
Abstract
Al-Cu-Sn alloy deposits with different Sn contents were prepared by the wire and arc additive manufacturing process. The microstructure and mechanical properties of the deposits were examined by metallography, scanning electron microscopy, energy-dispersive X-ray spectroscopy, transmission electron microscopy, and tensile tests. The results indicated that the addition of Sn significantly refined the microstructure of the deposits in their as-deposited state, and the grains were transformed from dendrites to equiaxed crystals with a uniform grain size of ∼30 μm. For the deposits with Sn ≥0.15%, the continuous and elongated θ phase on the grain boundary became block-shaped, and the size of the precipitated phase increased. After T6 heat treatment, the θ phase completely dissolved in the substrate in the deposits with Sn ≤0.1%, whereas the θ-phase solid dissolution was incomplete in the deposits with Sn ≥0.15%; the higher the Sn content, the greater the amount of θ phase remaining. After the T6 treatment, the deposits with an Sn content of 0.25% exhibited cracks distributed along the grain boundaries. The addition of Sn significantly increased the density of the θ′ phase, which was diffused and uniform in size; with an increase in the Sn content, the distribution density of the θ′ phase in the deposits first increased and then decreased as the peak-aging condition was reached. The addition of Sn could effectively improve the mechanical properties of the deposits, which first increased and then decreased with an increase in the Sn content. The mechanical properties of the deposits were optimal at an Sn content of 0.1%, with a tensile strength of 493 MPa, yield strength of 434 MPa, and elongation of 9.5%.
Introduction
The wire and arc additive manufacturing (WAAM) technique uses welding wires as the raw material and an arc as a heat source to form solid depositions layer by layer. The technique has the advantages of widely available raw materials1–3 and a high material utilization rate, 4 and its products have good internal quality and can be manufactured in any size. 5 But it still faces important challenges, such as suitable raw materials with high strength, 6 strategies and processes for high-quality products. 7 Al-Cu alloys have a wide range of applications in the aerospace industry owing to their excellent mechanical properties. 8 T6 heat treatment of Al-Cu alloy structures formed by the WAAM technique can induce fine grain sizes, uniform internal structure, no segregation, and excellent mechanical properties. 9
Al-Cu alloys are heat treatable and reinforced, and they are primarily strengthened by the precipitation of the strengthened transition phase of a supersaturated solid solution during aging. 10 The mechanical properties of the alloy are mainly related to the size, distribution, and shape of the strengthened phase. The addition of trace amounts of Sn, In, and Cd to Al-Cu alloys can significantly improve the effect of precipitation strengthening.11–13 Sn is more suitable for the WAAM process than the toxic Cd, which burns severely under an electric arc, 9 and the expensive and slightly radioactive In. 14
Current research on adding Sn to Al-Cu alloys is mainly focused on its action mechanism, and its effect on the structural properties has not been reported. Son et al. and Ringer et al. proposed that owing to the high diffusion rate of Sn in Al substrates and its strong binding ability to vacancies, the preferentially precipitated Sn-Sn atomic clusters combine with vacancies to delay the formation of Guinier–Preston (GP) zones. Sn-Sn atomic clusters transform into a precipitation phase, which acts as a heterogeneous nucleation point to promote the nucleation of the θ′ phase.15–18
Bourgeois et al. 19 suggested that Sn can adjust the mismatch between θ′ and the substrate, and decreasing the interface of the θ′ phase promotes its nucleation. Silcock et al.20,21 suggested that the action mechanisms of Sn, In, and Cd in Al-Cu alloys depend on the aging temperature: At higher aging temperatures (>200°C), the elemental precipitation phase acts as a heterogeneous nucleation site, and at lower aging temperatures (<200°C), solute atoms promote nucleation by reducing the mismatch between θ′ and the substrate.
In this study, Al-Cu alloys were formed by the WAAM process to investigate the microstructure and mechanical properties of deposits with different Sn contents. Further, the effects of the Sn content on the WAAM-formed Al-Cu alloy deposits were explored to determine the optimal amount of Sn and develop a high-strength and tough Al-Cu alloy suitable for the WAAM process.
Experimental Content
The 1.2-mm-diameter Al-Cu alloy welding wire used in this experiment was supplied by Fushun Donggong Metallurgy & Materials Technology Co., Ltd. The chemical composition of the raw materials is shown in Table 1. The 2219 aluminum plate with a thickness of 10 mm was used as the deposition substrate.
Chemical Composition of the Raw Materials
The additive manufacturing system is shown in Figure 1a and mainly consists of the Fronius TPS 4000 arc welding power supply and an ABB 1410 welding robot. The additive manufacturing process is shown in Figure 1b, where the x-axis corresponds to the front side of the deposits, the y-axis is the moving direction of the heat source that corresponds to the lateral direction of the deposits, and the z-axis is the growth direction corresponding to the longitudinal direction of the deposits.
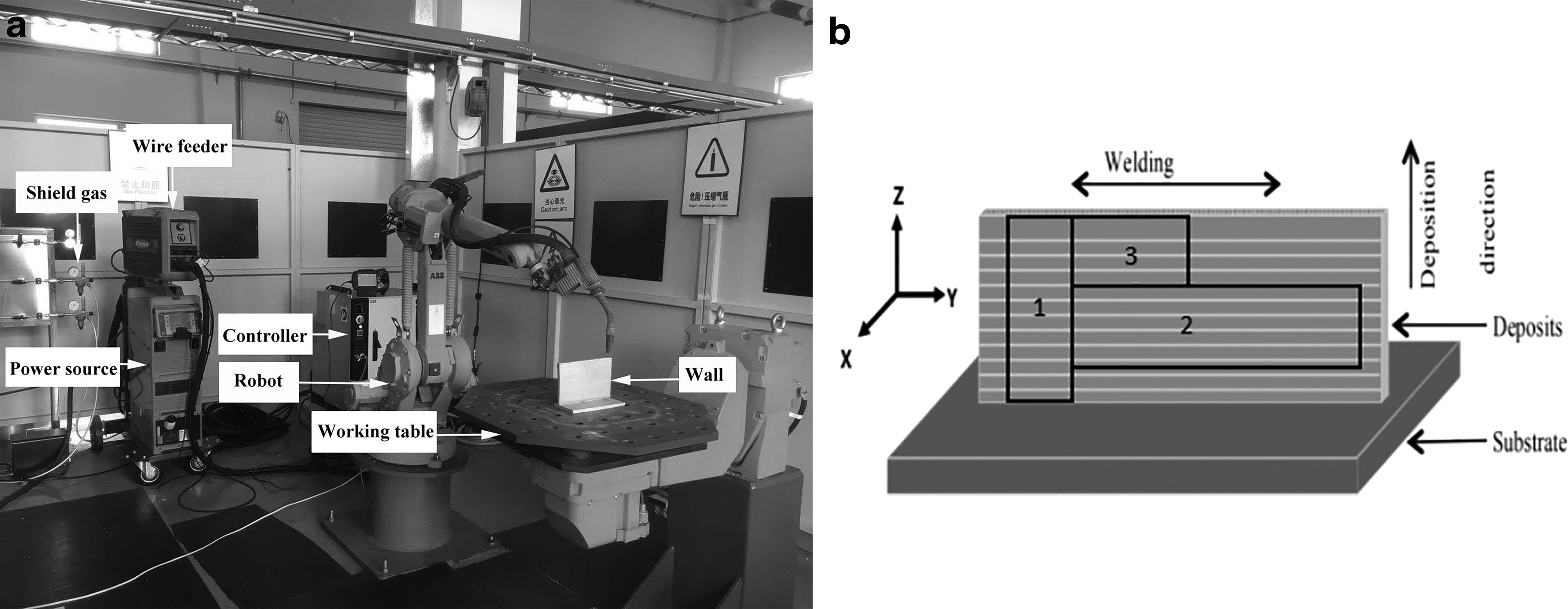
Schematic of the
The printing parameters are shown in Table 2. Argon gas with a purity of 99.999% was used as the additive shield gas. The solution treatment temperature, solution treatment time, quenching temperature, aging temperature, and aging time of the T6 heat treatment process were 535°C, 360 min, 40°C, 180°C, and 120 min, respectively.
