
Abstract
Abstract
The development of three-dimensional (3D) patterned Cu-based composites with Al2O3 matrix has significant potential for an array of uses in industrial applications ranging from aerospace to catalysis. However, to date, it was not possible to fabricate complex structures of these composites by applying conventional techniques. The 3D printing technique makes it possible to control the interconnectivity and porosity of printed materials such as ceramics, metals polymers, or composites. In this work, the 3D printing technique is used to fabricate 3D CuO/Al2O3 composites with complex geometries. To that end, Cu/Al2O3 inks were synthesized using copper nitrate as the copper precursor. Initially, the stability of two Al2O3 suspensions containing copper nitrate and copper sulfate was investigated by zeta potential measurements. The results showed that the suspension with copper sulfate possesses low stability, whereas the suspension with copper nitrate increases the stability of the Al2O3 suspension. Therefore, copper nitrate was the copper precursor selected to prepare the Cu/Al2O3 inks. Rheological tests (steady-state, dynamic oscillatory, and creep–recovery) were performed to investigate the effect of copper nitrate on printability of the ink. The results show that Cu-based inks have higher viscosity, yield stress, and elasticity than pure Al2O3 ink. Finally, complex composite structures were fabricated by 3D printing, and then consolidated by thermal sintering at 1400°C for 2 h in air. Characterization of crystalline phases, morphology, and distribution of Cu in the Al2O3 matrix was performed by X-ray diffraction, scanning electron microscopy, and energy dispersive spectroscopy measurements. The results supplied a simple approach to prepare stable and printable Cu/Al2O3 inks, which can also be used to fabricate periodic structures by 3D printing that should find new promising applications.
Introduction
T
To date, several methods, including thermochemical 7 and sol-gel, 8 have been reported to prepare this binary system. These methods typically give precise control over properties such as homogeneity and composition. However, they are often impractical to pattern complex structures. Among them, a promising technique to fabricate three-dimensional (3D) patterns with controlled architecture and composition is a 3D printing technique known as Direct-write, which is based on extrusion of colloidal inks through a nozzle forming a 3D structure in a layer-by-layer sequence.9,10 The 3D printing method is simple and powerful due to its high resolution and precise control of the architecture from meso- to nanoscale. Because of its efficiency, 3D printing finds applications in different fields, such us catalysis,11,12 microelectronics, 13 biomaterials,14,15 and photonic crystals.16,17
Several properties have influence over the 3D printing process such as ink rheology, extrusion velocity, applied pressure, nozzle diameter, and ambient conditions. Accordingly, rheology is considered a key factor in controlling the printability of inks and the shape of the printed structure. The ability to prepare printable Cu/Al2O3 inks is dictated by their rheological properties, which depend on the Cu weight percentage and the dispersion and gelation of the ink. The Al2O3 inks currently employed in printing processes are based on colloidal suspensions containing polyelectrolytes.17,18 The effects of polyelectrolytes make it possible to obtain printable inks with suitable rheology to flow through mesoscale-sized nozzles and to retain the cylindrical rod shape after printing. However, the addition of a copper salt can represent a limitation for use in current Al2O3 ink formulations. Therefore, it is necessary to understand the effect of the copper salt in the inks to prepare new formulations with suitable rheological properties to achieve reproducible printed devices. Specifically, the inks must have shear-thinning behavior with yield stress and controlled viscoelasticity. These properties facilitate extrusion of ink through the nozzle under applied pressure and maintain a cylindrical shape after printing.
In this study, we investigate the effects of copper on ink synthesis and functional characteristics of the structures fabricated by 3D printing. For this purpose, we developed high concentrated aqueous colloidal inks, where incorporation of copper was carried out during ink synthesis. In this way, copper nitrate and copper sulfate were tested as precursors to prepare stable Al2O3 suspensions. The choice of these copper precursors is based on their solubility in the ink solvent, which ensures a uniform copper distribution into the Al2O3 ink. The effect of copper nitrate and copper sulfate on interparticle interactions of Al2O3 was studied by zeta potential measurements. These results show that the suspension with copper sulfate has low stability, whereas the suspension with copper nitrate exhibits higher stability.
