
Abstract
This article presents a review of the current solutions for the rheological challenge of three-dimensional concrete printing (3DCP), providing a rheological definition for printability, and an overview of the current techniques for obtaining a printable concrete, placing special emphasis on understanding structural build-up and the current mixture proportions and admixtures used to improve it. A promising alternative for improving structural build-up is the use of entrained air (EA), as bubbles, whose effects are reviewed in generic yield stress fluids and then specifically in concrete. After revision of micromechanical models and experimental trials from literature on yield stress fluid bubble suspensions and concrete, EA appears to be ideal for 3DCP when generated by anionic surfactants, as it increases static yield stress and decreases plastic viscosity. Cationic surfactants, however, maintain or slightly decrease static yield stress. It is proposed that the lubricating or stiffening property of the bubbles determines their ability to deform under the shear stress generated by the surrounding fluid. The ability to deform depends on the surfactant used to entrain the bubbles and the mixture design of the concrete. Further experimental research must be carried out for the advantages of EA to be fully realized.
Introduction
Concrete is the most used material in the world. 1 In the past few decades, there have been many advances in the development of material technologies and construction methodologies to make the use of concrete more environmental friendly and more efficient. 2 Although productivity in other industrial sectors has grown exponentially in the past decades, global labor productivity growth in construction lags far behind that of the total economy. 3 Concrete and its constituent materials are under the global spotlight and scrutiny due to their environmental impact 4 ; as a result, many efforts have been directed to the research and development to mitigate impacts, such as the use of supplementary cementitious materials (SCMs), also known as mineral admixtures (e.g., fly ash, slag), and recycled concrete aggregate, 5 or through supply chain integration. 6
Among the efforts made to improve the concrete industry, one of the most promising technologies is three-dimensional concrete printing (3DCP), also known as additive manufacturing. 3DCP is an extrusion-based manufacturing process, in which layers of fresh concrete are placed sequentially on top of each other by a printer that is fed by three-dimensional (3D) computer-aided design or other digital models. 7
3DCP presents a threefold sustainability opportunity, from economic, environmental, and social perspectives. 8 This process eliminates the need for any type of formwork, reducing the cost of a concrete structure by 35–60%, 9 and significantly reducing the necessary man labor. The integration of digital design, collaboration, and Building Information Modeling and cost and time reduction of a robotically fabricated concrete have large potential for the increase of productivity.10,11 3DCP also permits a more precise concrete placement and allows the design of structurally optimal constructions, 12 considerably reducing the amount of concrete needed. In addition, many companies have begun using 3DCP for fast and low-cost construction of social housing with a durable material.12–14
Although it has been under development for the past 10 years, 3DCP still presents many challenges for a broad implementation in the construction and building industry, requiring substantial investment in research. 8 Among the challenges for the development and scale-up of 3DCP are structural resistance,7,12,14 durability,7,12 and rheology of the printable material.7,12,15–17
The mixture design for 3DCP must be sufficiently fluid and workable to flow within the piping of the printer, but sufficiently firm to support its own weight and that of subsequent layers once deposited and extruded. These rheological characteristics require a material with structural build-up, that is, that increases its static yield stress (
Concrete in its fresh state is a non-Newtonian fluid, more specifically, a yield stress fluid.
19
Roussel
20
defines these fluids as materials with two natures: They behave like solids when the applied stress is below a critical shear stress value, and like liquids when the applied stress is above this value. This value is called yield stress. Among yield stress fluids, some exhibit thixotropic behavior, which is defined as a reversible, time-dependent viscosity variation.
21
For concrete, however, it has been commonly defined as the increase of
From the moment that cement is in contact with water, reversible and irreversible processes occur at the same time, 23 and it is not simple to separate these two effects. This is why for cement-based materials the term structural build-up (also referred to as Athix) is more accurate than thixotropy, 24 as it considers both reversible and irreversible processes. Structural build-up is the strength increase of fresh cementitious materials due to flocculation, colloidal interactions, and calcium silicate hydrates (C–S–H) nucleation at the contact points between cement grains.23,25–27 In this study, thixotropy refers to only the early-age, reversible part of structural build-up, which represents an increasing resistance to flow, precisely what is required for 3DCP.
To obtain the required increase in structural build-up, the effects of many concrete constituents and admixtures have been and are being explored. Researchers that have obtained a printable concrete mixture agree on a relatively high cement dosage (i.e., between 400 and 600 kg/m3),15,28–32 which makes those mixtures unsustainable for their high environmental impact and cost. In addition, these printable concretes use chemical admixtures whose effects depend heavily on the chemical composition of the cement used, which varies importantly among regions, as well as unconventional SCMs unavailable in every region and the temperature of the mixture.12,18,28,30,33,34
An unexplored and promising chemical admixture for increase of structural build-up is proposed in this study, as entrained air (EA) in the form of bubbles. To the best of the authors' knowledge, the rheological effect of bubbles in concrete has not been studied in detail, but mechanical theory and experimental trials suggest that it could help concrete printability, as previous studies have shown that it could increase
The development of 3DCP depends heavily on the research of chemical admixtures and SCMs that promote the required rheological properties. In this article, first, the material requirements for a printable concrete are reviewed, along with a rheological definition of printability and structural build-up. Then, gathered data are organized to generate information on how to obtain a printable mixture, describing the existing measurement methods for printability. Also, the study goes into detail over the components of a printable mixture, specifically chemical admixtures and SCMs (also referred to as mineral admixtures).
The second half of this study proposes EA as a potential admixture for structural build-up in 3DCP, based on what exists in literature, starting with a review of the effect of bubbles in yield stress fluids, followed by an analysis of the rheological effect of EA in concrete. Finally, a description is presented of the characteristics and effects of available air-entraining agents. This is used to further explain the apparently counterintuitive twofold effect of this admixture.
Material Requirements for 3DCP
Definition of printability
Printability in the context of cementitious materials was first defined by Lim et al. 16 as the ease and consistency of depositing material through a deposition device. This, in turn, means the material would require: adequate buildability, defined as the resistance of the deposited fresh material to deformation under load; pumpability, defined as the ease and reliability with which the material is moved through the delivery system; and open time, the period within which these properties are consistent within acceptable tolerances. Le et al. 15 later introduced the term extrudability, which would constitute the capacity of the material to pass through the small pipes of a printer and the nozzle at the printing head.
Most researchers have synthesized these properties into one definition of printability, making it the ability for a fresh material to be conveyed, extruded into layers with acceptable quality that is able to maintain themselves and the weight of layers subsequently deposited without deformation.27,31,38,39
More specifically, buildability has been referred to as the ability to withhold geometry under pressure or retain its shape post-extrusion,16,29,40,41 but has also been considered as a determinant for vertical printing rate or a limit to number of layers or height.15,27,42 In this study, the former definition will be considered as shape stability (self-weight resistance), and the latter will be referred to as building rate (subsequent layer weight resistance). Pumpability is given by the flowability of the mixture, or the ease with which it flows, with emphasis in the requirement for resistance to segregation and bleeding. Extrudability, in turn, is considered to be the ability for the material to be extruded into continuous, tear-free filaments.7,39,41
In addition to these fresh state requirements, an adequate printable material must also have the sufficient open time for the operation to be finished, the sufficient compressive strength of a cementitious structural material, and the required interlayer bonding for the printed structure to withstand the shear stress of a conventional concrete structure.
