fuel cells. 20 ALT (Santa Barbara, CA) is pursuing similar capabilities.
As of yet, UV curable silicones, unlike a number of thermally curable silicones, are not implantable, but the vast quantity of nonimplantable silicone applications makes researching AM in this area still highly viable and potentially lucrative. Some polymer materials that are biocompatible to some degree include medical-grade polyurethanes, 21 polypyrrole, 22 poly-ɛ-caprolactone, 23 and silicones. 24 Other recent advances in AM include printing optically transparent glass, 25 polyvinylidene fluoride, 26 and ultrasoft TPE, 27 fiber encapsulation AM, 28 and printing of drug delivery devices, 29 stretchable embedded sensors, 30 and capacitive force sensors. 31
In this work we utilize Extrude and Cure AM (ECAM) to extrude silicone elastomers that are then cured in situ. This process, which can entail high-pressure extrusion, can also exhibit interesting phenomena and challenges. Problems observed were nozzle clogging due to UV curing material inside the nozzle, nozzle material accumulation, and electrostatic repulsion, affecting the positioning of the liquid extrudate and inducing print defects. In an attempt to ameliorate these problems, an electrically conductive material, carbon black (CB), was added to a UV curable silicone. Mechanical properties of 3DP silicone parts with different amounts of CB are quantified and discussed in this article.
Experimental Methods
Equipment and materials
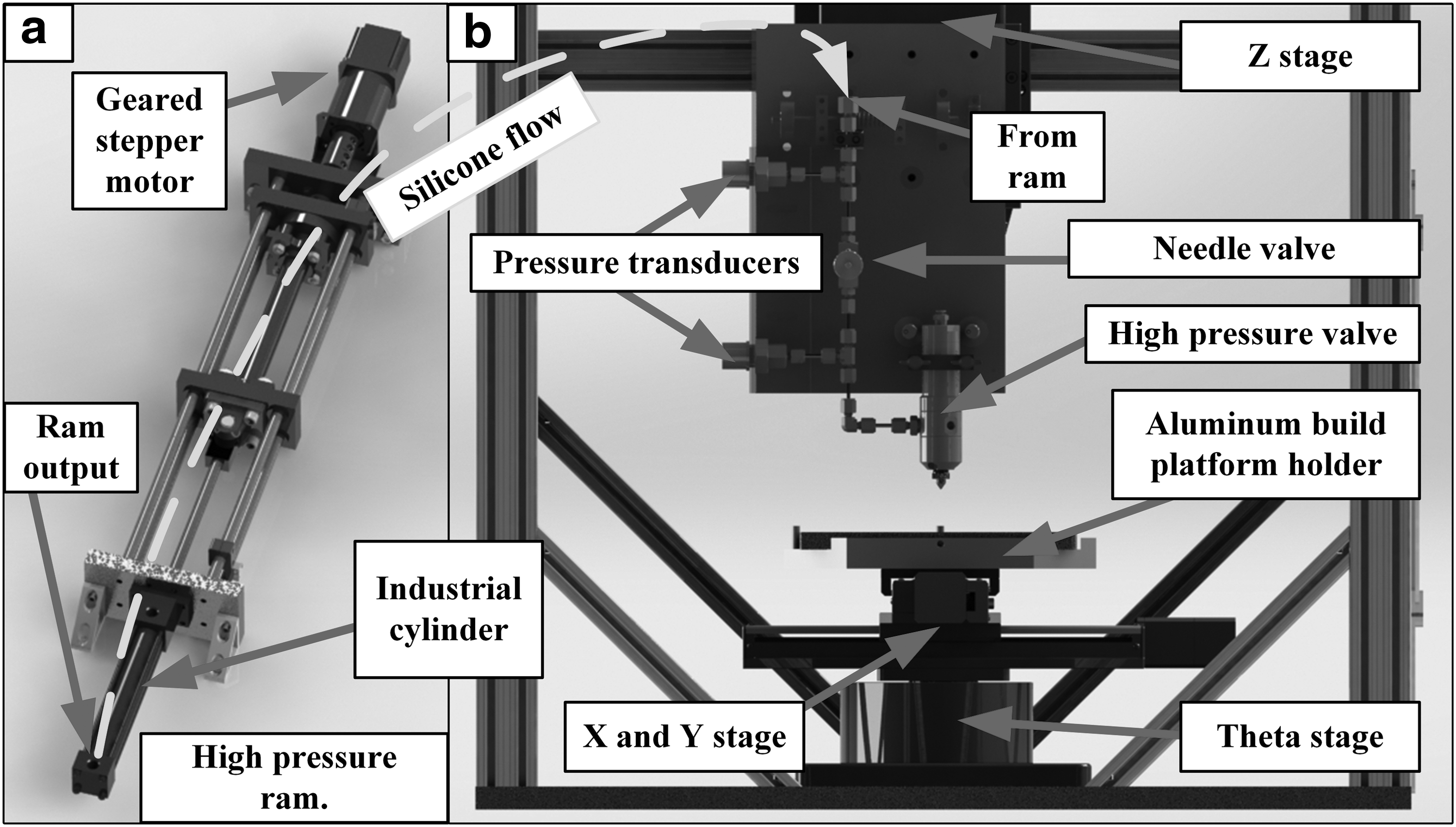
To 3D print various types of viscous materials such as silicones, a custom ECAM machine was designed, fabricated, and tested along with a custom LabVIEW (National Instruments, Austin, TX) control program. Many uncured silicones have the form of highly viscous liquids and pastes, and require high-pressure extrusion systems to be extruded through small orifices at practical rates. One method for viscous liquid deposition is to use a variable pneumatic pressure source, 8 an auger, or a ram setup. In our research, an industrial hydraulic ram extruder was constructed, as shown in Figure 1a to accommodate a large range of viscous long pot-life materials. A 47:1 geared stepper motor was used to drive a threaded Acme rod, which can push or pull on the piston rod of the industrial cylinder.
3D printer utilized in this research.
Cylinder loading was accomplished by submerging a tube connected to the output of the ram while it was fully extended and drawing fluid into the cylinder by reversing the ram motion. In the case of highly viscous materials, a pressurized bladder or syringe may be used to assist the vacuum. In operation, the ram pushed material through a needle valve and into a high-pressure pneumatic valve, which dispensed the material through a nozzle. The ECAM printer, incorporating a UV exposure system, is shown in Figure 1.
