
Abstract
Abstract
Until recently, the reactive properties of energetic materials have traditionally been tuned through chemical composition. However, with the emergence of additive manufacturing (AM) technology, the reaction can also be tuned through the construction of custom shapes known as reactive material architectures (RMAs). In this study, we present the development and empirical evaluation of a thermite paste tuned for additively manufacturing RMAs. The resulting architectures were ignited and recorded using a high-speed camera to determine the influence of the architectural features on the speed of reaction and the ability of the reaction to jump to neighboring architectures. In addition, in a constructive application, a sample lap joint was created using AM thermite architectures to demonstrate joining possibilities. The reaction characteristics were successfully shown to be controllable through architectures, which creates a wide range of opportunities for both constructive and destructive engineering applications.
Introduction
Advances in additive manufacturing (AM) technology have created a wide range of new applications including printing food for nutritional control, 1 bioprinting of organs, 2 and printing low-cost flexible sensors. 3 Traditional 3D printing has primarily been utilized for rapid prototyping in both polymers and metals. Recent developments in AM have advanced the concept of 4D printing, 4 which introduces a time-dependent component to a printed structure. A 4D printed structure has the ability to change shape or perform an action in response to a specific stimulus. Recent studies by Tibbits and Raviv et al. have created structures that were printed out of a rigid polymer and a hydrophilic polymer that expands when in contact with water, creating parts that asymmetrically swell and self-assemble.4,5 Similarly, structures have been printed using shape memory polymers that allow for temperature-activated shape changes. 6 Outside the realm of stimuli dependent shape changes, there exists other 4D printing concepts and applications. A common biomaterials application aims to create a biocompatible scaffold that eventually undergoes a planned degradation, as seen in bone tissue engineering 7 and in other medical applications. 8
One emerging application of AM inspired by the stimulus-dependent response of 4D printing builds on a relatively old technology—thermite—where the precision of AM is harnessed to create custom thermite shapes known as reactive material architectures (RMAs). 9 A thermite reaction is a highly exothermic redox reaction between a metal and metal oxide. This generates a large amount of energy and produces slag and an elemental metal. The traditional thermite reaction between iron oxide and aluminum is Fe2O3 + 2Al →2Fe + Al2O3. This reaction requires an ignition temperature of ∼1650°C (typically burns at ∼2200°C) and generates aluminum oxide slag and molten iron. 10 This specific formulation has traditionally been used in the rail road industry to weld tracks, where the molten iron generated by the thermite reaction flows into a void between rails, resulting in a new joint. 11
RMAs enable a unique ability to control the reaction using internal voids and geometries in addition to changes in chemical composition. In a recent study, Sullivan et al. have created thermitic RMAs by 3D printing silver substrate architectures and depositing 26 and 156 μm thick thermite layers using electrophoretic deposition. This approach can produce submillimeter scale architectures with architecture spacing on the scale of 10 mm and propagation velocities ranging from 7 to 35 m/s for thin films (26 μm) and 50–140 m/s for thicker films (156 μm). These architectures were able to successfully control the reaction velocity through material spacing. 9 Inkjet printing has also emerged as a method to create architectures on the scale of 100–1000 s of nanometers 12 using nanoaluminum and nanocopper (II) oxide. Although Sullivan et al. and Murray et al. have presented technological demonstrations of RMAs, the proposed methods operate at limited scales and can only deposit small amounts of thermite, thus limiting the amount of reactive material energy that can be integrated into a structure. There has been work utilizing more traditional 3D printing methods on a macroscale. Ruz-Nuglo and Groven and Fleck et al. have both shown success in printing fluoropolymer-based reactive materials, creating structures at the macroscale (>0.5 mm). These studies demonstrate macroscale printing, but both require polymer synthesis techniques as well as refined filament creation techniques to avoid unintended ignition.13,14
This study explores a new macroscale reactive material formulation and its applications in the joining of materials. We detail the development and characterization of a thermite paste suitable for additively manufacturing RMAs and demonstrate a constructive application wherein an RMA was ignited to join a lap joint.
Materials and Methods
The goal of this study is threefold: first, to develop and characterize a curing thermite paste and determine its printability; second, to evaluate the chemical reaction of a series of simple RMAs; and third, present a use-inspired application of the RMA to harness the energy dense material for constructive purposes.