All these properties are deeply correlated; one is difficult to attain without modifying the other, which outlines the main difficulty of designing the mixture proportions and constituents of a printable concrete. Pumpability and extrudability are interrelated, whereas pumpability and buildability are opposed. 27 On the other hand, maintaining a consistent level of pumpability, extrudability, and interlayer adhesion requires a long open time, which could result detrimental to the buildability. 15
According to Roussel, 43 the required combination of rheological aspects for a printable, buildable mixture will result in a very narrow printable window, raising serious problems related to quality control and robustness. For this reason, these novel concepts must be translated into existing, well-studied rheological properties, so that printability can be more easily assessed and obtained.
Relevant rheological concepts
Before relating the printability requirements with existing rheological concepts, these must be listed and defined for a successful printing process:
Static yield stress ( Dynamic yield stress ( Young modulus (E0): Also referred to as elastic modulus or stiffness, it is the ratio of principal stress in one direction to the strain in the same direction,
48
and it contributes directly to compression strength, in the hardened but also fresh state.49,50 A minimum E0 of the fresh material contributes to a resistance to deformation of each layer,50,51 which can be a more indicative property than Plastic viscosity (μp): μp describes a fluid's resistance to flow; a printable mixture must have a low μp to guarantee an adequate pumpability,
42
but a minimum μp is required to prevent segregation of the components of the mixture, thereby assuring a good extrudability (smooth filaments), and avoiding blockage while pumping.
53
Although all the previous properties are required for a successful, printable concrete, they are not needed simultaneously, which somewhat simplifies the design, given the time-dependent properties of concrete. Marchon et al. 18 have defined the different stages of printing and their respective rheological characteristics, which are related to printability properties in Figure 1.
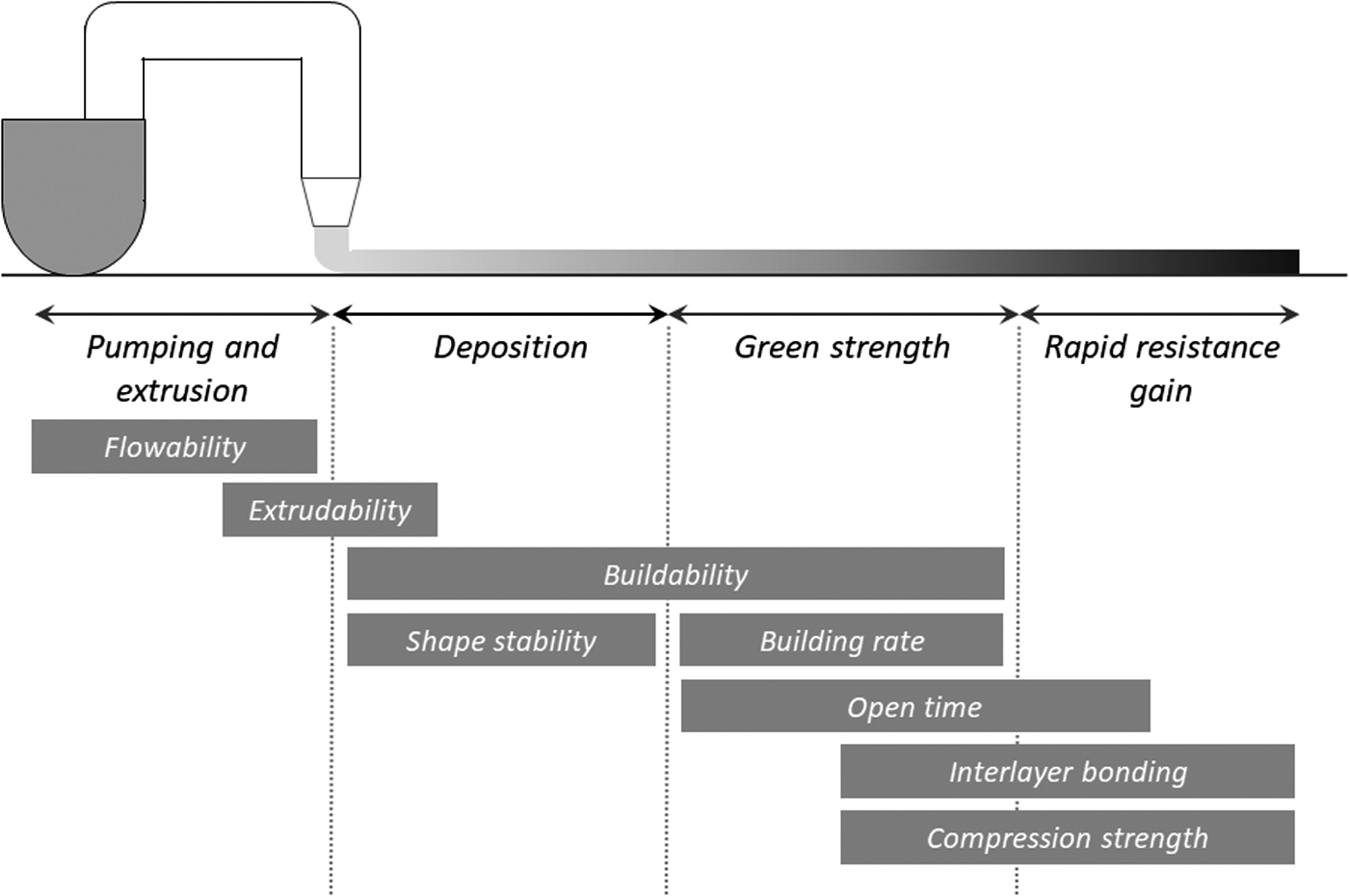
Rheological requirements for each stage of three-dimensional concrete printing (adapted from Marchon et al. 18 ) and associated with chronological printable properties.
During pumping and extrusion, adequate fluidity is required (i.e., adequate
During deposition, the mixture requires shape stability, meaning a rapid structural build-up to sustain its own weight, meaning an induced peak in
After this stage, green strength is necessary, which is the “fresh resistance” of the concrete, to augment the building rate, such that the initial layers can withstand the weight of the upper layers. As well as
This transition would give way to the final phase of rapid strength gain, meaning an accelerated hardening of the concrete, such that the layers obtain sufficient structural capacity. Between this phase and the previous, the open time window must be engineered such that there is sufficient resistance and therefore hydration of the material so as to gain strength, but also retain the fresh state so as to guarantee an adequate adherence between layers and avoid cold-joints.18,55
A review of structural build-up and its mechanisms
The importance of structural build-up has been stated by several researchers in 3DCP. There are two singularities of cementitious properties that make this behavior possible, which are colloidal interactions and C–S–H nucleation at contact points between cement grains.22,55 This ultimately means that at rest or for low shear rates, the shear stress to initiate or sustain flow increases because of the structural build-up of a stress-transferring structure, whereas it breaks down as flow rates increase. 56
Structural build-up can, therefore, be separated into two types, depending on the mechanism that triggers it. These assumptions are based on the clarifications on thixotropy and structural build-up of cement pastes made by researchers.22,56 In Figure 2, the mechanisms are illustrated as an increase in

Early- and later-age structural build-up described in time scale. On the x-axis, time, and on the y-axis,
Early age structural build-up: This is obtained with thixotropic or flocculating agents, without strong bonds between the particles, during the first tenths of seconds.22,57 This is what will contribute to short-term buildability, or shape stability, right after extrusion.
Later age structural build-up: This is obtained by accelerating the hydration (i.e., chemical reactions) of the cementitious particles in the mixture, creating strong C–S–H bonds that cannot be easily undone. This is during the first tenths of minutes,22,57 and it will contribute to long-term buildability and permit a faster building rate.
