
Abstract
Abstract
Owing to the high reactivity of titanium with oxygen at high temperatures, oxidation is often observed during wire and arc additive manufacture (WAAM) of Ti-6Al-4V. As a sign of oxidation, discoloration of titanium components built by WAAM is usually observed, due to the formation of a thin oxide scale on the surface. This generally constitutes a major concern from the end user. Together with the oxide scale, oxidation also produces the formation of a brittle oxygen-enriched layer near the surface (Alpha Case) and it can be detrimental in terms of mechanical properties. Hence, it is of major interest to investigate the influence of surface oxidation on the bulk material property of WAAM of Ti-6Al-4V and understand the oxidation process during WAAM deposition. In this work, oxidation of titanium during WAAM was investigated to determine the mechanisms and main process parameters controlling this phenomenon. To address this, plasma-transferred arc and wire deposition samples were manufactured by changing either deposition parameters or oxygen levels in the fusion atmosphere. Subsequently, samples were characterized by means of visual inspection, optical microscope, scanning electron microscope, and tensile mechanical testing. For any containing level of oxygen in the shielding environment, it was found that if temperatures are high enough and exposure times long, oxidation of titanium is observed. In addition, it was possible to determine that oxidation is more significant in the region of the first deposited layers. The maximum depth of Alpha Case was found to be 200 μm for the samples built with higher current (220 A) and wider oscillation width. Tensile testing revealed that increasing 40 times the oxygen levels in the shielding environment does not affect the tensile strength significantly.
Introduction
Wire and arc additive manufacture (WAAM) has technical and economic advantages for some specific applications in contrast to other additive manufacturing processes and subtractive traditional techniques. In WAAM, a wire is used in combination with an arc to create a structure by depositing successive layers. Some of the benefits of WAAM as compared with other available additive manufacturing technologies include high deposition rates, the capability of manufacturing large-scale components, and relatively low equipment and material costs. 1 Ti-6Al-4V is one of the most common titanium alloys used in the aerospace industry since it combines strength and toughness, good corrosion resistance, and exceptional strength-to-density ratio. Hence, development of Ti-6Al-4V by WAAM components is, therefore, of great interest, especially to the aerospace industry.
Although titanium is considered to be a material with an excellent corrosion resistance at room temperature, due to the formation of a thin and passive TiO2 protective scale, it is not the case when it is exposed to high temperatures.
At temperatures >500°C, the TiO2 scale, which has been proven to be highly permeable to oxygen, loses its protective properties and allows the oxygen to diffuse into the bulk metal. 2 Hence, when titanium is exposed to an atmosphere containing oxygen at elevated temperatures, the growth of an oxide scale will take place together with the formation of an oxygen diffusion zone. Since the oxygen is a potent stabilizer of the alpha phase of titanium, once it has diffused into the material, an oxygen-rich region known as the Alpha Case will form. 3 The Alpha Case layer is commonly undesirable because it is hard, brittle, and difficult to machine and, in addition, it decreases the ductility and fatigue properties of titanium. 4 The material is exposed to high temperatures during arc deposition, and titanium experiences oxidation during the WAAM process. 5
The formation of the Alpha Case during WAAM of titanium is of interest to determine the extent of damage by the oxidation phenomena. However, most of the research done to date regarding the formation of the Alpha Case has been focused on the isothermal oxidation of titanium in ambient air at different exposure times.
Alpha Case thicknesses of 300 and 72 μm at 850°C for 20 and 2 h, respectively, have been found, 6 proving how the thickness of the Alpha Case increases by increasing the oxidation time. In addition, another study 4 obtained a thickness of 60 μm for a 24 h heat treatment at 800°C. Comparison of these two previous results allows the significant role of temperature during the oxidation process to be established. Increasing the temperature from 800°C to 850°C produced similar values of the Alpha Case (72 and 60 μm) by using 92% less oxidation time. This allows us to assume an exponential effect that temperature has on oxidation (diffusion) processes as compared with time. The literature does not report Alpha Case characterization >850°C, and since the WAAM process involves fusion of the material, the effect of higher temperatures on the depth of penetration of oxygen still needs to be investigated.
The different surface colors developed during welding of Ti-6Al-4V, as consequence of oxidation, have been used as an indicator of the degree of oxygen contamination undergone by the material as a consequence of the fusion welding process. Several studies have been conducted before to relate the amount of air contamination with the surface color developed in titanium welding.
Previous studies have managed to characterize the surface color as a function of the level of oxygen of the shielding gas and the content of oxygen in a gas–tungsten–arc weld. 7 Silver color weld surfaces (no apparent oxidation) were found when the air contamination in the argon shielding gas was 0%. In contrast, for several air contamination levels up to 2% in the shielding gas, a wide range of colors that changed as the oxide scale thickness increased were characterized, including straw, blue and pink-green mixtures on the weld surface, and a surface oxide scale thickness ranging from 10 to 120 nm, proving that any surface color different from silver is associated with a certain degree of oxidation.
Similar results were achieved for the discoloration of titanium during laser welding, 8 where silver color welds with pure argon were observed. However, in the latter case, a purple/bluish color when adding 2% of oxygen to the shielding gas was reported, in contrast with the former study wherein a pink/green mixture was found for the same oxygen content. This suggests that discoloration does not only depend on oxygen levels but also on different heat input used.
