
Abstract
Copper was manufactured by using a low-cost 3D printing device and copper oxide water-based colloids. The proposed method avoids the use of toxic volatile solvents (used in metal-based robocasting), adopting copper oxide as a precursor of copper metal due to its lower cost and higher chemical stability. The appropriate rheological properties of the colloids have been obtained through the addition of poly-ethylene oxide-co-polypropylene-co-polyethylene oxide copolymer (Pluronic P123) and poly-acrylic acid to the suspension of the oxide in water. Mixing of the components of the colloidal suspension was performed with the same syringes used for the extrusion, avoiding any material waste. The low-temperature transition of water solutions of P123 is used to facilitate the homogenization of the colloid. The copper oxide is then converted to copper metal through a reductive sintering process, performed at 1000°C for a few hours in an atmosphere of Ar-10%H2. This approach allows the obtainment of porous copper objects (up to 20%) while retaining good mechanical properties. It could be beneficial for many applications, for example current collectors in lithium batteries.
Introduction
In the past two decades, additive manufacturing (AM) evolved to a comprehensive manufacturing technology, which is also beginning to show a significant impact on manufacturing practices.1,2 The pivotal characteristics of AM lies in the possibility of realizing objects using an additive approach, following a computer-aided design (CAD) design, as well as allowing minimal material waste, fast prototyping, and the production of components with complex shapes and with as few as possible parts to be assembled. 3 However, to produce a real impact on manufacturing, AM must be consolidated toward the production of metallic and ceramic components, being the dominant components in most technologically advanced applications.
The AM of metals and alloys is usually realized by using selective laser sintering (SLS) or selective laser melting (SLM) techniques.4–6 These techniques are based on the use of a high-power laser beam producing localized sintering or melting of thin metal powder layers deposited by a blade distribution system. The SLS and SLM have been diffusing rapidly in the automotive and aerospace industry7–9 but are still characterized by high investment costs and by limited flexibility. As a consequence, SLS/SLM remain out of reach for most small and medium companies, representing the backbone of the industrial infrastructure in most developed countries. As a result, the search for other approaches toward the AM manufacturing of metals is still very active.
A possible alternative is represented by techniques involving the extrusion of colloids, approaches generally known as robocasting.10–12 Although initially proposed for ceramic materials, the AM based on the extrusion of colloids has recently evidenced a great versatility in terms of material that can be easily managed.10–12 As a general approach, the powders of the starting materials are suspended in a solvent, together with some polymeric additives, to form a colloid (often referred to as an ink) containing a high fraction of inorganic powder.
These inks are extruded from a barrel or a syringe through a small diameter (down to 0.1 mm) orifice. Subsequent debinding and sintering processes, eventually coupled with more complex chemical treatments, are then required to produce the final object. The process as described can be applied, with minimal modifications, to a broad range of materials, including metals, ceramics, and various metal–ceramic composites. This last possibility is particularly attractive, given the growing interest toward ceramic composites and the difficulties associated to the use of SLS/SLM for their production.
Recently, a few reports relative to the use of robocasting for the AM of metallic materials have been presented.13–20 In these approaches, the colloids contained metal powders or, in a few cases, metal oxide,14,15 which were then converted to metal through reductive sintering. The use of oxides as a precursor is particularly appealing in the case of copper, as the oxide is less expensive and more chemically stable of the metal powder. In most cases, the colloids14–16,18,20 are based on volatile solvents, such as dichloromethane.
These solvents simplify the printing process, producing a rapid thickening of the colloid after the extrusion, improving the stability of the printed structures. However, besides posing a safety hazard, the use of these solvents, which usually show rapid evaporation even at room temperature, raises reproducibility issues while mixing and stability problems in longer prints due to unpredictable modification of the rheological properties. On the other hand, water-based formulations allow safer, more stable, and reproducible formulations, but they require a more careful control of the rheological properties; as an example, Yeta N'Jock et al. have shown that water-based inks can be used for the robocasting of metals if appropriate additives are included in the formulation. 13
In most applications, however, ink-based AM is used only for the realization of open structures, based on cellular or lattice architectures,13–16,18–20 whereas most practical applications require objects that are fully dense. Such objects are much more challenging to realize, as the removal of the solvent and the degradation of the organic additives are critical in dense geometries.
Accordingly, in the present work, we realized the AM of copper by using a procedure based on the use of low-cost water-based colloids of copper oxides. The proposed approach is based on the use of a low-cost 3D printing devise and allows virtually no waste of materials.