The main mechanisms responsible for early age structural build-up are immediate colloidal interactions, which can be thixotropic, and therefore reversible by submitting it to shear via mixing or pumping,22,43,56 or irreversible, which is the case of early C–S–H bridges. 43 These effects are shown within the first tenths of seconds after mixing, up to hundreds of seconds.22,55
Flocculation is given by the number of contacts between particles and the distance separating them, making the solid volume fraction a determinant, and by the Van der Walls attraction and double-layer repulsion energies. 58 Roussel et al. 22 showed that flocculation was the combination between the attractive colloidal forces between cement particles and the viscous dissipation in the interstitial water between the cement grains, generating a structure of interacting particles that are able to withstand stress. This can be controlled by varying the water–cement ratio, or by adding admixtures that are adsorbed onto the cement particles, creating steric hindrance. 56
At the same time, another effect takes place, which occurs at the pseudo-contact points between cement grains, where nucleation of hydrates begins, without exiting the dormant period. These bonds are stronger than the colloidal bonds, forming solid hydrate bridges that further give resistance to the particle network. 43
Later-age structural build-up is due to two main mechanisms: the acceleration of the main binder hydration, and the precipitation of a secondary phase of additional hydrates. 59 The former is a product of the nucleation and growth of C–S–H, which generates C–S–H bridges, at the pseudo-contact points. This is irreversible and is given by a time-dependent surface growth. 56 Roussel 43 refers to this phase as structuration, and it is defined as a non-reversible hydrate bond between particles. It is attributed to an increase in the strength and number of hydrate bridges. The latter is a faster formation of a small amount of additional hydration products, obtained by precipitating aluminates and/or silicates, namely ettringite, much like shotcrete accelerators, which can be more practical for 3DCP, where a limited but rapid initial strength gain is required. 59
Wangler et al. 60 state that to reach structural scale heights in a continuous printing process, 3DCP requires an active hydration control, as early-age structural build-up is not enough for the stability required for heights of more than 1 m.
It is important to remark that although hydration reactions are irreversible, the process of C–S–H bridge formation could be reversed to some extent, as some bonds are weak enough to be broken by shear and may reappear at rest if the reaction is still ongoing.22,43
Although these mechanisms are very different, many authors sustain that both are necessary for the required structural build-up. Jarny et al. 61 sustains that at early ages, thixotropy plays a leading role in structural build-up, whereas at later ages, hydration is the more required effect. Researchers25,27 also sustain that structural build-up is obtained by both physical and chemical effects, and that the combination of both mechanisms is the most effective.
Structural build-up in the past has been quantified by measuring the growth
This method has been used by various researchers, but it would appear to be insufficient as it does not measure both aspects and ages of structural build-up. As the term suggests, Athix considers only flocculation rate and nucleation of cement grains,
62
which is descriptive for early age structural build-up, but for later age, solid volume increase due to hydration is also important. The equation describes a linear increase in
Obtaining a Printable Mixture
Measuring printability
There is not a measurement method universally agreed on for quantifying printability, buildability, or structural build-up. As was explained, cement-based materials change their properties in time; therefore, it is ideal to have a constant input of the material's property at every moment, from the moment the water is added to the mixture, to the moment where the printing is finished.
Many researchers27,39,41,51,64,65 have taken it upon themselves to evaluate and define the optimal testing methods for each printability property. The most used methods are qualitative and depend highly on the criteria of the researcher. Nerella et al. 65 listed the ideal attributes for an extrudability test, specifying that it must be quantitative, inline, continuous and with potential automation. Considering that existing printers do not have the technology to give this information, researchers must search for and evaluate the most adequate testing methods for 3D printing, considering mainly three test characteristics:
Continuous: As the material evolves continuously the best measurement would be as such, and not discrete like most rheological tests, enabling an integral monitoring of the material's rheological development. 66
Non-destructive or locally destructive: Many rheological tests destroy the existing bonds in the material and, therefore, do not represent that actual state of the material in the printing cycle. It is also impractical to use a different sample for each measurement. A non-destructive or only locally destructive test allows efficient, frequent, and digital measurements. 49
Online and inline: The measurement will ideally be in real time and fed directly to the printer's computer, permitting the necessary modifications on the printing or mixing parameters.49,65
Researchers have employed conventional and more innovative test methods to characterize the different aspects of printability.
Some popular methods among researchers are the slump, slump flow, and flow table tests for characterizing pumpability and buildability. Slump and slump flow are easy test methods to implement, as they are widely used and are easily accessible.15,41,67 Tay et al.
64
used slump and slump flow for locating an initial “printability region,” which they made more accurate in a second phase with more specific laboratory pumping and printing tests. Flow table tests were also used38,39,68 as a buildability measuring method, recreating “self-weight” stresses with the drops of the table. Although these tests are easily reproducible, they provide no specific value of static or
Empirical tests are practical, whereas rheological tests provide more information on parameters such as static and dynamic yield stress and plastic viscosity.
69
These are tests that require a rheometer, and the more widely used geometry for printable concretes are vane in cup or concentric cylinders. A wide array of publications include studies with rheometers.15,26,27,29,41,53,66–68,70 These tests are used with different routines (hysteresis loops, stress growth) and provide a specific reading of shear stress or torque, which can be used for obtaining
Rheometer tests are, however, only possible in a laboratory, are very costly equipment, and become much less dependable as aggregate size grows, due to the broadening of the particle size distribution, though for printable concrete aggregate sizes are no larger than 4 mm, allowing the use of some mortar rheometers. Further, some researchers 64 sustain that readings vary from one rheometer to the other, and they depend highly on measurement protocols and subsequent data analysis.
Due to the consistency of printable concrete, some researchers believe that fresh-state test methods such as slump or rheometry are not the most adequate, and have developed more suitable tests for measuring “green strength,” such as the squeeze flow method,29,55,65 or the unconfined uniaxial compression test,49–51,66 more widely used in geotechnics. These tests provide a measurement of compressive strength before setting, which can be traduced into
Some authors have taken the approach of setting time or heat of hydration tests to characterize structural build-up, such as Vicat penetration resistance,15,27,39,41,65,70 calorimetry,26,27,39,70 and ultrasonic wave transmission tests.41,49,72 These tests, though sometimes offering a continuous, locally destructive measurement, only consider the structural build-up generated by hydration mechanics, and not those due to flocculation (early-age structural build-up).
Some of these tests are said to describe the transition from early- to later-age structural build-up, showing the resistance given by flocculation and then hydrates. This is the case of the penetration test or penetrometry, which is different from the Vicat penetration resistance test, consisting of a penetrating head being inserted at a constant quasi-static speed into a fresh sample.66,72 This reading in force units can be converted into
Finally, many researchers27,38,64,73,74 have developed personalized pumpability, extrudability, and buildability tests in their laboratories, using custom-made equipment and techniques. Many of these include visual inspection, image data analysis for deformation quantification and pressure reading from pumps.
In Table 1, most methods have been listed and compared depending on their unit and type of measurement.
