
Abstract
Abstract
Recyclable 3D printing of thermosets was realized by utilizing the solvent-assisted recycling of covalent adaptable networks (CANs). The printouts, if damaged or after usage, were fully depolymerized in an organic solvent, and they were partially cured into a new ink for the next round of 3D printing. This work presents fundamental studies to understand the influences of ink composition and rheological properties on the printability, recyclability, and thermomechanical properties of printed CAN components. A polyimine-based CAN is used as the material platform for the direct-ink-writing (DIW) 3D printing, which exhibits lower processing temperature and catalyst-free features. This study reveals that the incorporation of nano-clay maintains the recyclability, malleability, and thermomechanical properties of polyimines, and it dramatically improves the shear modulus and yielding stress of inks for the 3D printing of complex structures with dangling features. The developed inks are shown to be recycled five times and still retain an excellent printability. The 3D-printed polymer structures usually exhibit notable anisotropic mechanical properties due to their weak interfaces. However, the DIW printing of CANs is shown to create structures with comparable properties in different printing directions because of the strong interfaces connected by covalent bonds. It, thus, possesses the great potential to tackle this long-standing challenge in the 3D printing field.
Introduction
Conventional thermosets with permanently crosslinked networks cannot flow on heating and thus cannot be reshaped or recycled.1–5 Very recently, this picture has been changed by incorporating dynamic bonds into polymer networks.3,4,6–8 Such covalent adaptable networks (CANs) 3 are still crosslinked thermosets, but the dynamic nature of reversible bonds allows the rearrangement of the polymer network through bond breaking and reformation. The most common type of CAN could rearrange the network topology while maintaining the crosslinking density through bond exchange reactions (BERs), which attribute to unusual properties that are not observed in conventional thermosets, such as malleability, surface welding, reprocessing, repairing, and recycling.9–17 To date, only a handful of reversible chemical systems have been explored as CAN. The Bowman research group pioneered photo-sensitive CAN where BERs were initiated by radical-based chemistry.5,18 Transesterification BERs were used in Leibler's group to enable network rearrangement19,20 at high temperature. Taynton et al.21–23 developed polyimine-based CANs with catalyst-free imine bond exchanges that were responsive to both heat and water. Other reversible reactions in this realm include hydrazone exchange reaction,24–26 amide exchange,1,2,27 disulfide exchange,28,29 and boronic ester exchange.30,31
It was recently discovered that the CANs can be fully recycled by using organic solvents,12,23,32–34 where the small molecules diffuse into the network and break the polymer chains from the backbone through BERs. The choice of reagent depends on the dynamic chemistry employed in the CAN. For example, CAN containing dynamic disulfide bonds could be depolymerized in thiol-containing solvents (e.g., 2-mercaptoethanol).35,36 An epoxy CAN contains ester linkages that could be fully depolymerized in an alcohol solvent (ethylene glycol [EG]) through transesterification BERs.12,32 Since the BERs are reversible, re-polymerization occurred via heating the polymer solution to evaporate excessive EG solvent. Using the Fourier transform infrared spectroscopy and mechanical tests, Yu et al. 32 confirmed that the recycled samples have a nearly identical network structure and mechanical properties as the unprocessed ones.
The solvent–assisted recycling of CANs enables green, sustainable, and recyclable 3D printing of thermosetting polymers. For the thermoset printing, digital light processing,37,38 mask projection stereolithography,39,40 two-photon lithography,41,42 and Polyjet 3D printing43,44 have been intensively studied. These printing methods are advantageous in high resolution and fast manufacturing, but are only applicable to photo-curable polymers, which limits the choice of CAN platforms. The filamentary-based direct ink writing (DIW) process allows for printing of a wide range of thermoplastics and thermosets.45–47 The printing process employs a computer-controlled translation stage, which moves an ink-deposition nozzle to create materials with controlled architecture and composition. For the printing of thermally curable crosslinked polymers, the deposited continuous filaments can be polymerized by transferring the printouts into an oven for post-curing. 48 As a versatile approach, DIW was used to fabricate various electronics, including small antennas, 49 soft sensors, 50 and light-emitting diodes. 51
The first proof of concept of recyclable 3D printing of CANs was demonstrated with epoxy vitrimer by Shi et al. 52 using the DIW setup, where the epoxy printouts in the previous printing cycles were first depolymerized in alcohol solvent, and then partially cured into a new ink with suitable viscosity for the next printing cycles. Despite this pioneering work, fundamental questions remain to be addressed on the recyclable 3D printing of CANs. For example, nanoparticles (e.g., nano-clay) were added into the printable ink to introduce the shear thinning effect during filament deposition, as well as to maintain the shapes of printouts during post-curing.45,48,53,54 How would the amount of nanoparticles affect the thermomechanical properties, recyclability, and printability of CANs? Further, what are the directional mechanical properties of the printed CANs? Polymer structures produced by a majority of 3D printing methods exhibit weak interfaces, which are mainly connected by non-covalent bonding (e.g., van der Waals force), leading to a significant degradation in mechanical properties.55–57 However, the interfacial polymerization during the post-curing of printed CANs can lead to strong interfaces that are connected by covalent bonds; the degradation of mechanical properties of printed structures, thus, could be significantly mitigated.