Experimental Section
Ink preparation
Robocasting inks present generally a powder fraction between 30 and 45 vol%. We used a powder fraction of 39 vol%. The choice for the powder has fallen upon the copper oxide (325 mesh) sold by VWR Chemicals. The polymeric additives were poly-acrylic acid (PAA; Acros Organics, MW 2000, 63% solution in water) and poly-ethylene oxide-co-polypropylene oxide-co-polyethylene oxide (Pluronic P-123; Sigma Aldrich, MW 5800). The binder solution was prepared with a 70:30 ratio of water and P-123 Pluronic.
The preparation of the inks represents a critical point of any robocasting application.10,12 The high viscosity deriving from the high content of powders results in formulations that are difficult to mix and homogenize.
Hand mixing is generally poorly reproducible. High-energy mixers are more effective, 13 but they are expensive and produce substantial incorporation of air bubbles, that must then be carefully removed. Moreover, the transfers of the high-viscosity colloids from the mixer to the extruders represent a significant source of material waste; further, the operation also involves an appreciable loss of solvent by evaporation, resulting in an unpredictable alteration in the colloid rheological properties.
To overcome these problems, we developed an alternative approach allowing to prepare small amounts of inks without any material waste and solvent loss. The components of the colloids are placed without mixing in a 50 mL syringe (Nordson EFD), which is then connected to a second empty syringe with a luer-luer lock. Both syringes are then cooled at a temperature below 10°C by using a refrigerator or a Peltier cell. At this temperature, the Pluronic-water mixtures present a low viscosity due to a well-known gel transition.21,22 The mixture is then alternatively extruded back and forth between the two syringes for 2 h. The extensive shear deformation produced by the proposed procedure helps to obtain an excellent mixing uniformity.
At the end of the process, the two syringes are disconnected. The syringe containing the ink is transferred directly to the printer without any loss of material and solvent evaporation.
Printing process
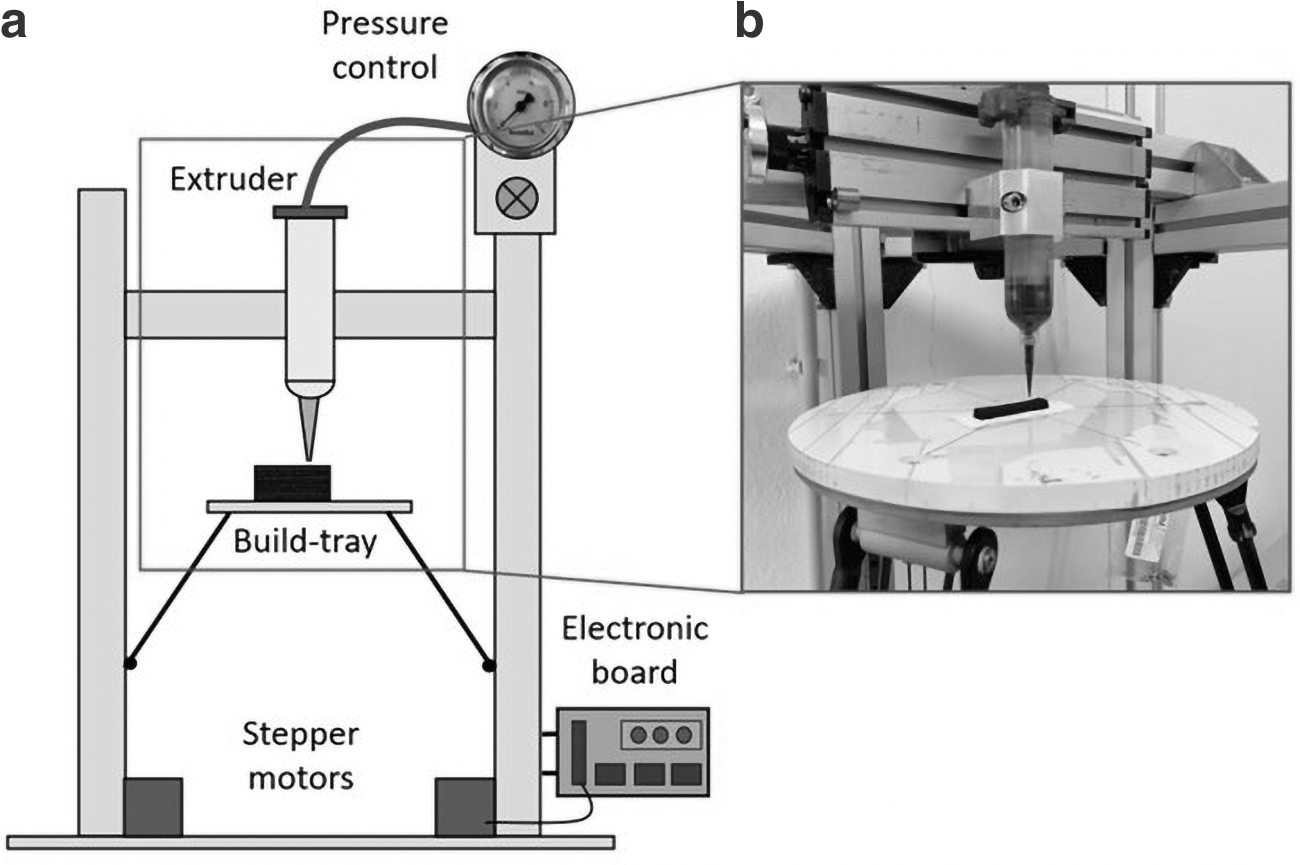
Samples have been produced by using a custom-made reverse delta printer, consisting of a moving plate and a static head where the extrudes are positioned (Fig. 1). The printer is based on the Repetier firmware and a Megatronics board. Solenoid valves control gas pressure within the extruding syringe, allowing extrusion and retraction in a fashion similar to an FDM printer. The setup allows the use of multiple extruders. Carbon fiber rods, IGUS joints, Nema 17 motors, G2.5 belts, and Schneeberger linear rails are used for the plate movement. The aperture of the conical nozzles used for extrusion was between 0.2 and 1 mm (Nordson EDF).