Measuring Methods and Tests for Printability
Successful printable mixtures
Composition of printable mixtures
The type of binder is very important when designing a printable concrete. Cement percentage in the binder can vary between 40% and 100%,7,15,31,38,72,75 mostly being Portland Type I. As part of the binder, most researchers15,31,38,73,75 include a percentage of SCMs, mainly due to their effects in the rheology of the fresh material: Due to its spherical shape, fly ash increases workability,
76
but it has been found that class F fly ash can significantly decrease μp compared with class C fly ash42,77; the fine particle size of silica fume has been shown to increase
Other researchers have used the benefits of blended cements for their accelerating properties, such as calcium sulfoaluminate cements,79,80 since it enhances ettringite precipitation and fast surface development, meaning rapid strength gain without the risk of flash setting 81 and calcium aluminate cements that generate the same effect. 59 In addition, research has been made on the printability of mixtures with 0% cement, such as geopolymers (i.e., a combination of slag and fly ash or pure fly ash paste), successfully printing non-structural building components, 82 and showing the potential of greatly decreasing the carbon footprint of a printed structure. 83
Aggregate, much like in conventional concrete, is a key component for printable concretes. However, a more accurate term would be printable mortars, as aggregates for printable mixtures generally never exceeds 5 mm.7,38,51 Since 3DCP uses mainly fine aggregate in the mixture, the aggregate fraction comes close to the maximum packing density, having an important effect on rheology, namely μp and density.18,34
Equally as important as the type of binder and aggregate is the amount and ratios of these components. Water-to-binder ratio becomes a fundamental parameter, as well as cement-to-binder and binder-to-aggregate ratio. The commonly ratios used by 3DCP researchers are exposed in Table 2. The combination of different components will pave the way for the possibility to further modify these mixture design parameters, in virtue of optimizing structural performance and cement proportion for a lower carbon footprint.
Printable Concrete Mixtures According to Different Researchers
This researcher used sulfoaluminate cement and attapulgite clay as a percentage of the binder (10%; 1%, respectively).
SP, superplasticizer; Ret., retarder; Acc., accelerator; PP, polypropylene fiber; HRWRA, high-range water-reducing agent; VMA, viscosity modifying agent.
Chemical admixtures and SCMs have gained importance and innovation for the design of printable concrete. Researchers18,38,84 have listed admixtures for each stage of the 3D-printing process:
Flowability during pumping and extrusion: In this stage, superplasticizers (SPs), also known as high- range water reducing agents, are required to obtain pumpability without compromising the compressive strength gain.15,18 Retarders are also used when in the presence of accelerators to maintain this workability.15,41,85
Structural build-up and shape stability after deposition: For this stage, viscosity modifying agents (VMAs) are widely used to thicken the mixture and increase μp.38,39,56,67,73,82 Nano-particles such as nano-clay38,39,50 or nano-silica
26
have also been proven useful to improve
Controlling setting and maintaining open time: Open time is often confused with setting time, but it is the interval beyond which the material is no longer extrudable. 83 For controlling open time, retarders such as sugar derivatives are widely combined with accelerators. 15 The pozzolanic properties of some blended cements and SCMs have also been evaluated for this effect, such as slag and fly ash, which decrease yield stress and therefore maintain workability. 82
Rapid strength gain and building rate: The chemical admixtures used for this stage are mainly accelerators, many times in the form of blended cements with calcium sulfoaluminate, calcium aluminate, calcium sulfate,27,59,70 and also inorganic salts, portlandite, and C–S–H seeds.18,56
As can be seen in the previous list, some of the used components have more than one desired effect, making it difficult to destine each type of chemical admixture or SCM for one only stage of printing. This makes design more challenging, as with each additional component, there are many simultaneous, competing mechanisms, but it also makes the required rheology obtainable. In Table 2, printable mixtures from different researchers have been collected and compared.
Chemical admixtures and SCMs for structural build-up
One of the more challenging aspects of printable mixture design is the required structural build-up in the different stages of printing, mainly due to the novelty of this requirement and the lack of standardized methods for mixture proportioning and monitoring the required rheology for printing. As such, in this section the admixtures used for obtaining this will be explored and classified.
Reiter et al. 56 indicate three different types of chemical admixtures for structural build-up: Those that are chemically inert and reversible (CIR), those that are chemically inert and irreversible (CII) (both used for early age structural build-up), and accelerators (used for later-age structural build-up).
CIR are usually VMAs,
56
which thicken the mixture by increasing the effective solid content through particle bridging. The main effects are often not only modification of viscosity, but of
Some types of VMAs are: water-soluble synthetic and natural polymers that increase the viscosity of the mixing water (cellulose ethers)77,87; organic flocculants that become adsorbed onto cement grains and increase viscosity due to enhanced interparticle attraction (natural gums such as diutan and weilan)77,87; emulsions of organic materials that while increasing interparticle attraction, also supply super-fine particles 87 ; swellable inorganic materials with high surface area that increase water retaining capacity (silica fume, bentonites) 87 ; and inorganic materials with high surface area that increase the fine particle content (fly ash, hydrated lime). 87
CII also relies not only on increasing the effective solid content, but also on the consumption of organic admixtures. Some examples of VMAs with their consumable organic admixtures are swelling clays for mixtures with polycarboxylate SPs, montmorillonite for polymethacrylic acid SPs, and Portlandite for sucrose. 56
Finally, for later-age structural build-up there are accelerators, which increase the rate of nucleation by increasing the growth rate of C–S–H bridges. There are three different types of accelerators: The first type increases the concentration of ions in the pore solution, and these can be inorganic salts, calcium chloride, or calcium nitrate; the second type acts on the aluminates and leads to fast formation of ettringite, unleashing a very rapid stiffening, providing additional surface for consumption of retarders or formation of hydrates; and the last type are seeds that offer C–S–H surface for this phase to grow faster and strongly change the slope of the acceleration period. 56
On the other hand, Roussel et al. 81 classified chemical admixtures by their effects and mechanisms into five groups:
repulsive inter-particles forces that decrease
attractive inter-particle forces that increase
competitive adsorption between admixtures, which can be taken advantage of depending on the required rheology;
the collateral effect of some admixtures that are meant to modify colloidal interaction, but that ultimately modify also the hydration reaction, either delaying or accelerating the setting; and
the effect obtained by introducing nanoparticles of C-S-H (calcium-silicate-hydrate), ettringite, and nano-clays. These can generate a combination of increase of the nucleation sites, thereby promoting hydration and electrostatic interactions that enhance
In the context of actual applications of 3DCP, both physical and chemical mechanisms should be used because relying only on flocculation and early C–S–H bonds is not enough; one must count on setting exactly when it is necessary, for which chemical reactions are required. 60 For this, admixtures that generate both physical and chemical effects are ideal.
Among the less-researched and less-conventional component for rheology modification is EA, added via an air-entraining agent (AEA) or via mixing. This addition could potentially influence early and later age structural build-up. The AEAs are widely used to prevent damage from freeze-thawing cycles, 88 but from a rheological point of view, its benefits have not been seized to the fullest. The rheological effect of air bubbles in yield stress fluids and specifically in concrete has not been deeply investigated, but most authors agree with the counter-intuitive, twofold character of these additions77,89: When in a flowing regime, the bubbles tend to deform and act as a lubricating agent, whereas when at rest, the bubbles act as solid inclusions, contributing to the viscosity and “stiffness” of the fluid. Unlike other chemical admixtures, AEA action is not highly affected by the chemical composition of cement. 90
It is proposed in this article that AEA could potentially have an effect in flocculation, due to the shape of the bubbles and their resistance to deformation under certain circumstances. In the next section the effects of air entrained admixtures in yield stress fluids and concrete will be studied and evaluated for their use in 3DCP.