Al2O3 inks with different copper contents (0, 5, and 10 wt%, based on Al2O3 weight) were prepared by adding copper nitrate, and the inks were further characterized by rheological analysis to evaluate their printability. Steady-state, dynamic oscillatory, and creep–recovery tests were performed to obtain information about the flow behavior, viscoelasticity, yield stress response, and the behavior of the inks after printing. Finally, we demonstrate the viability of the 3D printing technique for fabrication of Cu/Al2O3 structures with high uniformity and complex 3D network morphology. The structural characteristics and phase evolution of the structures were further confirmed through scanning electron microscopy (SEM) equipped with energy dispersive spectroscopy (EDS) and by X-ray diffraction (XRD). The results of this research provide a significant advance in the synthesis of printable Cu/Al2O3 inks and will facilitate the development of future applications and multifunctional materials.
Materials and Methods
Materials
Al2O3 powder was purchased from Almatis GmbH. (Germany). The mean particle size determined with a Sedigraph 5100 (Micromeritics, Inc.) was 0.5 μm. The specific surface area determined by Brunauer-Emmett-Teller (BET) analysis (Gemini 2360 V2.01; Micromeritics, Inc.) of the Al2O3 powder was 7.85 m2/g and the real density (Accupyc 1330; Micromeritics, Inc.) was 3.96 g/mL. The polymer binders added to the ink were the viscosifier hydroxypropyl methylcellulose (HPMC, viscosity 2600–5600 cP; Sigma-Aldrich) and the cationic polyelectrolyte polyethylenimine (PEI, Mw = 2000; Sigma-Aldrich). Deionized (DI) water was obtained from a Milli-Q Plus unit (resistivity of 18.2 MΩ·cm; Millipore Corp.). Copper (II) nitrate hemipentahydrate [Cu(NO3)2·2.5H2O, ≥98%; Sigma-Aldrich] and cupric sulfate pentahydrate (CuSO4·5H2O, ≥99%; Fluka) were the copper precursors.
Colloidal stability
Before ink preparation, selection of the most appropriate copper precursor was determined by zeta potential measurements. The zeta potential of three dilute aqueous Al2O3 suspensions (0.002 vol%) with copper nitrate, copper sulfate, and without a copper salt was measured as a function of pH (Zetasizer Nano ZS90; Malvern Instruments Ltd., United Kingdom). The copper content of these copper nitrate and copper sulfate suspensions was 5 wt% based on Al2O3 weight. The resulting suspensions were stirred for 15 min before the measurements to ensure good dispersion of Al2O3 particles. Samples were titrated over a wide pH range (2–11) using an MPT-2 Multi-Purpose Titrator (Malvern Instruments Ltd.) to determine the isoelectric point (IEP). The pH was adjusted by addition of 0.1 M HCl or 0.1 M NaOH solutions. Zeta potential values were calculated from electrophoretic mobilities using the Smoluchowski equation.
Ink preparation
Al2O3 inks with three different copper concentrations were prepared by a conventional colloidal process. The Al2O3 content in all inks was about 50 vol%. The copper concentration (0, 5, and 10 wt%) is based on Al2O3 weight. We synthesized pure Al2O3 ink following the procedure reported previously. 16 The ink containing 5 wt% of copper was prepared by first dissolving 5.81 g of copper nitrate (calculated according to the copper content) in 10 mL DI water. Subsequently, 30 g of Al2O3 powders was added to the solution. The resulting suspension was mixed for 2 min at 2000 rpm using a mixer Thinky ARE-250 (Thinky). Next, 0.039 g of the viscosifier HPMC (0.13 wt%, based on Al2O3 weight) was added, and the ink mixed at 2000 rpm for 2 min. After 1 h, the suspension was gelled by bridging flocculation with 0.051 g of PEI (0.17 wt%, based on Al2O3 weight), and the resulting ink was again mixed four times at 2000 rpm for 2 min. The ink containing 10 wt% of copper was prepared following the same protocol by using 12.09 g of copper nitrate. Finally, the obtained inks were evaporated until high solid loading (∼50 vol%).
Rheological characterization
The rheology of inks was characterized using a Kinexus Pro rheometer (Malvern Instruments Ltd.) with a parallel plate geometry having a diameter of 20 mm and a gap of 1 mm. The samples and loading apparatus were covered with a solvent trap to prevent evaporation of the ink solvent. The temperature was held at 25 ± 0.1°C using a Peltier plate temperature controller. Before testing, a shear rate of 10 s−1 for 1 min, followed by 3 min of equilibrium, was applied to correct the effects of the loading ink.
