
Abstract
For three-dimensional (3D) printing material applications in tissue engineering, acetylated chitosan (AC)/poly(ɛ-caprolactone) (PCL) composites were prepared by the melt mixing method using the acetylation of chitosan with PCL. The physiochemical properties of the AC/PCL composites were examined by measuring the water contact angles, dispersity of AC on the cross-section using scanning electron microscopy, and temperature stability. In addition, mechanical properties such as tensile strength and bending stress recovery were measured to determine the elasticity of the composite films. The fibroblast cell line NIH-3T3 was used to test the relative cell affinities based on the AC content and cell viability on AC/PCL at various temperatures. There was no difference between the melting points and tensile strengths of the AC/PCL composites and pure PCL. Overall, the AC/PCL composites showed high initial cell adhesion after 4 h of cell culture and increased cell proliferation compared to those of PCL composites used as a control. Based on these tests, an AC of 10.7 wt% was determined to be the optimal composition for the AC/PCL composite. Thus, these composites can be used in various 3D printing material applications in tissue engineering.
Introduction
Tissue engineering has been widely used in the regeneration and repair of damaged, functionless, and nonoperating tissues and organs due to trauma or disease caused by accident or external shock.1,2 Therefore, the biomimetic design and preparation of tissue engineering scaffolds are becoming increasingly important, and various factors, including biocompatibility, morphological structure, and mechanical properties, should be considered.3,4
In recent years, the field of tissue engineering has focused on the repair or improvement of damaged tissues, such as bones, vessels, muscles, and nerves, using biological substitutes with pathologically similar structures composed of a combination of biomaterials, cells, and growth factors. Therefore, various biomaterials are used to develop scaffolds that provide bioactive support to cells by acting as an artificial extracellular matrix.5–9
Three-dimensional (3D) printing of 3D structured additive manufacturing can be used to fabricate objects with complex structures using conventional thermoplastics, ceramics, graphene-based materials, and metals. In general, 3D objects can be produced using 3D scanning technology, such as computed tomography and computer-aided design software. Therefore, they are widely used because it is easy to manufacture complex 3D structures.
Recently, biomimetic scaffolds using 3D printing techniques for tissue engineering have been studied owing to the advantages of providing customized scaffoldings and organs. A representative example of material jetting, including inkjet systems, material extrusion, and vat polymerization bioprinting technologies, such as stereolithography, digital light processing, and two-photo polymerization, are the latest research trends in bioprinting. Despite the precise fabrication of the 3D microstructure of these latest research trends and the advantage of using various materials, in this study, we attempted to improve efficiency and reduce costs by minimizing the deformation of existing 3D printing materials.10–17
For 3D structured scaffold material, many biomaterials have been developed to prepare enhanced tissue engineering scaffolds for artificial skin in bone tissue engineering, including biodegradable synthetic and natural polymers and metals such as titanium,18,19 iron, 20 magnesium, 21 bio-ceramics (hydroxyapatite and calcium phosphate),22,23 poly (lactic acid) (PLA), poly (glycolic acid), poly(ɛ-caprolactone) (PCL), and copolymers.24–26
PCL is a biocompatible polymeric material approved by the U.S. Food and Drug Administration. 27 Compared with other types of biomaterials, PCL exhibits great design flexibility at low melting temperatures and slow biodegradation for long-term service. 28 Moreover, PCL is applied as an optimal biometric material to control the personalized form, pore size, and porosity of 3D printing technology.28,29 However, these synthetic polymers, such as PCL, have various limitations such as low cell affinity and poorly developed pore structures.30,31
To overcome these limitations, various methods for modification of these polymers have been examined, namely, the mixing of bioactive molecules, such as proteins, peptides, and natural molecules, and surface treatments such as immobilization using chemical modification and plasma surface treatment.31–34
Nevertheless, most biomolecules are unstable with respect to heat, and there is a problem of deactivation under various conditions, such as moisture, solvents, and pH. The surface treatment method is known to be a very difficult method for applying 3D printing. Owing to these problems, the application of 3D printers in the field of tissue engineering is limited, and it is necessary to develop biomaterials for 3D printers with improved biocompatibility.35,36
Chitosan (derived from chitin) is a carbohydrate-containing polymer. It has gained considerable attention as a biomaterial, and it has diverse applications in tissue engineering owing to its low cost, high stability against heat and experimental environment, antimicrobial properties, and biocompatibility.35–37 Recently, studies have been conducted to control the affinity for cells by controlling the acetylation of chitosan. The biocompatibility of acetylated chitosan (AC) depends on the type of cells being applied. For example, in the case of nerve cells, the lower the degree of acetylation, the more advantageous it is for cell adhesion and proliferation.38,39 In the case of skin fibroblasts, a higher affinity is reported than in the case where it is not.