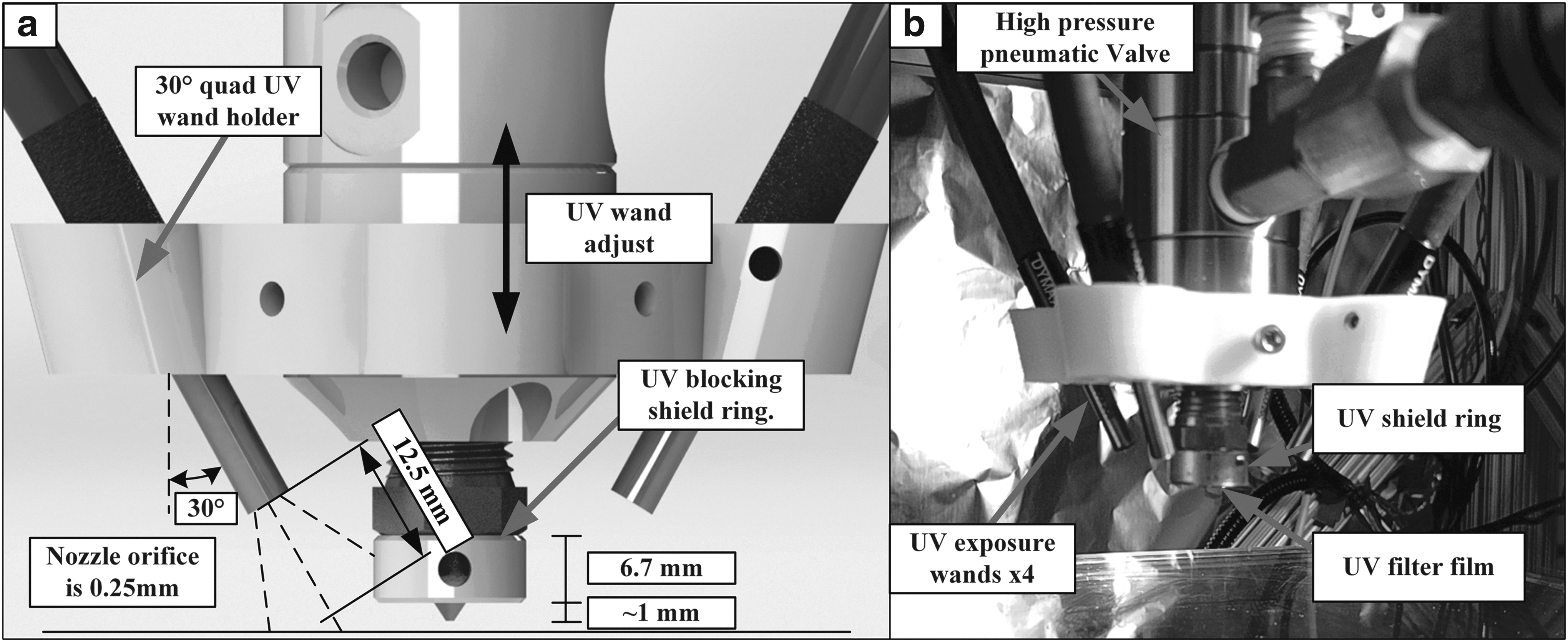
Once the silicone is expelled from the nozzle, it may be immediately cured or cured after the entire layer is deposited. To accomplish curing, a UV light source was positioned at various distances from the emerging extrudate. Two types of UV curing systems were used: a Dymax (Torrington, CT) Bluewave 75 with a 19 W/cm2 total maximum intensity and a single-outlet wand, and a Dymax Bluewave 200 with 40 W/cm2 total maximum intensity shared across a quad outlet wand adapter. A number of prints were made with the single wand curing system, but it was determined that the quad wand curing system had a more symmetric and controllable curing area. Thus, a wand adapter was 3DP in ABS, shown in Figure 2, to ensure a repeatable cure was obtained. UV exposure could be changed by adjusting the height of the wand adapter or by changing the output power of the UV exposure system.
The liquid silicone rubbers (LSRs) used in this research are Silopren UV Electro 225-1 and Silopren LSR 2030, both from Momentive Performance Materials (Waterford, NY), referred to as UV Electro 225-1 and Silopren 2030 hereinafter. 3D printing was investigated using UV Electro 225-1 due to the benefits an in situ curing system may overcome, given the silicones' lower viscosity and faster slumping times. Silopren 2030 was primarily used to explore to what extent a more viscous material slumps under its own weight.
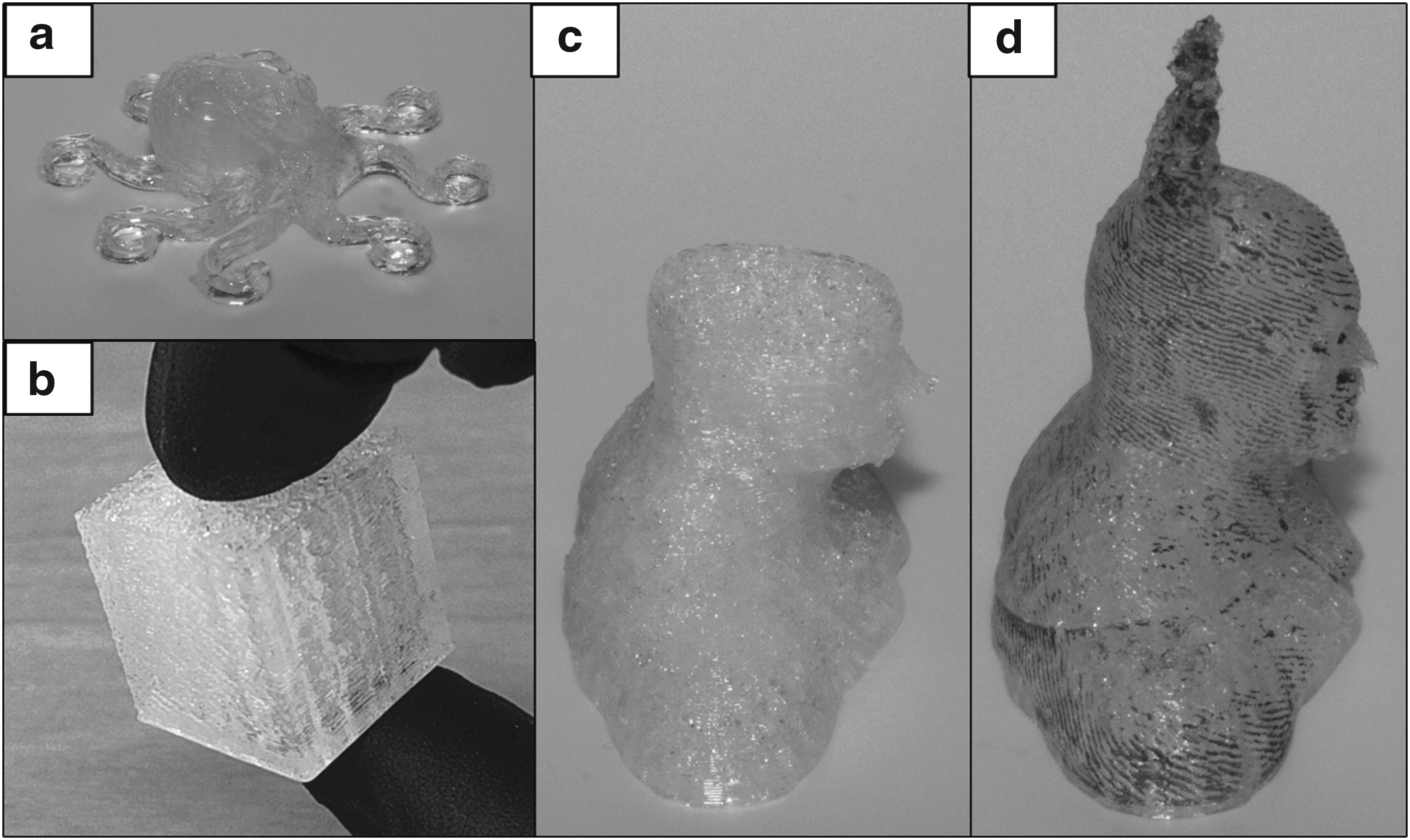
Preliminary investigations involving UV curable silicones revealed that certain qualities of the materials must be overcome before realizing functional print quality for anticipated applications. Immediate problems included silicone material sticking to and accumulating on the nozzle as the silicone was being cured (i.e., nozzle material accumulation), silicone material gradually curing inside of the nozzle, slumping of certain silicones, and electrostatic repulsion that tended to displace the extrudate from its intended path. Some preliminary prints using UV Electro 225-1 are shown in Figure 3, with the object in Figure 3c failing to print completely due to a nozzle jam caused by UV curing in the nozzle. Only after increasing the print speed were the authors able to obtain the print in Figure 3d; however, the nozzle jammed soon afterward when printing another part. The completed figurine was spray painted and covered in talc powder to increase contrast.