Steady-state tests were performed to characterize the flow behavior of the inks. Viscosity measurements were recorded over a shear rate range of 0.01 to 100 s−1. Next, oscillatory stress sweep tests from 0.1 to 100 Pa were performed at a constant frequency of 1 Hz. A stress value from the linear viscoelastic region (LVR) of the stress sweep test was selected to carry out the frequency sweep tests from 0.1 to 10 Hz. Finally, in the creep–recovery test, a constant low stress identified from the LVR was applied to the inks during the creep phase (t = 60 min) and then removed in the following recovery phase (t = 240 s). The resulting strain was measured as a function of time over 300 min.
3D printing processes
All structures were printed using a robotic deposition apparatus (Model A3200; Aerotech, Inc.). The system was connected to an air-powdered fluid dispenser Performus VII attached to HP7x (Nordson EFD, Inc., Japan). The prepared inks were loaded into a 3-mL syringe barrel (EFD, Inc.) attached to a smooth flow tapered nozzle of 410 μm diameter (EFD, Inc.). The inks were printed under pressures ranging from 10 to 12 bar and printing speeds of 3–5 mm/s. Cylindrical samples (diameter 10 mm, height 25 layers) were produced with body-centered-tetragonal (bct) symmetry and a spacing between rods of 1 mm, corresponding to a geometric surface area (GSA) of 23.6 cm2/cm3. The as-patterned structures were dried in air for 24 h, and then sintered at 1400°C for 2 h with a heating rate of 10°C/min.
Structural characterization
Different images of the structures were taken by SEM (JEOL 6400; JEOL Corp., Japan) and an optical stereomicroscope (SZX12; Olympus, Japan). Elemental mapping composition was performed using an EDS analyzer (AZTEC/Xact; Oxford, United Kingdom). XRD analysis was performed using a Siemens D5000 diffractometer using CuKα radiation at λ = 1.5418 Å. Diffraction pattern was collected between 10° and 80° of 2θ, with a step size of 0.05° and a step time of 1 s.
Results and Discussion
Selection of the copper precursor
Selection of the appropriate precursor is crucial to formulate inks, where the degree of homogeneity and printability is maximized by carefully controlling the initial colloidal stability. This colloidal stability requires high dispersive forces between the Al2O3 particles, where the role of the copper precursor and pH working range is critical. Consequently, we analyzed the effect of copper nitrate and copper sulfate in the Al2O3 suspension by zeta potential analysis. Figure 1a illustrates results of the zeta potential as a function of pH for Al2O3 suspensions with copper sulfate, copper nitrate, and without copper salt. The result of the zeta potential in the suspension without additives shows the amphoteric nature of Al2O3 particles, with a positive surface charge at low pH values and negative at high pH values. The IEP without any additives is achieved at pH = 8.15, which is in good agreement with the reported values in existing literature.19,20 Regarding the effect of monovalent and divalent copper salt addition, the presence of salts results in a shift of the IEP to higher pH values (8.97 for copper nitrate and 8.56 for copper sulfate). The zeta potential values of the Al2O3 suspension with copper sulfate were very low at the experimental pH range, with values ranging from +15.45 to −11.85 mV. These low values indicate that the suspension is unstable in the experimental pH range. Commonly, highly stable colloidal systems are characterized by high absolute values of zeta potential (>30 mV). In contrast, after the addition of copper nitrate, the zeta potential displayed a maximum value of +49.1 mV at pH 2.05, which indicates that the suspension can be considered colloidally stable in the acidic pH range. It was determined that copper nitrate provides a sufficient condition to disperse Al2O3 particles and that copper sulfate does not contribute to further dispersion. Consequently, copper nitrate was chosen as the copper precursor with satisfactory stability properties.