This article presents experimental studies to understand the influences of the ink composition and rheological properties on the printability, recyclability, and thermomechanical properties of printed CAN components. The polyimine-based CAN is adopted as the material platform. Compared with the previous investigated epoxy CANs, the advantages of using polyimine CANs are their relatively low processing temperature and catalyst-free features, which avoid the issues of catalyst degradation and enable their long-time stable printing performance. We first examine the recyclability of polyimine CANs and their nano-clay composites by testing the glass transition and BER-induced stress-relaxation behaviors of recycled samples. To prepare the printable inks, polyimine samples are subjected to depolymerization in amine solvent, loaded with different amounts of nano-clay, and partially cured into a viscoelastic fluid. Rheological measurements on the ink viscosity show that the nano-clay imparts shear thinning behavior to the uncured ink, which facilitates its flowing through fine nozzles. The incorporation of nano-clay can also increase the ink modulus yield stress to enable the 3D printing of complex structures with dangling or hollow features. After DIW printing, the printed objects are subject to free-standing heating for post-curing. Their uniaxial stress-strain relations and thermomechanical behaviors are tested in different directions with respect to the printing direction. For recycling, the printed polyimine parts are depolymerized in amine solvent and partially cured for the next printing cycle by using similar printing conditions. Our experiments demonstrate that the ink could be printed five times and still retain good printability.
Materials and Methods
Synthesis of polyimine CANs
The polyimine films were synthesized by using terephthaldehyde (dialdehyde), diethylenetriamine (diamine), and tris (2-aminoethyl) amine as crosslinkers (Supplementary Fig. S1) by following the previous work of Taynton et al. 22 First, 1 mole equivalent of terephthaldehyde (Sigma Aldrich, St. Louis, MO) was dissolved in a minimum amount of solvent mixed with dichloromethane, ethyl acetate, and ethanol (volume ratio 1:1:8). Second, 0.3 mole equivalents of diethylene triamine (Sigma Aldrich) and 0.47 mole equivalents of triethylene tetramine (Alfa Aesar, Haverhill, MA) were dissolved together in ethanol and then added to a box-shaped tray made by folding the silicone-coated paper. Third, the terephthaldehyde solution was added to the tray. The solvent was allowed to evaporate in a fume hood under ambient conditions to form a defect-free polymer film. Fourth, the film was gradually cured in a drying oven at 75°C for 30 min, then at 85°C for 30 min, and, finally, at 105°C for 30 min.
Recycling of the polyimine using amine solvent
Propylamine (Sigma Aldrich) with a boiling point of 48°C was used to depolymerize the polyimine CANs. During the network de-polymerization, polyimine film was converted into soluble small precursors, sealed in a glass vial with propylamine solvent (weight ratio between the solvent and polymer was 1:2), and heated on a hot plate at 50°C. For re-polymerization, the short oligomers/precursors from polyimine CAN depolymerization (a transparent yellow liquid) were poured into a glass container and heated in a vacuum oven at 80°C. The vacuum level was set to be 8 kPa.
The solvent-assisted recycling was also performed on polyimine composites with nano-clay platelets (Nanomer® I.28E clay, surface modified and contains 25–30 wt% trimethyl stearyl ammonium; Sigma Aldrich). After the polyimine samples were fully depolymerized into soluble small precursors in amine solvent, different amounts of nano-clay (2, 5, 10, and 15 wt% compared with the polymer weight, respectively) were added to the solution. Other thermal-temporal conditions for recycling were set to be identical as mentioned earlier.
The recycling procedure of both polyimine and its nano-clay composites was repeated for four times, and the thermomechanical properties of recycled samples in each generation were evaluated in the following sections.