The effect of atmospheric contamination for additive manufacture applications has also been studied. 3 Tests were conducted in bead-on-plate welds and in Ti-6Al-4V bars clamped between two electrodes to simulate the condition of repetitive thermal cycles characteristic of WAAM processing. It was found that most of the oxidation takes place in the solid state after deposition. In addition, it was concluded that observation of surface color does not suffice to assess the degree of oxidation, as the color developed depends on the surface quality too. Most of the trials performed in this study did not correspond to actual WAAM deposition conditions and no direct correlation was established between the degree of oxidation and the different variables that define a WAAM process, such as amount of current, deposition strategy, and number of deposited layers (thermal cycles). The degree of oxidation damage such as the formation of Alpha Case was not considered or characterized either.
All the information available to date regarding titanium discoloration is mainly focused on welding process and a very small study has been done for additive-based processes. Moreover, oxide scale and Alpha Case characterization are dedicated to welding processes and not to additive manufacturing. The effect of oxidation on repetitive thermal cycles typical of the WAAM process and different levels of oxygen contamination in the shielding environment needs to be further characterized. Ti-6Al-4V by WAAM oxidation phenomena is discussed in detail in this article.
Materials and Methods
Constant oxygen level in the shielding environment—different deposition parameters
These experiments were performed in an inflatable tent using a constant oxygen purging level of 600 ppm. Fifteen titanium samples were manufactured using a six-axis industrial robot over 220 mm × 110 mm × 11 mm Ti-6Al-4V substrates. The base plates were clamped on the four corners to an aluminum backing table. Ti-6Al-4V filler wire of 1.2 mm diameter was used for the deposition of the 200 mm long layers. The composition of the wire is indicated in Table 1.
The Chemical Composition of the Ti-6Al-4V Filler Wire Used in Weight%
BAL, balance.
Different robot paths or deposition strategies are used in WAAM to achieve different geometries. Common approaches are single and oscillated passes (Fig. 1a). For single pass deposition, single weld beads are deposited one on top of the other until the required height is achieved. In the oscillated pass, the robot follows an oscillated path for every single layer to achieve higher thickness than the single pass. Each of these deposition strategies is expected to have different thermal cycles as different thermal masses will produce different cooling rates on each deposited layer.
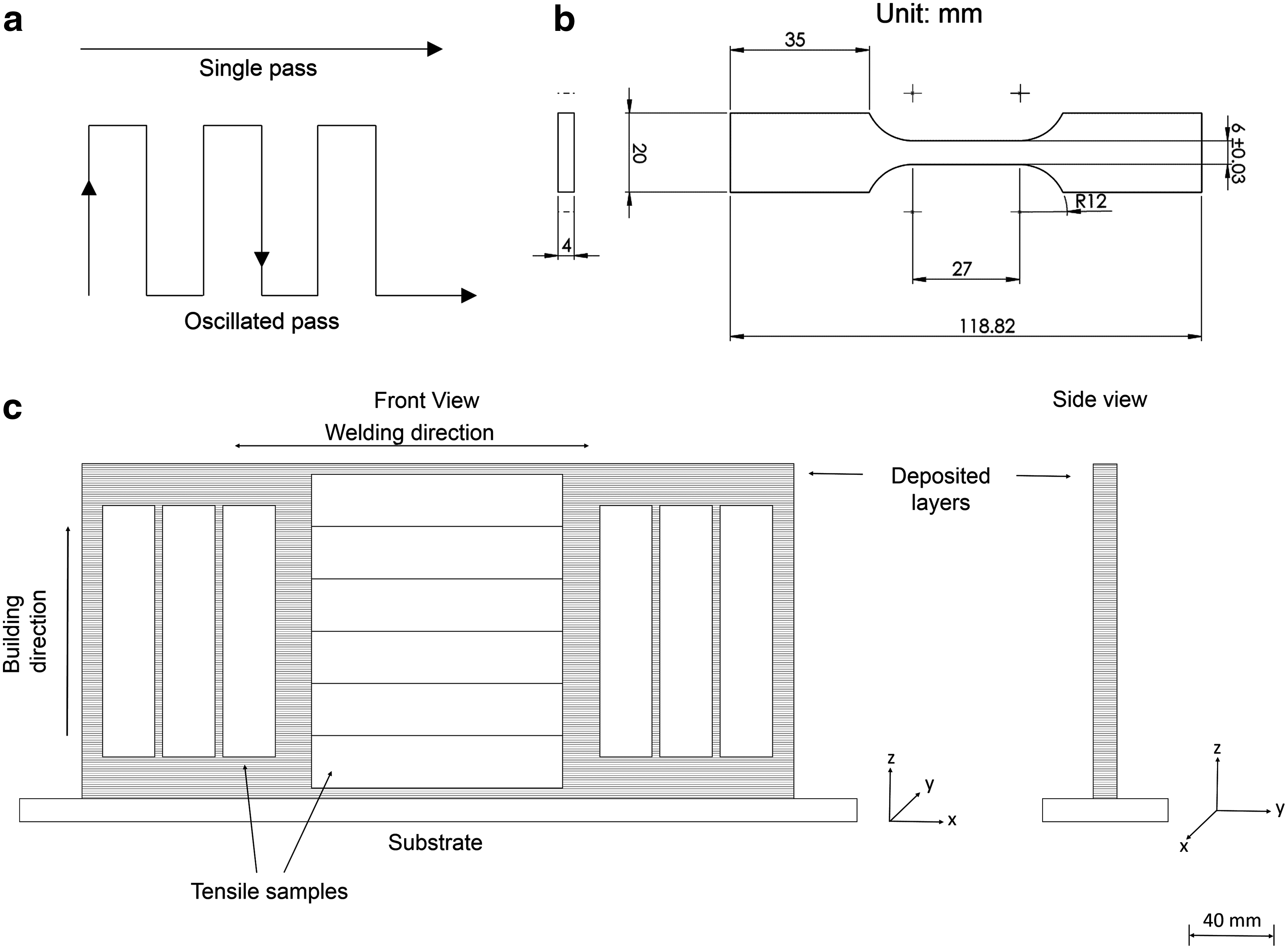
Three different oscillation widths were chosen in this work, 10, 30, and 50 mm, to assess the effect of different thermal cycles and different thermal masses in the oxidation process. A total of 20 layers were deposited for every sample using plasma-transferred arc and wire deposition and an interlayer cooling time of 60 s. Within each oscillation value, five different currents were used. Table 2 gives the parameters used during the process.