Parameters Used in the Experiment
WAAM, wire and arc additive manufacturing.
A WDW-300 computerized electronic universal testing machine was used to conduct the mechanical performance tests. Further, a LEICA MEF4M metallographic microscope and a QUANTA FEG 250 scanning electron microscope (SEM) were used for the structural and morphological observations. Energy-dispersive X-ray spectroscopy (EDS) was conducted for the elemental and phase analysis, and an FEI Titan Themis spherical aberration-corrected transmission electron microscope (TEM) was used for the morphological observation of the precipitation phase.
The sampling locations and the machining shape of the mechanical samples are shown in Figure 1b; the dimensions of the wall are 200 × 150 mm. The tensile samples were collected at locations 1 and 2, and the metallographic and transmission samples were collected at location 3. The tensile samples were processed into a plate structure with a gauge length of 30 mm and a cross-sectional area of 2.5 × 10 mm2.
Results and Discussion
Microstructure
Microstructure in the As-deposited state
The microstructures of the deposits with different Sn contents in their as-deposited state are shown in Figure 2. Without the addition of Sn, the grains were mainly dendrites; the grain size was ∼70 μm; and the grain size variation was large, as shown in Figure 2a. With the addition of Sn, the grain size of the deposits in their as-deposited state was significantly refined. At an Sn content of 0.05%, the grains of the deposits were mainly equiaxed crystals, with a uniform grain size of ∼30 μm, as shown in Figure 2b. As the Sn content further increased, the refinement of the grains of the deposits was halted, and the grain size remained at ∼30 μm, as shown in Figure 2c–e. When the Sn content reached 0.25%, the grains of the deposits were transformed from equiaxed crystals into cellular crystals and were uniform in size, as shown in Figure 2f.
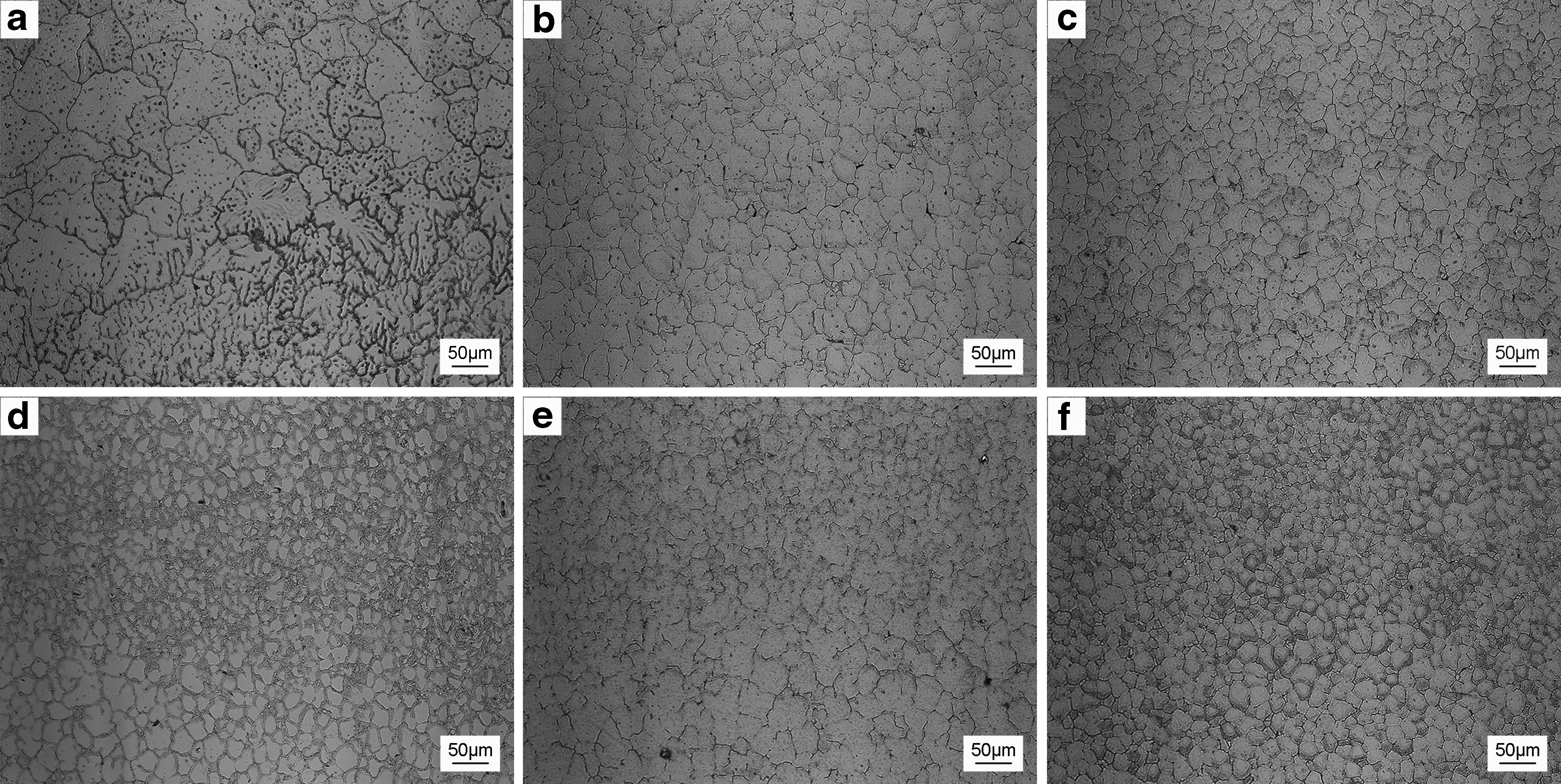
Microstructures of the Al-Cu alloy deposits with different Sn contents in their as-deposited state.