Rheological measurements
The rheological properties of the inks were evaluated to determine their printability. Figure 1b shows the measurement of apparent viscosity and shear rate as a function of copper concentration. The concentrations were changed from 0, 5, to 10 wt% based on Al2O3 powder weight, while the volume fraction of Al2O3 was held constant at a value of 50 vol%. We noted that all inks evolved with similar results with a reduction of apparent viscosity with the shear rate, which is typical of shear-thinning behavior. This behavior was confirmed by fitting the experimental data to the power law model (Ostwald-de Waele equation)
21
:
where η is the apparent viscosity, K is the consistency index,
Dynamic oscillatory tests were performed to determine the viscoelastic behavior of the inks and their ability to print 3D periodic structures without deformations. Figure 1c depicts the elastic (G′) modulus as a function of shear stress (τ) at a frequency of 1 Hz. At low shear stress, all inks exhibited a plateau elastic modulus (G0′) independent of stress. The G0′ values for inks containing 0, 5, and 10 wt% of copper were 0.1, 0.3, and 3 MPa, respectively. These high elastic modulus values are enough to retain the shape of printed filaments. 22 Moreover, at high shear stress, the G′ values decrease when the applied stress exceeds the yield stress. This behavior is attributed to destruction of the particulate gel network when the shear stress was applied. We find that the yield behavior strongly depends on the copper content of inks. The yield stresses of the inks with 0, 5, and 10 wt% of copper are below 2, 9, and 60 Pa, respectively. This implies that the internal structure of pure Al2O3 ink is easier to break than those of Cu-based inks, which suggests that pure ink has higher flowability.
Frequency sweep tests were carried out in the LVR for frequencies ranging from 0.1 to 10 Hz. Figure 2 shows the elastic (G′) and viscous (G″) moduli for alumina inks with copper contents of 0, 5, and 10 wt%. Clearly, G′ values were practically constant in the frequency range in all cases, with G′ > G″ indicating a solid-like structure behavior. On the other hand, for Cu-based inks, both moduli increase two orders of magnitude compared with pure ink. This is in agreement with the viscosity results, which showed that Cu-based inks had stronger attractive interactions than pure ink. We also employed the phase angle δ (tanδ = G″/G′) to evaluate viscoelasticity. In general, when 0° < δ < 90°, the inks exhibit a viscoelastic behavior, whereas δ > 45° is associated with viscous (liquid-like) systems and δ < 45° more elastic (solid-like) systems. The average phase angle in all cases was similar and lower than 45°, demonstrating an elastic-like behavior where the particles are highly associated due to colloidal forces.
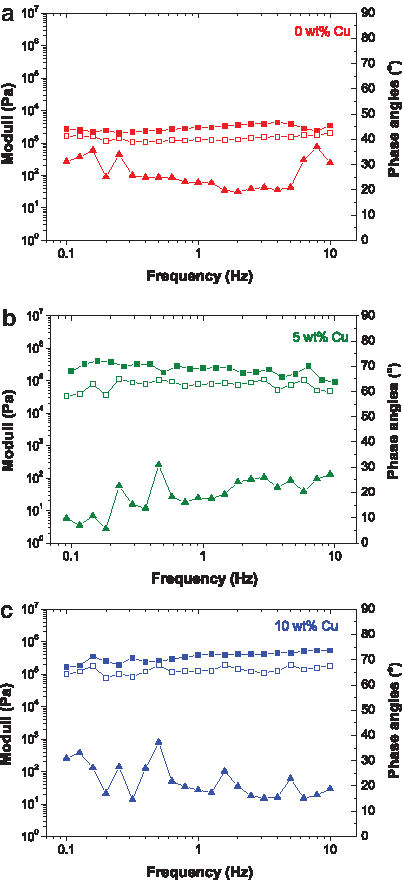
Dependence of G′ (filled square) and G″ (open square) moduli and phase angles (filled triangle) on frequency for Al2O3 inks with various contents of copper:
We also characterized the dynamic internal structure of the inks at low stress. The creep–recovery test is an efficient tool for studying viscoelastic properties of inks without destruction of the internal structure of the ink. Figure 3 displays the experimental results of the compliance J(t) as a function of time:

Compliance versus time for Al2O3 inks with different copper contents: 0, 5, and 10 wt%. The solid lines correspond with the curve fitting to Burgers model. Color images available online at www.liebertpub.com/3dp
where γ is the strain and τ the shear stress. Similar creep and recovery patterns were observed for all inks with a nonlinear response characteristic of a viscoelastic material, which comprises an exponential increase (elastic) followed by a rapid decrease (viscous). It was observed that pure ink has lower resistance to deformation (highest creep deformation), which confirms that this ink flows more readily than Cu-based inks. The experimental results were fitted to the Burgers model (4-element) by using the following equations for the creep phase and the recovery phase
23
:
where J1 is instantaneous compliance, J2 retarded compliance, η0 Newtonian viscosity, and tR retardation time. The values of these parameters obtained by the fitting model are shown in Table 2. The high R 2 (>0.95) indicated that the model fitted well to the experimental data. Values of J1 and J2 that represent the inverted modulus of elasticity are higher for pure ink, indicating the low elasticity of this ink compared with Cu-based inks.