Deposition Parameters for the Samples Done in the Tent
Different oxygen levels in the shielding environment—constant deposition parameters
To investigate the effect of oxygen level in the shielding environment on oxidation, single pass deposited samples were manufactured in a rigid sealed chamber. A Migatronic plasma power supply was used for deposition. Three different levels of oxygen were used, 40, 600, and 4000 ppm. Six samples were built in this way. Three of them were manufactured with the standard Ti-6Al-4V filler wire, the same as described in the previous section (Table 1), and another three samples were manufactured using low oxygen Ti-6Al-4V filler wire (according to specification AMS 4956, O ≤ 0.08%). Trials with the low oxygen wire were designed with the aim of investigating whether the oxygen content in the filler alloy has a significant effect on oxidation.
The 180 mm long single pass samples, of 20 layers, were deposited on 200 mm × 110 mm × 10 mm Ti-6Al-4V substrates, using an interlayer cooling time of 60 s. The base plates were clamped on the four corners to an aluminum backing plate. All the samples in this set of trials were manufactured with a constant current of 145 A, and the same deposition parameters are described in Table 2.
For the oxygen level of 40 ppm, an extra sample was manufactured to assess how changes in both temperature and time affect the oxidation process. For this sample, to get higher temperatures, the interlayer cooling time was decreased to 30 s, while the length was decreased from 180 to 150 mm.
Two 240 mm × 160 mm × 8 mm size single pass samples were also manufactured using the same deposition parameters at low and high levels of oxygen in the shielding environment, which were 100 and 4000 ppm, respectively. The inflatable shielding tent was used for this purpose. Tensile test coupons were machined out of these samples to assess the effect of different oxygen levels on the tensile properties of the build.
Samples processing
Since the surface color of the samples has previously been related to the degree of oxidation, a qualitative visual inspection was carried out. Transverse cuts were made in all samples. As oxidation affects mainly the region exposed to the atmosphere of the deposited samples, the sections including this region were the subject of all subsequent analysis.
Samples were mounted in conductive phenolic resin using a hot mounting press. Subsequently, samples were polished following a procedure recommended in the literature. 9 This included the use of a combination of colloidal silica suspension with a saturated solution of oxalic acid for polishing, together with etching for 10 s in Kroll's reagent. Metallographic observations were performed using a Nikon Eclipse E600 optical microscope (OM). Alpha Case thicknesses were measured using OM, taking 40 measurements per sample. A Philips XL-30 SFEG scanning electron microscope (SEM) was used for characterization of the oxide scales.
Mechanical characterization
After deposition, the samples built for tensile testing were sectioned following the diagram shown in Figure 1c. A total of six vertically oriented and six horizontally oriented samples were extracted for subsequent machining and tensile testing. Coupon dimensions are indicated in Figure 1b. Static tensile test was carried out following the BS EN 2002-1:2005 standard 10 using an electromechanical Instron 5500R frame with a load cell of 100 kN and a strain rate of 1 mm/min.
Results
Visual inspection
The following images represent the visual aspect of the samples manufactured at a constant oxygen level of 600 ppm. Figure 2 shows samples corresponding to all three oscillation widths and to the lower and higher currents, 145 and 220 A, respectively. All samples developed a gray-white discoloration.
