
Abstract
In this study, an aluminum (Al)–6.3 magnesium (Mg) alloy was fabricated using wire arc additive manufacturing (WAAM), and adopting the cold metal transfer advanced process, with the thermal history of the deposits controlled by the interpass temperature, and the changes in the material properties of the deposits were studied. The effects of various interpass temperatures on the deposition surface oxidation, geometry, pores, microstructure, and mechanical properties of the fabricated part were investigated. The results showed that with the decrease of interpass temperature, degree of surface oxidation decreases, width of deposits decreases, height of layer increases, porosity decreases, dendrites were eliminated, grains were refined, segregation of the harmful precipitated phases [β(Mg2Al3) and (FeMn)Al6] reduces, and the microstructure is homogenized. In addition, thermal history played a decisive role in improving the performance of the WAAM Al–Mg alloy. Reducing the interpass temperature effectively improved the mechanical properties and reduced the difference between the horizontal and vertical properties of the deposits. The optimal mechanical properties included a tensile strength of 321 MPa, yield strength of 232 MPa, and elongation of 28%.
Introduction
Wire arc additive manufacturing (WAAM) is a new technology. Williams et al. described that WAAM has shown many advantages in creating large- and medium-sized low-complexity metal components with high material utilization, high deposition rates, high equipment flexibility, low equipment cost, and consequently environmentally friendly. 1 Herzog et al. reports that several engineering materials, including aluminum (Al) alloys, titanium alloys, low-carbon steels, and nickel-based superalloys, have successfully been applied to produce maximal density parts. 2 In recent years, Al alloys have attracted increasing attention because of their light weight, among which Al–Mg (magnesium) alloys have increasingly attracted attention from the industrial manufacturing sector because of their good toughness, high corrosion resistance, superior weldability, and relatively good plasticity. 3 These have been widely used in the aviation, aerospace, marine, military, pressure vessel, and automotive sectors.
As described by Williams et al., heat accumulation is an intrinsic characteristic of the WAAM process for depositing metal parts in a layer-by-layer manner, 1 with a complex thermal history producing differences in the material performance. Numerous investigations of the thermal history in WAAM deposition have been performed to understand this relationship. Suryakumar et al. observed that the thermal cycles lead to coarse-grained microstructures with uneven hardness along the depositing direction when steel is produced by WAAM. 4 Wu et al. reported that when forced interpass cooling was used between the deposited layers of Ti6Al4V alloys manufactured using WAAM, the hardness values were slightly higher, strength was increased, deposition properties were improved, and geometrical repeatability was promoted. 5 Wu et al. pointed out that heat accumulation during additive manufacturing had significant effects on the stability of a gas tungsten WAAM-fabricated Ti-6Al-4V alloy. 6 Ding et al. described some challenges in WAAM processing. One of these was the residual stresses and distortion produced by the welding heat input. 7 Ning et al. conducted thermal simulation of metal powder bed additive manufacturing, and the results showed that the temperature distribution gradient directly controlled the mechanical properties and dimensional accuracy of the formed parts. 8 Ning et al. developed finite element models to predict temperature distribution of the build part (Ti-6Al-4V) and get the relationship between heat distribution of build and thermal stress and residual stress. 9 These investigations confirmed the importance of in-process temperature monitoring and control during WAAM deposition and, therefore, there is a tremendous need for process control in WAAM to optimize the material performance.
For Al–Mg alloys, the Mg element is reactive, readily oxidized, and sensitive to heat. There has been little research on Al–Mg alloys manufactured using WAAM techniques. Horgar et al. studied the WAAM of an AA5183 Al alloy using a short-pulsed mode, and mechanical testing showed a tensile strength and yield of 293 and 145 MPa, respectively. 10 Geng et al. found that when using gas tungsten arc welding to additively manufacture a 5A06 alloy, the average values for the ultimate tensile strength (UTS), yield strength (YS), and elongation were 273 MPa, 124 MPa, and 34%, respectively. 11 Gu et al. reported that when WAAM was used to manufacture an Al–Mg4.5Mn (5087) alloy using the pulsed cold metal transfer (CMT-P) mode, the mean UTS, YS, and elongation for the as-deposited 5087 alloy were 291 MPa, 142 MPa, and 22.4%, respectively. 12 Colegrove et al. pointed out that the strength of additive manufacturing is normally significantly less than that of a commercial wrought alloy. 13 For example, the tensile strength and YS of the conventional and widely used wrought 5083 alloy are 324 and 248 MPa, respectively. 11 Although, as previously mentioned, a material produced using WAAM has inferior strength, no researcher has considered the heat accumulation during its processing, and to date, there has been no report on the effect of the thermal history on the material properties of Al–Mg alloys produced using WAAM.
In this study, CMT-based WAAM was applied to produce Al–6.3Mg alloys, where a CMT advanced (CMT-ADV) process was used because of its lower thermal input and high deposition rate. 14 The interpass temperature was considered as a variable to control the thermal deposition in the WAAM process, with the aim of determining the relationship between the properties and heat history. The effects on the surface oxidation, geometrical features, pore formation and distribution, mechanical properties, and microstructural evolution were investigated. The aim of this study was to provide a theoretical foundation for designing and improving the properties of WAAM Al–Mg alloys, and offer some helpful assistance to later researchers.