The creep–recovery test was also applied to evaluate ink recovery after printing, and the degree of recovery (R) of the inks was calculated according to the following equation:
where JC and JR are the compliance at the end of the creep (t = 60 s) test and at the end of the recovery (t = 300 s) test, respectively. The recovery of Al2O3 inks with copper contents of 0, 5, and 10 wt% was 40.57%, 90.11%, and 78.84%, respectively. These results indicate that the ink with 5 wt% of copper has more ability to restore the original shape than the other inks. Interestingly, the percentage recovery of the ink with 5 wt% of copper was higher than the ink with 10 wt%. The reason for this shift is the time and the shear stress applied in the creep test of the ink with 10 wt% of copper that has a high LVR. The inks tested in this study need more than 300 s to recover their compliance to 100% of initial studies. From the rheological measurements, it can be concluded that the developed Cu-based ink exhibits the viscoelastic properties required for the 3D printing process.
Fabrication and characterization of 3D structures
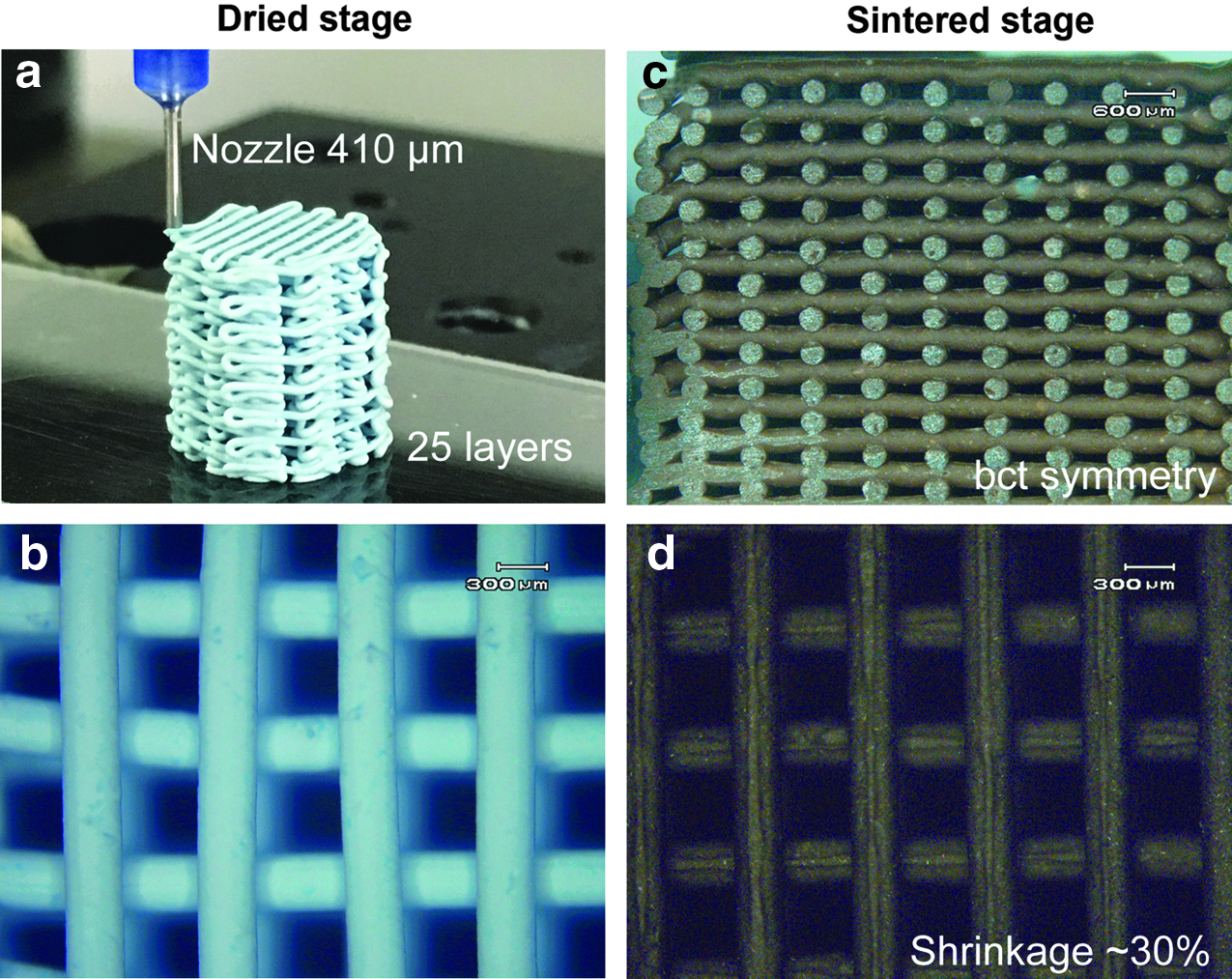
Finally, we fabricate 3D structures to demonstrate the printing of Cu-based inks. Figure 4a and b shows the dried periodic structure produced by printing the 5 wt% Cu/Al2O3 ink through a nozzle of 410 μm diameter. Similar results were obtained with the 10 wt% Cu/Al2O3 ink (results are not shown). The images showed the ability of the ink to print a homogeneous and interconnected network structure. After printing, a thermal treatment, including drying and sintering processes, was applied to remove the nitrate, water, and polymers. The cross-sectional (Fig. 4c) and top (Fig. 