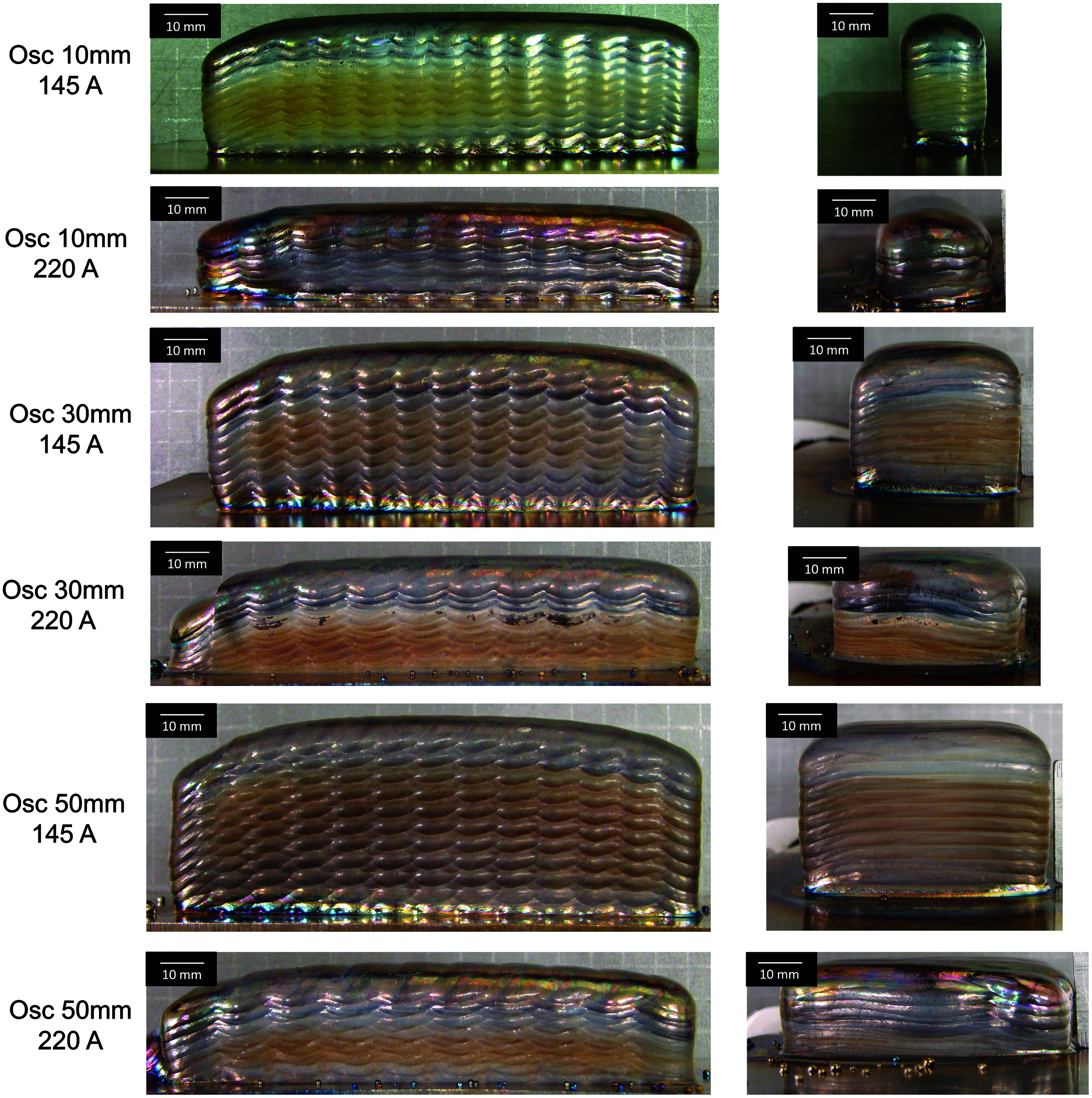
Visual aspect of samples showing the discoloration inherent to the process. Color images are available online.
Figure 3 shows the difference in discoloration between the two samples manufactured at 40 ppm with the same deposition parameters, but just changing the interlayer cooling time and the total length of the sample. Figure 3a shows the sample with longer cooling time between layers and longer length, oxidation in this condition is apparently very low as a mainly silver color can be observed. Figure 3b shows the other condition wherein shorter cooling time and sample length were used, evident discoloration takes place.

Samples built with same deposition parameters except for interlayer cooling time and length
Metallographic characterization
The relationship between the oxygen diffusion zone (Alpha Case) and the number of deposited layers (sample height) is shown in Figure 4. In all samples, the same behavior is observed. Oxidation is always more significant in the region of the first deposited layers.