Creation of a curing thermite paste
The thermite paste is composed of iron oxide (Fe2O3), aluminum powder, and calcium sulfate hemihydrate (CaSO4·0.5 H2O)—gypsum powder—in a 3:2:2 mass ratio. The iron oxide particles and aluminum particles are 30μm in size, both supplied by Alpha Chemicals. Once the dry powder is thoroughly mixed, water is added in a ratio of 1.8 mL of water per gram of mixed powder. Water activates the gypsum powder binder, which immediately begins to cure. To slow the curing process, <0.1% by weight of tartaric acid is dissolved into the water before mixing. Tartaric acid is a known gypsum plaster retardant, and must be added to extend the working life of the paste. 15 Once the paste is mixed, there is ∼45 min of working time before the mixture is too viscous to print. The exact cure time depends on ambient temperature, water temperature, and volume of paste. In general, cooler temperatures and larger volumes result in longer curing times.
Printing parameters
The printing parameters depend greatly on viscosity. Figure 1a shows the viscosity profile of the thermite paste, which was tested using a stress-controlled rheometer (TA-DHR3) in a 40 mm parallel plate configuration. The gap was 1 mm, and the shear rate swept from 2000 to 0.01 1/s. To control for the effects of curing on the rheology, samples were tested immediately after creation. Each shear sweep took no longer than 16 min. The shear rate at the nozzle is calculated to be ∼224 1/s, which corresponds to a viscosity of 0.64 Pa s. Overall, the paste exhibits viscosity characteristics favorable for AM, with the material holding its shape after extrusion but before curing.
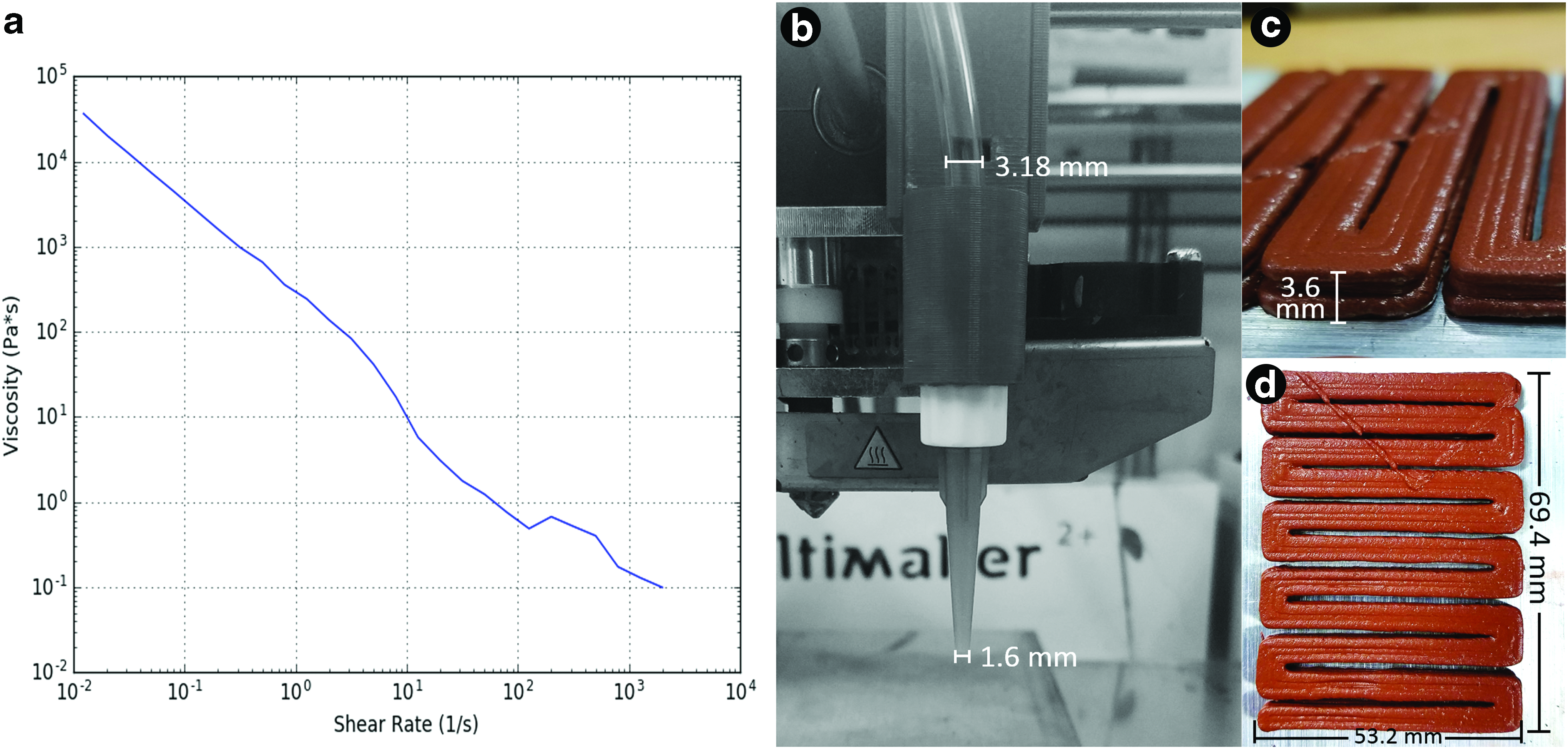