Experimental procedure
Materials and experiment setup
Experiments were performed using a CMT–WAAM system, which mainly consisted of an ABB robot IRB2600, a Fronius CMT 4000R power source, a wire feeder, a shielding gas system, and a working table, as shown in Figure 1. The Al–6.3Mg alloy wire (with a diameter of 1.2 mm) was provided by the North East Industrial Materials & Metallurgy Co., Ltd. The chemical composition is listed in Table 1. The substrate metal was commercial 5083-O, with the dimensions of 300 × 150 × 10 mm. Pure argon (99.999%) was used for the shielding gas. An infrared radiation pyrometer was used to measure the interpass temperature.

CMT–WAAM system. CMT, cold metal transfer; WAAM, wire arc additive manufacturing.
Chemical Composition of Al–6.3Mg Alloy
Deposition processing
The substrate was fixed to the working table, preheated to 100°C, and polished with a brush. The CMT-ADV mode was employed to fabricate walls with the dimensions of 200 × 150 mm. Four groups of tests were conducted with the interpass temperature as a variable. Owing to the poor fluidity of Al–Mg alloy, too low interpass temperature will lead to poor spread of molten pool, which is not suitable for WAAM process. In this article, interpass temperature is selected as 200°C, 160°C, 120°C, and 80°C. The interpass temperature was controlled by the dwell time between layer depositions and no shield gas was used during dwell time, through natural convective and conductive cooling. The process parameters are provided in Table 2.
Process Parameters for Al–6.3Mg Alloy
Material characterization techniques
Two tensile test samples perpendicular to the deposition direction (horizontal samples) and two tensile test samples parallel to the deposition direction (vertical sample) were extracted from the fabricated Al–6.3Mg alloy walls. These are illustrated schematically in Figure 2A, with the specimen dimensions reported in Figure 2B. Tensile tests were performed at room temperature using an electromechanical universal testing machine. A spark direct reading spectrometer was used for component detection. The metallographic specimens were ground and polished to a mirror finish, and then etched in mixed acid reagent containing 1 vol% HF, 1.5 vol% HCl, and 2.5 vol% HNO3, with the balance consisting of H2O. The macrostructures were examined using an optical microscope. The microstructures were characterized using scanning electron microscopy. The microarea composition was measured using energy dispersive spectrometry.
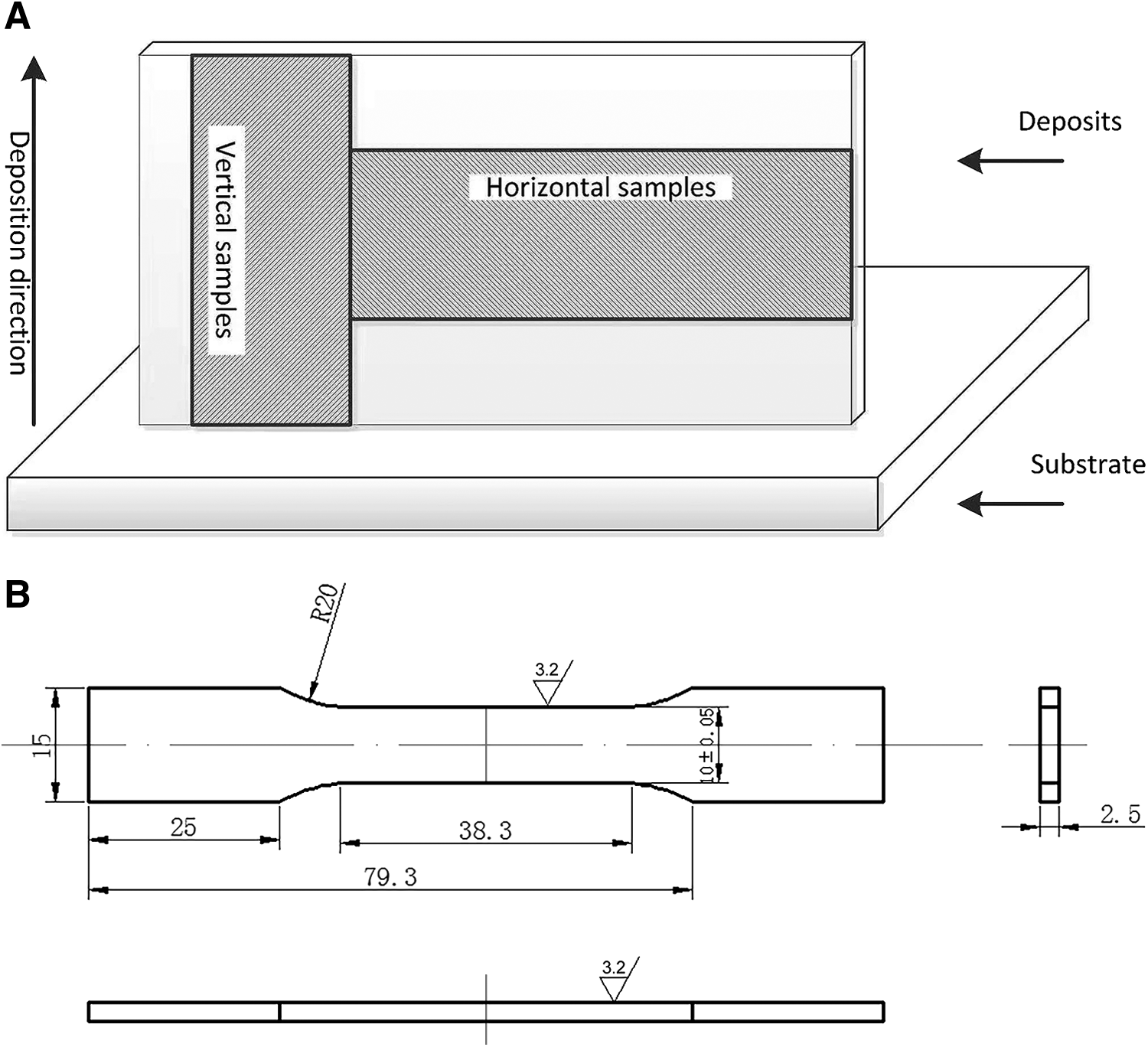
Schematic diagram of extracted tensile sample.