Dynamic mechanical analysis
The glass transition behaviors of the polyimine CANs and their nano-clay composites in different recycling generations were tested by using the dynamic mechanical analysis (DMA; Model Q800; TA Instruments, New Castle, DE). All the sample dimensions were set to be identical (3.5 × 15 × 0.42 mm). Before the tests, the temperature of the sample was reduced to 20°C and stabilized for 10 min to reach thermal equilibrium. During the experiments, the strain was oscillated at a frequency of 1 Hz with a peak-to-peak amplitude of 0.1%, whereas the temperature was increased from 20°C to 100°C at a rate of 2°C min−1.
Stress-relaxation tests
Stress-relaxation tests were performed on the DMA tester to examine the BER-induced malleability of polyimine and its composites. During the tests, the sample (18 × 3 × 2.8 mm) was first preloaded by a 1 × 10−4 N force to maintain the straightness. After reaching the testing temperature, it was allowed 10 min for thermal equilibrium. The sample was stretched by 1% on the DMA tester, and the deformation was maintained during the rest of the test. The decrease of stress was recorded, and the stress-relaxation modulus was calculated. The relaxation testing temperature was 40°C, 50°C, 60°C, and 70°C, respectively.
Ink preparation and rheological measurements
The printable inks were prepared by depolymerizing polyimine CANs in propylamine solvent (weight ratio between the solvent and polymer is 1:2). The ink rheological properties were tailored by controlling the amount of incorporated nano-clay (2, 5, 10, and 15 wt%) and the pre-curing time (0–40 min) at 50°C. Specifically, the pre-curing was performed in a vacuum oven with a vacuum pressure of 8 kPa.
After pre-curing, the viscosity of inks was measured by using a rheometer (AR-G2; TA Instruments) with parallel-plate geometry (20 mm diameter and 1 mm gap). Viscometry measurements were carried out to examine the rate-dependent viscosity. During the measurements, the temperature was maintained constant at room temperature, and the shear rate was increased from 10−3 to 200 s−1. Oscillatory measurements were performed at a frequency of 1 Hz within the stress range of 0.01–10,000 Pa to determine the shear modulus and yielding stress.
Recyclable DIW 3D printing
A homemade DIW printer was set up, as illustrated in Supplementary Figure S2. The printer adopted a plastic syringe for ink storage and deposition, which was connected to a digital pneumatic regulator (Ultimus V high precision dispenser, EFD) to provide the extrusion pressure (0–100 psi). The syringe was mounted onto a Makebot moving stage. During the printing, a deposition nozzle with an inner diameter of 0.43 mm was used, and the dispensing pressure was set to be 80 psi.
After printing the viscous resin, the printouts were transferred into an oven for post-curing. Initially, a relatively low temperature (45°C) was used to polymerize the polymeric structure gradually, and to lock the printed shapes with a sufficiently high modulus. After 2 h, the curing temperature was increased to 80°C, and the vacuum pressure was set to be 8 kPa. The printed polyimine structure was fully polymerized after ∼6 h.
For the recyclable 3D printing, the printed polyimine was first depolymerized in the amine solvent, and it was then partially cured under the same thermal-temporal conditions used in the previous printing cycle. No supplementary material was added during this process.
Mechanical tests of the printed polyimine
Uniaxial tension tests were performed to examine the mechanical properties of printed polyimines and their composite samples at room temperature (∼23°C). All the samples were printed with the same size (length 5 mm, width 2.4 mm, and thickness 0.25 mm). The uniaxial tension tests were performed on a Bose electro-force test instrument (3200 series II, New Eden Prairie, MN). The strain rate was set to 0.1 mm/s. For each case, at least three samples were tested, and the average values of the initial elastic modulus and ultimate strength were reported.
Results and Discussions
Thermomechanical properties of polyimine after recycling
As shown in Figure 1a, when a polyimine sample is immersed in a propylamine solvent, the reactive molecules diffuse into the network and participate in BERs with the dynamic imine bonds on the chain backbone; since the reactive molecules are not linked to the long-chain polymers, they effectively break the polymer chains into small segments and dissolve the network when sufficient propylamine solvent is provided. Since the imine exchange reactions are reversible, re-polymerization can occur via heating the dissolved polymer solution in an open environment.