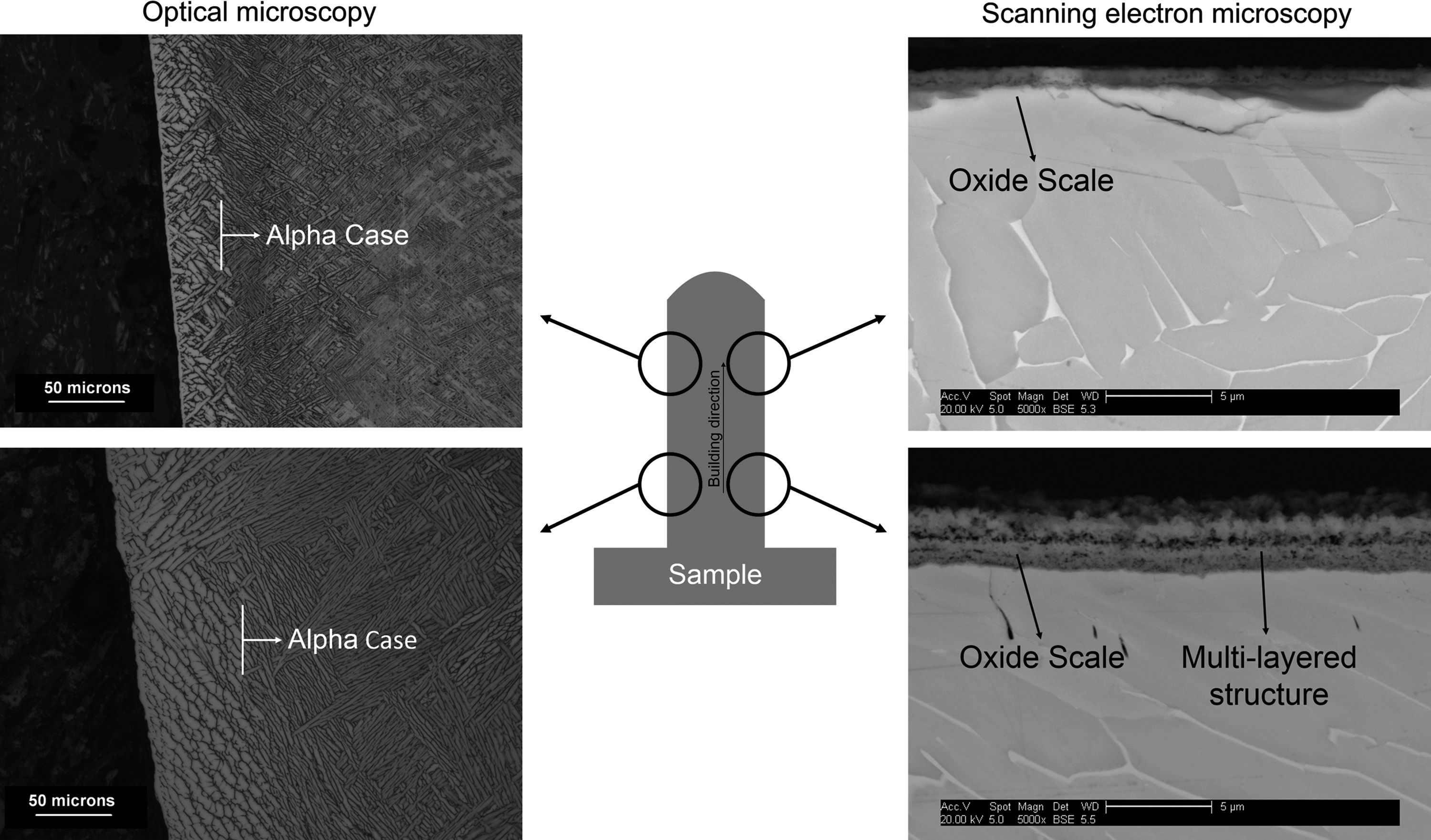
Alpha Case depth and oxide scale thickness variation with sample height (deposited layers) left: deeper Alpha Case at the bottom of the sample; right: SEM images of the oxide scale at the first and last deposited layers region. Arrows indicate the oxide scale and the multilayered structure. SEM, scanning electron microscopy.
The Alpha Case thicknesses measured by OM observations for different oscillation widths and currents are shown in Figure 5a. Higher current and oscillation width produce deeper Alpha Case. The maximum value for Alpha Case thickness was ∼200 μm.
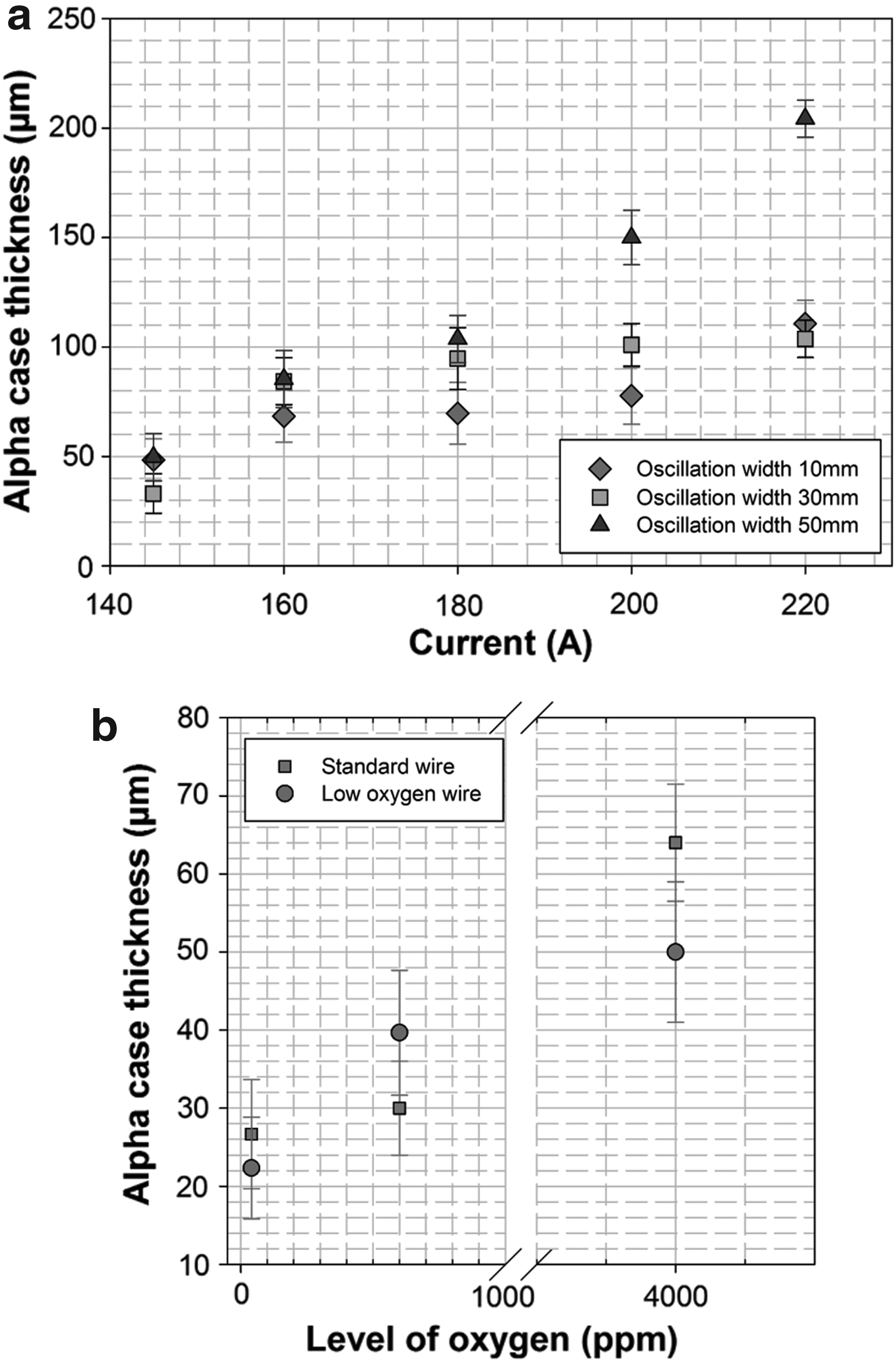
The single pass samples manufactured at three different levels of oxygen and same deposition parameters show a deeper