Sketch
Open-source software has been used to generate g-codes from CAD models, with Slic3r settings listed in Table 1. These settings allow printing with 4 atm of applied pressure. Samples were printed on alumina plates coated with graphite spray (Kontakt Chemie 33).
Slic3r Settings Used in the Present Work
Rheological characterization
Rheological analyses were performed by using a rotational rheometer (MCR 102, Anton Paar, I) equipped with a parallel plate combination (PP50, diameter = 50 mm) as a measuring system. The measurement gap was set at 1.5 mm. The viscosity of the colloids was measured at increasing shear rates in the range 10–300 s−1 at 10°C and 25°C. Three replicas were performed for each sample. Dynamic viscoelastic measurements were also carried out. In particular, a stress sweep test was performed at 10°C and 25°C: Increasing shear stress values were applied at a constant frequency (1 Hz) and the sample elastic and viscous properties, expressed by the storage (G′) and loss (G″) moduli, 23 respectively, were assessed. For each sample, the crossover point of G′ and G″ profiles was identified.
Thermal characterization
The thermal behavior of the inks and of their components has been characterized by thermogravimetric (TG) analysis and by differential scanning calorimetry (DSC). Both analyses were performed by using a combined TG/DSC apparatus by TA instruments in air using a heating rate of 0.5°C/min.
Thermal treatments of the printed materials have been performed in a high-temperature tube furnace (Elite Furnaces, TSH-16). They have been performed in three steps: debinding, chemical reduction, and sintering. The debinding was typically performed by using a 12 h ramp from room temperature to 300°C and was followed by the chemical reduction step, which involved a 6 h ramp to 600°C followed by a 6 h dwell at the same temperature in an Ar/10% H2 atmosphere. Final sintering was performed at 1000°C for 8 h. The reduction of the copper oxide was performed at low temperatures, when the porosity of the sample was still high, to avoid trapping of the produced water within the material, reducing the maximum achievable density.
The relative densities of the sintered samples have been determined by the Archimedes method using EtOH as a liquid and gave a value of 85% ± 1% of the theoretical value of solid copper.
Mechanical testing
The mechanical properties of the produced materials were evaluated by uniaxial tensile tests. Tensile tests were performed on 3D-printed bar specimens made of pure copper. A mild grinding of the external surfaces of the bars was performed before the characterization to obtain flat surfaces, allowing an efficient grip. Mechanical tests were performed at room temperature by using an MTS Insight 10 (MTS System Corporation) equipped with a 10 kN load cell. The specimens have been stretched until rupture at a constant crosshead speed of 2 mm/min. Crosshead displacements and load cell measurements were recorded with a sampling frequency of 20 Hz.
Microstructural characterization
The microstructure has been analyzed by optical (Zeiss Axioplan) and SEM microscopy (TESCAN MIRA). Chemical analysis was carried out by using Energy-Dispersive X-ray Spectroscopy analysis using an EDAX apparatus. All the characterizations have been performed on metallographic sections embedded in epoxy resin. Grinding and polishing have been performed by using a Buehler system. The final polishing has been performed by using a Buehler Microcloth with LUDOX AS-40 and a colloidal silica 20%wt suspension.
In addition, the rugosity of the surface has been evaluated by means of a stylus profilometer (KLA Tencor P-6) equipped with a 5 μm silicon probe applying a maximum force of 2 mg.