Results and Discussion
Surface oxidation and deposition geometry
Figure 3 shows that various degrees of surface oxidation could be observed at different interpass temperatures. As shown in Figure 3A, when the interpass temperature was controlled to 200°C, severe surface oxidation was generated, and the surface was black. When the interpass temperature was decreased from 200°C to 160°C, 120°C, and 80°C, the degree of surface oxidation gradually decreased, and the surface changed from black to yellowish-black, gray white, and then silvery white, respectively. The newly uppermost deposited layer remained bright silvery white and was not changed by the dwell time and interpass temperature, indicating that no surface oxidation was generated by the absorption of atmospheric oxygen after the shielding gas was turned off at the end of welding. However, a large amount of heat for the next deposited layer accelerated the oxidation of the surface Mg elements when the high-energy arc of the newly deposited layer passed. This demonstrated that the surface oxidation could obviously be improved by controlling the heat of the deposition.

Surface oxidation appearances of WAAM-fabricated Al–6.3Mg deposits with different interpass temperatures
Figure 4 shows the dimensions of the WAAM-fabricated Al–6.3Mg deposits produced using different interpass temperatures. When the interpass temperature was decreased from 200°C to 160°C, 120°C, and 80°C, the width of the deposited wall was decreased by 14.6%, 26.9%, and 29.3%, respectively, and the layer height was increased by 11.9%, 23.8%, and 26.2%, respectively. When the interpass temperature was decreased from 120°C to 80°C, the width and layer height of the deposited wall were consistent. This was a result of the width of arc, wire feed speed, travel speed, and fusion depth. These results indicated that the interpass temperature had a significant effect on the manufactured geometry, even when all of the other process parameters remained unchanged.