Preliminary prints produced with UV Electro 225-1;
To lessen the problems observed with in situ curing, a small amount of CB was added to the silicone. While this low-cost and simple solution works and carries some benefits, it does introduce problems that must be addressed. One issue is that CB tends to clump together and form aggregates, which can disturb flow performance or clog the nozzle if the nozzle orifice is too small. To overcome this issue, a large-area filter with a nominal pore size of 40 μm was installed inline. While this creates an additional pressure drop and removes a small fraction of the measured CB from the system, the problems experienced without the filter were eliminated. Thus, experiments performed are with postfiltered material in which the wt% CB is established prefiltration.
Minimizing repulsion effects
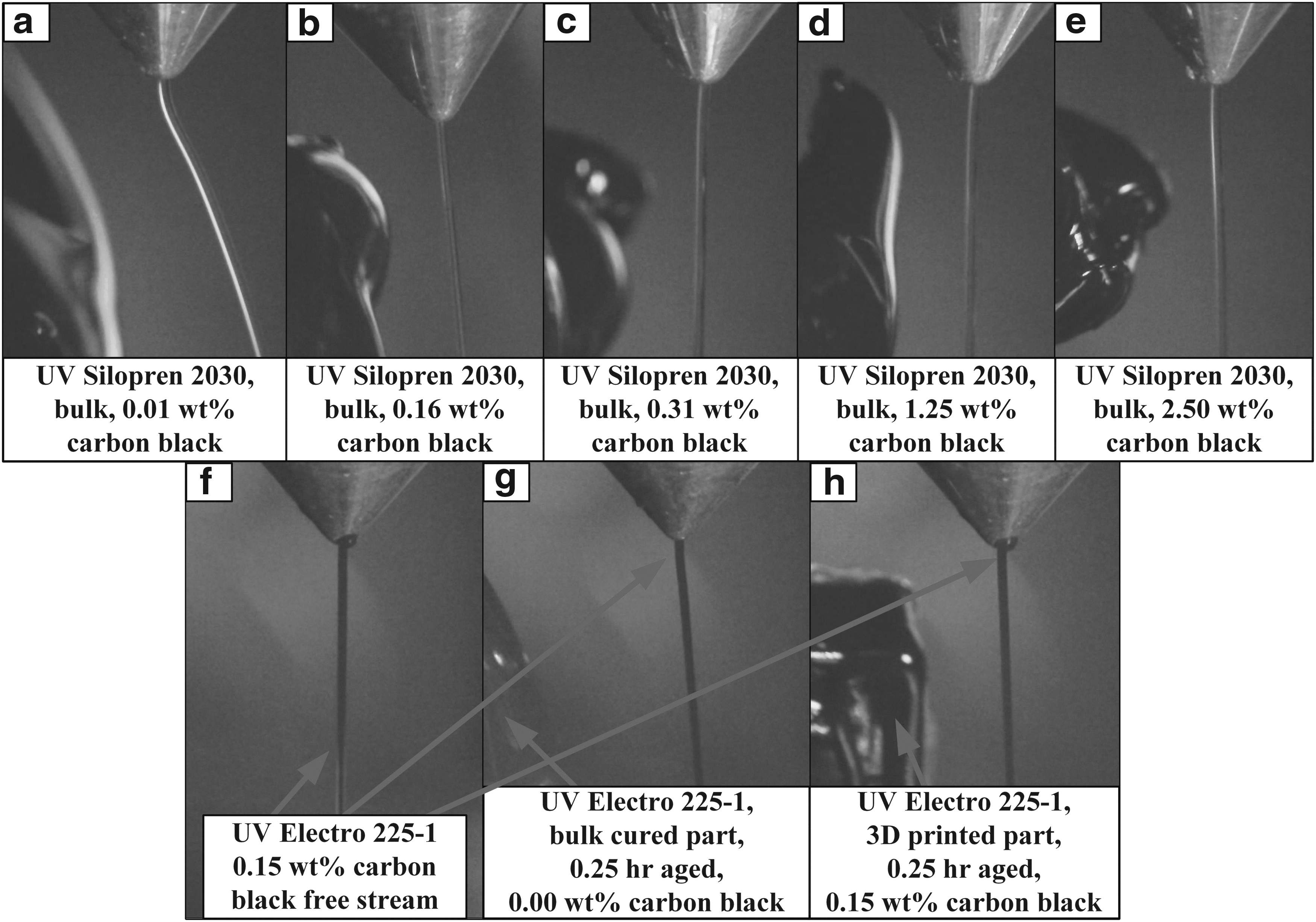
Currently, extruding UV curable silicone resulted in the accumulation of a significant electrostatic charge on the immediate extrudate. This electrostatic charge is preserved during UV curing processes. This presents a problem in that the stream of extrudate will experience an electrostatic repulsion force from the already-cured part, causing deposition problems such as extrudates veering off the intended path. One source of the charging includes the triboelectric effect between the uncured silicone and the plumbing walls of the ECAM machine. A separate source of charge is curing under intense UV radiation, which appears to accumulate charge on the surface of bulk and 3DP parts. The electrostatic repulsion effects are shown in Figure 4. All repulsion experiments were done using a 0.25 mm orifice brass nozzle. In Figure 4, the term “uncured Silopren 2030” means it was not exposed to enough UV to begin significant crosslinking, while “bulk cure” means the Silopren 2030 was exposed to enough UV light that it was unable to flow like a fluid.