Results and Discussion
Rheological characteristics of the inks
Rheological characterizations have been performed at both 10°C and 25°C. To investigate the influence of the individual components on the rheological properties of the inks, we characterized three types of mixtures: a solution of Pluronic (P123); a solution containing also the PAA (P123/PAA); and a suspension with the same composition of the ink used for the printing process (P123/PAA/CuO).
In Figure 2, flow and viscosity profiles of the three fluids at 10°C are reported. It can be observed that the P123/PAA solution is characterized by a Newtonian behavior (i.e., by a viscosity independent of the applied shear rate), whereas solutions containing only P123 show shear-thinning behavior (decrease of viscosity with increasing shear rate). The addition of the CuO powder produced a marked increase in viscosity for all shear rates and the return to a shear thinning behavior. Shear thinning is an essential ingredient for AM applications. 24
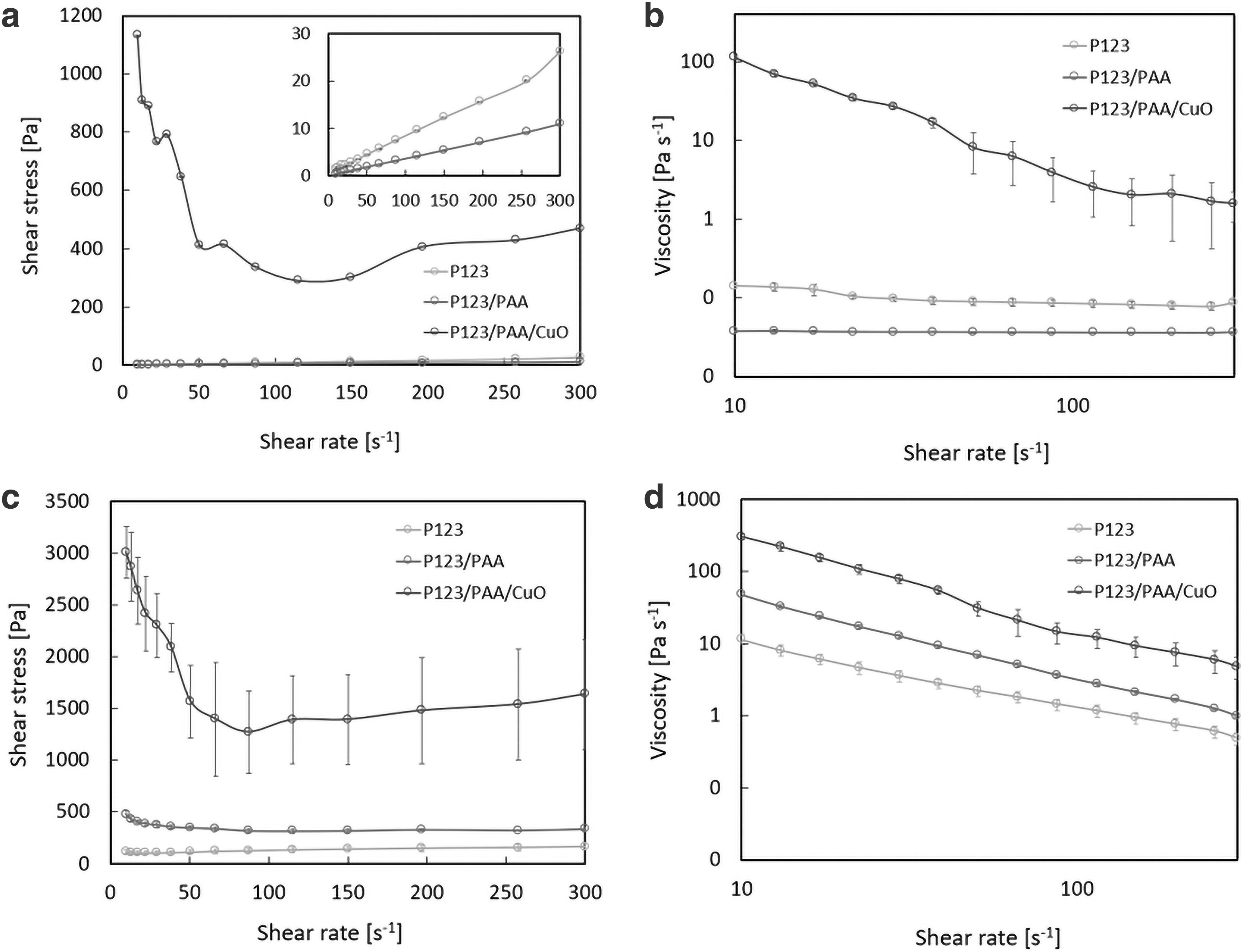
Flow
Inks must present a low viscosity during the extrusion, when a high shear rate is applied, but a much higher viscosity right after the extrusion, when the shear rate is virtually null. The P123/PAA/CuO mixture also presents another peculiar rheological behavior: the presence of a spur, which is indicative of a high three-dimensional structure in the colloid.25,26 Since the spur represents a static yield value, which is a measure of the stress needed to break the sample structure before a significant flow occurs, the higher is the corresponding stress value, the stronger is the printed structure. Figure 2 shows the flow and viscosity profiles of the same three mixtures at 25°C.