Dimensions of WAAM-fabricated Al–6.3Mg walls at different interpass temperatures.
Pore distribution and formation
Kobayashi et al. reported that porosity reduces the strength of Al alloys because it reduces the bearing capacity of tensile load, 15 Anyalebechi pointed out that pores can cause strain concentration in their vicinity, leading to premature fracture. 16 Cong et al. showed that the application of WAAM Al alloys might be restricted by porosity defects. 17 Thus, it is important to reduce the porosity of Al alloys to improve the mechanical properties.
Cong et al. reported that the CMT-ADV process can further reduce the number of pores and their area percentages compared with those of the CMT-pulse process for the Al–6.3% Cu alloy, showing that the CMT-ADV process is beneficial for restraining the generation of pores. 18 Figure 5 shows the optically observed porosity of the WAAM Al–6.3Mg alloy, where the CMT-ADV process was used in the experiment. It can be observed that the pores in the WAAM deposition body are round and discretely distributed, and there are various diameters of pores distributed in the WAAM Al–6.3Mg alloy. As presented in Figure 6 for all the samples, the pores were <100 μm in diameter, and their number and size decreased with the interpass temperature. Moreover, no pores >50 μm in diameter existed in the samples when the interpass temperature was 80°C.
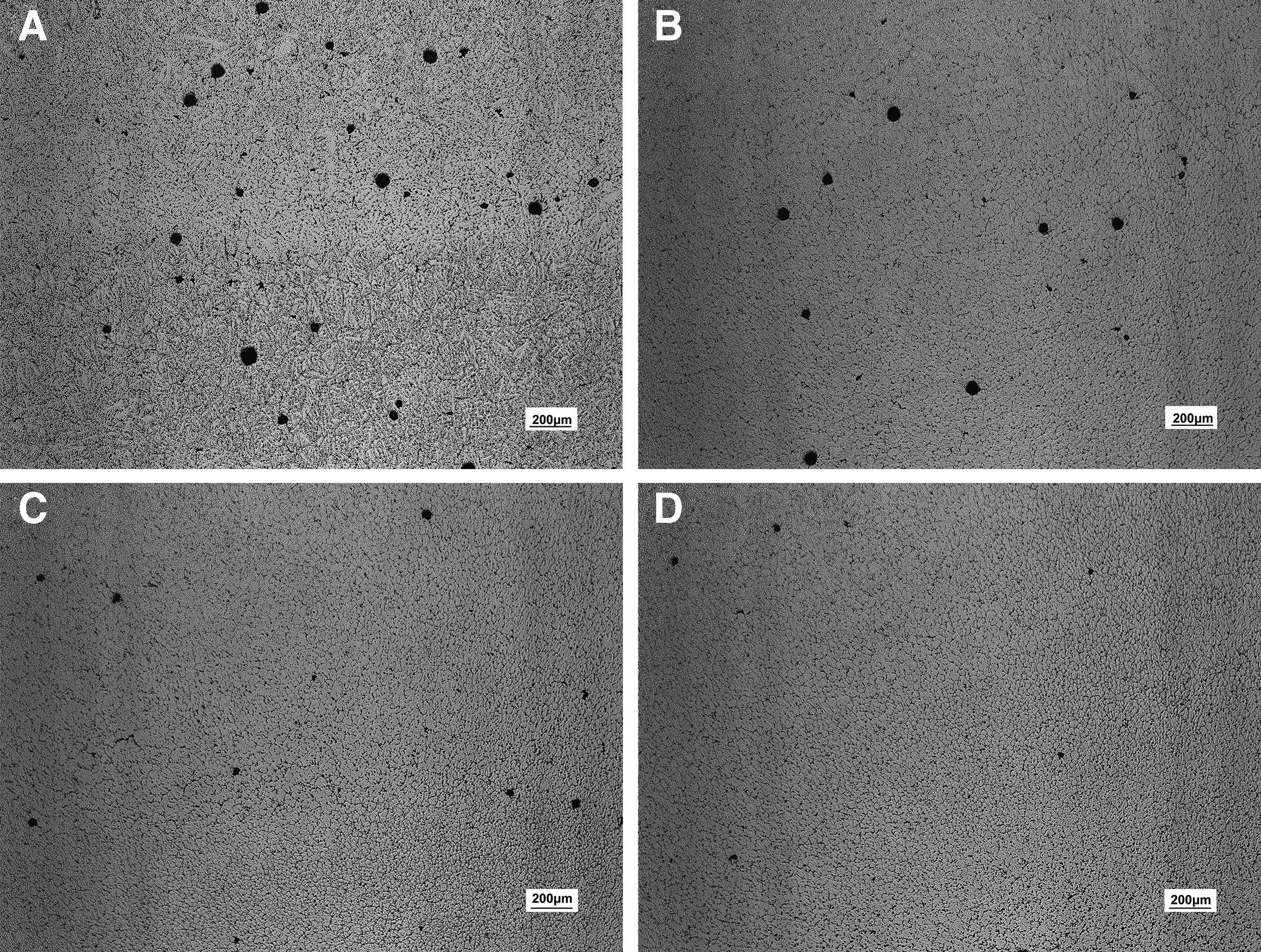
Optically observed porosity for WAAM-fabricated Al–6.3Mg alloy with different interpass temperatures
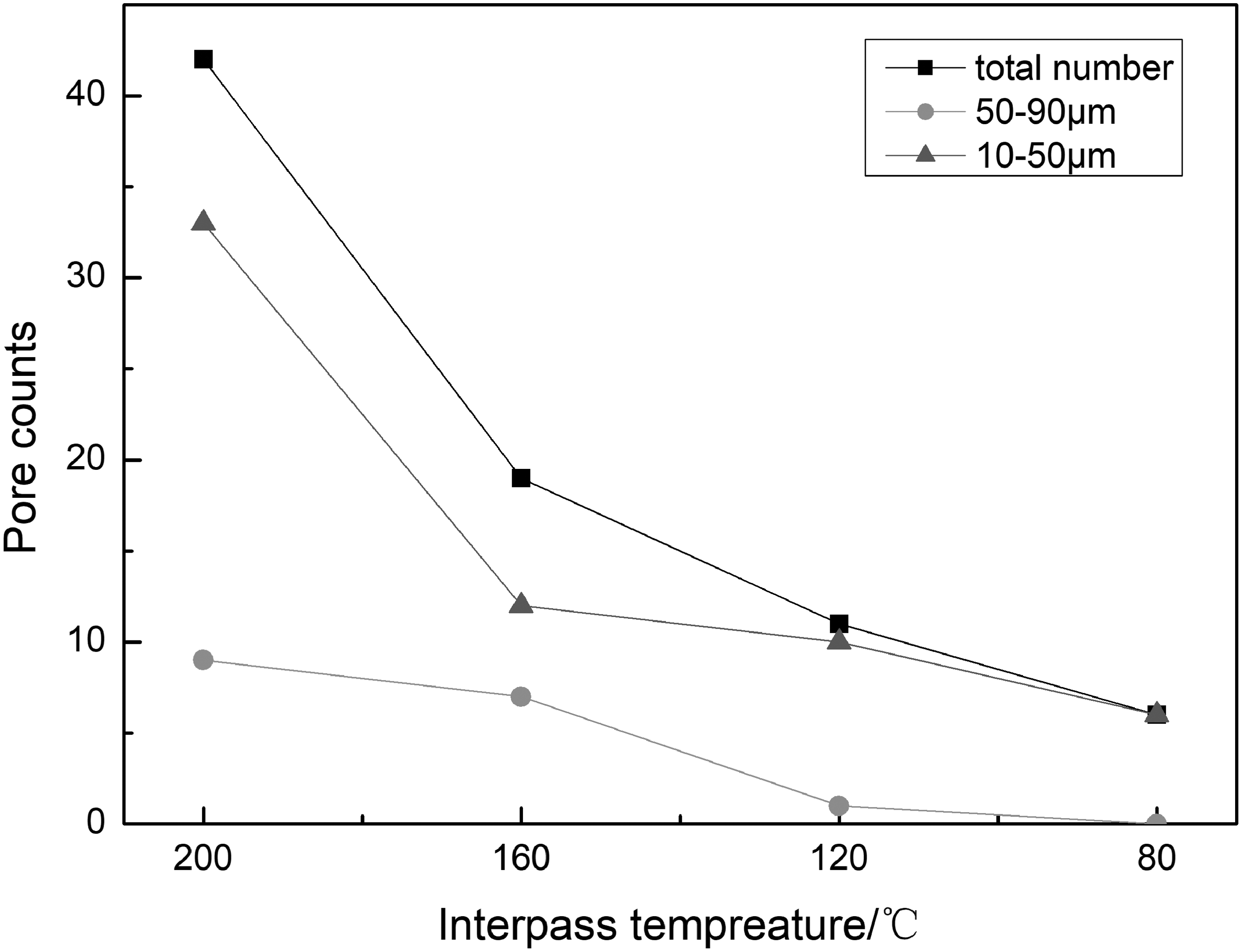
Number of pores varies with interpass temperature.