Repulsion effects of Silopren 2030 at 1.228 mm3/s for
To overcome this repulsion effect, electrically conductive additives can be incorporated in the silicone to inhibit localized surface and subsurface charging. 32 Options for electrical conductivity enhancements include antimony/tin doped oxide, 33 aluminum, silver, copper, silicon-carbide, 34 ZnO, 35 CB powder, 36 and carbon nanotubes. 37 One low-cost option previously mentioned is CB powder. Behavior and underlying effects of carbon-enhanced conductive polymers are well understood and carbon is also one of the most widely used conducting fillers. 38 While silicone mixed with CB may help alleviate charging of the fluid and fabricated part, it will also impede the UV curing depth of the material. It was postulated that there may be a CB concentration that minimizes repulsion effects while still allowing for parts to be appreciably cured immediately after 3D printing. CB in silicone is not a new concept, with research being done to understand the benefits and effects.36,39–41 Electrical conductivity percolation thresholds for CB in varieties of media vary significantly, but some typical values for styrene butadiene rubber are 10–25 volume percent. 42
Initial CB additive tests were done with bulk cured samples of UV Silopren 2030 loaded with CB while being held next to a pure, CB-free, charged free stream of UV Silopren 2030. The premise was that when the bulk cured samples have enough CB in them, the repulsion effect would be visually attenuated, providing an estimation of how much CB is needed to minimize repulsion during printing. All samples tested and printed were mixed with a FlackTek SpeedMixer™ DAC 150.1 FVZ-K (Landrum, SC) to ensure thorough dispersion. Vulcan XC605 CB from Cabot (Boston, MA) was the additive used for these experiments. Initial mixtures of UV Silopren 2030 with 0.01, 0.16, 0.31, 1.25, and 2.50 wt% (estimated 0.006, 0.09, 0.18, 0.74, 1.49 vol%) CB were poured onto aluminum foil and cured under the Dymax UV system for 2 min. These conditions are referred to herein as a “bulk cure.”
Percolation threshold of CB in silicone
The percolation threshold for Vulcan XC605 CB in UV Electro 225-1 was evaluated by mixing higher amounts of CB into the silicone, mixing the components in the SpeedMixer, casting the mix into an aluminum mold, and then baking the samples. Samples were baked at 121°C for 30 min to ensure thorough curing due to high particulate loading. Sample cross-sectional dimensions were 3.175 × 6.35 mm. All electrical resistances were measured using a Hioki RM3544-01 resistance meter (Nagano, Japan) with calibrated Kelvin clips spaced 10 mm apart.
Initial samples consisting of CB in UV Electro 225-1 were loaded with 10 and 20 wt% CB, which will determine if the percolation threshold lies between these two loadings. Different samples of silicone with CB are then fabricated between these points in a half-interval search manner until a sharp increase or constant and reliable resistance is found. The Hioki RM3544-01 has a maximum resistance reading of 3.5 MΩ.
Quantifying slumping for a viscous material
Layered deposition of extrudate is very complicated when the uncured material in question is compliant to body forces and slumps under its own weight. Viscous, shear thinning materials are ideal for 3D printing, but some desired materials do not always have the preferred characteristics or may not be sufficiently viscous to prevent slumping for the duration of the print. While rapid curing can overcome this problem, in the case of UV curables it can also cause more problems, such as curing in the nozzle, which impedes printing. Thus, investigation into slumping must be done for the materials that are being utilized, mainly UV Electro 225-1 and UV Silopren 2030.
Slumping effects are primarily determined by gravity, but print speed, flow rate, and build plate-nozzle spacing also affect the outcome because they define the bead geometry. Print speed and flow rate were evaluated while printing 100-mm-long extrudates on a glass substrate. Ten traces were printed with 30-s dwell times between the end of the last trace and the beginning of the next trace. After printing all 10 traces, the entire build plate was exposed to UV at maximum intensity to cure the material as quickly as possible. Afterward, the cured trace geometry was measured. All 10 trace heights were quantified by combining a Fowler (Newton, MA) Digital Indicator (1″/0.0005″) and an Olympus (Shinjuku, Tokyo, Japan) BX60 optical microscope. A light marking compound was applied to the traces to enhance focus ability. Displacement was measured by focusing the microscope on the bottom of the build plate and then the top of the extruded trace. Traces were printed and measured a total of three times for a given parameter with the resulting widths and heights averaged.
This experiment was done at two feed rates, three heights, and one width setting for a given racetrack-shaped cross-sectional trace area. Table 1 shows the experimental feed rates, trace widths, and trace heights for the slumping experiment. Viscosities for UV Electro 225-1 and UV Silopren 2030 are ∼70 and ∼450 Pa-s, respectively, at 10 s−1, as reported on Momentive's newest technical sheet revision.43,44
The volume flow rate for the material leaving the nozzle can be determined for a desired trace height and width if it is assumed that the resulting cross-sectional area of the trace looks like a rectangle with rounded sides, or a racetrack. If this is accurate, then the equation governing volume flow rate is estimated using
where
Tensile and durometer testing of specimens
Comparison to bulk material properties is important for any AM process. It reveals if the AM technology has any detrimental or beneficial effects to the structure. Bulk and 3DP dogbone structures adhering to ASTM standard D638 T1, Figure 5, were fabricated using an aluminum mold and the new ECAM 3D printing technology. Table 2 shows the different samples fabricated for tensile testing using the printing parameters shown in Table 3. Since CB inhibits the depth of UV penetration, only samples having 0.00 wt% can be fabricated via the bulk casting method using UV. Curing routines for the bulk cast samples entail running the UV wand over the cast for 2 min while maintaining a distance of 2.54 cm. Printing with 0.00 wt% CB is troublesome at 100% UV power, given the constant distance from the nozzle used in all printing experiments. Usually jamming would occur after about 10 min of printing. Reducing the power output to 64% allowed for successful printing given all other constant parameters such as flow rate.