In addition, the difference in cell affinity was expected to be caused by a change in the ratio of hydrophobicity to hydrophilicity during the positive charge and acetylation process of the amine.40,41 Therefore, the optimal degree of acetylation will be different depending on the characteristics of each cell type, and the optimal degree of acetylation using various cells should be studied in the future. Therefore, in this study, cell affinity was improved through acetylation reactions based on previous studies using fibroblasts.3,38,42–44
Therefore, as shown in Figure 1, this study focused on the complex of AC and PCL to develop materials for 3D printers.
Experimental concept for AC/PCL composites for 3D printing material applications. 3D, three-dimensional; AC, acetylated chitosan; PCL, poly(ɛ-caprolactone).
The objectives of this study were as follows: (1) design novel AC/PCL composites using the melting method, (2) evaluate the mechanical properties and stability of the composites, and (3) evaluate the cell affinity and stability of the biocomposites using a fibroblast (NIH3T3) culture.
Materials and Methods
In this study, PCL granules (Sigma Aldrich Co., Ltd) with an average molecular weight of 80,000 Da were used as the base biomaterial for 3D printing. Chitosan (medium molecular weight), with a molecular weight in the range 190–310 kDa, was used as an enhancer of biocompatibility. Ethanol, acetic anhydride, Tween 20, and cell culture reagents were purchased from Sigma-Aldrich (St. Louis, MO). All other chemicals used were of analytical grade. Ultrapure water was obtained from a Milli-Q water system and used to prepare aqueous solutions.
A 70% AC was made up according to a previously reported optimal method. 3 AC in the form of film and powder was obtained. Films were first prepared with the chitosan solution and then acetylated in the same manner as the chitosan powders. Chitosan powder was obtained from Sigma-Aldrich. A 1% w/v chitosan solution (0.5 g) (1% acetic acid) was dropped on top of a glass with a circular diameter of 10 mm. The dried chitosan films and powder obtained were acetylated using the same process.
Next, 1 g of chitosan powder was washed in distilled water (500 mL) and constantly stirred for 24 h at room temperature. Dried chitosan powder (1 g) was immersed in 200 mL of an acetylation solution (acetic anhydride:ethanol:Tween 20 solution, 20:10:3 v/v/v). Tween 20 was used to improve the contact between chitosan and acetic anhydride in the reaction. The reaction was stopped after 24 h by adding 5% NaOH solution. The AC powder obtained was washed in a 95% EtOH solution for 1 day to remove any remaining acetic anhydride. Subsequently, the samples were washed with distilled water and freeze-dried.
The AC/PCL composites were fabricated according to the AC content. First, 10 g of PCL was completely melted under heating condition at 70°C for 3 h. To obtain AC/PCL composites, AC powders (0, 300, 600, 1200, 1800, 3000, and 6000 mg) were blended and strongly mixed in each melted PCL solution at 70°C for 1 h. Uniformly mixed AC/PCL composites were obtained with a final concentration of 0, 2.9, 5.7, 10.7, 15.3, 23.1, and 37.5 wt% of each AC. The heated composites were applied to molds of certain sizes and were used in subsequent experiments.
To determine the viscosity of the AC/PCL composites according to the AC content (0, 2.9, 5.7, 10.7, 15.3, 23.1, and 37.5 wt%), each 20 g of AC/PCL composites in a 50 mL beaker was premelted at 80°C for 1 h. Then, the viscosity change was measured while maintaining a constant temperature of 80°C in a rotation disk mode (30 rpm) on a viscometer (DV-1, Brookfield, WI).
To observe the AC dispersity in the AC/PCL composites, AC/PCL films (20 × 20 × 5 mm, 2 mL of each sample) were fractured using liquid nitrogen. Furthermore, the cross-sections of the fractured films were observed using field-emission scanning electron microscopy (SEM) (S-4700; Hitachi, Tokyo, Japan), and the change in the water contact angle (droplet of 10 μL distilled water, n = 5) on the surface of the film was measured using a Phoenix 150 instrument (Surface Electro Optics, Seoul, Korea).
AC/PCL films (20 × 20 × 5 mm) were prepared for the water absorption tests. The specimens were immersed in 0.05 M phosphate buffer (pH 7.0) at room temperature. After 3 h, moisture was removed from the surface of the sample taken out of the water. The weight of the specimen was then compared with that of the untreated dried specimen.