It is widely believed that hydrogen is the main cause of the porosity in Al alloy welds and the WAAM process. Bubble generation has three stages, nucleation, growth, and upwelling, and as a result of the characteristics of a small heat input and quick solidification of the molten pool in the CMT-ADV process, the porosity is mainly controlled by the first two stages. The nucleation probability of a bubble conforms to the following Equation (1).
where j is the number of bubble nuclei formed per unit time, r is the critical radius of the bubble nuclei, σ is the surface tension, K is the Boltzmann constant (
where Ph is the pressure inside the bubble and Po is the external pressure that impedes the bubble formation and growth. According to the formula, a larger molten pool viscosity is associated with a greater external pressure for the bubbles, which is not conducive to the growth of bubbles.
It can be seen from the mentioned analysis that for the CMT-ADV process, when the interpass temperature is reduced, the solidification rate, viscosity, and surface tension of the molten pool increase, which can effectively prevent the nucleation and growth of bubbles.
Microstructure
Figure 7 shows the metallographic structures of materials produced using WAAM deposition with different interpass temperatures. It is observed that a layer and an interlayer can easily be recognized when the interpass temperature is 200°C or 160°C. The grains in the layer are fine, with sizes of 30–50 μm. Most of them are equiaxed crystals, and the aggregation of the precipitated phase can be observed. When the interpass temperature was decreased, the microstructure difference between the layer and interlayer decreased, and the grains were refined. When the interpass temperature was decreased to 80°C, there was no significant difference between the layer and interlayer, the dendrites were eliminated, and there were fine equiaxed crystals, with no grains >50 μm. In addition, the precipitate phase was evenly distributed. This phenomenon was caused by remelting from the new layer to the previous layer and the accumulation of heat. The higher interpass temperature increased the accumulated heat of the deposit, thus increasing the percentage of remelting and residence time of the molten pool, and finally leading to the formation of coarse dendrites and the segregation of the precipitated phase.
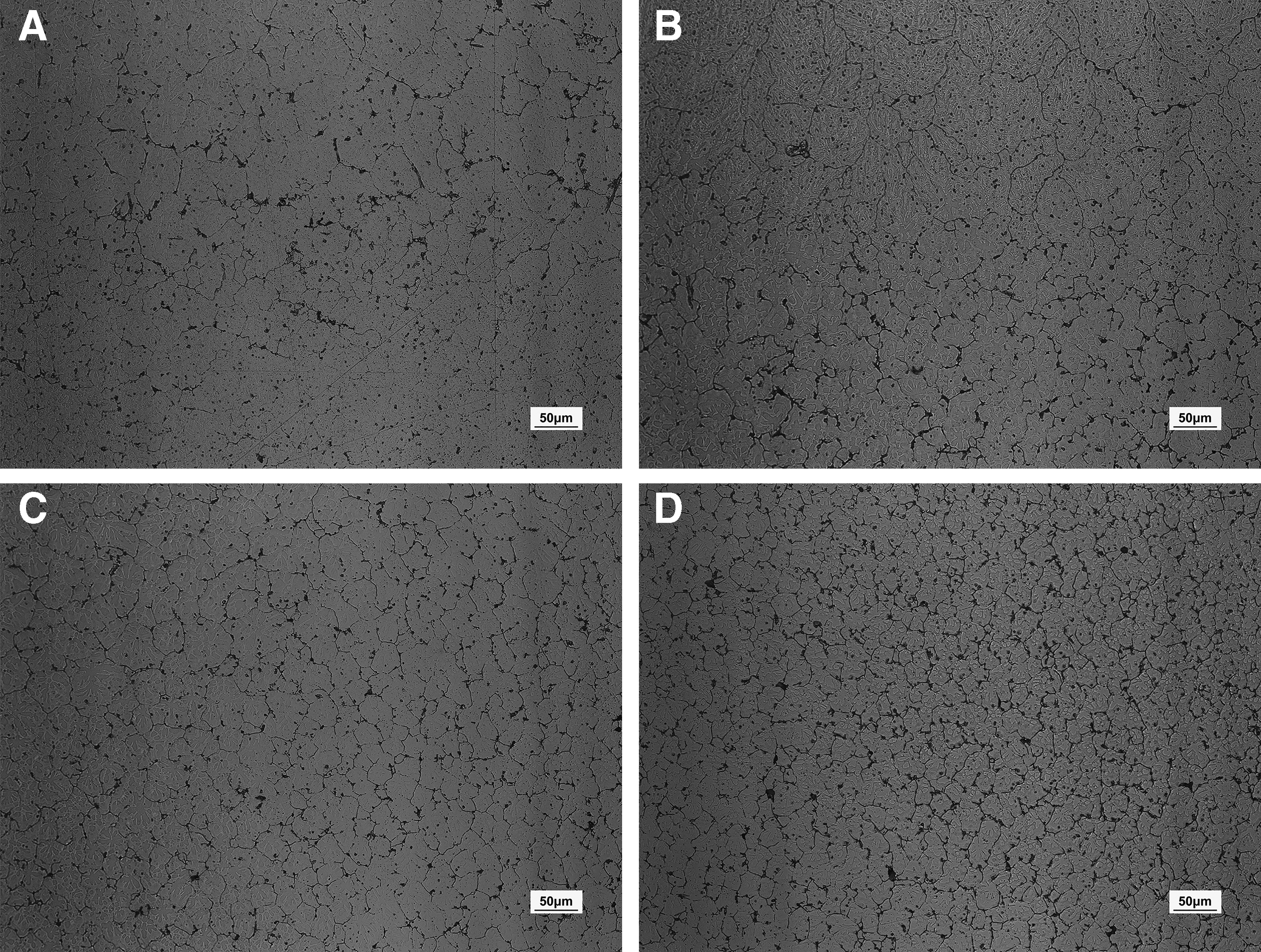
Metallographic structures of materials produced using WAAM deposition with different interpass temperatures
Figure 8 shows the morphology and composition of the precipitated phase produced by the element segregation. As shown in Figure 8A, there are two main types of polarizable phases. Combining the chemical analysis results shown in Figure 8B and a metallographic atlas shows that these two phases are (FeMn)Al6 and β(Mg2Al3), which are marked with the symbols a and b, respectively. The (FeMn)Al6 phase is insoluble, hard, and brittle, and is a thick sheet of segregated polymer. The β(Mg5Al8) phase has a face-centered cubic structure and is brittle at room temperature, with a higher alloy content associated with worse plasticity. A large amount of enrichment of these two phases will result in a stress concentration and easy cracking during the tensile process, thus providing a source of cracks, decreasing the mechanical properties of the alloy, and increasing its sensitivity to stress corrosion. It can be seen from Figure 7 that the segregation of these two precipitated phases can be controlled by lowering the interpass temperature.