Effect of EA on Rheological Properties
Air entrained yield stress fluids
To fully understand the behavior of EA bubbles in concrete rheology, the first step is to understand the behavior of bubbles in general yield stress fluids. Yield stress fluids are found in many industrial areas,91,92 as well as in natural phenomena, 93 which makes understanding the rheology of yield stress fluids fundamental for the development in several sectors. 94 Some examples of these fluids include foams, 95 toothpastes, 92 muds, and lava, 93 many of which undergo processes during which air bubbles inevitably get entrapped within them.
Although the behavior of suspensions of rigid particles in Newtonian fluids has been studied extensively and can be fairly well described by a Krieger-Dougherty law,95–97 the behavior of non-rigid particles such as air bubbles, in non-Newtonian fluids, such as yield stress fluids, becomes very difficult to predict.
For the case of bubbles in Newtonian fluids, researchers96,98 have introduced the viscous capillary number (Ca
μ
), which is the ratio between the shear stress of a bubble and the surface tension that maintains their shape, to describe its behavior. Ca
μ
is governed directly by the bubbles' deformability and can be calculated with the following equation
97
:
where μp(0) is the viscosity of the suspending fluid in  is the applied shear rate in s−1,
is the applied shear rate in s−1,
Llewellin et al.
99
developed semi-empirical models for monodispersed bubble suspensions in a Newtonian fluid, with bubble size ranging from 1 to 100 μm. They found that at low deformation rates, a rise of the air volume fraction (
This effect was experimentally demonstrated by Rust and Manga, 96 who also studied the effects of bubbles' deformation on the viscosity of suspensions, concluding that an air bubble in a viscous liquid flow tends to deform by the shear stresses generated around the bubble; however, the surface tension stresses tend to maintain its original spherical shape. They discovered that in a simple shear flow, 100 streamlines are deformed and deflected around the bubble's caps, increasing the viscosity; however, when the bubble starts to deform, the deflection of the streamlines decreases and so does the viscosity. In other words, if the bubble maintains its shape, it contributes to increase the viscosity of the fluid, whereas if it deforms, it acts as a lubricating agent decreasing viscosity of the fluid.
For the case of yield stress fluids, bubble deformability is governed more by static yield stress than by plastic viscosity, making the Bingham capillary number (
where
A more recent experimental study,
97
carried out with monodispersed bubble suspensions in concentrated emulsions (silicones of different viscosities), proposed that the change in behavior of the bubbles described in previous studies96,98 was the result of two opposing physical effects that are precisely described by
Ducloué et al.
97
also concluded that the macroscopic response of the suspensions under shear depends on
Models have been proposed by different researchers to predict the behavior of yield stress fluid suspensions. Micro-mechanical computations
101
and experiments with bead suspensions in yield stress fluids
102
have shown that relative static yield stress
where ϕ (%) corresponds to the volume fraction of the suspended particles/bubbles. When the suspending fluid behaves as a Herschel-Bulkley fluid  ,
104
a relationship can also be established for relative plastic viscosity
,
104
a relationship can also be established for relative plastic viscosity
However, for non-deformable and deformable bubbles,
The
where
For the case of non-deformable bubbles, or Ca →0, the theoretical properties are given by35,97,101,103:
However, for the case of deformable bubbles, or Ca → ∞, the equations become35,97,101,103:
The curves for both deformable and non-deformable bubbles have also been obtained experimentally95,97 with bubble suspension in yield stress fluids.
The main conclusions obtained are that the behavior of bubble suspensions in these types of fluids will vary mainly depending on
Air entrained concrete
A few authors36,37,89,97,106–110 have investigated the effect of air entrainment in fresh concrete rheology. The AEAs have traditionally been used to protect concrete from freeze-thaw damage due to the generated bubble network that can accommodate water expansion on freezing. 88 However, the benefits of AEA in workability of concrete have also been identified,111,112 and it is precisely this bubble network that might grant the concrete mixture the requirements for digital fabrication.
There is considerable controversy surrounding the rheological effect of AEAs. This may be because there are many different types of AEAs, and many methods of measuring rheological properties. Most researchers who mention the AEAs' effect in rheology usually refer to an “improvement in workability,” in general terms,
88
defined by the American Concrete Institute as the ease of placement of concrete and can be quantified by the slump cone test.
76
Tattersall and Banfill
108
sustain that air entraining reduces both
Experimental results in literature show that rheological measurements with AEA produce a large variability of the results. The results of Nehdi and Rahman
110
showed that a change of the geometry of the rheometer considerably affected the results of each experiment. It is also possible that the result varies depending on whether the agent is anionic or cationic, as was suggested by Feneuil et al.
35
Whatever the reason, it is an effect worth studying as the majority of the experiments show an increase in
It is worth noting that when
Accordingly, the effect that EA has on concrete rheology depends on the ability of the bubbles to deform, which is determined by surface tension, bubble size, and rheology of the surrounding fluid. Previous studies18,97 have shown that if the bubbles deform, the air entrainment reduces the viscosity and therefore increases the flowability of concrete; however, if the bubbles maintain their shape, they act like solid inclusions, much like normal, round aggregates, and, consequently, increase the μp and
Other authors
77
provide a different hypothesis for the increase in
Further, this bubble behavior was also observed by Aïtcin,
111
and the explanation provided by this author is that the small air bubbles act like ball bearings within the paste, which is exactly the behavior reported by Feys et al.
37
at low
A recent study conducted by Feneuil et al.
35
measured the
One approach to understand the behavior of bubbles in concrete is numerical modeling, which researchers96,103 have attempted to do with yield stress fluid models or rigid particle models. To incorporate the
Although some authors20,37,77,93 have proposed this model for yield stress fluid air bubble suspensions, it has several limitations for its application in a concrete or mortar with EA. Specifically, the Krieger-Dougherty equation was proposed for (i) a Newtonian suspending fluid, with (ii) only two phases, and with (iii) a solid particle suspension. A concrete mixture with air bubbles does not comply with any of these three requisites.