Alpha Case when the content of oxygen in the shielding environment is higher. No significant difference can be observed comparing the samples manufactured with standard and low oxygen wire. These results are shown in Figure 5b.
SEM characterization
From SEM observations, it is found that oxide scales are thicker in the area of the first few deposited layers. These features were found in every sample and they are shown in Figure 4. It is also possible to see that the scale shows a multilayered structure.
The oxide scale at the top of a random deposited layer of a sample built at 600 ppm is presented in Figure 6. In this region, the scales are very thin and discontinuous.
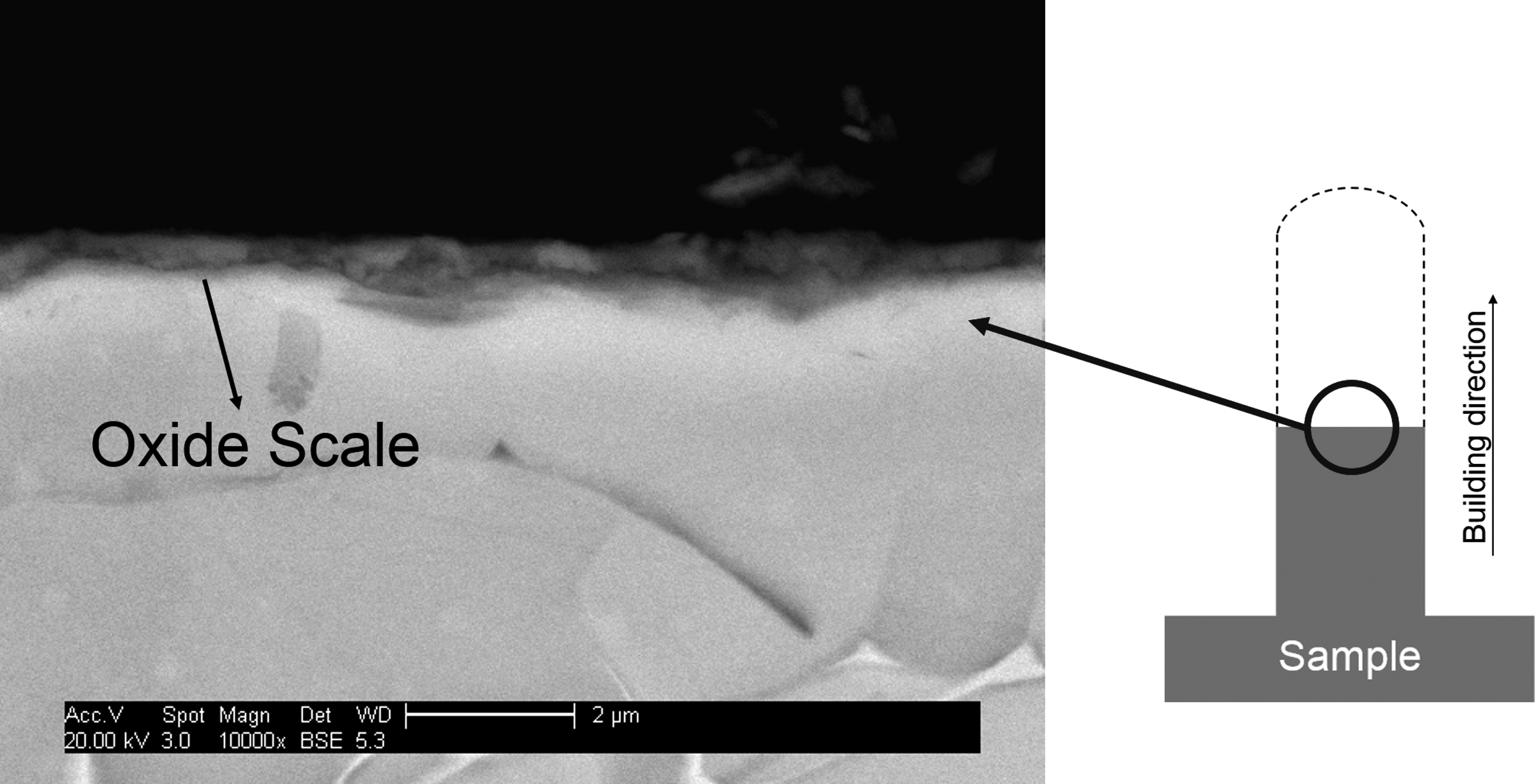
SEM image of oxide scale at the top of a deposited layer.