UV, ultraviolet.
As per the ASTM standard, all dogbone samples were tested using a crosshead rate of 500 mm/min, a grip distance of 115 mm, and a gauge length of 50 mm. Fine powder talc, #80966, from Micro-Mark (Berkley Heights, NJ) was used to cover the silicone samples so that marks could be placed on the dogbones to outline the grip and gauge length sections. Samples were then placed into a tensile testing apparatus equipped with a 50 lbf load cell. Grip ends were compressed adequately to ensure negligible slipping during testing, although this did have the side effect of pushing the cured silicone material out of the grips slightly revealing the grip marker lines.
During the tensile testing procedure, a high-definition camera was placed above the testing apparatus and recorded pictures at intervals of 0.5 s. After testing and calibration of the camera, the images were analyzed to determine the actual gauge displacement as a function of force. These data were used to determine engineering stress versus strain and the secant modulus of elasticity. All samples were pulled 100 mm, held for 2 s, and then returned to the original starting position. Samples that are tensile tested right after being 3DP or bulk cast are referred to as “virgin” samples.
It is expected that more highly loaded samples will exhibit a lower stiffness and durometer due to CB impeding the UV curing depth. This means that certain parts will have different mechanical properties if used immediately after they are printed. To evaluate and address the potentially uncured samples, three dogbones from each lot were baked to ensure thorough curing. Experiments done previously revealed that baking UV Electro 225-1 for 10 min at 121°C resulted in fully cured samples; thus, the selected dogbones were baked using this procedure. Samples cured in this manner are referred to as “postoven cured.”
Another potential effect that may occur in these 3DP silicone parts is a gradual low temperature cure, if given enough time. Two of the remaining dogbones from each lot were set aside for 30 days to reveal the effect of postcuring at low temperatures on the stiffness of the samples. These unbaked dogbones are referred to as the “post-low temperature cure” samples.
The durometer of each dogbone sample was measured using a Rex (Buffalo Grove, IL) DD-4 Type M durometer and LabVIEW data logging software. Three durometer measurements were taken at random locations on each dogbone. This gives another relative insight into how well cured each sample was.
Results
Effect of CB on repulsion
The addition of CB into the silicone had an immediate visual effect even at a low concentration of 0.15 wt%. Figures 6a through 6e show the repulsion effects of different concentrations of CB in UV Silopren 2030 next to a clean and charged free stream of UV Silopren 2030. At 0.01 wt% CB, the repulsion effect was still evident. It was only at ∼0.15 wt% that the repulsion effect was significantly reduced. After 0.31 wt% CB, all visual evidence of the repulsion effect was gone, but the thickness of the bulk cure was very small (∼0.15 mm), which would cause prints to be not fully cured unless the trace height was lower than 0.15 mm. The thickness of the bulk cure layer was determined using a CD-8″ ASX digital caliper from Mitutoyo (Takatsu, Kawasaki, Japan) after the cured layers were peeled off of UV-exposed pools of silicone and cleaned. A CB concentration of 0.15 wt% was predicted to alleviate repulsion while still maintaining a respectable depth of curing.
A charged, free stream of UV Silopren 2030 with 0.00 wt% CB next to a thin cured sheets of bulk Silopren 2030 with
Testing UV Electro 225-1 as a printing material with 0.15 wt% CB revealed that CB also minimized repulsion as shown in Figure 6f through 6h. Deflection next to a 0.00 wt% CB bulk cured UV Electro 225-1 part was minimal, Figure 6f, relative to a free stream of UV Electro 225-1 with no CB. When testing repulsion of a 0.15 wt% CB free stream of UV Electro 225-1 next to a 3DP silicone part made from the same material with 0.00% and 0.15 wt% CB, the deflection due to repulsion was minimal, Figure 6g and h.
Figure 7 shows close-up views of the printed layers in the side walls of two parts printed with the same parameters, but the second case contained 0.15 wt% CB. The printing parameters for both cases had a feed rate of 20 mm/s, a trace height of 0.25 mm, and a trace width of 0.5 mm (0.446 mm spacing for 100% void fill flow rate calculation). Electrostatic repulsion has the consequence of pushing extruded traces away from other cured silicone traces, which may cause it to lay over the wall and produced the bulges seen in Figure 7a. Parts containing no CB tended to have more imperfections due to electrostatic repulsion and/or material accumulation on the nozzle. With just a slight amount of CB, 0.15 wt%, the repulsion effect can be minimized and may lead to significantly improved side walls such as the one shown in Figure 7b, which is important if wire is to be fed into the silicone. Although flaws still exist in current prints with CB, the overall quality compared to parts not containing CB was improved.

UV Electro 3D prints
Electric percolation results
Conductivity threshold tests performed, as described in the Percolation Threshold of CB in Silicone section, revealed that 13.25 wt% Vulcan XC605 CB in UV Electro 225-1 was the concentration at which the conductivity of the cured mix starts to significantly increase. 12.50 wt% CB samples measured an open circuit, while samples with 13.00 wt% CB would intermittently have a resistance of ∼20,000 kΩ (resistivity of ∼4032 Ω-cm) and occasionally read an open circuit at rest. Samples loaded to 13.25 wt% had a consistent reading of ∼20,000 kΩ.
It is obvious given the 0.15–1.00 wt% CB loading used in 3D printing the dogbone samples, with an order of magnitude less CB, that the charge neutralization mechanism is not continuous conduction. The phenomenon of reduced electrostatic repulsion is hypothesized to be a localized charge transfer to the grounded pneumatic valve.
Slumping effects for materials tested
Before checking slumping effects, it was essential to validate that the ECAM printer extruded the appropriate amount of fluid over time. Weight measurements were taken after extruding Silopren 2030 out of a 0.25 mm brass nozzle for precisely 1 h at a flow rate of 0.953 mm3/min. After 1 h, the mass extruded was measured and divided by the density of Silopren 2030 and then divided by the test time to give an actual flow rate of 0.935 mm3/min, a −1.9% difference. This was satisfactory for the tests that are described below.