The addition of Sn tended to refine the grains of the Al substrate, because its solubility in Al is low. The solidification was likely to segregate at the grain boundary, which would increase the size of the constitutionally supercooled zone and the number of nucleation sites. This also inhibited the migration of the interface during solidification and hindered the growth of α-Al, thereby refining the grains. When the Sn content reached 0.25%, the constitutionally supercooled zone further expanded, and the solid interface lost its stability and became a cellular interface. Therefore, the grains in the deposits were mainly cellular crystals.
In the microstructure of the deposits, pore-like defects with a size of ∼10 μm were observed, as shown in Figure 2e. These micro-pores were generated during deposition due to insufficient gas protection. Figure 2 shows that the precipitation phases of the deposits with different Sn contents in their as-deposited state exhibited no segregation and were dispersed in the crystals and on the grain boundaries. When the Sn content exceeded 0.1%, the width of the grain boundary gradually increased as the Sn content increased.
SEM images of the deposits with different Sn contents are shown in Figure 3. When the Sn content was 0, the main precipitation phases of the deposits were the network-like and elongated θ phase (Al2Cu), and the T phase (Al12Mn2Cu), which contained a small number of impurities. With the addition of Sn, although the precipitation phases of the deposits continued to be mainly the θ and T phases, the precipitation phases in the crystals gradually decreased, and they were mainly distributed on the grain boundaries. At Sn contents of 0.05% and 0.1%, the type and morphology of the precipitation phases remained the same, as shown in Figure 3b and c. As the Sn content further increased, the morphology of the precipitation phases changed from a continuous, network-like elongated shape to a discontinuous block shape, and the size of the precipitation phases increased, as shown in Figure 2d–f. Accordingly, the metallographic analysis in Figure 2 illustrates that the width of the grain boundary increased as the Sn content increased.
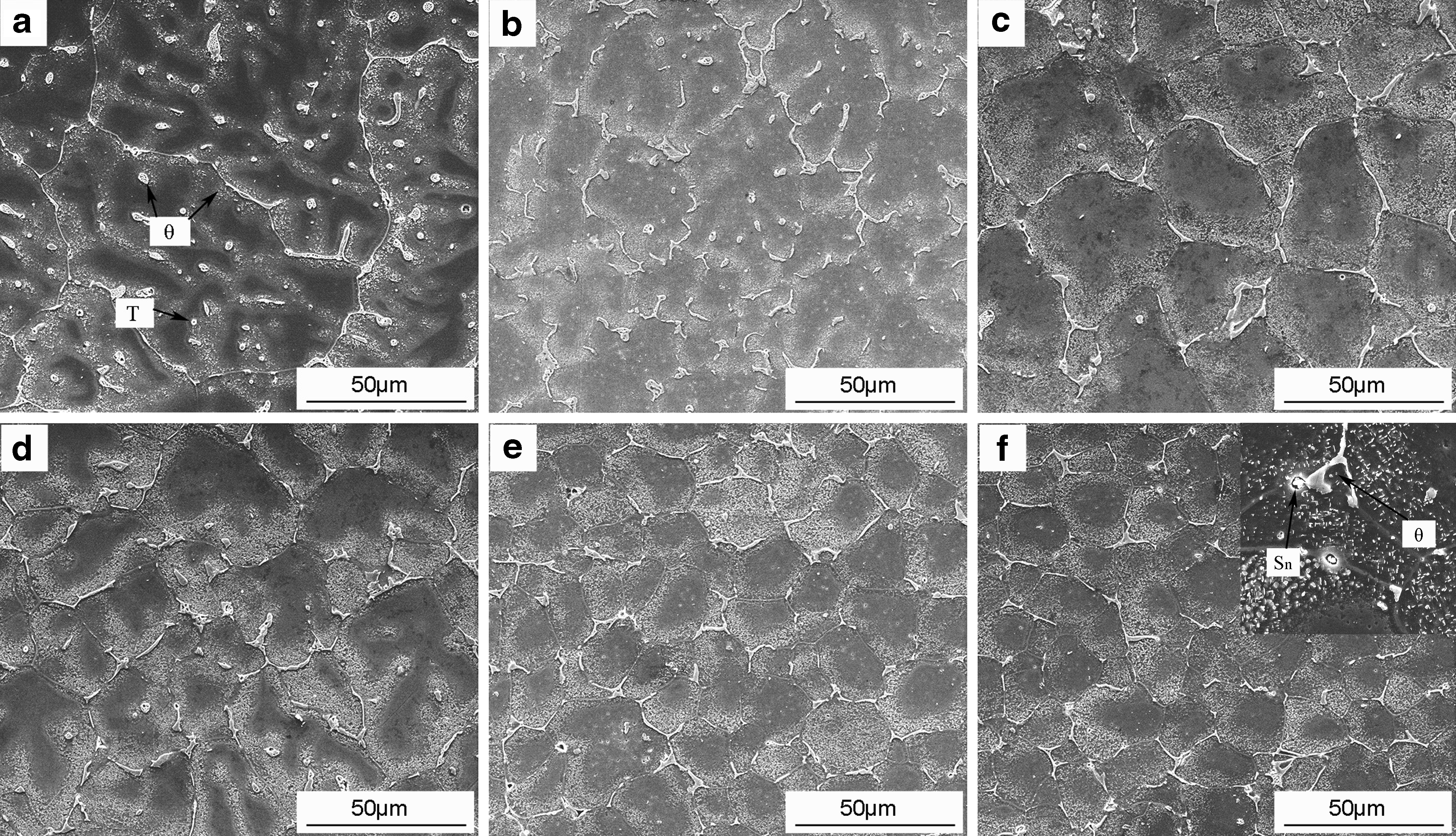
SEM images of the deposits with different Sn contents in their as-deposited state.
Owing to the low solubility of Sn in the Al substrate, excess Sn precipitated on the grain boundaries, thereby preventing the migration of Al and Cu atoms and inhibiting the growth of the θ phase along the grain boundary. This changed the growth direction from a continuous and elongated shape to a discontinuous block shape. When the Sn content reached 0.25%, elemental Sn was detected on the grain boundaries, and Sn particles appeared at the edge of the θ phase, blocking the growth of the θ phase along the grain boundary, as shown in Figure 2e.