It can be noted as at 25°C all the mixtures are characterized by viscosity values much higher than those obtained at 10°C (Fig. 2) due to the gel transition typical of P123 solutions. A significant change can also be observed in the rheological behavior of the P123 and P123/PAA solutions: At 25°C, both mixtures show a shear-thinning behavior with the presence of a yield value. The presence of a well-defined spur is also observed from the flow curve of P123/PAA, which at 10°C was characterized by a Newtonian behavior. The P-123/PAA/CuO ink also shows the presence of a spur, at a value higher than at 10°C. Such spur is an index of high three-dimensional network in the suspension and, consequently, a robust ink structure at room temperature, which is highly desired in case of 3D printing processes. This aspect is related to the chemical structure of the Pluronic-based polymers.
A rheological characteristic that is particularly relevant for the stability of the printed geometries is the inks yield stress. Once extruded, the ink must present enough strength to hold the shape of the printed geometries, which should not collapse under their own weight. Traditional ways for determining the yield stress of colloids are represented by the direct extrapolation of the stress at zero shear
27
or by fitting the flow curve to a rheological model. The model proposed by Herschel and Bulkley:
The dynamic oscillation stress/strain sweep test represents an alternative and a more reliable method for assessing the yield behavior of high viscosity mixtures. The results of these measurements are usually reported in a double logarithmic plot of the storage (G′) and loss (G″) moduli as a function of the shear stress. Since the yield stress is the critical stress at which irreversible deformation appears, the stress where the initial drop in G′ occurs can be considered a measure of the yield point. It can be calculated by fitting the behavior well above the yield point with a power-law function and defining the yield point by the intersection of this line with the horizontal line through the linear G′ data. 29
This method is considered ambiguous because of the fitting needed to find the intersection. 27 A more reproducible method identifies the yield point with the intersection of G′ and G″ curves. This method gives an overestimation of the yield stress value and it can be successfully used on a comparative basis. In Figure 3, as an example, the profiles of storage (G′) and loss (G″) moduli obtained at 10°C for the P123 mixture are reported.

In Fig. 3a and b, yield stress values calculated from the intersection of G′ and G″ moduli are reported together with the related G′ = G″ values. It can be observed that all samples show at 25°C yield stress and G′ or G″ values that are much higher than those observed at 10°C. The complete ink P-123/PAA/CuO is characterized by the highest values of both parameters.
Ink preparation and printing of the geometries
The previous results evidenced as the rheological properties of our inks are defined by the P-123 Pluronic properties and by the amount of inorganic powder present in the mixture. Pluronic makes the viscosity of the ink strongly dependent on temperature, as its solutions in water present an unusual transition from liquid to gel moving from lower to higher temperatures, due to the formation of a coordinated micellar structure.21,22 For contents of P-123 in water above 30 wt%, the transition temperature is at about 15°C.
Below this temperature, the ink presents low viscosity and low yield stress (Figs. 2 and 3), whereas at higher temperatures it behaves like a gel. For this reason, we performed the homogenization of the ink mixture at temperatures below 10°C.
The printing parameters used for obtaining the geometries are summarized in Table 1. The rheological properties of the ink allowed the use of nozzles diameter as small as 200

Images of four different geometries produced with the approach described in this work. The green samples obtained at the end of the printing process present a black color. After reduction and sintering, the samples present the typical copper color.
Post-printing thermal treatments
The thermal behavior of our inks is summarized in the thermograms reported in Figure 5. In particular, Figure 5a shows the TG/DSC of the whole ink for temperatures up 230°C, using a heating rate of 10°C/min. Besides the weight loss due to the evaporation of the solvent, which is completed at a temperature just above 100°C, the main phenomena observed in this temperature range is an exothermic decomposition, beginning at 150°C, which is probably associated to a first partial degradation of the organic additives (P-123 Pluronic and PAA).

TG/DSC thermograms relative to the whole ink
To better characterize the degradation of the organic fraction, the thermogram of Figure 5b shows the behavior of a dry ink for temperatures up to 300°C. In this case, the large weight loss associated to the evaporation of the solvent is not present. Besides the exothermic process already evidenced in Figure 5a, a second, larger, exothermic phenomenon is observed beginning at 230°C, which is due to the completion of the organic fraction combustion. It must be noted that this degradation process is very rapid, and it can produce, if not adequately controlled, a sudden release of gas, resulting in the formation of cracks or cavities in the material.