The thermite mixture was printed using the Discov3ry 1.0, a syringe-based paste printing process by Structur3D Printing (Kitchener, Canada) that was attached to an Ultimaker 2+ and used in place of the built-in extrusion system. The paste was loaded into a syringe and the plunger of the syringe was depressed at a constant rate, moving the paste through 3.175 mm inner diameter tubing and then extruding through a 1.6 mm diameter nozzle (14 gauge) held in the Discov3ry. The deposited paste width, as coded and printed, was 1.6 mm with a layer height coded at 1.5 mm. The layer height was smaller than the diameter of the nozzle to promote adhesion between layers. All structures printed for this study were three layers in height (4.5 mm tall cumulatively), although structures up to five layers (6 mm) in height have been successfully printed.
Curing
Immediately after printing, the paste was cured in a forced air oven (Cascade Tek, model: CTF322). For a sample of dimensions 4.8 × 4.5 mm, we observed the samples were fully cured after 20 min at 45°C and then 2 h at room temperature. To determine the cured state, a series of samples of different cross-sectional areas (50 and 363 mm2) were created. These samples were all cured under the same conditions until they reached a moisture content of 3–5%, as measured by a pin-type moisture meter (part #MMD4E, by General Tools). These samples were cross-sectioned to confirm that they were fully cured.
The curing process of the mixture is not a temperature-dependent reaction, but rather is dependent on the presence of the calcium sulfate similar in manner to the process in which gypsum plaster cures. Consequently, a high temperature curing process partially accelerates the cure time, but can also produce the negative result of generating cracks. This is due to a phenomenon similar to plastic shrinkage cracking seen in concrete. If water evaporates from the surface faster than subsurface water can move to the surface, drying shrinkage will create cracks on the surface of the material. 16 Significant shrinkage does not occur if the curing happens at a controlled rate, with any shrinkage phenomenon occurring at submillimeter scale.