Tensile mechanical testing
Table 3 gives the proof strength (PS), ultimate tensile strength (UTS), and elongation percentage results obtained from the tensile test of the samples built to assess the effect of different oxygen levels on tensile properties. Under both conditions, PS and UTS do not change significantly by varying the oxygen level. The sample built with 4000 ppm of oxygen in the shielding environment only shows an increase of ∼30 MPa in PS and UTS as compared with the sample built at 100 ppm. For elongation, comparing the average values, higher levels of oxygen in the shielding environment produced a drop in ductility from 19% at 100 ppm to 15% at 4000 ppm. The same trend is observed for the direction-specific results.
Tensile Properties for Different Shielding Environments
Average and direction-specific results.
PS, proof strength; UTS, ultimate tensile strength; SD, standard deviation.
The condition with the lowest ductility (∼10%) corresponds to the samples taken in a direction parallel to the deposition direction of sample built at 4000 ppm. Within the same level of oxygen, strength tends to be higher in the horizontal direction and vice versa for the elongation, as previously observed, 1 which is a typical behavior for plasma-transferred arc “as deposited” WAAM of Ti-6Al-4V.
Discussion
A gray and white discoloration on the surface of the samples is associated with a thick oxide scale that is formed as a consequence of the oxidation during deposition, as it has been indicated previously in other studies 11 (Fig. 2). The experiments carried out with different oscillation widths caused a visible gray/white oxidation of titanium samples on the surfaces, despite the relatively low oxygen level in the shielding environment (600 ppm). This suggests that temperature and exposure time play more important roles than oxygen levels during the WAAM oxidation process. The repetitive deposition of molten material during WAAM, together with the low thermal conductivity of titanium and the thermal mass of the samples built, creates the necessary conditions for long exposure times at high temperatures for the oxygen to diffuse and the oxide scale to grow.
The results obtained for the two samples manufactured at very low oxygen level of 40 ppm (Fig. 3), but with different interlayer cooling time and total sample length, are consistent with observations previously described. The longer cooling time leads to a lower temperature of the deposited material before the deposition of the subsequence layers. Moreover, the longer length helps heat conduction due to the higher heat sink effect. In contrast, it is proposed that the temperature during deposition of the shorter sample with shorter cooling time is higher. Therefore, significant heat accumulation is developed during the deposition process and this causes the deposited material to stay at high temperatures for longer exposure time. This, again, proves the aforementioned assumption that the temperature and exposure time have more influence on the oxidation rather than the oxygen level in the shielding environment (for the oxygen contents in the shielding environment tested in this work).
Based on both of the results obtained in the two sets of trials, it is possible to conclude that as long as the shielding environment contains oxygen, oxidation occurs if temperatures and exposure times are high enough, even if the oxygen levels are low.
Results described so far match the results found in the literature. Different surface colors were identified by different researchers7,8 as a consequence of different heat input and thermal cycles, regardless of the fact that same air contamination levels in the shielding environment were used. Figure 4 helps to verify once again, that temperature and time play an important role in oxidation. Both oxide scale and Alpha Case are thicker in the region of the first deposited layers, as a consequence of an exposure of these layers to a higher number of thermal cycles.
Although the visual aspect of all samples is very similar (Fig. 2), a significant difference can be observed in terms of Alpha Case thickness (Fig. 5a). This is in line with the previous observations,3,11 wherein the surface color alone cannot be used to assess the degree of oxidation. The minimum value of Alpha Case found in the oscillated samples with a constant oxygen level of 600 ppm was of 30 μm, whereas the maximum value was ∼200 μm. Hence, it can be stated that visual appearance of WAAM deposited Ti-6Al-4V is not enough to assess the effect of oxidation.