This problem is particularly relevant in the case of geometries, presenting a low surface/volume ratio. To avoid such phenomena, low heating rates must be used in this temperature range. Also, to prevent crack caused by sudden water evaporation, printed objects are let dry overnight before proceeding with the thermal treatment. As a result, we heated our samples from room temperature to 300°C by using a linear ramp lasting 12 h. Using this treatment, we did not observe the formation of any defect in the green material.
A subsequent thermal treatment is meant to produce the chemical reduction of the copper oxide and the sintering of the resulting copper metal. The reduction of copper oxide in hydrogen gas starts at relatively low temperatures, even below 300°C. 30 In the early literature, the reduction was considered a stepwise process, involving the intermediate formation of Cu2O, but it is now clear that it involves only one step. 30 On the other hand, the sintering of copper metal deriving from the reduction of copper oxide is a complex process, still not well understood.31–33
In fact, both hydrogen and oxygen tend to dissolve in large amounts in copper, and their reaction within the solid matrix produces water molecules that tend to remain trapped in the metal, producing the formation of porosity. 31 As a result, it is impossible to obtain fully dense metallic copper from the reduction of the oxide in a hydrogen atmosphere. Increasing the process temperature does not generally produce any beneficial effect, as the gas solubilities in copper increase with temperature.
On the opposite, a lower porosity can be obtained performing the chemical reduction at temperatures as low as possible, where the solubility of oxygen and hydrogen in bulk copper is still low. The use of low temperatures reduces also the kinetic of the entire process, allowing a more efficient release of the produced water gas. Based on these considerations, we started the reduction process at 300°C. The temperature was then slowly increased to 600°C in 12 h under an Ar/10%H2 atmosphere.
This temperature was then maintained for 6 h to complete the reduction. The sintering of the produced material was then obtained by increasing the temperature at 1000°C and maintaining this temperature for 8 h. As evidenced from the images in Figure 4a and b, the thermal treatments produced an isotropic reduction in volume between 40% and 45%. Despite such a large contraction no evidence of cracks or delamination can be observed.