RMA testing
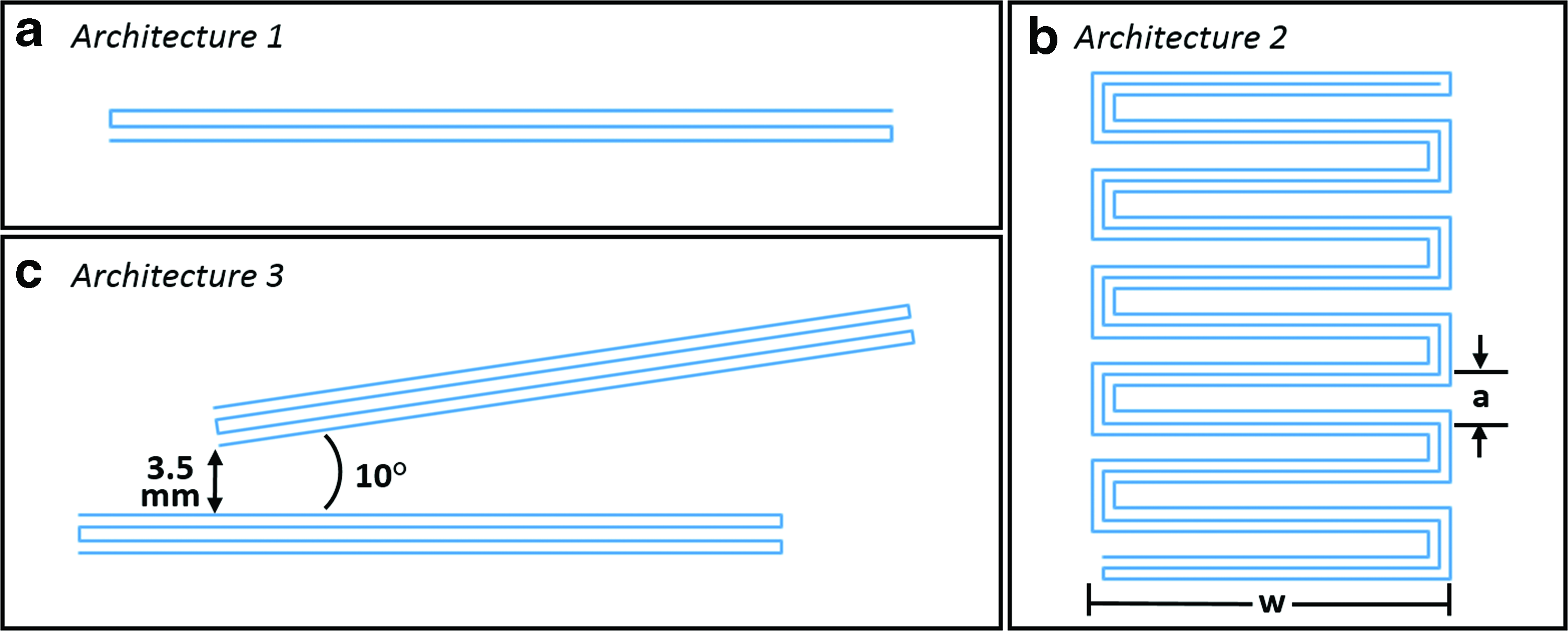
Drawing inspiration from a previous study by Sullivan et al., three RMAs were evaluated to explore the influence of the architecture on the reaction (depicted in Fig. 2). The first architecture is a linear geometry, designed to measure the propagation rate of the thermite reaction. The second architecture consists of multiple 90° turns where the intent is to test the initiation and propagation of a new reaction that is perpendicular to the initial direction of reaction. Table 1 details the different tested dimensions for architecture 2. The third architecture is two linear geometries placed adjacent to each other at an angle. This architecture is intended to test initiation and propagation of the reaction parallel to the direction of the initial reaction. All architectures are three printed layers in height (4.5 mm). In addition to the testing of these architectures, samples were prepared with parallel linear pieces to fully quantify the distance at which one architecture will ignite an adjacent architecture or feature, with the direction of reaction being perpendicular to the direction of propagation. Samples were also prepared with two linear pieces in series and a gap between them to quantify the gap length that propagation will span. These experiments were done for a single cross-sectional area of 7 × 7 mm. Furthermore, to eliminate potential variability between mixtures, a larger batch of thermite was prepared and poured into silicon molds (mold material: EcoFlex 00-30 by Reynolds Advanced Materials), which yielded 15 samples.
RMAs, where
Tested Dimensions for Architecture 2 as Depicted in Figure 3b
Four iterations of architecture 2 were tested, with different total turns, length, width, and centerline spacing.
The architectures were printed and ignited on 0.125" thick Al6061-T6 substrate. A small starter mass of 0.5 g of mixed thermite and magnesium powder with a magnesium ribbon fuse (releasing ∼1.4 kJ of energy) was used to ignite the cured architectures. All ignitions were filmed with a high-speed camera (model: fps1000-720 by the Slow Motion Camera Company, Herfordshire, United Kingdom) at 1000 FPS and resolution of 1280 × 720, with a shade 5 welding filter.