Results presented in Figure 5a suggest that the thermal mass of the samples plays an important role in the Alpha Case formation. It is evident that higher oscillation width means more material deposited. If the amount of mass being heated is greater, it means that more heat will be retained by the component during the process. Hence, temperature will be higher for a longer time. This condition gives more time for the oxygen to diffuse into the bulk, creating a deeper Alpha Case. Higher currents generate deeper Alpha Case because of the higher heat input associated with it that leads to a higher temperature during the process. These experiments with constant oxygen content in the shielding environment but with different thermal cycles demonstrate that the former has a small role in oxidation as compared with the latter.
Since the oxidation of titanium during WAAM is a diffusion phenomenon, there is mass transport involved in the formation of the Alpha Case. Once the oxide scale is formed by adsorption of oxygen, it will start to diffuse to the bulk of the material following the concentration gradient. Higher levels of oxygen in the shielding environment provide more oxygen readily available to maintain the concentration gradient and to carry on with the diffusion flux, generating deeper Alpha Cases (Fig. 5b).
When the thickness is compared between the standard filler wire and low oxygen consumable, it can be seen that there is no significant difference in the oxidation behavior; the same thickness ranges are obtained within each oxygen level. This is due to the existing oxygen concentration gradient between the wire and the exposed surface of titanium to oxygen. As soon as the temperature increases >500°C, the concentration of oxygen at the surface will reach the solubility limit in alpha phase (14 wt.%) 12 while the concentration in the standard wire is around 0.16 wt.%. Since the oxygen can only diffuse from high to low concentration regions, it can be suggested that it will not diffuse from the bulk of the sample to the surface. Therefore, the content of oxygen in the wire does not have a significant effect on Alpha Case thickness.
Figure 6 shows the thickness of the oxide scales at the top of a deposited layer at 600 ppm is ∼0.5 μm. It has been reported3,7 that when an autogenous welding pass, with a proper shielding, is done on a colored weld, the coloring disappears. This means that the surface oxide scale is dissolved during the subsequent weld pass, suggesting that the oxygen released from the TiO2 might either go into the atmosphere or into the weld metal. 7 In the latter case, it is possible to estimate the increase of oxygen content in a newly deposited layer based on the mentioned measurements.
As previously established, 1 each deposited layer by WAAM has a height of ∼1.2 mm (1200 μm). Hence, the percentage of each new layer formed by the oxide scale can be given in terms of a volumetric ratio.
For the purpose of this work, a single deposited layer and the oxide scale will be assumed to be concentric half circles with a radius of 1200 μm and 1200 μm + 0.5 μm = 1200.5 μm, respectively, and the length will be assumed to be the length of the samples used in this study, 180 mm. The volumetric ratio percentage between the oxide scale and a single deposited layer is then equal to 0.08%. Assuming that all the oxide scale is formed by oxygen, it would represent an increase of 800 ppm of oxygen content in the deposited metal. In the real process, this content could be much less as the oxide scale is not 100% oxygen and it is possible that not all of the scale is diluted into the weld pool as some percentage may vaporize. Hence, potential dissolution of the oxide scale during deposition of each new layer is not expected to have a great influence on tensile strength. Tensile test results allow us to analyze this aspect in more detail.
Results presented in Table 3 show that the oxygen content in the shielding environment does not have a significant effect on the mechanical strength. The 30 MPa increment for the sample built under a 4000 ppm atmosphere is likely to be caused by atomic oxygen becoming part of the bulk as a consequence of a new layer being deposited over an already oxidized previous layer (as explained in the previous section). It is expected that a thicker oxide scale exists at the top of every single layer for a shielding environment of 4000 ppm in contrast to a layer built under a 100 ppm atmosphere. Hence, a higher concentration of oxygen (in the form of oxide scale) is available to dissolve into solid solution as an interstitial element. Increasing the levels of interstitial oxygen results in higher strength and lower ductility. 13
It is important to highlight that even though an increase of oxygen caused a maximum reduction of elongation down to 10% (horizontal direction of the 4000 ppm sample), this value still remains within the requirements specified by ASTM B265-15, 14 which establishes a minimum of 10% for the elongation.
Conclusions
In this study, the effect of oxygen diffusion (oxidation) during WAAM of Ti-6Al-4V has been investigated. From the different tests performed, the following conclusions can be established:
The maximum thickness of the Alpha Case is achieved when higher current is used in combination with higher oscillation width; maximum thickness of Alpha Case found was 200 μm. High temperatures and exposure times seem to have a greater effect on oxidation than oxygen content in the shielding environment. For the same deposition parameters, higher oxygen levels in the shielding environment lead to a deeper Alpha Case. Different oxygen contents in the wire do not seem to have a significant effect on the thickness of the Alpha Case. Tensile properties are not compromised by an increase of oxygen in the shielding environment up to 4000 ppm. Increasing the level of oxygen significantly produces an increase in the strength and a reduction in the elongation.
Footnotes
Acknowledgments
The authors would like to thank the WAAMMat program for the financial support and Flemming Nielsen, Nisar Shah, Steve Pope, and Tracey Roberts for their technical assistance.
Author Disclosure Statement
No competing financial interests exist.