Despite these limitations, many researchers have reported a valid representation of
For further understanding of the rheological effect of AEA on cement paste, the existing experimental data for
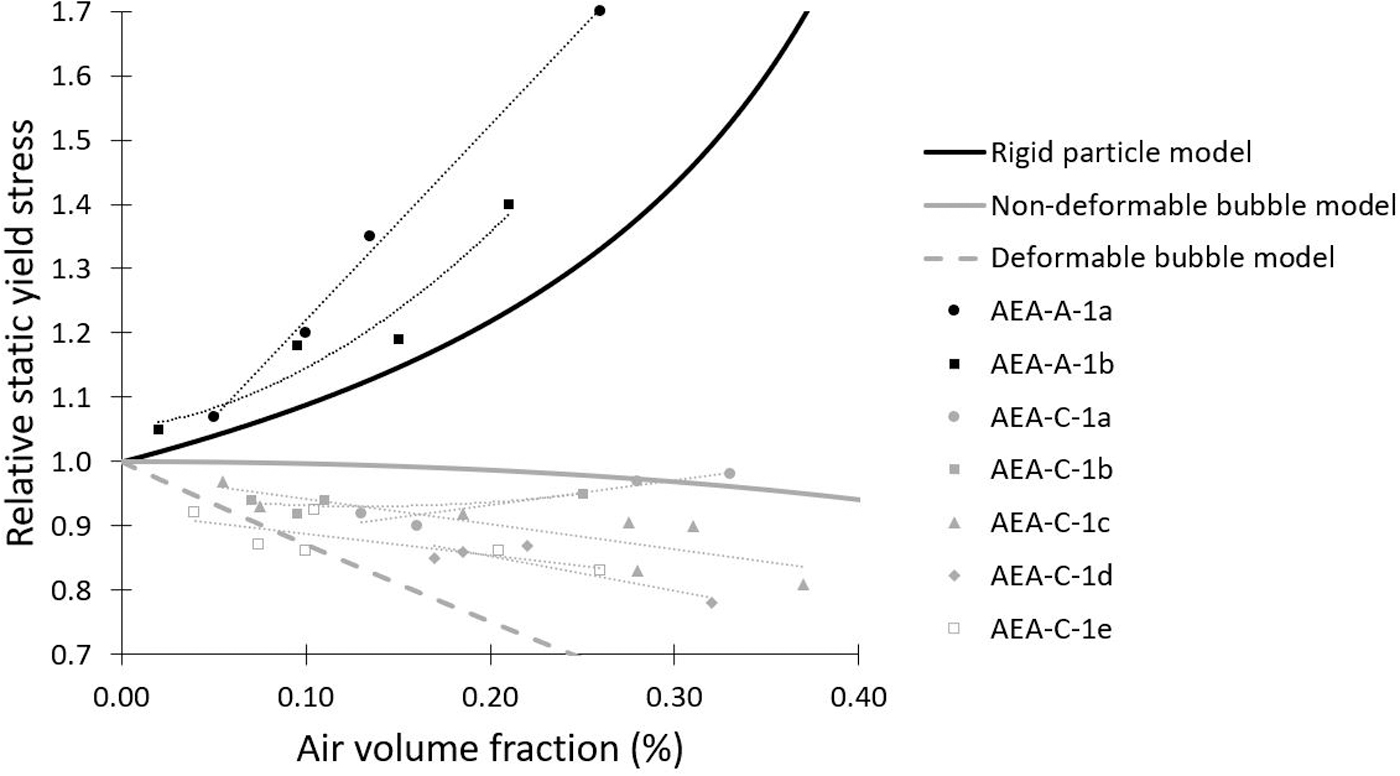
Relative static yield stress of cement paste as a function of air volume fraction. Black and gray points are experimental results obtained by Feneuil et al. 35 for an anionic (AEA-A-1) and cationic (AEA-C-1) surfactant, respectively. Black continuous line, gray continuous line, and dotted continuous line are the theoretical limits given by Equations (8), (10), and (12), respectively.
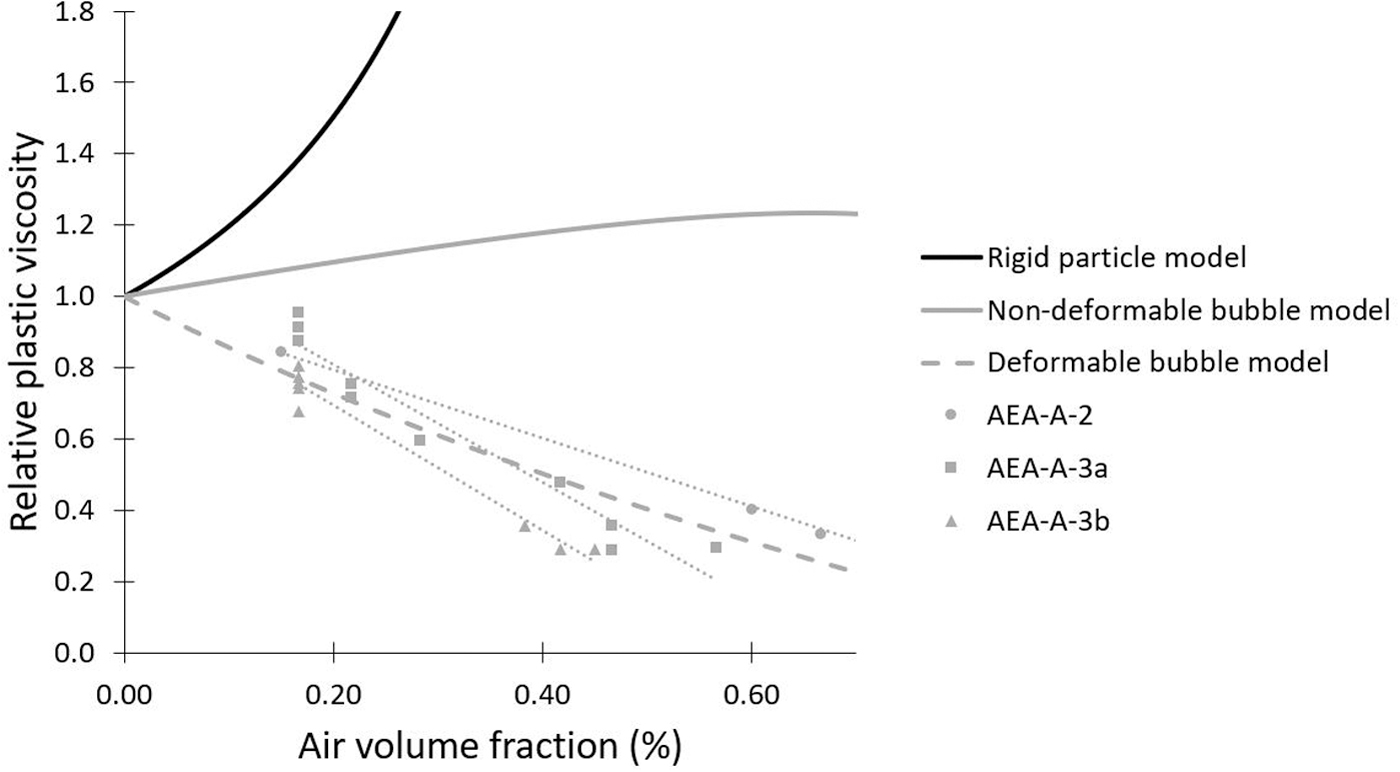
Relative plastic viscosity of cement paste as a function of air volume fraction. Gray points are experimental results obtained by Yun et al. 107 (AEA-A-2) and Chia and Zhang 114 (AEA-A-3) for anionic surfactants. Black continuous line, gray continuous line, and dotted continuous line are the theoretical limits given by Equations (9), (11), and (13), respectively.
For
For
The experimental results available suggest that in a flowing regime, the bubbles—even if they are armored bubbles—are deformed by the surrounding shear, whereas at rest, armored bubbles would seem to contribute to structural build-up.
In summary, among the reasons mentioned in previous studies,35,37,95,97,103 the relevant factors that determine whether the bubble will deform are:
the shear rate applied; the larger the force, the more likely the bubbles “squeeze” and deform.
the size of the bubble; the larger the bubble, the more likely the bubbles deform.
the air volume fraction (
the rheology of the suspending fluid; the lower the μp and
the charge and adsorption ability of the surfactant; which will depend directly on the type of AEA used.
Although other methods of air entraining exist, AEA seems to be the ideal one for 3DCP. Feys et al. 37 experimented with direct air inclusion via pumping to avoid any additional effects apart from the bubbles, as they sustained that AEAs have a rheological effect on concrete due to surfactants present in these agents and apart from the bubbles themselves. 37 However, air inclusion via pumping is unviable for 3DCP, as the processing stages involved, particularly pumping, have been shown to decrease the base air content in concrete, as shown by Das et al. 118 The authors expect, however, that air inclusion via AEAs would create a stabler air-void system, perhaps resistant to these processing stresses.