Results
For our proposed thermite paste formulation, the average reaction rate across all cross sections was 3.19 ± 0.65 mm/s. Figure 3 shows the reaction rates for the 4 tested cross-sectional areas, with a total of 12 tested samples. The average reaction rates for each cross-sectional area are all within 0.3 mm/s of each other, with variability decreasing as cross-sectional area increases. Sullivan et al. reported different baseline reaction velocities for different film thicknesses, which indicates that a macroscale thermite mixture behaves differently than a nanoscale nanothermite mixture.
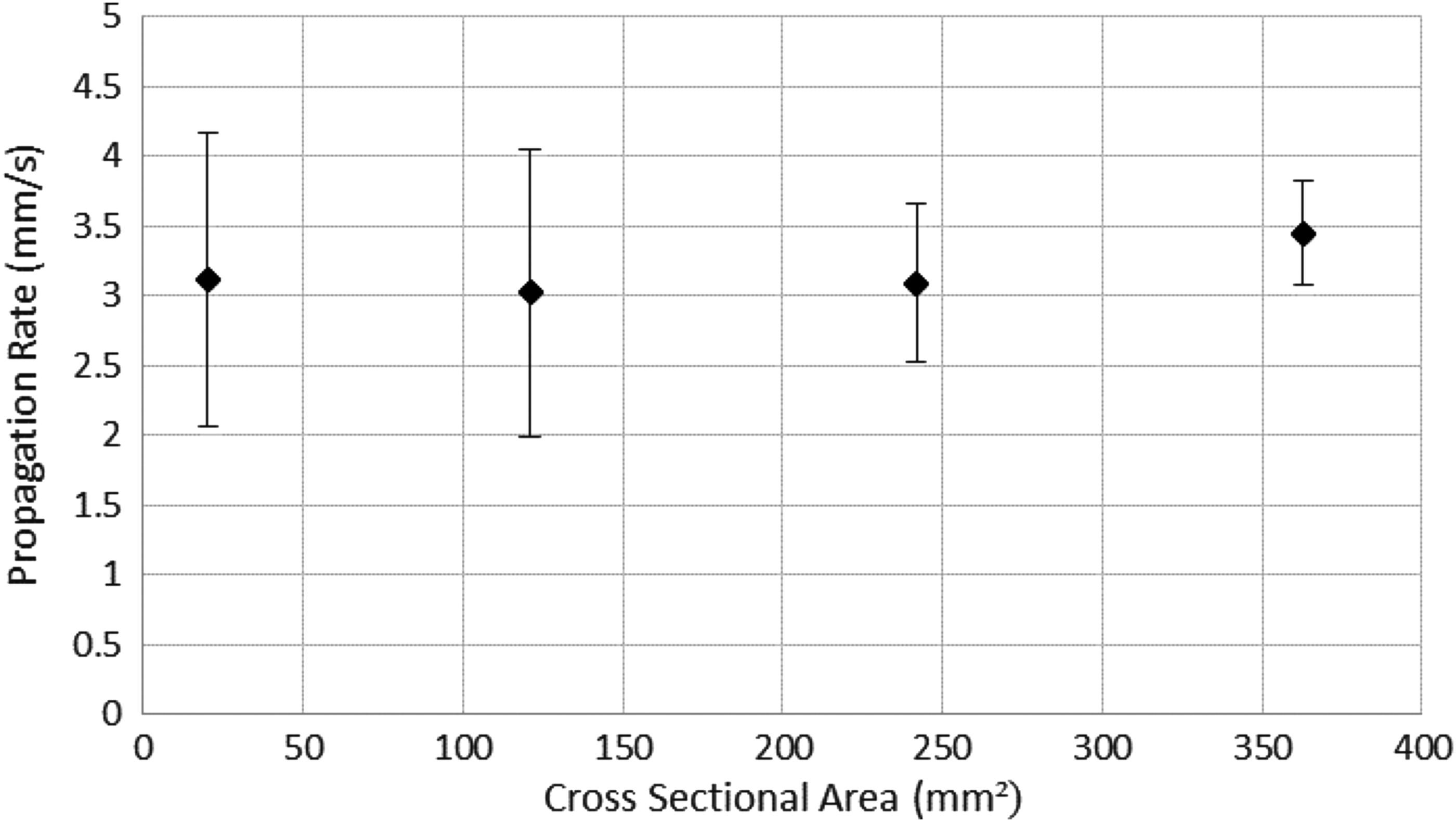
Thermite reaction propagation rates for different cross-sectional areas.