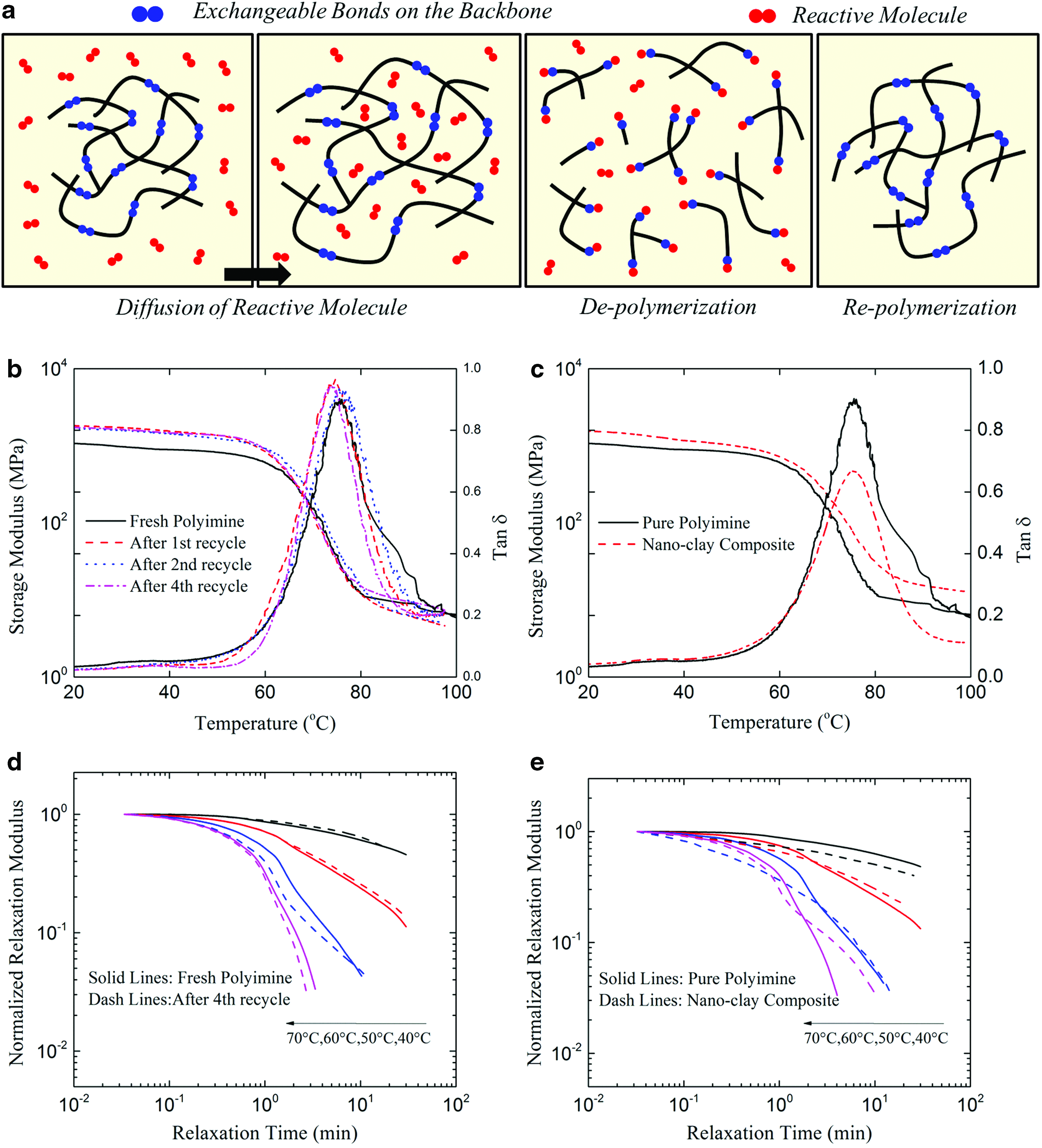
The glass transition behaviors of polyimine in the first four recycling generations are compared with those of the fresh sample in Figure 1b. It is observed that both storage modulus and tan δ are close to each other, which indicates excellent recyclability of polyimine when the amine solvent is used. The network rubbery modulus above 80°C is around 7–9 MPa, and the network glass transition temperature (Tg), which is corresponding to the peak value of tan δ curve, is between 74°C and 75°C for each recycled sample.
Polyimine composites containing different amounts of nano-clay (2, 5, 10, and 15 wt%) also exhibit the same recyclability in the first four recycling generations. Specifically, we are more interested in examining how the incorporation of nano-clay would affect the thermomechanical behaviors of recycled polyimine. Figure 1c compares the glass transition behavior of polyimine composite (15 wt% nano-clay) and the pure polyimine. It shows that addition of nano-clay increases the network modulus and decreases the amplitude of tan δ over the testing temperature range, whereas the network Tg is maintained at the same level.