4d) views show that the filaments are circular in shape and the periodicity of structures was well retained indicating that an adequate degree of gelation was obtained. As a result of the thermal treatment, the samples showed considerable linear shrinkage of around 30%. This shrinkage was determined by measuring the average size of structure dimensions and compared with the dimensions of CAD design. This shrinkage significantly increases the GSA from 23.6 to 33.47 cm2/cm3.
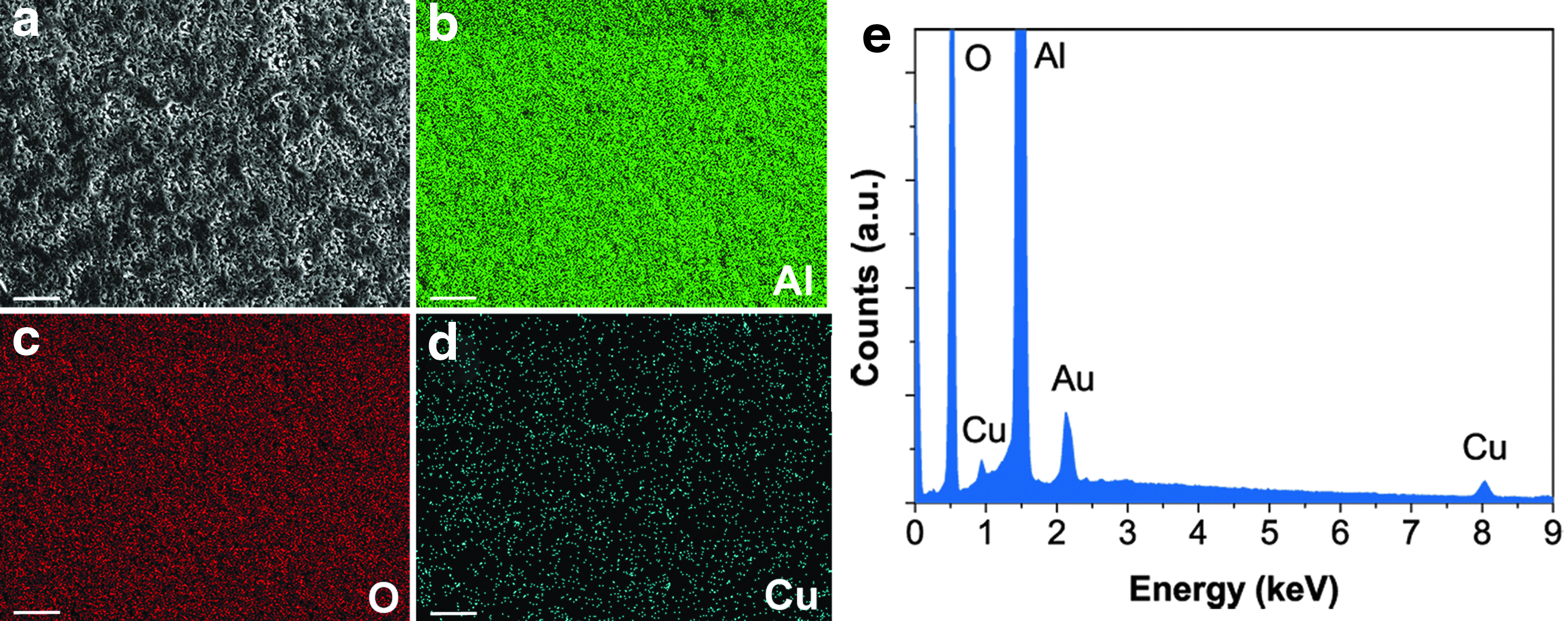
SEM and EDS analyses were performed on sintered samples to examine the microstructure and distribution of copper on the same area. An SEM image of polished surface is shown in Figure 5a. The image reveals a high cohesion between particles with a closed microporosity formed by small open micropores (∼0.1 μm). Figure 5b and d shows the EDS mapping of Al, O, and Cu elements. As can be seen from Figure 5d, EDS mapping confirms the homogeneous distribution of Cu in the Al2O3 matrix. Moreover, the EDS spectra (Fig. 5e) verify the elements present in the sample (Al, O, and Cu). The spectra also show an Au peak due to sputter coating of the sample to make it conductive before SEM analysis. To determine the present phases in the structures, the ink sintered at 1400°C was characterized using XRD analysis (Fig. 6). The phases identified were CuO tenorite (JCPDS 01-1117) and α-Al2O3 (JCPDS 02-1227), accompanied by the copper aluminate spinel CuAl2O4 (JCPDS 01-1153) as the secondary phase. The presence of this spinel phase at high temperature in a rich mixture of Al2O3 was consistent with some early results.24,25
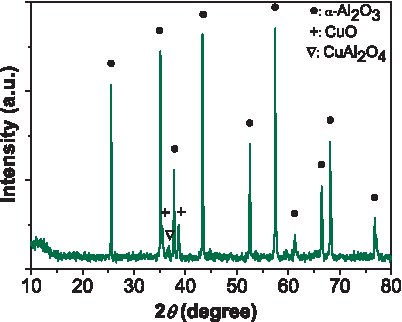