Microstructure of the T6 state
The microstructure of the deposits with different Sn contents in the T6 state is shown in Figure 4. Owing to the hereditary effect of the alloy, the grain size of the deposits after heat treatment was the same as that in the as-deposited state. When the Sn content reached 0.25%, cracks appeared in the deposits after heat treatment, and, as shown in Figure 4f, the cracks were distributed along the grain boundaries. The microstructure of the deposits in their as-deposited state showed that, when the Sn content reached 0.25%, elemental Sn was present on the grain boundaries. Sn has a low melting point (232°C). Therefore, at the solution treatment temperature (535°C) used in this experiment, a thin liquid elemental Sn film formed along the grain boundary. Liquefaction cracking occurred along the grain boundary owing to the effect of the accumulated internal stress.
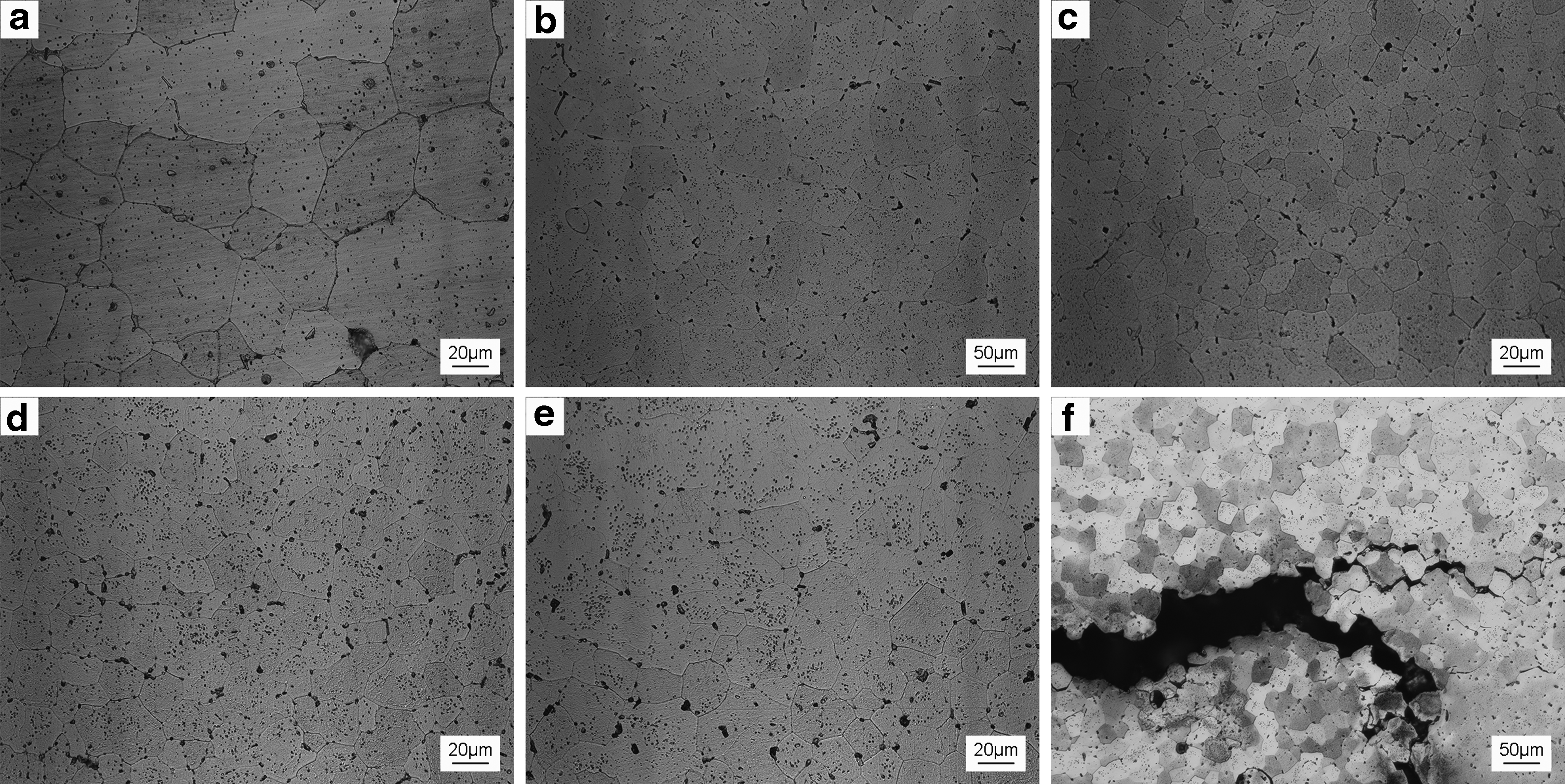
Microstructure of the deposits with different Sn contents in the T6 state.
For the deposits with no Sn, the primary θ phase in the crystals and grain boundaries fully dissolved into the Al substrate after heat treatment, and a small amount of the T phase was distributed in the deposits, as shown in Figure 5a. At Sn contents of 0.05% and 0.1%, after the T6 treatment of the deposits, the θ phase also completely dissolved into the substrate, and the T phase was distributed on the grain boundaries, as shown in Figure 5b and c. When the Sn content of the deposits further increased, the precipitation phase on the grain boundary after T6 treatment consisted of both the θ and T phases, as shown in Figure 5d and e; as the Sn content increased, the amount of θ phase on the grain boundary increased. These θ phases were not completely dissolved in the substrate during solution treatment.