When the polyimines are deformed, BER will break the originally stressed polymer chain and form a new chain in the stress-free state. Therefore, the releasing rate of internal stress is a suitable parameter to evaluate the BER kinetics in the networks. Here, stress-relaxation tests were performed on the DMA tester at four different temperatures (40°C, 50°C, 60°C, and 70°C). In Figure 1d, the normalized relaxation moduli of polyimine after the fourth time recycling (dashed lines) are compared with those of the native sample (solid lines). The relaxation modulus drops faster at a higher temperature, but the dropping rate among different samples is fairly similar at the same temperature, which indicates that the recycled polyimine exhibits a near-identical BER kinetics.
The BER-induced malleability of polyimine composites was also examined by the stress-relaxation tests. Figure 1e shows the relaxation behaviors of the pure polyimine (solid lines) and polyimine composite with 15 wt% nano-clay (dashed line). The comparison reveals that adding nano-clay does not significantly affect the BER kinetics in the networks.
Rheological properties of polyimine inks
For the filament-based DIW process, the important rheological parameters for ink design include its apparent viscosity, shear modulus, and yielding stress. Ideally, the printable ink readily flows through fine nozzles assisted by its shear thinning effect, and it retains the filamentary form on deposition due to a high modulus and yielding stress.
After being heated at 50°C for 40 min, the rheological behaviors of polyimine inks with different amounts of nano-clay (0, 2, 5, 10, and 15 wt%) are shown in Figure 2, where the relations between the ink viscosity and shear rate were determined by the viscometry measurements, and the relations between shear storage modulus and shear stress were determined by the oscillatory measurements. As shown in Figure 2a, the pure resin without nano-clay exhibits a viscosity of ∼2–∼3.2 Pa·s that is independent of shear rate. Although the pure resin can readily flow through fine nozzles under modest dispensing pressures, it immediately wets and spreads on the tray on deposition and lacks the ability to support itself. The addition of nano-clay transforms the resin into a viscoelastic fluid with a notable shear thinning effect. For example, when the nano-clay concentration is 15 wt%, the ink possesses a viscosity of ∼8.6 × 104 Pa·s at low shear rates (1 × 10–3 s−1) that is four orders of magnitude higher than that of the pure resin. Due to its strong shear thinning behavior, this ink exhibits an apparent viscosity of ∼320 Pa·s at shear rates (∼50 s−1) that are typically experienced during printing. 48

Rheological properties of the polyimine inks with different amounts of nano-clay.
Addition of nano-clay improves the capability of polyimine inks to support themselves after deposition. As shown in Figure 2b, the pure polyimine resin exhibits an almost constant shear modulus around 0.85 Pa. Increasing the nano-clay concentration significantly increases the shear modulus. For example, with 15 wt% nano-clay, the shear storage modulus platen at the low stress level is up to 7.9 × 105 Pa. The shear yielding stress, which is the stress when the shear modulus starts to drop abruptly, is ∼360 Pa. Due to their high shear modulus and yielding stress, the polyimine composite inks developed in this work are suitable for the filament-based DIW 3D printing.
It is worth mentioning that the ink rheological properties also evolve with the pre-curing time. At a specific curing temperature, the chain segment length of the polyimine oligomers would increase with time, which, consequently, increases the ink viscosity. However, the pre-curing process relies on the solvent evaporation and imine bond exchanges, which tend to be sluggish at the room temperature; so the ink rheological properties can be maintained under ambient conditions. This effectively decouples the printing process from the curing process and dramatically extends the pot-life and printing window of the developed polyimine inks.
Directional thermomechanical properties of the printed polyimine composite
The developed polyimine ink with 15 wt% nano-clay was loaded to the DIW printer to fabricate rectangular samples for uniaxial tension tests. The diameter of the deposition nozzle used in this study is 0.5 mm. All the printed samples had a width of 6 mm and a thickness of 0.9 mm. The moving speed of the deposition nozzle was set to be 1 mm/s for all cases. After printing, the samples were transferred into the vacuum oven for post-curing, with the detailed thermal-temporal conditions described in the Recyclable DIW 3D Printing section. Figure 3a shows the photographs of polyimine samples, where the filaments were printed in different directions with respect to the longitudinal direction (0°, 15°, 30°, 45°, and 90°, respectively). As the control sample, a polyimine composite was directly molded by using the same ink and polymerized at the same conditions, which is referred to as the solution-phase prepared sample.