Indeed, AEAs have the advantage of stabilizing the bubbles 119 by avoiding coalescence (i.e., the action by which when two or more bubbles touch, they form into one) 120 and, therefore, size increment that would make them more prone to deformation or being lost by the action of buoyancy. Since the surfactants of AEAs act at the air–water interface in cement paste, they stabilize the air within the concrete, creating bubbles in the size range of 50–150 μm. The polar reaction reduces the surface tension of the water, and a negatively charged cover is generated around each bubble, leading to mutual repulsion and therefore preventing the coalescence of the bubbles. 89 In the following section, the different types of AEAs will be described to further understand the rheological effect of these admixtures, as well as their mechanisms and possible effects on the mixture in question.
Types of air-entraining agents
The AEAs are surfactants, meaning that their molecules, when incorporated into a heterogeneous solution (i.e., bubbly water), are abstracted from it and adsorbed at the solid–liquid interface, or in this case, the gas–liquid interface.119,121 The surfactant's molecules are amphipathic, which means that they have a polar head and a non-polar tail.119,121 Depending on the electric charge of the polar head, surfactants can be ionic (i.e., cationic when positively charged, anionic when negatively charged), non-ionic, or uncharged. 119 The molecule becomes oriented naturally at the interface, leaving the charged or uncharged head in the water, and the tail in the air bubble, as shown in Figure 5. The adsorption of the surfactant creates a series of consequences in the solution, mainly, the reduction of surface tension,89,90,122 which is directly proportional to the concentration of the surfactant.
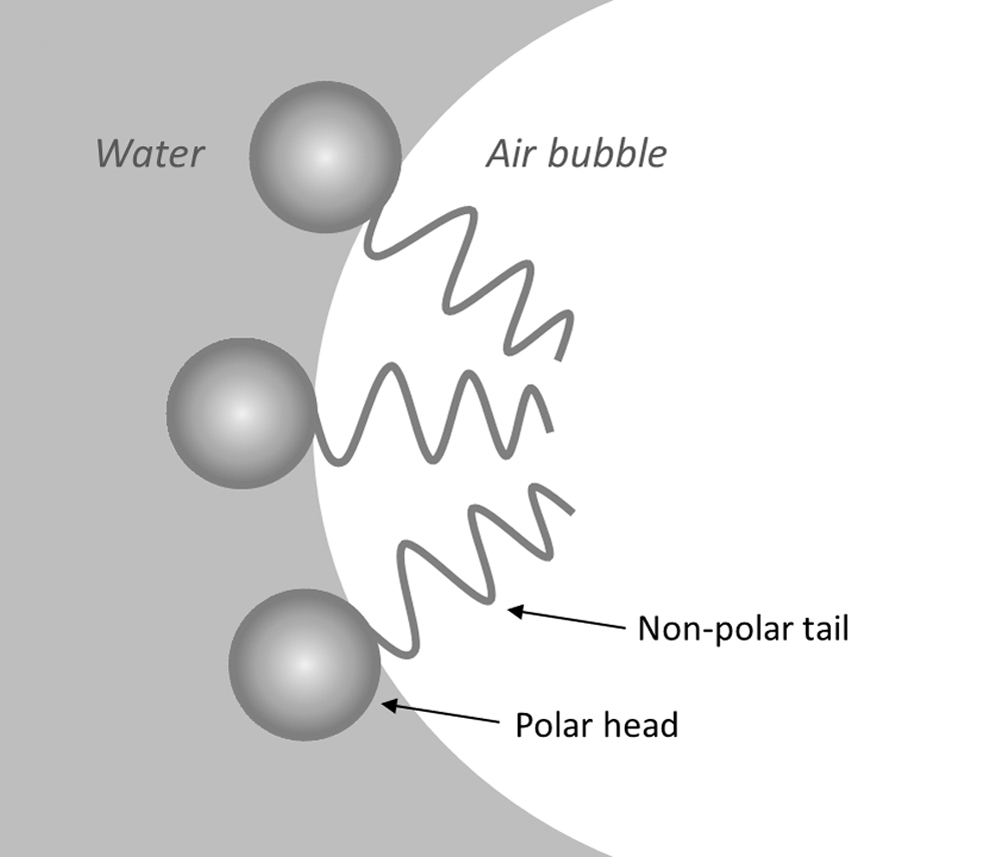
Orientation of surfactant molecule in air–water solution.
There are many types of AEAs. Previous researchers119,122 have specified seven types, depending on the origin of the AEA, which are: (i) salts of wood resins (i.e., phenolics, carboxylic acids, abietic acids), (ii) synthetic detergents (i.e., alkyl aryl sulfonates), (iii) salts of sulfonated lignin, which is a by-product of the paper industry, (iv) salts of petroleum acids (i.e., sulfonates), (v) salts of proteinaceous materials, from the animal-processing industry, (vi) fatty and resinous acids and their salts (i.e., tall oils, alkali metal salts), and (vii) organic salts of sulfonated hydrocarbons. The salts of wood resins are the most widely used.88,119,122
Mechanisms for stability of air bubbles
The AEAs have been used commonly to improve the freeze-thaw resistance, 123 and in some cases to reduce bleeding and segregation of concrete.88,119 The mixing process of concrete incorporates air naturally, defined as entrapped air, and can vary from 1% to 2% in volume. 1 The AEA stabilizes this air, dividing these large, coarse bubbles into a network of small, equally dispersed air bubbles.89,90,111
Air is originally entrapped during mixing, either by infoldings due to vortex action, or coming from fine aggregate, which holds air during mixing. 119 These bubbles would normally tend to coalesce and become larger, therefore destabilizing the concrete, which is reduced by vibrating the concrete, or dissipating due to the action of gravity. The AEA prevents the coalescence of the small bubbles generated, by stabilizing them via several mechanisms:
Hydration sheath: Water molecules orient themselves around the bubble, forming a layer and deflocculating the network. This occurs in both ionic and nonionic agents. 120
Marangoni effect: The bubbles are stabilized against deformation and rupture due to the decreased surface tension; the gradient causes the liquid to flow away from regions of low surface tension, which in this case is radial, maintaining the shape of the bubble.89,120
Electrostatic repulsion: If the surfactant molecule is charged, the bubble will acquire this charge and therefore repel other bubbles.89,119
Steric effects: In anionic AEAs, the insoluble calcium salts precipitate and accumulate at the air–liquid interface, creating a protective film or colloid.88,119,122 This does not reduce the surface tension of the liquid but, nonetheless, stabilizes the air bubbles.