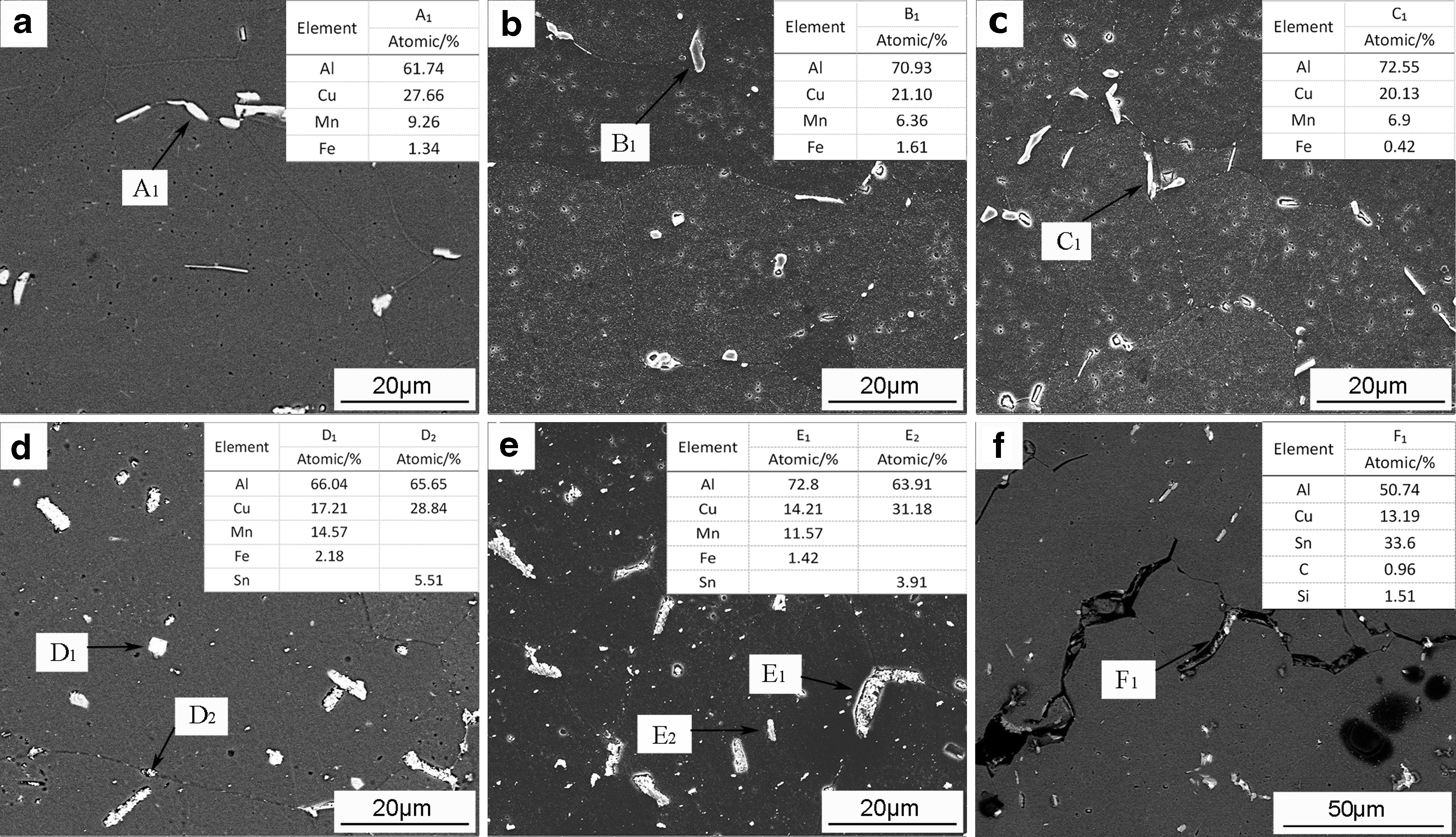
SEM and EDS of the T6-state deposits with different Sn contents.
In the structure of the as-deposited state, the morphology and distribution of the θ phase were modified because Sn precipitated at the grain boundary; the size of the θ phase was increased; and the specific surface area of the θ phase in contact with the Al substrate was reduced. Consequently, the dissolution of the solid into the Al substrate was incomplete. As shown in Figure 5f, an Sn-containing phase was present in the cracks of the 0.25% Sn deposits after heat treatment, which further confirmed that the thin liquid film formed by Sn resulted in the formation of cracks. Impurity elements, such as C and Si, were introduced due to the entry of foreign impurities into the cracks during quenching.
Peak-aging precipitation phase
Figure 6 illustrates the morphology of the precipitation phase of the deposits with different Sn contents at peak aging. When there was no Sn in the deposits, the precipitation phase was dominated by the θ equilibrium phase at peak aging, and the θ phase had a length and width of ∼1 μm and 0.2 μm, respectively, as shown in Figure 6a. The θ′ phase was present in the deposits with no Sn at peak aging, as shown in Figure 6b. The θ′ phase and the Al substrate exhibited three orientation relationships, and the θ′ phase exhibited a large difference in size, a sparse distribution, and a large phase spacing.
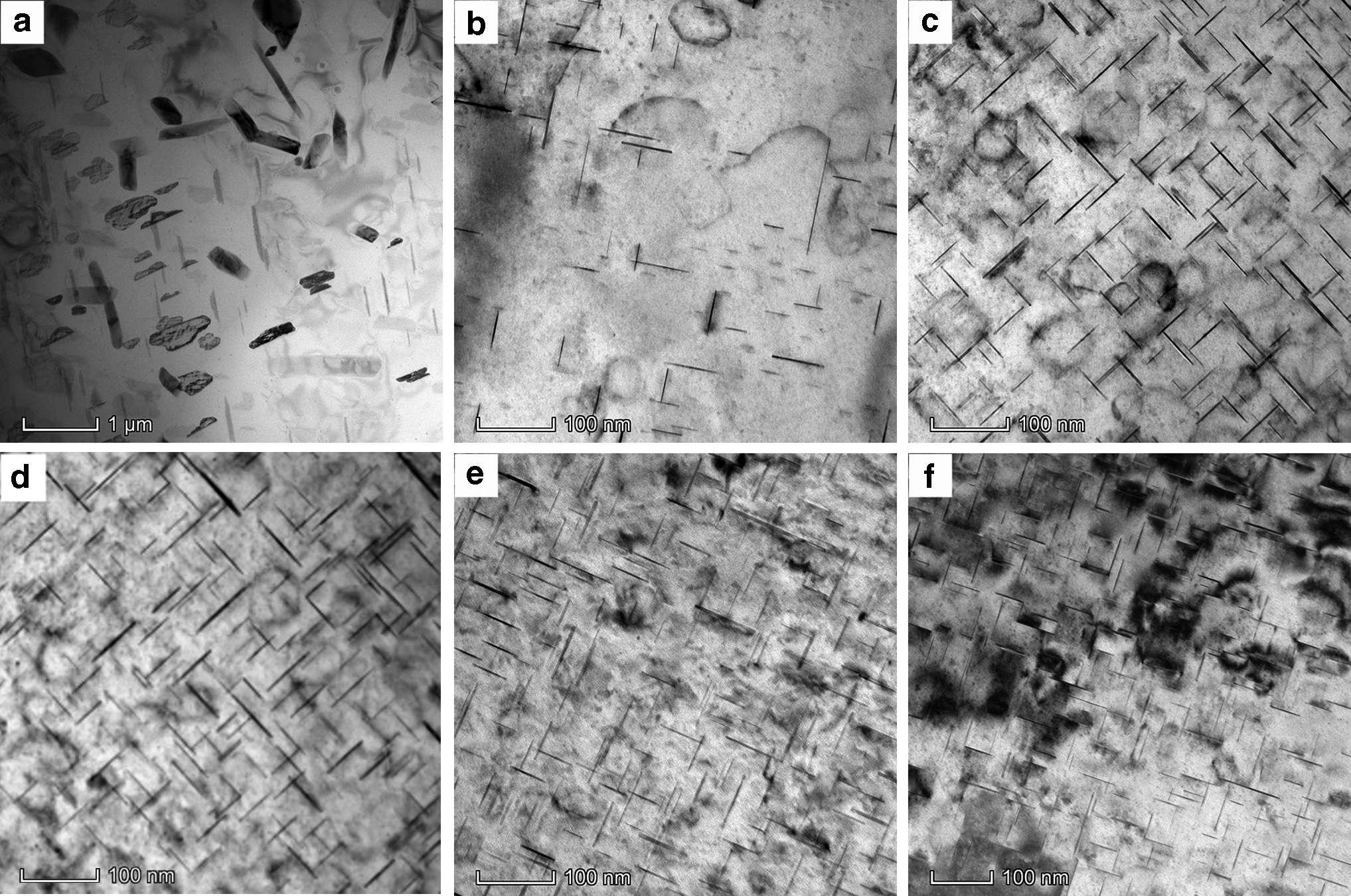
Precipitation phase of the deposits with different Sn contents at peak aging.