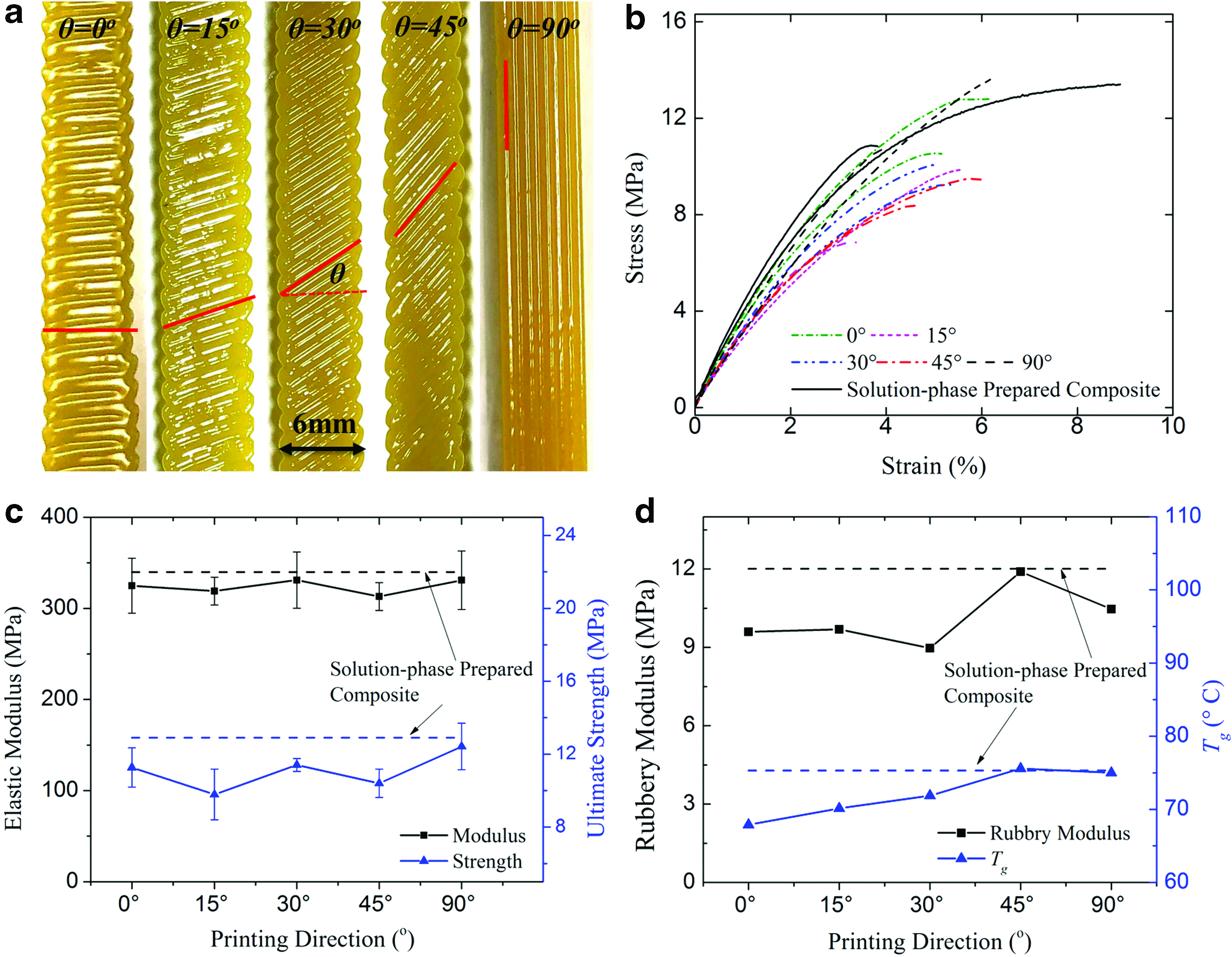
Figure 3b shows the typical stress-strain curves of the printed and solution-phase prepared samples. The elastic moduli within the initial 10% of strain and the ultimate strength are summarized in Figure 3c. The printed samples exhibit mechanical properties at the same level as the solution-phase prepared ones. For example, the lowest elastic modulus of the printed sample is ∼313 MPa when the printing direction θ = 45°, which is only ∼7.4% lower than that of solution-phase prepared composite (∼338 MPa). The printed samples exhibit a slightly lower strength of 9.79 MPa (θ = 15°) and 10.43 MPa (θ = 45°), whereas the strength of the solution-phase prepared sample is ∼12.9 MPa. It is noted that the ultimate strength of the printed samples also depends on the geometric anisotropy (i.e., the wavy features on sample surface), and thus can be further minimized by using a fine deposition nozzle to improve the printing resolution and surface smoothness.