The mechanical properties, tensile strength, and recovery of the films (20 mm × 20 mm × 1 mm, 0.4 mL of each sample) were evaluated using an INSTRON universal testing machine (Instron model 4467; Canton, MA). The tensile strength was measured using a gauge length of 10 mm and a 1-kN maximum load cell with a crosshead speed of 2 mm/min. To examine the recovery from bending stress, AC/PCL films were prepared with AC concentrations of 0, 2.9, 5.7, 10.7, 15.3, 23.1, and 37.5 wt%. The recovery was calculated as follows: recovery (%) = A1/A0 × 100, where A0 denotes the original angle (180°: completely folded angle), and A1 denotes the final angle for 1 h after stress release.
The melting point of the composites was measured as the temperature at which the movement occurred on a glass plate as the temperature increased. Specifically, 1 g of melted composites was dropped onto the glass plates (75 × 25 mm), and they were cooled at 4°C for 24 h. The movement of the sample on the glass plate was observed while the temperature increased at 1°C per min.
In addition, 1 g of melted composite was dropped on top of a glass with a circular diameter of 10 mm and cooled at 4°C for 24 h. The prepared AC/PCL films were prewetted with medium (Dulbecco's modified Eagle's medium supplemented with 2 mM
The thermal stability of the 10.7% AC/PCL composites was observed through cell viability at various temperatures. A measure of 0.5 g of each heated composites were injected into a glass plate with a circular diameter of 10 mm, cooled to 4°C for 24 h, and then heated for 2 h at 35°C, 45°C, 60°C, 80°C, and 100°C. After cooling to room temperature, the thermal stability was measured using a previously reported cell viability test method.
Results and Discussion
AC (70%) was successfully fabricated using a previously reported method. 3 Cell affinity was determined to be caused by a change in the hydrophobic ratio to hydrophilicity due to the positive charges and acetylation reactions of amines. Therefore, the optimal degree of acetylation is expected to vary depending on the cell type, and in this study, cell affinity was improved through acetylation reactions based on previous studies using fibroblasts.
As shown in Figure 2, fibroblasts were cultured on two types of films: AC and pure chitosan films. The results of a simple experiment indicated an approximately threefold increase in cell adhesion after 4 h for the AC film compared to the untreated chitosan film (Fig. 2). Furthermore, cell proliferation increased after 48 h of culture on the AC film. We inferred that the enhanced cell affinity was due to changes in surface charge and morphology after acetylation.

Correlations between cell adhesion and proliferation of the chitosan/AC films.
The dispersion state of the AC particles and fractured cross-sectional morphology of the films were examined using SEM. Figure 3a–c shows that the dispersion states of the AC particles on the AC/PCL composites at 2.9%, 5.7%, and 10.7% were similar in a relatively homogeneous state. Meanwhile, in Figure 3–f, the composites with more than 15.3% concentration showed an increase in clumps, fine cracks, and surface roughness because of the lower dispersion efficiency of the AC particles. Moreover, in the cases with concentrations of 15.3%, 23.1%, and 37.5%, there was a more definite low degree of dispersion tendency as the amount of AC increased.