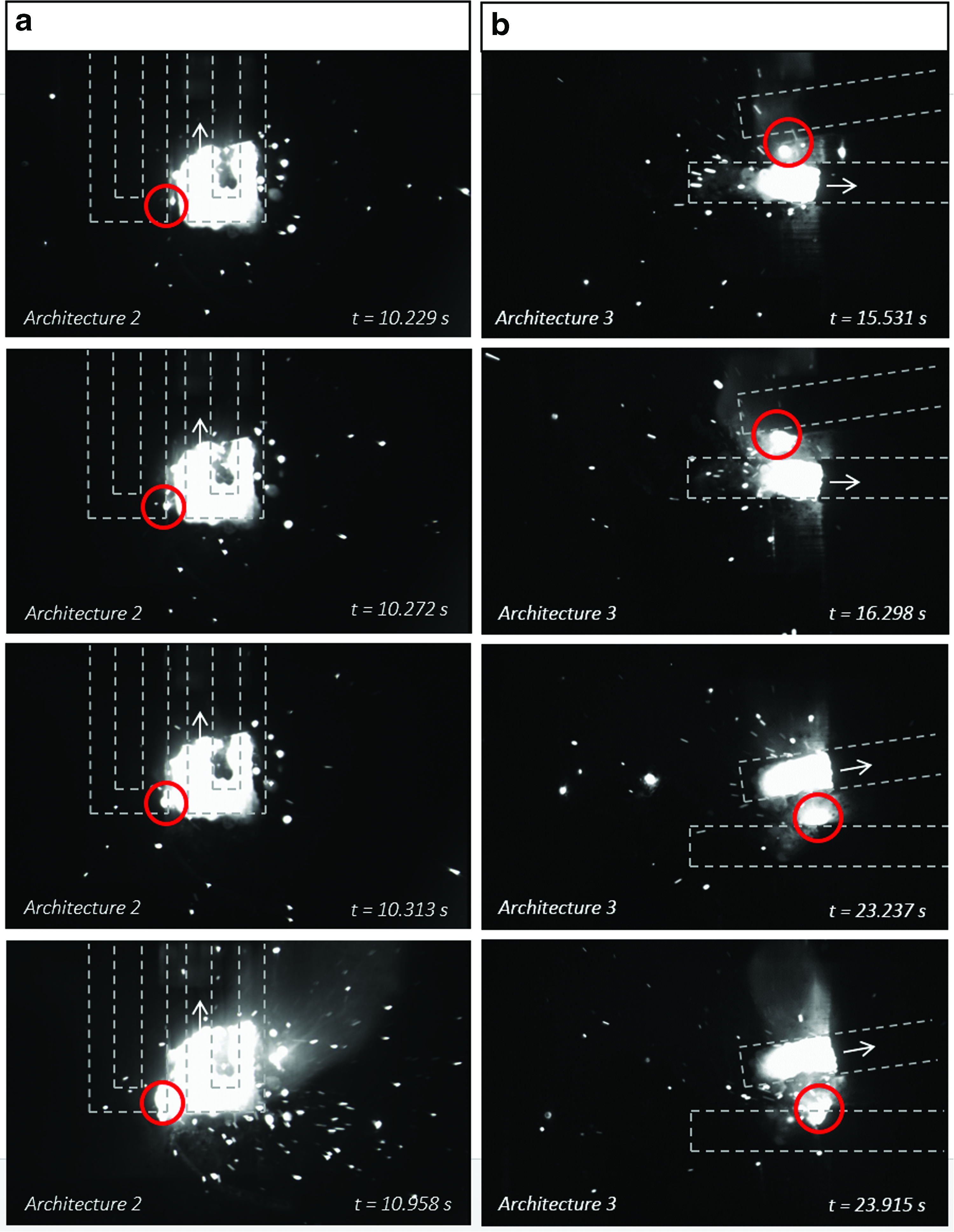
Figure 4 shows the described adjacent ignition phenomenon in two separate ignitions with two different architectures. Figure 4a presents an adjacent ignition beginning at the next turn of the architecture, not in the direction of propagation (as indicated by the circled area). Figure 4b shows this phenomenon twice. The first two frames show the ignition of a separate section of thermite paste, which then propagates in parallel. The reaction in the bottom section of thermite then stops, but is reignited further down the line by the parallel piece.