Dwell times, the time a trace sits idle without being exposed to UV light, were varied from ∼5 to ∼300 s. The minimum dwell time was not absolutely zero because the entire trace was drawn before the exposure was initiated at the given feed speeds of 20 and 30 mm/s (the time to draw a trace is on the order of 3.3–5 s). With a relatively lower viscosity material such as UV Electro 225-1, the slumping effect can be potentially detrimental for 3D printing applications if the extrudate is not cured immediately. Width effects were quantified, Figure 8a and b, for different feed speeds visualized overhead in Figure 8e and f. The trace widths seemed to immediately widen when deposited, which might be slightly alleviated when traces are printed close together but would still slump on an unsupported side. Figure 8c and d shows that even a 30-s dwell time may give a significant height difference for high-aspect-ratio depositions. Dramatic height differences such as these can propagate and accumulate printing errors in the direction perpendicular to the printing plane if not adequately accommodated for.

Slumping effects of UV Electro 225-1; trace widths at
UV Silopren 2030 slumping results are shown in Figure 9. Due to the much higher viscosity of 2030, the slumping effects were significantly less than that of Electro 225-1. Both height profiles at the two different feed speeds, Figure 9a and b, only gradually increase, while the widths for both feed speeds, Figure 9c and d, do appreciably reduce with time but not as much as UV Electro 225-1. An overhead view in Figure 9e and f shows at the same scale the change in width for a trace printed immediately and one that has sat idle for 300 s. The Silopren 2030 shows a slow change in geometry compared to UV Electro 225-1, meaning it can sit idle longer before being cured to maintain the same geometrical error.

Slumping effects of UV Silopren 2030; trace widths at
Stress, strain, and durometer results
Virgin tensile test properties
After analyzing the engineering stress and strain results from all dogbone tensile tests, the five samples from each subset were averaged together and are shown in Figure 10 as stress and secant modulus of elasticity versus strain. Initial stiffness results show that the bulk cast, 3DP samples with no CB, and the 3DP samples with 0.15 wt% CB essentially had the same stiffness response over the strain tested. An explanation for these nearly equivalent curves is that the silicone on the last layer is still slightly “tacky,” indicating that the tack free time quality of a polymer is not met and it should form a good bond to the same type of silicone being deposited on top of or beside it. The UV Electro 225-1 also flows quite well, as shown in the slumping tests above, indicating it can flow into void spaces and bond well, giving comparable mechanical performance to the bulk samples.

Virgin averaged results for UV Electro 225-1
Note that the more highly loaded CB 3DP samples were not as stiff. The effect was significant enough to be detected during manual manipulation of the samples right off the build platform. A squishy feel and lower stiffness response were thought to be the effect of nonfully cured silicone as expected from the observations of higher loaded CB impeding the curing depth noted previously in the repulsion experiments.
Postoven cured tensile test properties
Stress versus strain and the secant modulus of elasticity for the postoven cure samples are shown in Figure 11. Curing the samples in the oven increased the stiffness for all samples, even the ones fabricated with no CB. This is a potential solution to produce 3DP silicone parts with repeatable stiffness properties. A downside to this postprint treatment is that it may affect any additives mixed into the silicone that are sensitive to high heat. Any multimaterial prints that utilize materials with low glass transition temperatures would also be effected.
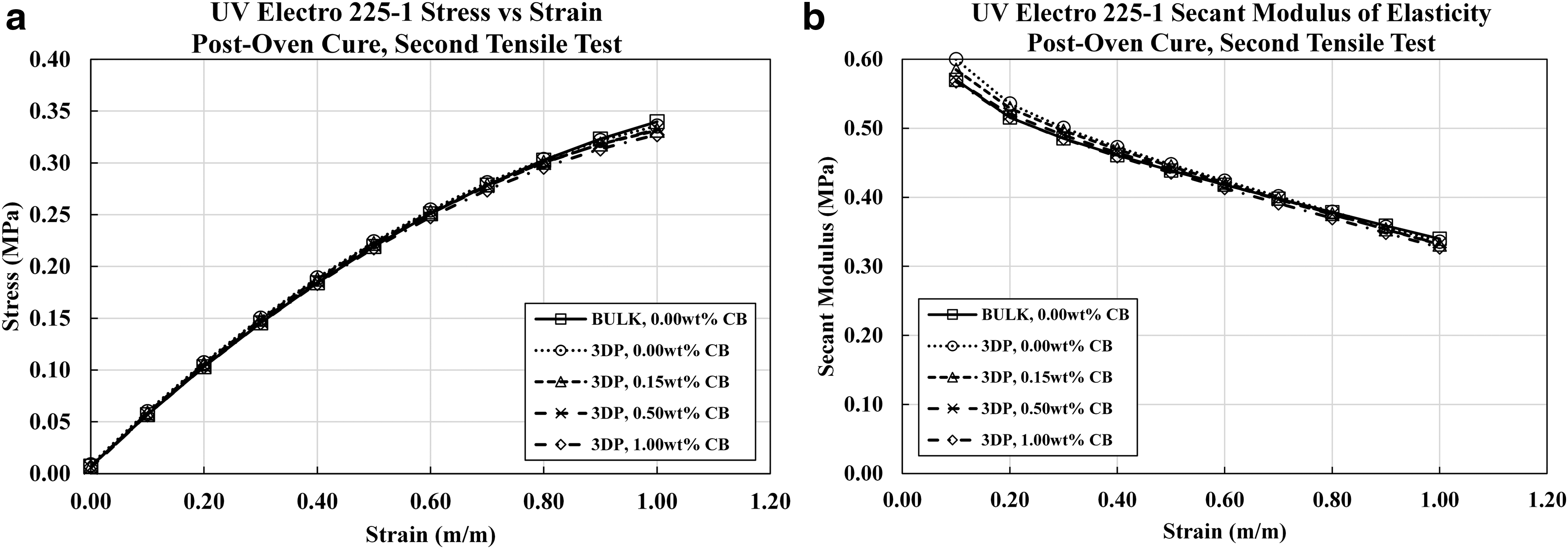
Postoven cure averaged results for UV Electro 225-1
Post-low temperature cure tensile test properties
Stress versus strain and the secant modulus of elasticity for the post-low temperature cure samples are shown in Figure 12. Post-low temperature cure samples without high loadings of CB (0.15 wt% and under) tended to perform about the same as the initial tensile tests. It is the 1.00 wt% samples that changed the most over this 30-day period with a significant increase in stiffness with respect to the initially tested specimens. The 0.50 wt% samples actual decreased in stiffness with respect to the initial runs. These discrepancies are addressed below.