Microstructural characterization
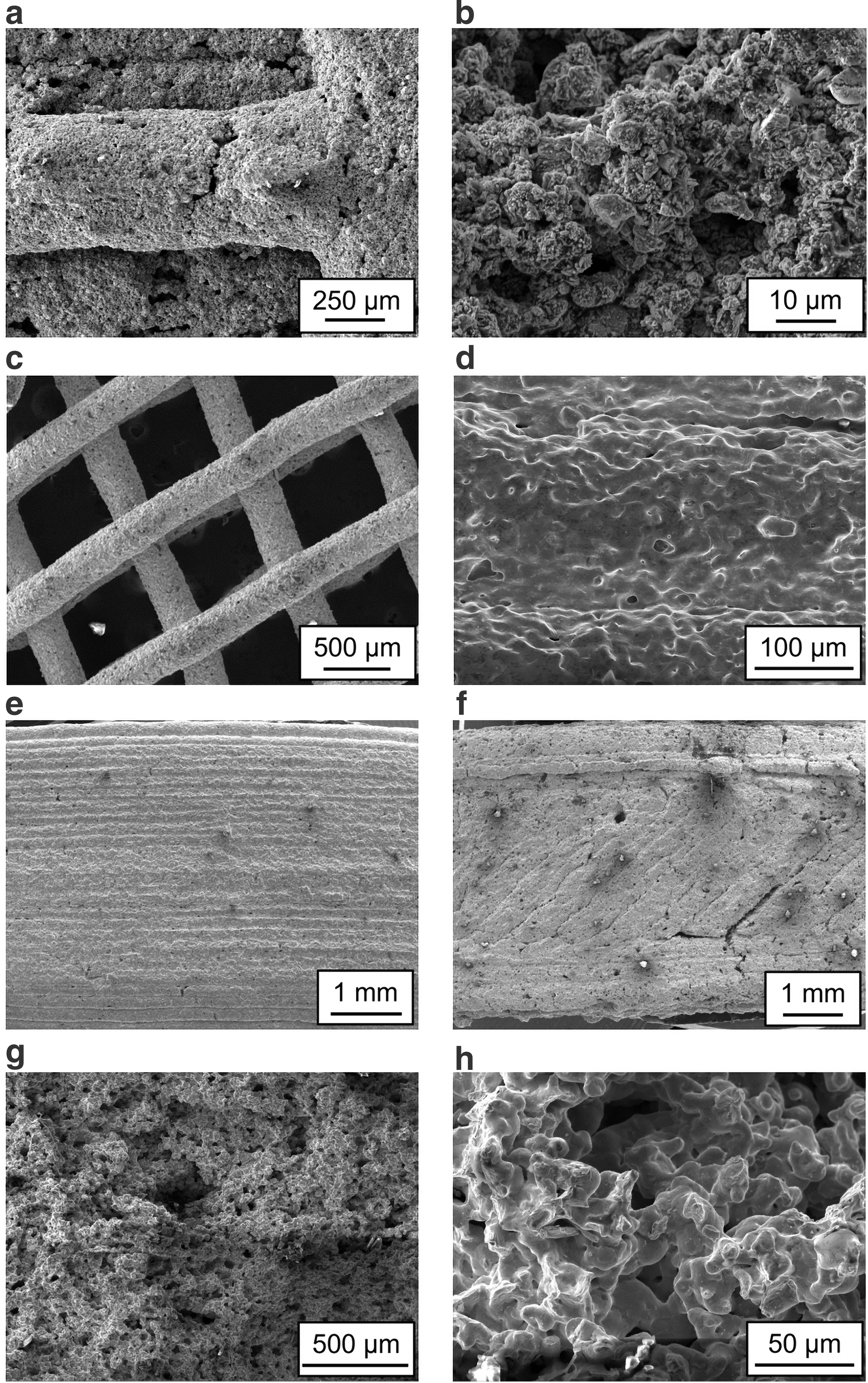
Examples of the microstructure of the metallic copper samples obtained using our procedure are presented in Figures 6 and 7.
SEM images relative to the external surfaces of both pre-

Rugosity maps of the sample on the left. The surface scanning was performed in two directions, both orthogonal and longitudinal to the printed lines. Red arrows in the orthogonal scanning clearly shows the repetition of the deposited material along a single layer.
Figure 6a and b are relative to a “as printed” sample, before the sintering procedure. In the zoomed figure it is possible to see the pristine CuO flake-like grains. Figure 6c and d are relative to a sintered mesh; the surface after the reductive and sintering procedure is completely changed, showing round grains of about 10–20
Figure 6e and f are relative are relative to bulk samples obtained by using two different printing fillings.
The fracture surfaces Figure 6g and h clearly reveal that some residual porosity is left, as the relative density of the samples is around 85%. No cracks or delamination is noted, despite the considerable volume contraction produced during the sintering process.
Figure 7 shows the surface rugosity of a disk-shaped bulk sample evaluated along two orthogonal direction, one perpendicular and one parallel to the direction of extrusion of the material during the printing process. In the first case, the series of parallel grooves with a pitch of 60 ± 10 μm, deriving from the extrusion process, can be observed. The observation along the deposition lines offers an idea of the rugosity of the final material that presents a mean value of 6 ± 1 μm.
Mechanical characterization
An extensive experimental campaign has been performed to investigate the mechanical properties of the printed and sintered components. In particular, the elastic stiffness, the yield stress and strain, and the ultimate stress and strain measures are extracted from standard uniaxial tensile tests performed by using the MTS Insight 10 machine.
We tested 30 samples: 15 samples obtained with a classic printing strategy, where the printing head deposits the colloid after a layer-by-layer alternated 45° orientation; the remaining 15 samples are printed following concentric perimeters of the specimen shape.
For the sake of clarity, from the set of obtained curves, we report a reduced subsample of five representative curves per considered printing strategy (Fig. 8).