Adsorption onto hydrated cement grains: This is perhaps the strongest and most reported of effects, present in anionic AEAs. The hydration products created when cement is mixed with water have a positive surface (calcium ions from calcium silicate hydrates). The negatively charged AEAs coating the bubbles can then be adsorbed onto the surface of the cement particles due to electrostatic bonds, consequently attaching the bubbles to the cement (Fig. 6), and making the cement particles hydrophobic.88,90,119,122
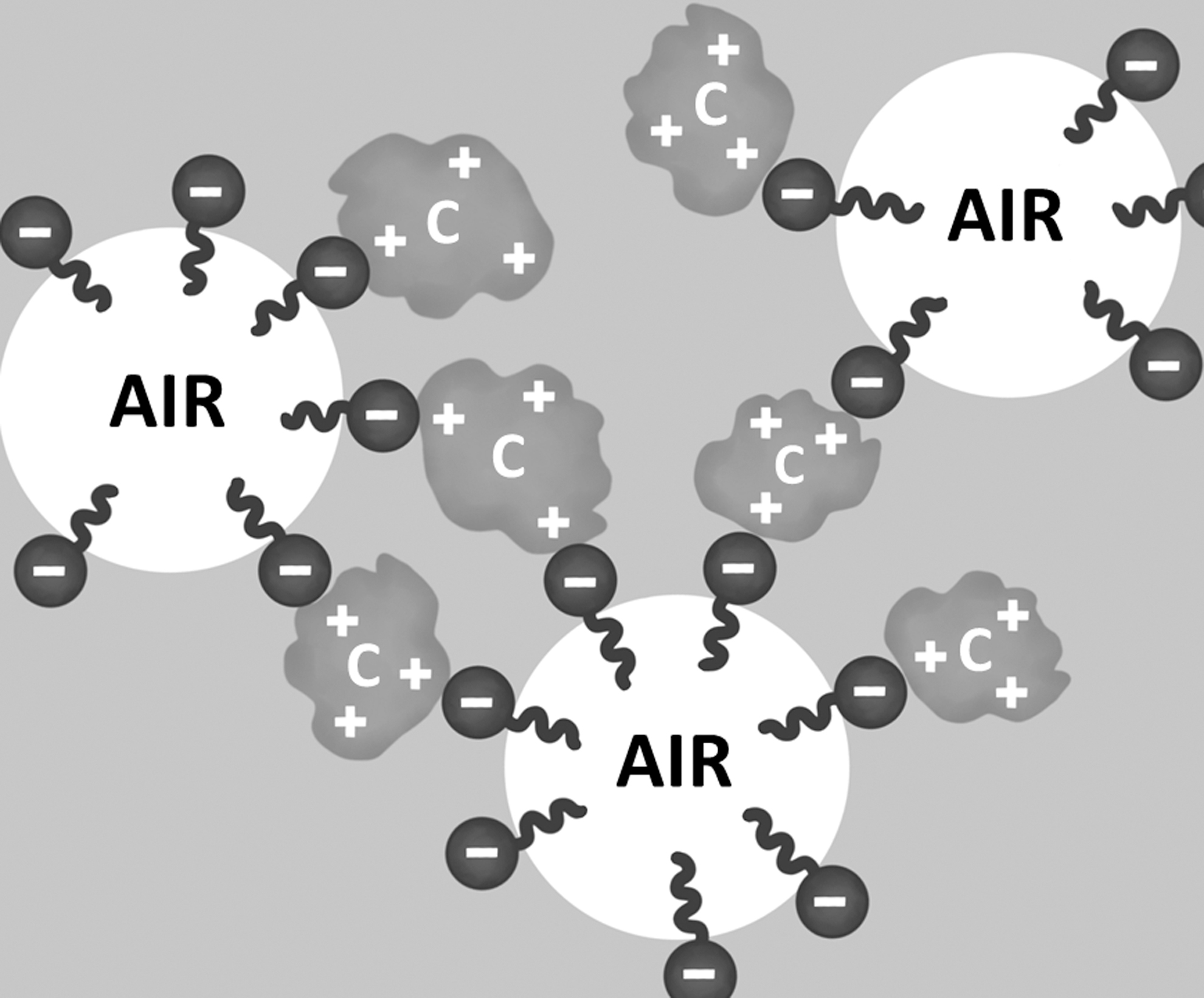
Adsorption of anionic surfactant onto cement grains, based on Khudhair et al. 123
Although some of these effects are exclusive to anionic AEAs, it has been demonstrated that cationic and nonionic surfactants also cause air entraining, depending solely on the first three mechanisms for cationic, or the first two for nonionic. However, nonionic agents usually generate poorer air entraining with larger and less stable bubbles. 119
The theory and experiments exposed in this section suggest that a higher stability of the air in concrete could lead to an increase in
In the context of 3DCP, some factors may have to be considered regarding AEAs, as some components or properties of 3DCP have been shown to interact with the surfactants. It is known that the presence of fine SCMs used widely for printable concretes, such as fly-ash and fillers, reduces the effectiveness of the AEAs and, therefore,
An important factor to consider is that some types of AEA interact with other chemical admixtures, particularly SPs, which are used widely for printable concretes. The main issue is with organic SPs, where a competitive adsorption at the liquid–gas interface generates less stable air bubble systems. 125 This is more pronounced for certain combinations of AEAs and SPs, such as lignosulfonate and hydroxycarboxylate SP's with neutralized wood resin AEA, but less pronounced with AEAs from salts of fatty acids and sodium sulfates, which have shown good compatibility with these SPs. 122 The negative effect generated by the combination of naphthalene or melamine-based SPs can usually be solved by adding more AEA. 125
Though some combinations have been studied, 88 we believe that it is impossible to generalize the interactions of AEAs and SPs due to their complexity, and we recommend an experimental examination of combinations before implementation.
Effect of AEA on Printability
It has been shown in this review that the rheological effect of AEAs on concrete could be beneficial in the context of 3DCP. The effect reported by most authors, given certain circumstances, is that the addition of AEA to a concrete mixture would increase
It was indicated that one aspect of printability cannot be modified without affecting another, and the addition of AEA is no exception. It is well known that air-entraining concrete reduces its compression and flexural strength. However, within the context of 3DCP, where a printed element is not monolithic like conventional concrete, the structure is more likely to fail at the plain between layers,126,127 making interlayer bonding a more limiting factor than the mechanical strength of the material itself, and allowing a higher air incorporation without a detrimental effect in the overall resistance of the printed element.
Conclusions and Further Research
Conclusions
Within the rheological requirements for 3DCP, special emphasis has been made on buildability, namely, early and later age structural build-up, and the challenges of obtaining this property for an all-around printable mixture, in other words, without negatively affecting other properties, such as extrudability, pumpability, and open time. The different approaches followed by previous researchers have been explored, from a more physical approach due to flocculation and thixotropy, to a more chemical approach obtained from accelerated hydration. It can be concluded that a combination of the two is required to obtain the optimal results in 3DCP, whether by using different, compatible chemical admixtures for each effect, or chemical admixtures with both effects.
This literature review has shown that AEAs have great potential for aiding early-and later-age structural build-up. In the right circumstances, they could be an ideal mechanism for enhancing concrete printability, given that they generate an increase in static yield stress (
Although it must be further proven experimentally, it can be hypothesized that for the case of armored bubbles (anionic AEAs), air bubbles could act as solid inclusions and contribute to
Further research
Although this review has demonstrated promising potential for AEAs as a rheological enhancer for printability, further experimental research is required to completely validate it. All three types of AEAs should be submitted to rheological tests to characterize their effect experimentally. In addition, experimental trials should be held to verify interactions between AEAs and other components usually present in printable concretes, such as other admixtures or SCMs.
An approach for further research is the development of models that predict the behavior of bubbles in a printable mortar. The combination of models that incorporate the air volume fraction (
The use of alternative solutions to obtain the required structural build-up could ultimately permit a reduction of the cement dosage in these mortar designs, making 3D printing with mortar even more sustainable, in an environmental and financial aspect. 3DCP has been proven viable and could have many advantages for the concrete industry and could help to reduce and optimize the use of involved natural resources and the emissions generated, meaning that 3DCP has the potential to contribute importantly to improve the productivity and sustainability of the construction industry.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The work included in this article is supported by the National Agency of Research and Development under grants Fondecyt No. 1190641 and by the Center for Sustainable Urban Development, FONDAP No. 15110020.