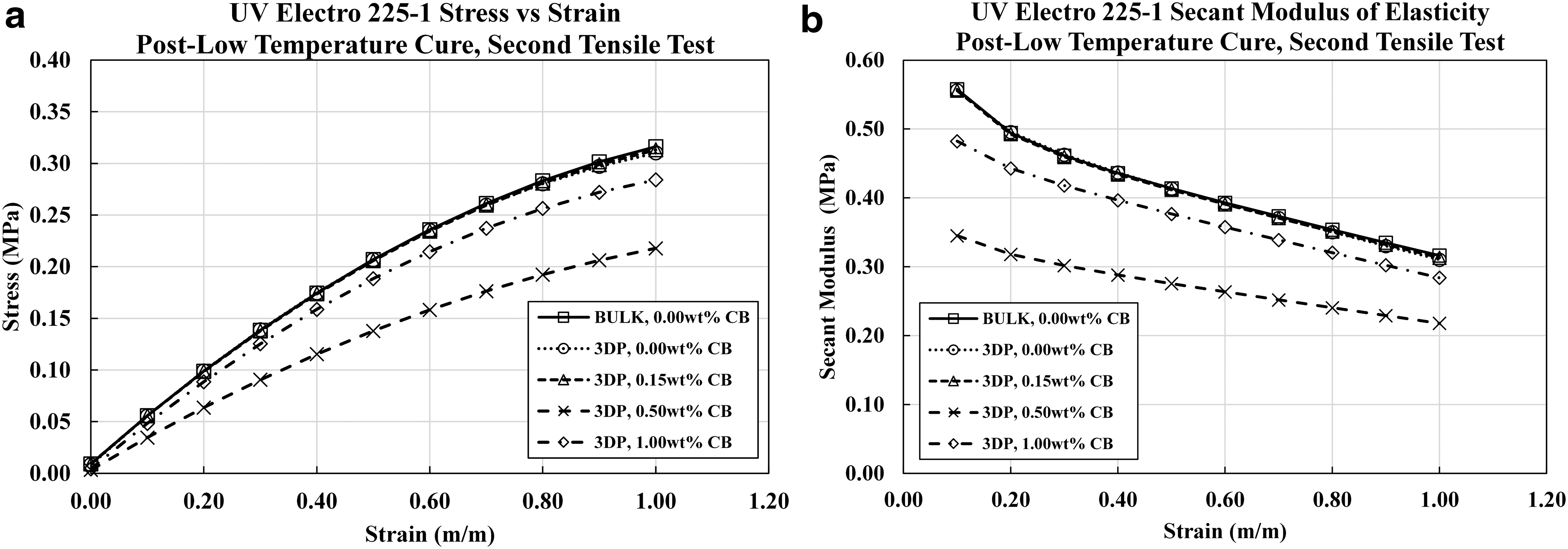
Post-low temperature cure averaged results for UV Electro 225-1
Mechanical property comparisons
Modulus at 100% strain is shown in Table 4. Significant improvements to this modulus were observed after a postoven cure. When the samples are left to sit in an ambient environment for a month without baking, the modulus of uncured samples will tend to increase due to room temperature and pressure (RTP) thermal crosslinking effects (such as the 1.00 wt% 3DP samples), or decrease (such as the 0.50 wt% samples that were wrapped in aluminum foil and put into a sample refrigerator and kept near a temperature of 1.0°C). The decrease in modulus may be explained by the Mullins effect, which is governed by the polymers maximum strain history. This stress relaxation is expected for most polymer materials under high strains45–47 and even happens in polymer solutions. 48 Another explanation for reduced modulus in the 0.50 wt% 3DP samples is that the cores of the extrudate could still be liquid and/or potted, thus not able to carry any load. The overall effect would be an effective reduction in sample cross-sectional area lending to higher stresses. This may cause polymer chain breakage that would show up as a weaker sample in a second tensile test if a post-low temperature cure could not significantly counteract the breakage, which is likely what happened with the 1.00 wt% CB samples.
Percent difference is with respect to initial durometer measurements.
Low temperature cure for 30 days after fabrication.
Stored in refrigerator near 1°C.
CB, carbon black.
Durometers of all virgin and postoven cured samples were recorded along with the 3DP samples with 0.50 and 1.00 wt% CB that experienced a post-low temperature cure. Data shown in Table 4 reveal that postoven curing significantly improved the hardness of samples that were heavily loaded with CB, directly relating to the amount of polymer crosslinking. Aging for about 30 days at RTP seemed to increase the hardness of the 1.00 wt% CB sample by ∼8%. Momentive reports that the durometer for a fully cured UV Electro 225-1 sample is about Shore 25 A, which correlates to about ∼26–27 Shore M (assuming sample thickness is not small) demonstrating the bulk cast, 3DP 0.00, and 0.15 wt% CB samples were fully cured via UV dosing.
Discussion
Benefits of CB
High-pressure extrusion systems have the ability to introduce tribocharging, which in turn may introduce problems during certain processes such as 3D printing. Another factor that contributes to the charging is the effect from intense UV curing. Combined, a repulsion force is created, which has been found to decrease layer to layer deposition performance.
Beneficial effects of adding CB include impeded curing depth, enhanced visual monitoring ability, and lessened repulsion between the extrudate and already cured part. Reduced curing depth while 3D printing silicone can have negative side effects such as longer solidification times, which may allow more slumping in some materials but can significantly reduce material curing in the nozzle (causing clogs) and attenuate repulsion forces. Before the addition of CB, if the UV exposure system were to remain on for an appreciable amount of time, then stray reflection into the nozzle orifice would gradually create a cured silicone clog. This required disassembly and careful cleaning of the brass nozzle. With CB mixed into the silicone, the length of any cured plug due to machine dwelling was insignificant and released easily with valve actuation. This meant that clogging with CB and a filter installed almost never occurred.
Fabricating parts in clear silicone does have a visual appeal, but attempting to check the parts for defects and analyzing performance issues are problematic. Usually, fine talc powder would need to be applied after a print to assess the surface print quality. With CB, the silicone flaws and defects are readily apparent via a camera during the live print. CB does have a downside of limiting the ability to set the color of printed silicone, although that can be overcome by using other antistatic techniques such as a Performax Easy static neutralizing system from Simco-Ion (Hatfield, PA), which has been proven to neutralize charge.