To characterize propagation characteristics, we define the critical distance as the distance at which one ignited section of thermite will cross a gap and trigger a reaction in a nonignited section of thermite. The critical distance for adjacent parallel ignition and the critical gap distance for series ignitions were determined for a single cross section of 49 mm2 (7 mm × 7 mm). For adjacent parallel ignition, we have found that a critical gap distance for consistent parallel ignition was measured at 3 mm, which is consistent with the edge-to-edge measurement found in architecture 2 testing. We also observed that gaps of 5–7 mm could occasionally cause adjacent ignitions, but the phenomenon is not consistent. In these pilot studies, we could not find a critical gap distance for series ignitions. We did not observe the ignition spanning a gap for this architecture in series.
Discussion
This project details the composition of a curing thermite paste, its printing characteristics, and architecture. The resulting paste is printable, has a high-temperature reaction that produces molten iron, and the propagation characteristics can be controlled through RMAs. In this study, we define the reaction rate as the rate at which the reaction occurs in a linear scenario, independent of geometry. The propagation characteristics refer to the effects of architecture on reaction phenomena.
The baseline reaction rate of the curing paste, with all other conditions ideal, is dictated by the chemistry of the thermite reaction. Since the thermite reaction produces aluminum oxide (Fe2O3 + 2Al →2Fe + Al2O3), 10 any oxidation of the aluminum before the reaction pushes the paste closer to equilibrium. Aluminum already forms a passive oxide layer, but the oxidation of the aluminum is further promoted due to the presence of tartaric acid. This presence of oxidized aluminum likely slows the overall reaction rate. For this study, we focus on the first order demonstration of a curable and ignitable paste suitable for AM, and leave the effects of the oxidation of aluminum for further study.
The reaction rate was observed to be primarily affected by curing, with undercured samples reacting at slower rates and at more uneven rates. In earlier experiments, we found that a sample with significant remaining moisture content would be unable to sustain its reaction. In undercured cases, we suspect the heat generated is not used to continue the reaction, but is instead being absorbed by the remaining water content inhibiting the reaction. Furthermore, extended (or over) curing periods do not increase reaction rate. We found that once the material had cured, the reaction rate was constant, and there was no advantage to extending curing time beyond the minimum. Although the reaction rate is affected by curing, we found that it is not affected by the cross-sectional area. Among the experiments we conducted, the rate remained at ∼3.19 mm/s for all tested rectangular cross-sectional areas between 21.6 and 362.9 mm2, as seen in Figure 3. Variability of the reaction rate decreases as the cross-sectional area increases due to reaction characteristics eliminating the influence of environmental effects. Although overall, we observed that reaction rate is largely independent of cross-sectional area for samples tested, which is an unusual and nonintuitive result that requires further study. However, given this result, the speed at which the reaction traverses between two points can be controlled by increasing or decreasing the length of the path.
The thermite paste was printed using a paste printing technique. The primary obstacle when printing this thermite paste is premature curing in the syringe tubing and nozzle. The paste cures significantly faster in small volumes, which will create clogs in small diameter nozzles and in long sections of tubing. The paste has been successfully printed in a 0.84 mm diameter nozzle, but only as long as flow is continuously maintained to prevent clogs.
In general, paste printing requires a layer height of half the nozzle diameter to ensure a clean fully filled print. Since the thermite paste adheres to itself, it does not require a layer height less than the actual height of the paste. This prevents a buildup of cured paste around the nozzle, preserving print resolution and stopping nozzle clogging. Therefore, the layer height of 1.5 mm is the actual height of the paste.
When the paste exits the nozzle, it does not cure immediately, but instead remains in a plastic state for most of the print. Despite this, the paste is stable enough to support follow-on layers of the paste. Partial curing could be reached by way of a heated build plate, but is not necessary for smaller prints. A partial curing technique may be needed for larger structures, but this will be dependent on the nozzle size.