The experimental results indicate that the anisotropic mechanical properties of 3D printed samples are substantially mitigated by using the DIW method, which results from the interfacial polymerization during the post-curing. This represents a great advantage over a majority of 3D printing methods, such as fused deposition modeling, inkjet 3D printing, and stereolithography, where the non-covalent bonding (e.g., van der Waals force) connects the interfaces, 58 and the printed samples with θ = 0° are supposed to exhibit the weakest mechanical performance during tension as the interfaces are being stretched.
The glass transition behaviors of printed samples were examined by using the DMA tests. The temperature-dependent storage moduli and tan δ are, respectively, plotted in Supplementary Fig. S3a and b with different printing directions. Meanwhile, the rubbery modulus (at 100°C) and network Tg are summarized in Figure 3d. It shows that the rubbery moduli of printed polyimines remain in the same range (9.1–12.5 MPa) with different printing directions, which is close to that of solution-phase prepared composites (13.2 MPa). However, the evolutions of storage modulus and tan δ differ notably as a function of printing direction. For example, the Tg of the printed sample with θ = 0° (∼68°C) is much lower than that of solution-phase prepared composites (∼75°C). This might result from distinguished interfacial dynamic properties in the normal and shear directions. The detailed mechanisms deserve our further exploration.
3D printing of polyimine composite structures
Figure 4a shows the appearances of printed raster structures before and after post-curing. The inks were loaded with different amounts of nano-clay (2, 5, 10, and 15 wt%, respectively), and the printing and post-curing conditions were set to be identical for each case. Although the pure polyimine inks spread on the tray right after deposition, adding nano-clay enabled the printed structures to be self-supported due to the promoted shear modulus and yielding stress (Fig. 2). Sufficient nano-clay should be incorporated to guarantee the structures to be stable during the post-curing process (initially at 45°C and then at 80°C). For example, if only 2 wt% of nano-clay was added in the ink, the printed raster structures would melt after heating for just 20 min. Increasing the nano-clay concentration could protect the micro-profiles of printed structures with their filamentary geometry to be clearly visible. Further, since the polyimine inks were pre-cured without excessive solvent, the geometry of final parts was well preserved without cracking, shape distortion, or significant volume shrinkage.
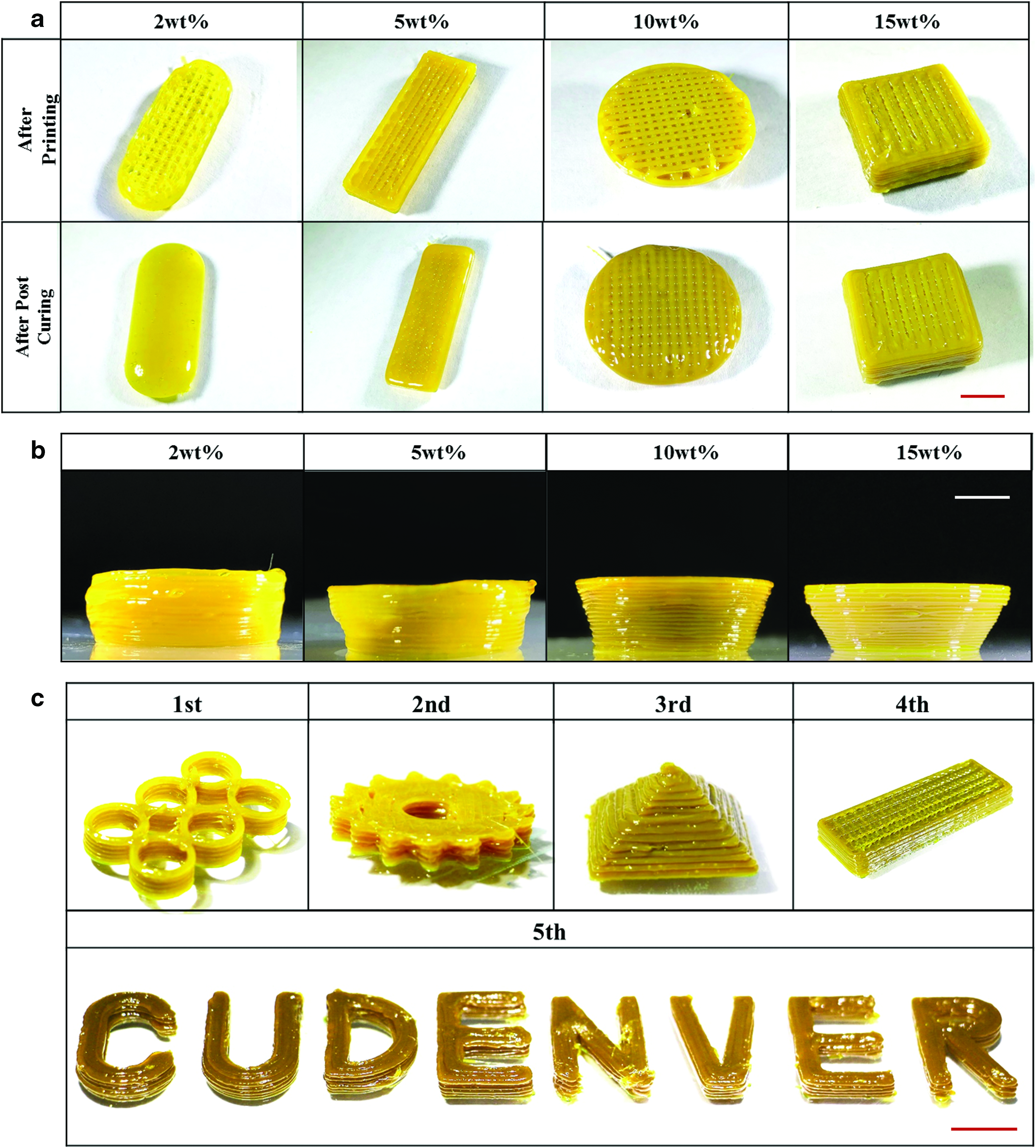
The incorporation of sufficient nano-clay also enabled the 3D printing of complex structures with dangling features without support materials (or sacrificed materials). As a demonstration, we printed a circular truncated cone by using polyimine inks with different amounts of nano-clay. The cone in each case had identical geometry with an aperture angle of 60°. Figure 4b shows the appearances of the structures after post-curing. It is observed that the one printed with 2 wt% nano-clay collapsed with notable shape distortion, whereas the shape was perfectly maintained when the nano-clay concentration was increased to 15 wt%.