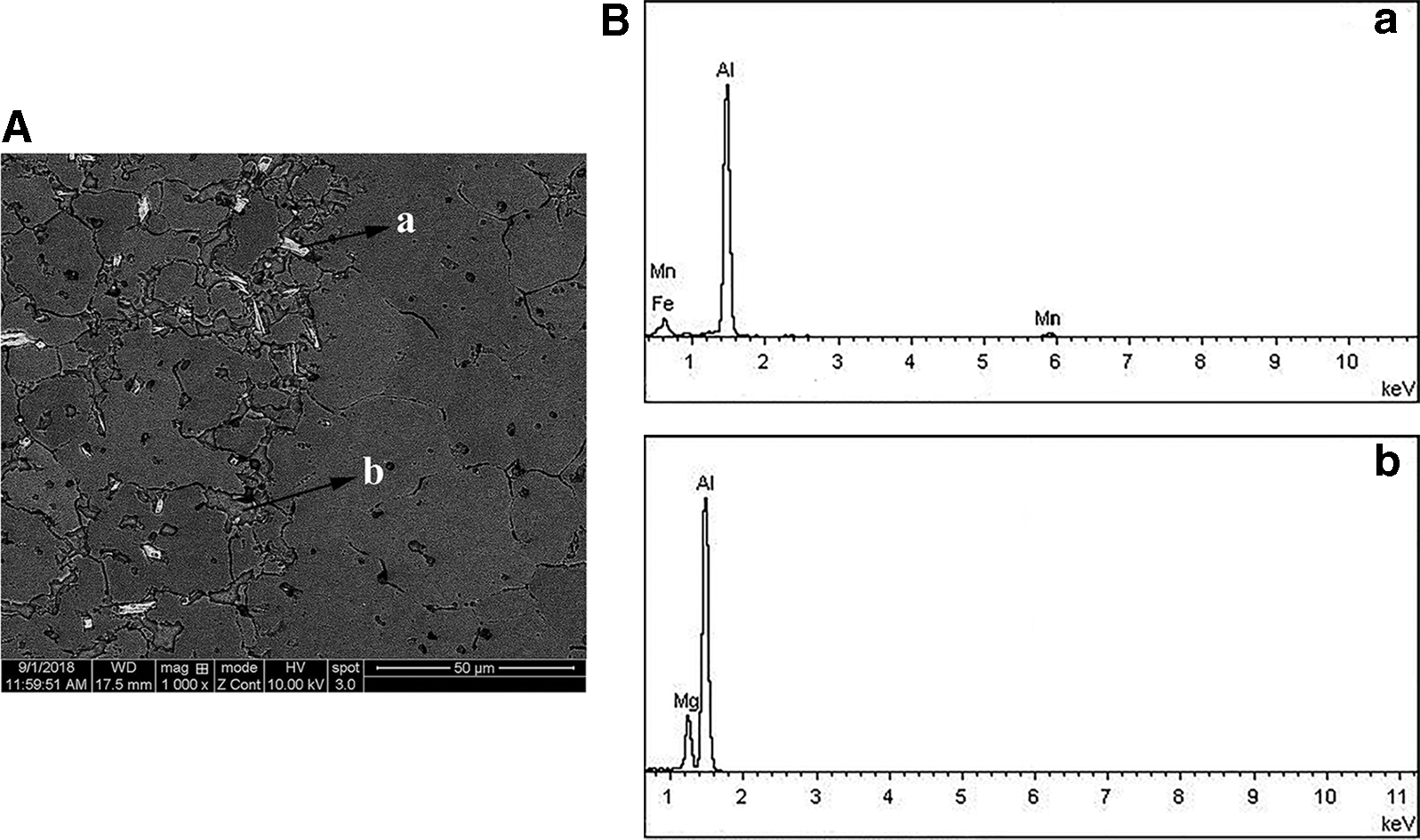
Morphology (SEM)
Mechanical properties
Figure 9 shows the mechanical properties of specimens fabricated using different interpass temperatures, including the UTS, YS, and elongation. As shown in Figure 9A, the horizontal UTS and YS were insensitive to interpass temperature changes, the elongation increased slightly, and the elongation of samples with an interpass temperature of 80°C was 12% higher than that of those with an interpass temperature of 200°C. However, the vertical mechanical properties could be significantly improved by reducing the interpass temperature, as shown in Figure 9B. The tensile strength, YS, and elongation all increased with a decrease in the interpass temperature, and the horizontal and vertical differences were significantly decreased. Compared with those of a specimen produced using an interpass temperature of 200°C, when 80°C was used, the tensile strength increased by 25%, YS increased by 36%, and elongation increased by 113%. Based on the previous analysis, the improvement of the mechanical properties depends on the decrease in porosity, grain refinement, decrease in the harmful precipitated phase, and homogeneity of the interpass structure when the interpass temperature is decreased.