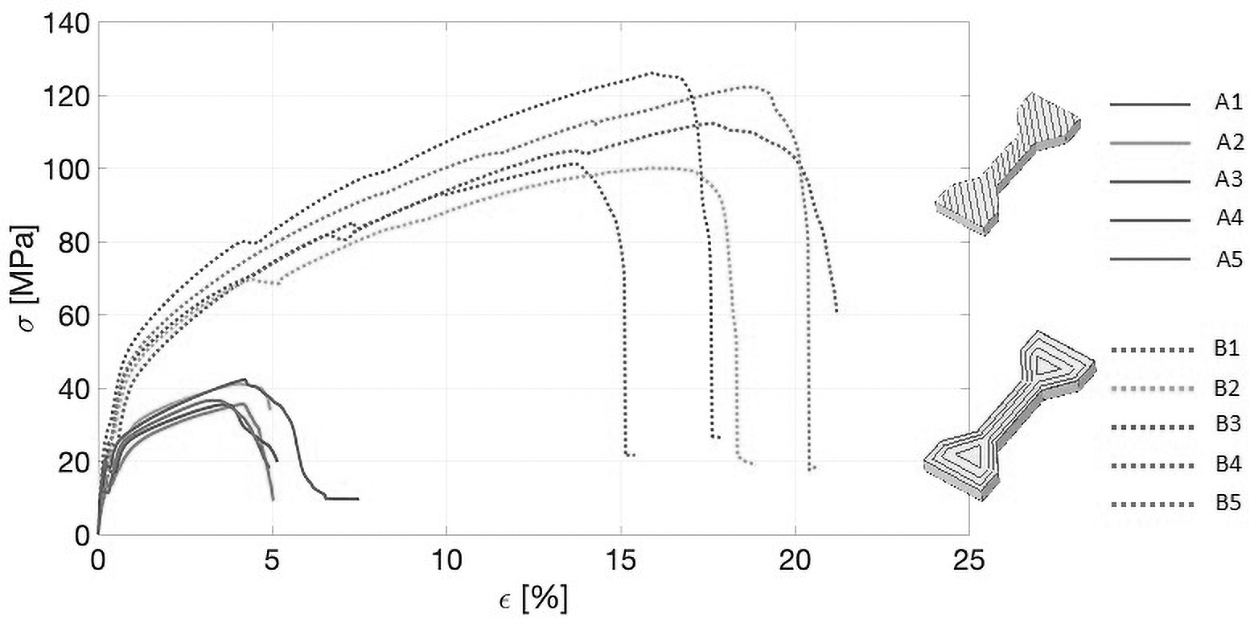
Representative stress–strain curves from uniaxial tests of 3D printed copper samples: solid line is used for specimens printed following the classical alternate 45° deposition strategy (type A); dotted line is used for the alternative printing strategy following the perimeters (type B).
We clearly observe a significative difference in terms of mechanical response depending on the considered printing strategy. In particular, “type A” samples exhibit an average yield stress of ∼25 MPa and an ultimate stress of ∼35 MPa and strain of ∼5%; whereas “type B” samples, with an average yield stress of ∼60 MPa, an ultimate stress ∼120 MPa and strain of ∼18%, show surprisingly good mechanical characteristics of the sintered material despite the presence of a significant level of porosity with properties very close to standard copper except for the elongation at break that remains quite limited.34–37
Type B″ specimens exhibit superior mechanical properties due to the specific orientation of the printed lines. In fact, all the deposited material is oriented in the direction of the applied elongation stress, giving the printed object superior mechanical properties.
On the contrary, the 3D-printed material in “type A” samples has to counteract both the elongation stress and the detachment of the 3D printed line. This results in overall lower mechanical properties when compared with “type B” samples. 38
Conclusions
We demonstrate the possibility of realizing the AM of copper based on the extrusion of water-based colloids of copper oxide, followed by reductive sintering. In comparison with other proposed approaches, based on volatile organic solvents, the use of water-based colloids makes the process safer, environmentally friendly, less expensive, and more reproducible. The control of the rheological properties of water-based colloids has been realized through the addition of Pluronic and PAA. The proposed colloid formulation allows to obtain stable and self-sustaining geometries. Pluronic also produces a drastic reduction of the viscosity at temperatures below 10°C, allowing fast and uniform homogenization of the colloid even in the presence of a large fraction of inorganic powders.
The use of a mixing procedure based on the same syringes used for the printing process allows avoiding any waste of material and any solvent evaporation, resulting in a better reproducibility of the process. The printing process can be realized by using inexpensive printers using pressurized syringes with conical nozzles. The subsequent thermal treatment allows the dehydration and debinding of the printed objects, both completed at temperatures below 300°C. The use of slow thermal cycles allows completing these processes without cracking, avoiding the formation of any internal cavity even in the case of closed geometries characterized by very low surface/volume ratios.
The reduction of the copper oxide to copper metal is realized by using Ar/10vol%H2 at temperatures below 600°C. The final sintering has been obtained at 1000°C. Uniaxial tensile tests revealed good, strongly related to the adopted printing path, mechanical properties despite a relative density that remained around 80%. This production route effortlessly produces porous metal objects with a high surface area that is beneficial in fields such as energy storage, energy production, or reaction catalysis.39–42
Footnotes
Author Disclosure Statement
No competing or personal financial interests exist.
Acknowledgment
The authors would also like to thank the CISRiC for the use of the SEM facility.
Funding Information
This work was partially supported by the Italian Minister of University and Research through the project “A BRIDGE TO THE FUTURE: Computational methods, innovative applications, experimental validations of new materials and technologies” (no. 2017L7X3CS) within the PRIN 2017 program. This work was also partially supported by Regione Lombardia through the project “MADE4LO - Metal ADditivE for LOmbardy” (no. 240963) within the POR FESR 2014-2020 program.