With the addition of Sn, the orientation relationship between the θ′ phase and substrate did not change when the deposits reached peak aging; the three orientation relationships were retained, as shown in Figure 6c. However, the number of θ′ phases significantly increased, their size was uniform, distribution was dispersed, and phase spacing was greatly reduced. When the Sn content reached 0.1%, the density of the θ′ phase of the deposits slightly increased, as shown in Figure 6d. The growth process of the strengthened phase of Al-Cu alloys includes three stages: nucleation, growth, and roughening.
In the Al-Cu-Sn alloy, as the Sn-Sn atomic clusters can bind to vacancies, the formation of the GP zone is hindered. Sn promotes the nucleation of the θ′ phase by reducing the mismatch between the θ′ phase and substrate or as a nucleation point for the θ′ phase. As the growth of the θ′ phase in Al-Cu-Sn alloys involves the migration and aggregation of multiple atomic clusters, the growth rate is slow. Before the roughening stage of the θ′ phase, the growth process also involved the separation of the β-Sn particles and the θ′ phase. As a result, the addition of Sn promoted the nucleation and stability of the θ′ phase.
When the Sn content of the deposits was increased to 0.15%, the density of the θ′ phase decreased at peak aging, as shown in Figure 6e. Moreover, as the Sn content continued to increase, the density of the θ′ phase of the deposits continued to decrease, as shown in Figure 6f. This is because the precipitation of Sn on the grain boundary led to an increase in the size of the θ phase, which was not completely dissolved in the solid solution during treatment, as shown in Figure 5d and e. The number of Cu clusters that had formed at peak aging was reduced, and the amount of θ′ phase formation decreased, but the size of the θ′ phase remained the same.
Further, a large number of dislocations due to stress can be observed in Figure 6f. This was due to the excess addition of Sn, which caused the deposits to soften and deform at the solution treatment temperature, and the stress generated by the rapid cooling during quenching. When the Sn content was further increased, cracks were generated along the grain boundary, as shown in Figure 4f.
As shown in Figure 7a, the edge of the θ′ phase adhered to the black spherical phases at peak aging. The EDS spectrum indicates that the main component of these black spherical phases was Sn; the presence of the Cu peak in the energy spectrum was due to the overlap of the electron probe and the Cu-rich θ′ phase. This is consistent with the phenomenon observed by Silcock and Flower et al., 21 who proposed that these black spherical phases were β-Sn particles. The high-resolution TEM image of the θ′ phase shows that the spherical β-Sn particles had a diameter of ∼10 nm and were consistent with the substrate, as shown in Figure 7b. This indicates that the Sn added to the Al-Cu alloy can be used as a heterogeneous nucleation point for the θ′ phase in the form of a β-Sn precipitation phase to promote nucleation. 22
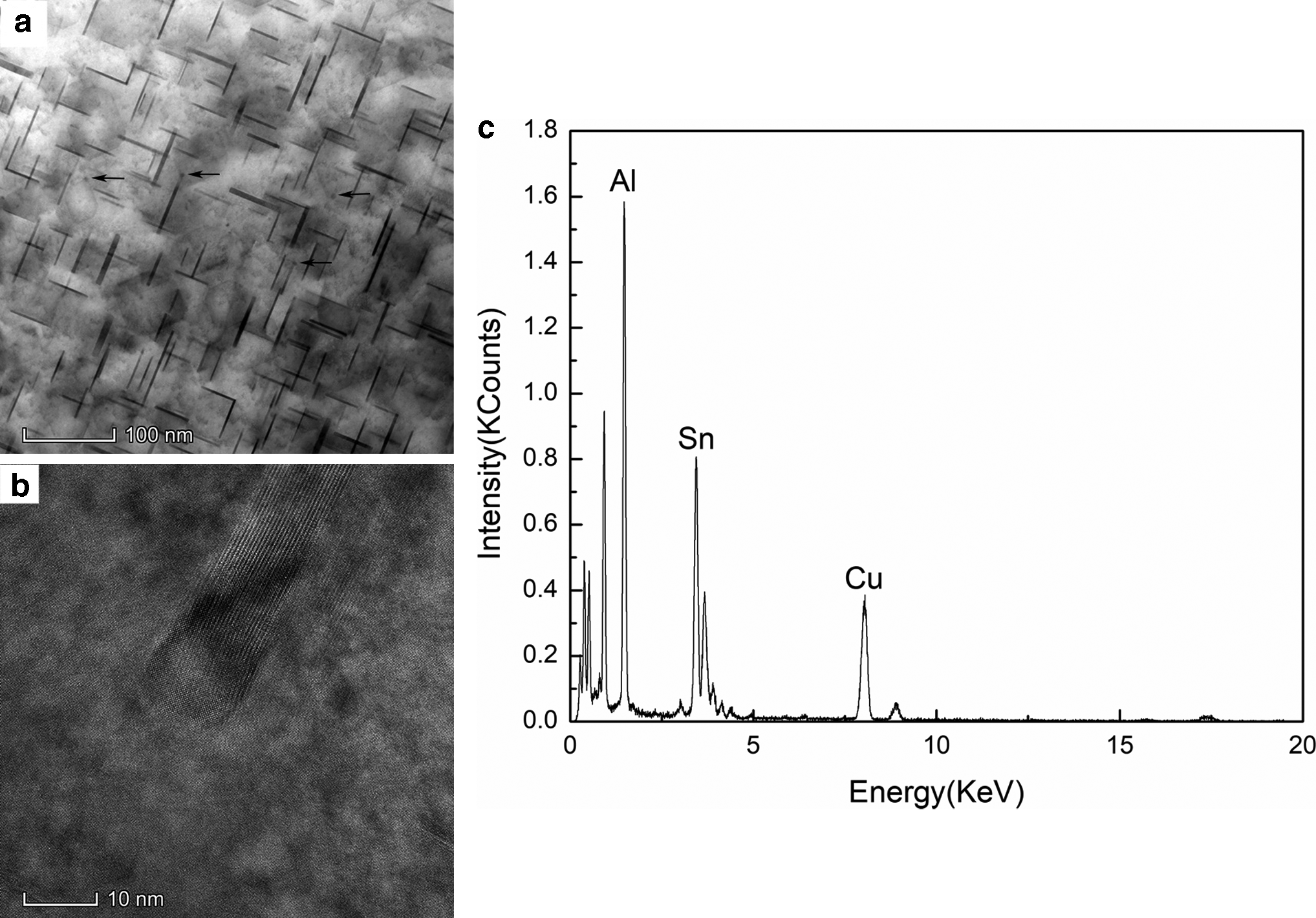
High-resolution TEM image of the θ′ phase with β-Sn particles attached to the top.