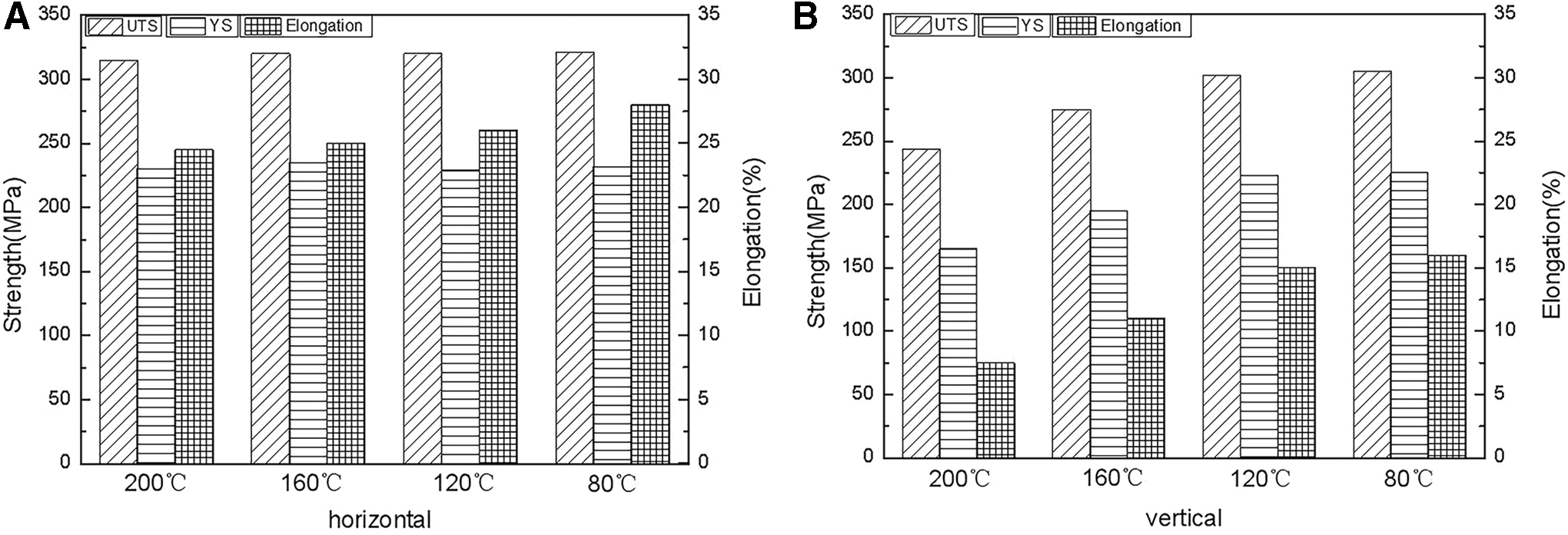
Horizontal
The optimal mechanical properties obtained in this study were a tensile strength of 321 MPa, YS of 232 MPa, and elongation of 28%. The tensile strength and YS data in this experiment were much higher than those found in other authors' studies. Geng et al. reported values of 273 and 124 MPa for the tensile and YSs of a WAAM-fabricated 5A06 Al alloy. 11 Dutra et al. studied the deposition of 5183 aluminum alloy and obtained a tensile strength of 283 MPa and YS of 146 MPa. 19 It can be seen that controlling the heat history played a decisive role in a wire arc additive manufactured Al–Mg alloy. In the process of manufacturing the Al–Mg alloy by WAAM, the selection of the process and formulation of the parameters are very important. In this study, when the interpass temperatures are between 120°C and 80°C, the mechanical properties of deposits tend to be stable, which can be used as an optimized process for this Al–Mg alloy fabrication.
Fracture behavior
Figure 10 shows the fracture morphologies of specimens produced using different interpass temperatures. It can be seen that the fracture mechanism of the Al–6.3Mg alloy manufactured by WAAM is a ductile fracture with obvious dimples. As shown in Figure 10A, there is no distinct difference in the fracture features among all of the horizontal tensile components produced with different interpass temperatures. Only the number of dimples increased slightly, which is the reason for the slight increase in horizontal elongation. As shown in Figure 10B, the vertical fracture was greatly affected by the heat history. When the interpass temperature was lowered, the depth and number of dimples increased, the size decreased, the distribution was more uniform, and the morphology gradually approached the horizontal fracture morphology. The change trend of the fracture morphology was consistent with that of the microstructure and mechanical properties.