XRD analysis of the ink calcined at 1400°C for 2 h. XRD, X-ray diffraction. Color images available online at www.liebertpub.com/3dp
Conclusions
In summary, this work offers an approach to the synthesis of high concentrated Cu/Al2O3 colloidal inks for use in the 3D printing technique. To develop printable inks, Al2O3 suspensions containing copper sulfate or copper nitrate as copper precursors were prepared and their stability investigated by zeta potential measurements. The results suggested that copper nitrate induces better dispersion of Al2O3 particles than copper sulfate, with a stabilizing effect on the suspensions. A Cu/Al2O3 colloidal ink with copper nitrate as the copper precursor was formulated and compared with that without copper. A series of rheological experiments were conducted to investigate ink printability. These results show that the presence of copper nitrate ions induces inks with higher viscosity, yield stress, and viscoelastic modulus than pure Al2O3 inks. The rheological tests also confirmed the printability of Cu/Al2O3 inks. The resulting 3D printed network exhibited interconnected rods and a macroporous structure. These printable inks offer a route to fabricate mesoscale devices with a diverse range of functionalities and applications. In addition, the synthesis of this high concentrated Cu/Al2O3 aqueous ink could be extended to other metals/oxides.
Footnotes
Acknowledgments
Financial support from project Grant No. ED431B 2016/028 funded by the Government of Galicia is gratefully acknowledged. J.A. was supported by the Group of Excellence GI-1245 financed by the Government of Galicia (GRC2014/003) and belongs to the CRETUS Strategic Partnership (AGRUP2015/02) cofunded by FEDER (EU).
Author Disclosure Statement
No competing financial interests exist.