Propagation
The RMAs display interesting propagation characteristics. We found the thermite reaction propagates consistently along the printed lines. Furthermore, there exists a critical distance at which two separate lines of thermite essentially act as one, with the initial reaction starting a new reaction in a new region, thereby skipping large sections of thermite. This new reaction appears to be caused by a combination of heat proximity and ejecta from the initial ignition. The heat proximity preheats the thermite and its baseplate, which allows the thermite section to be more easily ignited by a small amount of high-temperature ejecta. The sparks alone are not enough to begin a new ignition, even if the same area is bombarded by a large number of sparks. We suspect there is a combination of heat and sparks that creates favorable ignition conditions; however, this topic requires further modeling and empirical evaluation and is outside the scope of this study.
Given our understanding of the thermite propagation properties, the critical distance and reaction rate can be combined to create geometries that span the same linear distance across a range of time scales. For example, a linear section of thermite will travel 111 mm in ∼35 s. Using a variation of architecture 2 with a width of 30 mm and an edge-to-edge gap of 8 mm (a = 15 mm), the same distance could be traversed in 121 s. This would allow for tailored and timed heat deposition, creating the basis of a programmable heat source.
Thermite has a long tradition of playing an integral role in destructive and construction applications. In the next section, we present an example of the latter with a material joining proof of concept using the thermite architectures. Two 0.125" thick aluminum 6061-T6 pieces were placed in a lap joint configuration with Kapp LIQUID Golden Flux and KappAloy9 (91Sn/9Zn) solder, which has a melting point of 199°C, placed at the joint. A thermite architecture created through AM (weighing 4 g) was placed on top of the joint and ignited. The thermite served as a portable heat source for melting the solder. During the reaction, no pressure was applied to the solder site. The resulting joint and configuration are shown in Figure 5. The heat generated by the reaction was uniform enough to melt the solder and create a joint, but the resulting temperatures were not high enough to damage the parent material. This first-order demonstration highlights the utility of a controllable thermite paste for in situ joining operations. Using the reaction controlling characteristics of thermite structures, heat input into a joint could be easily controlled outside of a laboratory setting.
Joining applications
The joining applications are limited by the reaction temperature of the cured thermite paste, which has a theoretical maximum reaction temperature of 2862°C for Fe2O3/Al thermite (assuming a complete adiabatic reaction). 10 The actual reaction temperature is dictated by the mass of reactive material, with larger masses reaching higher temperatures. 17 Table 2 shows the temperatures needed for common plastic welding and metal brazing techniques.
Common Materials and Their Joining Temperatures a
ABS, acrylonitrile butanadiene styrene; PE, polyethylene; PP, polypropylene; PVC, polyvinyl chloride; TPUR, polyurethane.
Thermite architectures can be tailored to create specific temperature profiles for the joining applications without damaging the parent material. Since the reaction rate of the proposed paste is relatively constant across different cross sections, RMAs can be easily scaled up, therefore, allowing more heat to be deposited in the same time frame. Additional heating characteristics can be tuned by changing the base thermite formulation. The current paste is primarily composed of iron oxide and aluminum powder, but other thermite formulations could be used. 10
One potential application of RMAs as a portable heat source is for materials joining in austere environments, such as NASA's in-space exothermic brazing experiments 21 and Masubuchi's underwater exothermic welding experiments. 22 Traditional welding techniques for underwater environments are dangerous and require a highly skilled operator. RMAs as a portable heat source could make underwater welding safer and require less skilled labor, since the architectures could be printed (or preprinted before deployment) on structures and ignited remotely. Furthermore, RMAs have the potential for rapid field repair of armored vehicles, once again eliminating the need for welding equipment, a power source, and skilled operators.
Conclusion
In this study we present a thermite paste formulation suitable for AM. The formulated paste is composed of readily sourced materials, and is safe to create, print, and transport. We empirically demonstrated that the proposed thermite paste reacts at a relatively constant rate across a range of cross sections. Lastly, this study demonstrates the potential of thermite RMAs as a programmable heat source for constructive or joining applications, especially in austere or dangerous environments.
Footnotes
Acknowledgments
The author wishes to thank Dr. Kelsey Hatzell and her students Marm Dixit and Brice Harkney for their assistance in obtaining rheological measurements. This study was funded by the NASA Tennessee Space Grant Consortium.
Author Disclosure Statement
No competing financial interests exist.