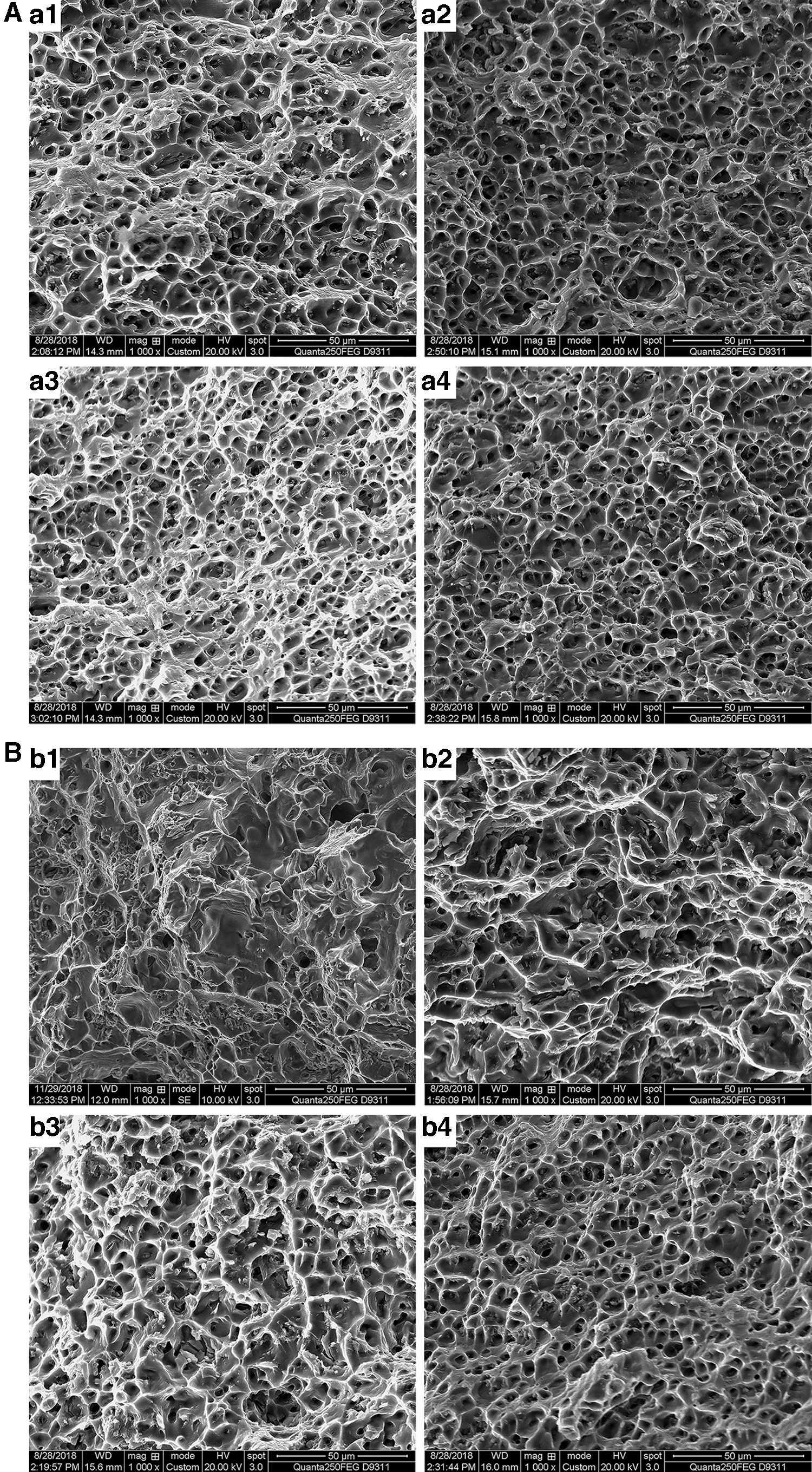
Horizontal
Conclusion
In this study, the interpass temperature was used as a variable to control the heat history in the WAAM process for an Al–6.3Mg alloy, and the surface oxidation, deposition geometry, porosity, microstructure, mechanical properties, and fracture morphology were investigated. The following results were found:
In the WAAM process for the Al–6.3Mg alloy, decreasing the interpass temperature effectively decreased the thermal history of the deposits and prevented surface oxidation. In addition, the interpass temperature could be used to accurately control the geometry of each deposition layer. The nucleation and growth of bubbles could effectively be inhibited by decreasing the thermal history when the CMT-ADV process was used to manufacture the Al–6.3Mg alloy. When the interpass temperature was decreased to 80°C, the number of pores obviously decreased, they were all <50 μm, and the distribution was discrete. A decrease in the interpass temperature during the WAAM process had a significant effect on the interlayer microstructure, eliminating dendrites, refining grains, reducing the deposition of harmful precipitated phases [β(Mg2Al3) and (FeMn)Al6], and making the microstructure more uniform. When using WAAM for the Al–6.3Mg alloy, the mechanical properties could effectively be improved by reducing the interpass temperature. Compared with those of a specimen produced using an interpass temperature of 200°C, when 80°C was used, the horizontal elongation could be increased by 12%, and the vertical tensile strength, YS, and elongation were increased by 25%, 36%, and 113%, respectively. The optimal mechanical properties obtained in this study were a tensile strength of 321 MPa, YS of 232 MPa, and elongation of 28%. Interpass temperatures range from 120°C to 80°C, mechanical properties of deposits tend to stabilize. The fracture mechanism when using WAAM for the Al–6.3Mg alloy was ductile fracture.
In this article, WAAM Al–Mg alloy deposits were studied from the perspective of thermal history for the first time, and the influences of thermal history on the formation, microstructure, and properties of WAAM Al–Mg alloy deposits were clarified, which has guiding significance for the development of WAAM Al–Mg alloy. In the future, the WAAM process and parameters for an Al–Mg alloy will be further optimized. Thermal simulation equipment will be used to analyze the changes in the temperature field for the whole process, and more advanced means will be developed to control the interpass temperature and heat history in the entire manufacturing process, so as to truly realize shape control and performance control of an Al–Mg alloy produced using WAAM.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The authors express appreciation for the support provided by the National Key Research and Development Plan “additive manufacturing and laser manufacturing” (project no. 2018yfb1106300-5).