Following the recycling procedure as described in the Materials and Methods Section (Recyclable DIW 3D printing), the printouts were subjected to depolymerization in propylamine solvent (weight ratio between the solvent and polymer is 1:2) and pre-cured at 50°C for 40 min for the next cycle of 3D printing. This process was repeated for five times. A variety of new architectures were printed and fully cured, as shown in Figure 4c. It shows that the surface texture and structure of each printout are clearly visible, which indicates the stable rheological properties and printability of the developed inks. It should be noted that no supplementary material was added during this process. The ink was completely recycled from the previous printing cycle. It is also observed in the figure that the polyimine structures darken after a few printing cycles. This might result from the intrinsic brown color of the nano-clay additives, which darkened after multiple high-temperature recycling steps. However, as revealed in Synthesis of Polyimine CANs section, the color change of the polyimine composites did not notably affect their BER kinetics or thermomechanical behaviors. Compared with the previously investigated epoxy CANs, the polyimine networks exhibit lower processing temperature and catalyst-free features, which avoid the issues of catalyst degradation and enable their long-time stable printing performance.
Conclusions
In summary, the solvent-assisted recycling approach of polyimine CANs is applied to design printable inks for recyclable DIW 3D printing. We have investigated the influences of ink composition and rheological properties on the printability, recyclability, and thermomechanical properties of printed CAN components. Using the DMA and stress-relaxation tests, we demonstrate that the polyimine networks can be recycled for multiple times with near-identical BER kinetics and glass transition behaviors. Rheological measurements confirm that the incorporation of nano-clay introduces the shear thinning effect and promotes the ink shear modulus and yielding stress such that the printed filaments can maintain their geometry after post-curing. The directional mechanical and thermodynamic properties of polyimines printed in different directions are studied. Specifically, due to the interfacial polymerization through covalent bonding, the anisotropic mechanical properties (elastic modulus and strength) of printed structures are greatly mitigated. Finally, the recyclable 3D printing of polyimine structures is demonstrated, where the printouts are recycled for five times and the developed inks exhibit excellent printability in each cycle. Our studies will open the door to many new opportunities for 3D printing of malleable thermoset materials and their functional composites.
Footnotes
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.