Repulsion of the extrudate and the already printed cured silicone part can be quite significant. While parts printed with no CB may have smooth and uniform vertical/walls for the first 5–10 layers, after the part becomes large enough it may build up a significant charge, which has the outcome of diverting the extrudate deposition path. These imperfections can be seen as sunk in, bulging, or overhanging traces on the printed part as seen in Figure 7a above.
In situ curing during extrusion for nonviscous silicones
Immediate curing of the silicones under investigation is important due to slumping. Unlike thermoplastics, the geometry change of lower viscosity materials due to flow ability is significant. Investigations into printing an entire layer and then curing the layer were initially performed and revealed unpredictable postcure layer heights for varying area parts. Thus, printing while UV curing in situ is mandatory for programmed constant layer height parts using lower viscosity, low fluid yield stress silicones. UV Electro 225-1 slumped greatly during tests. A layer taking more than 60 s to print at a 0.25 mm height and 0.50 mm width had the potential to slump more than 25% when not undergoing in situ curing. UV Silopren 2030, while being much more viscous, would only slump about 8% given the same extrudate trace geometry. While this might seem manageable and that the obvious solution is to use higher viscosity materials, or at least high fluid yield stress materials, it most certainly requires a high-pressure extrusion system for rapid printing of small-sized extrudates. Another challenge is loading the system with a bubble-free mixture of highly viscous silicone. UV Silopren 2030 also tribocharges much faster than UV Electro 225-1 in the given 3D printer setup.
Another deduction that can be made from Figures 8 and 9 is that printing very thin layer heights might solve the problem of time viscosity-dependent slumping, and thus, a lower power UV exposure would be attractive. It is true that this approach will help the material retain its intended height and width for longer while undergoing an extrude and cure operation, but it also increases the difficulty of 3D printing UV curable silicone because depositing low-aspect-ratio traces adjacent to each other increases the likelihood that the material will come in contact with and adhere to the nozzle, which will eventually disrupt the material deposition without intervention. One temporary solution for printing low-aspect-ratio traces, which was not done in these experiments, was to add mineral oil to the brass nozzle, which would allow one to two layers of undisturbed printing but would eventually rub off with silicone contact. The outcome for printing low-aspect-ratio traces and curing layer by layer using fast slumping materials such as UV Electro 225-1, from the authors' experience, was messy and full of imperfections. Only simple geometries such as small cubes, which had predictable layer times and printing routines, had an acceptable visual quality.
CB and mechanical properties
Tensile and durometer testing showed that CB loading impedes mechanical properties at certain wt% quantities, given constant print parameters, temperature, and UV exposure doses. Dogbone samples with up to 0.15 wt% CB had similar durometer and secant modulus (100%) results. Durometer testing revealed that these higher CB-loaded dogbone samples were indeed softer with the highest loaded sample, 1.00 wt%, having a durometer and modulus (100%) difference of −15.6% and −36.5% with respect to bulk cast UV cured silicone dogbones.
Curing inhibition due to CB loading limits how much UV light, and thus catalyst dosing, the silicones undergo. There appears to be a threshold amount of CB that prohibits full UV curing of 3DP parts, given a critical trace geometry and overall exposure time. From the results in Table 4, this critical amount seems to be in-between 0.15 and 0.50 wt% given the printing parameters in Table 3. After the threshold is reached, silicone inside of the traces will most likely start to have a slightly uncured core.
Postoven curing enhanced the modulus of all bulk cast and 3DP samples since all silicone has some thermal crosslinking rate associated with it. It is thought that the UV silicones under investigation are limited in UV crosslinking density and need high temperature thermal exposure to fully reach their crosslinking potential. The postoven cure, however, only significantly increased the modulus and hardness of the 0.50 and 1.00 wt% CB-loaded samples.
Post-low temperature cure testing was meant to reveal the effects of extended time and a second tensile test iteration. Polymers such as silicone tend to exhibit stress softening when experiencing a new maximum strain under load, 45 causing hysteresis and secant modulus changes. Samples loaded with 1.00 wt% CB were stored in a 22°C room near the 3D printer control box, which could induce slight heating. Those same samples were exposed to ambient light and heat from the control box over the 30-day aging period, which presumably would account for the increased durometer and modulus for those post-low temperature cured samples. The 0.50 wt% samples were wrapped together in aluminum foil and stored in the same room but in a dark refrigerator, thus inhibiting significant ongoing post-low temperature curing.
Conclusions
Slumping of relatively inviscid silicones such as UV Electro 225-1 was found to cause a significant difference in height over a short period of time for high-aspect-ratio beads and required immediate in situ curing to maintain desired geometrical characteristics. UV Silopren 2030 was much more viscous and slumped much less than UV Electro 225-1 given the same idle time. While height difference due to slumping can be minimized by printing lower aspect ratio traces, nozzle material accumulation via pressing the silicone flat during printing tended to induce more imperfections.
Electrostatic repulsion was found to have a significant effect on postextrusion behavior of UV Electro 225-1 and UV Silopren 2030 silicone using the high-pressure extrusion system herein. A low amount of CB noticeably reduced the repulsion effect while still maintaining a small durometer and modulus difference when compared to the bulk cast specimens. The amount of CB needed to attenuate repulsion was well below the electrical percolation threshold for the materials. Higher loadings of CB caused the silicone to not cross-link fully during 3D printing and had a significant durometer and modulus difference when compared to bulk cast samples. 3DP part sidewall quality was able to be moderately improved while using CB and curing in situ.
Curing samples in an oven improved the modulus at 100% strain of all dogbone setups. This indicated that UV curing during printing and during the bulk cure may not fully cross-link the silicone on the inside of the part. Durometer measurements before postoven curing reveal full curing on the outside of the part for bulk, 0.00 wt% CB 3DP, and 0.15 wt% CB 3DP samples.
Post-low temperature curing tests on highly loaded CB samples show that they are very susceptible to postprint crosslinking due to time and ambient temperature. It also shows that crosslinking can be delayed if kept in a cool and/or dark place. These effects can be lessened by printing with a more appropriate amount of CB, which allows for full UV curing during the duration of the print.
3D printing UV silicone with CB and an in-line filter was more forgiving than printing UV silicone without any additives because nozzle jams tended to be much less frequent. Printing UV silicone using the setup herein without CB is possible but higher feed rates must be obtained and delays must be minimized or curing inside the nozzle will eventually occur using the current hardware setup.
Footnotes
Acknowledgment
We thank an anonymous sponsor for allowing us to pursue this research opportunity.
Author Disclosure Statement
No competing financial interests exist.