Mechanical properties and fracture morphology
Mechanical properties
The mechanical properties of deposits with different Sn contents after T6 heat treatment are shown in Figure 8. At an Sn content of 0, the mechanical properties of the deposits were low; the tensile strength, yield strength, and elongation were 422 MPa, 345 MPa, and 10%, respectively. When the Sn content was 0.05%, the mechanical properties of the deposits were significantly improved; the tensile and yield strengths increased by 68 and 70 MPa, respectively; and the elongation remained the same. The improvement of the mechanical properties was due to the refinement of the grains of the deposits by the addition of Sn, and the promotion of the precipitation of the θ′-strengthened phase from Sn during aging, which increased the density of the θ′ phase.
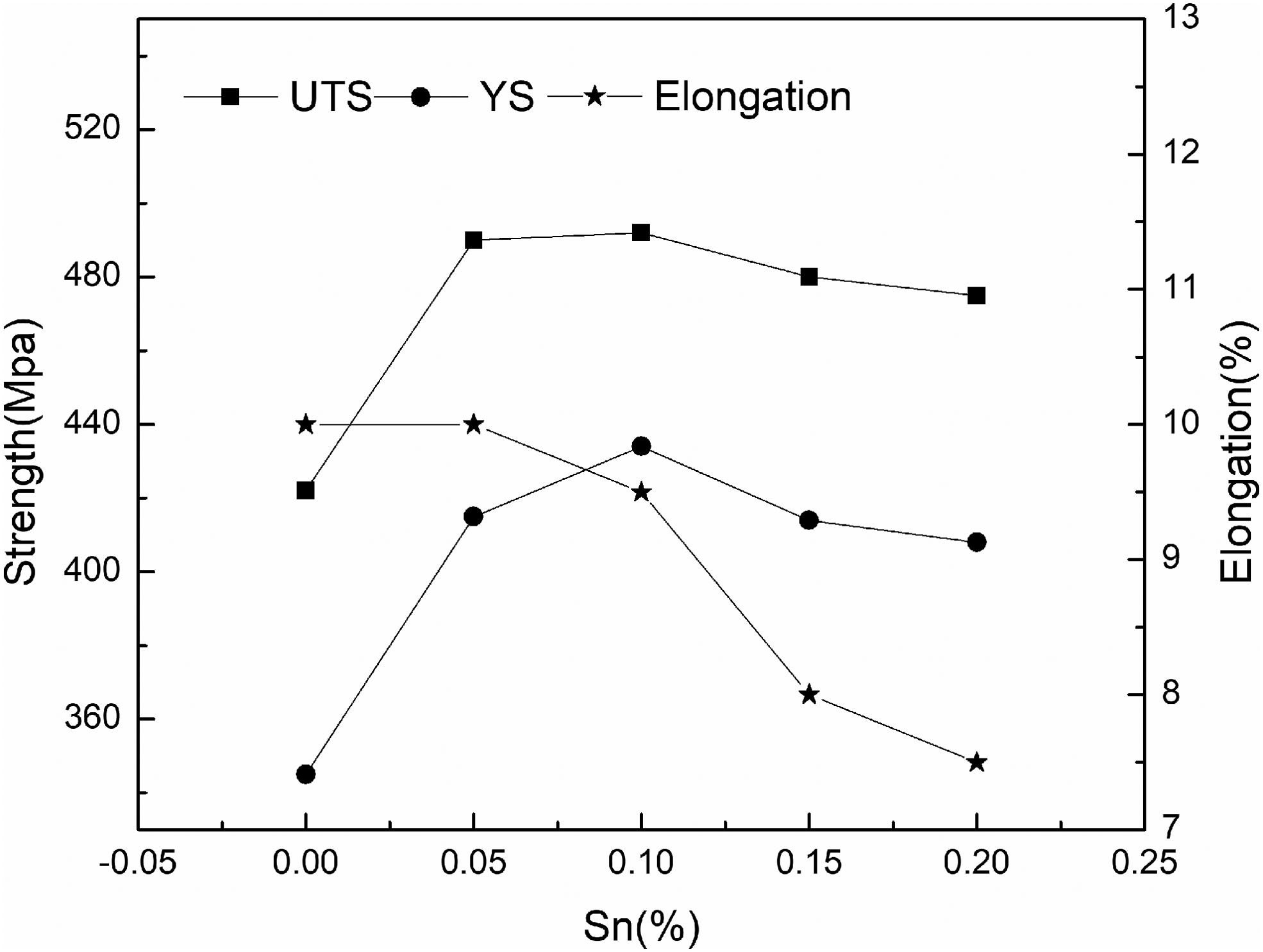
Mechanical properties of the T6-state deposits with different Sn contents.
When the Sn content increased to 0.1%, the tensile strength of the deposits remained the same, the yield strength increased by 19 MPa, and the elongation decreased by 0.5%. This was due to the increase in the density of the strengthened phase due to the increase in the Sn content. When the Sn content was further increased, the mechanical properties of the deposits decreased; the decreases in the tensile and yield strengths were due to the decrease in the density of the θ′-strengthened phase; and the decrease in the elongation was due to the presence of the incompletely dissolved intermetallic Al2Cu compound in the microstructure of the T6-state alloy. The higher the Sn content, the larger the amount of Al2Cu, which caused the elongation to continue to decrease. The mechanical properties of the deposits first increased and then decreased with the increase in the Sn content; the overall mechanical properties were optimal at an Sn content of 0.1%, with a tensile strength of 493 MPa, yield strength of 434 MPa, and elongation of 9.5%.
Fracture morphology
Figure 9 shows the fracture morphology of the deposits with different Sn contents. All fractures were composed of a considerable number of dimples, which was an important indicator of ductile fracture. For the deposits with an Sn content of 0, the size of the dimples in the fracture was generally large due to the large grain size, as shown in Figure 9a.
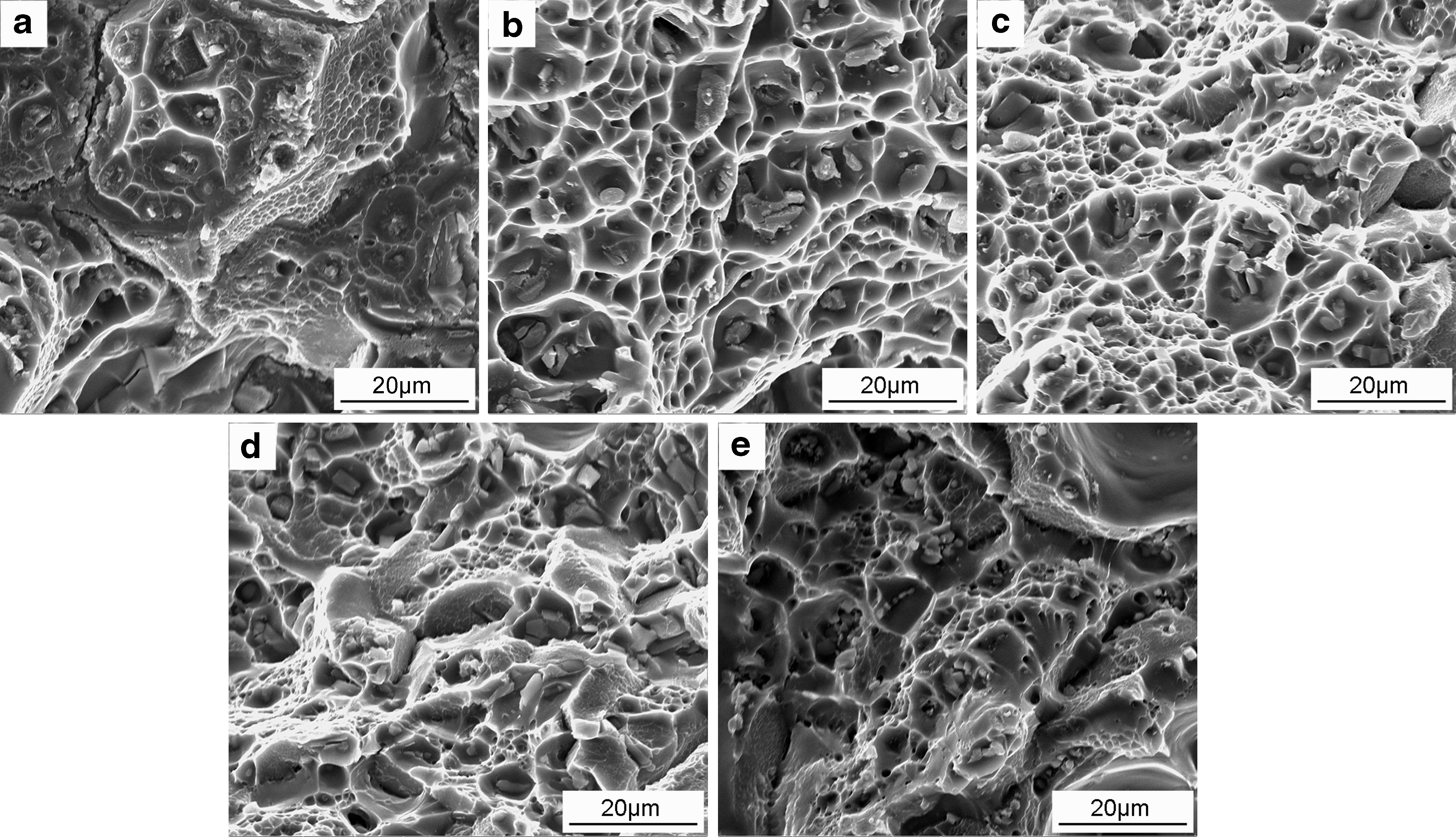
Fracture morphology of the deposits with different Sn contents.
When the Sn contents were 0.05% and 0.1%, as shown in Figure 9b and c, the dimple size of the fractures in the deposits significantly reduced, the uniformity improved, and the dimple depth increased. Figure 9d and e show that, as more Sn was added and its content reached 0.15% and 0.2%, the depth of the dimples in the fractures was reduced, indicating that the elongation was lowered. This was due to the secondary phase, which was not completely dissolved in the 0.15% and 0.2% Sn content deposits after T6 treatment, resulting in a decrease in the elongation; the number of secondary phase particles was also observed to increase gradually at the bottom of the dimples.
Conclusions
In this study, Al-Cu-Sn alloy deposits with different Sn contents were prepared by the WAAM process. The microstructure of the deposits in their as-deposited state and the microstructure and mechanical properties of those in their T6 state were investigated. The following conclusions could be drawn:
The addition of Sn significantly refined the grains of the deposits in their as-deposited state, with a uniform grain size of ∼30 μm. For deposits with Sn ≥0.15%, the continuous and elongated θ phase on the grain boundary became block-shaped, and the size of the precipitation phase was increased. After T6 treatment, in the deposits with Sn ≤0.1%, the θ phase completely dissolved into the solid substrate; the grain boundaries of deposits with Sn ≥0.15% contained residual θ; and deposits with Sn = 0.25% exhibited cracks along the grain boundary. The addition of Sn increased the distribution density of the θ′ phase of the deposits at peak aging. With an increase of the Sn content, the θ′ phase distribution density first increased and then decreased; when the Sn content was 0.1%, the density of the θ′ phase was highest. The addition of Sn could effectively improve the mechanical properties of the deposits after T6 heat treatment, and the mechanical properties of the deposits first increased and then decreased with the increase of the Sn content; the overall mechanical properties were optimal at a 0.1% Sn content, with a tensile strength of 493 MPa, yield strength of 434 MPa, and elongation of 9.5%.
Footnotes
Acknowledgments
The advice and assistance provided by W.W. and Y.Z. from Northeastern University are also greatly appreciated.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by the National Key Research and Development Plan “additive manufacturing and laser manufacturing” key project (grant number 2018yfb1106300-5).