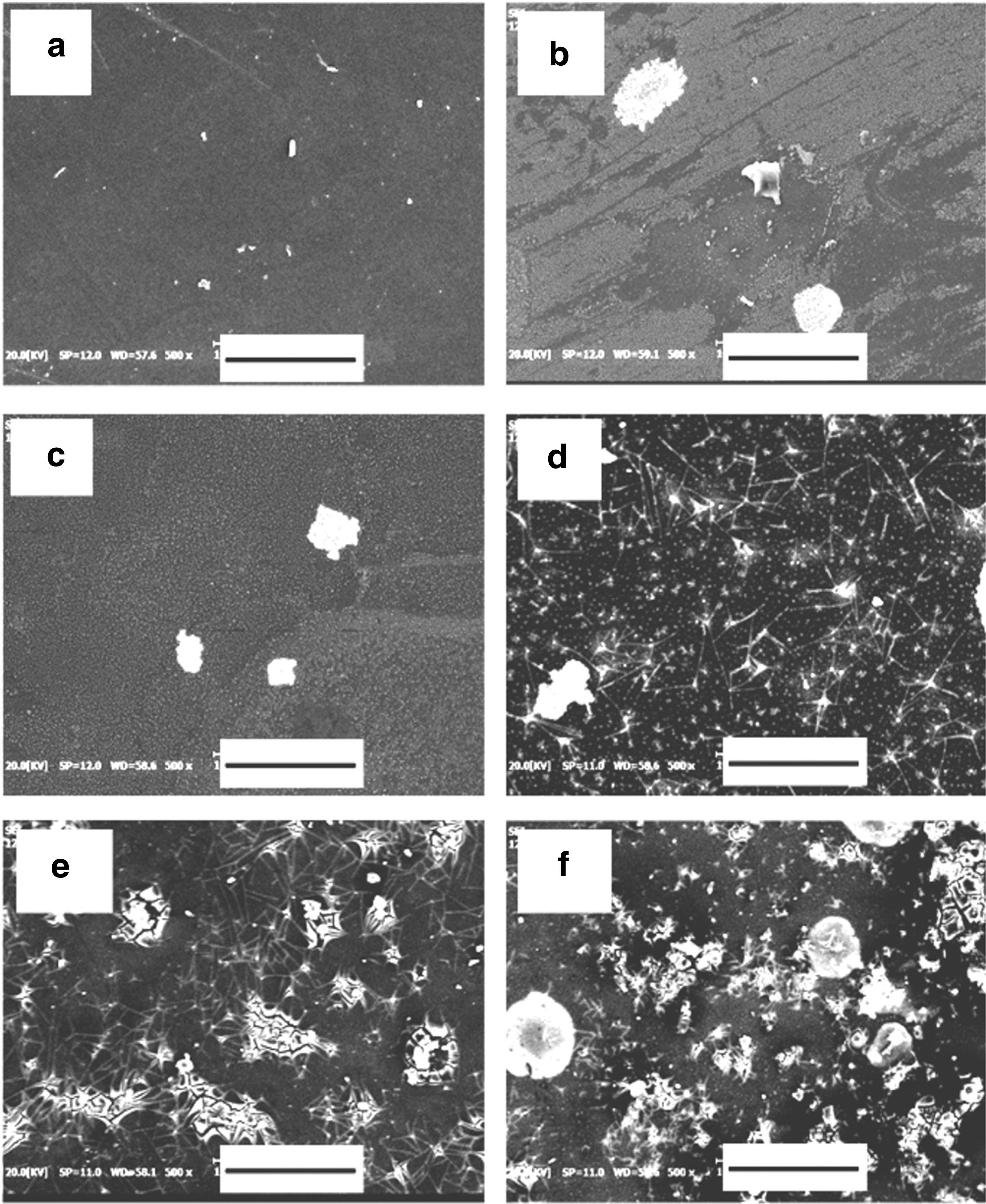
Scanning electron microscopy images of the AC/PCL films with respect to various AC concentrations.
We suppose that the increased clumps and surface roughness were due to the higher surface area of the AC particles and increased hydrophilic interaction between each particle with increasing AC. Therefore, in the case of a composite with a concentration of 15% or more, it is possible to expect a decrease in physical properties because of the increased clumps and surface roughness owing to lower dispersion.
The tensile strength of the AC/PCL composite films decreased with increasing AC concentration (Table 1) in which the 15.3% AC/PCL films exhibited a 2-fold decrease in strength compared with the 0% AC/PCL films. The deterioration of the mechanical properties is attributed to the increased AC concentration. The mechanical properties of composite polymer films are usually determined by the density and interconnectivity between the polymer and beads based on the polymer concentration and powder content.
Tensile Strength of the Acetylated Chitosan/Poly(ɛ-Caprolactone) Films with Respect to Various Acetylated Chitosan Concentrations (n = 5)
In this study, we assumed that the major cause of deterioration in the mechanical properties was the increased AC concentration. Therefore, the tensile strengths of the AC/PCL composites with generally low AC contents (2.9%, 5.7%, and 10.7%) were similar within a range of ∼10%. Conversely, composites with a concentration of more than 15.3% exhibited a sudden decrease in tensile strength.
Thereafter, the elastic recovery of the AC/PCL composite film was measured. In the case of the AC/PCL composite films with 0%, 2.9%, and 5.4% AC, no difference was observed (Table 2) in elastic recovery (within 10%), while 23.1% and 37.5% of AC/PCL films failed at a completely folded angle (180°). This result is potentially due to the low strength caused by the poor binding strength between polymers owing to the powders with high AC content.
Recovery (%) of the Bending Stress of the Acetylated Chitosan/Poly(ɛ-Caprolactone) Films with Respect to Various Acetylated Chitosan Concentrations (n = 5)
The water contact angle test confirmed that the hydrophilic surface was enhanced by increasing AC content (Fig. 4a). The contact angle of the pure PCL was 65° ± 2°. The water contact angles of AC/PCL at 2.9% and 5.7% concentrations were 63° ± 3° and 60° ± 1°, respectively. Furthermore, the water contact angles of AC/PCL at 10.7% and 15.3% concentrations were 52° ± 3° and 50° ± 5°, respectively. The AC/PCL film (37.5%) exhibited the lowest contact angle (39° ± 3°). The enhanced hydrophilicity of the AC/PCL composite can be attributed to the high absorptivity and hydrophilicity of the AC.
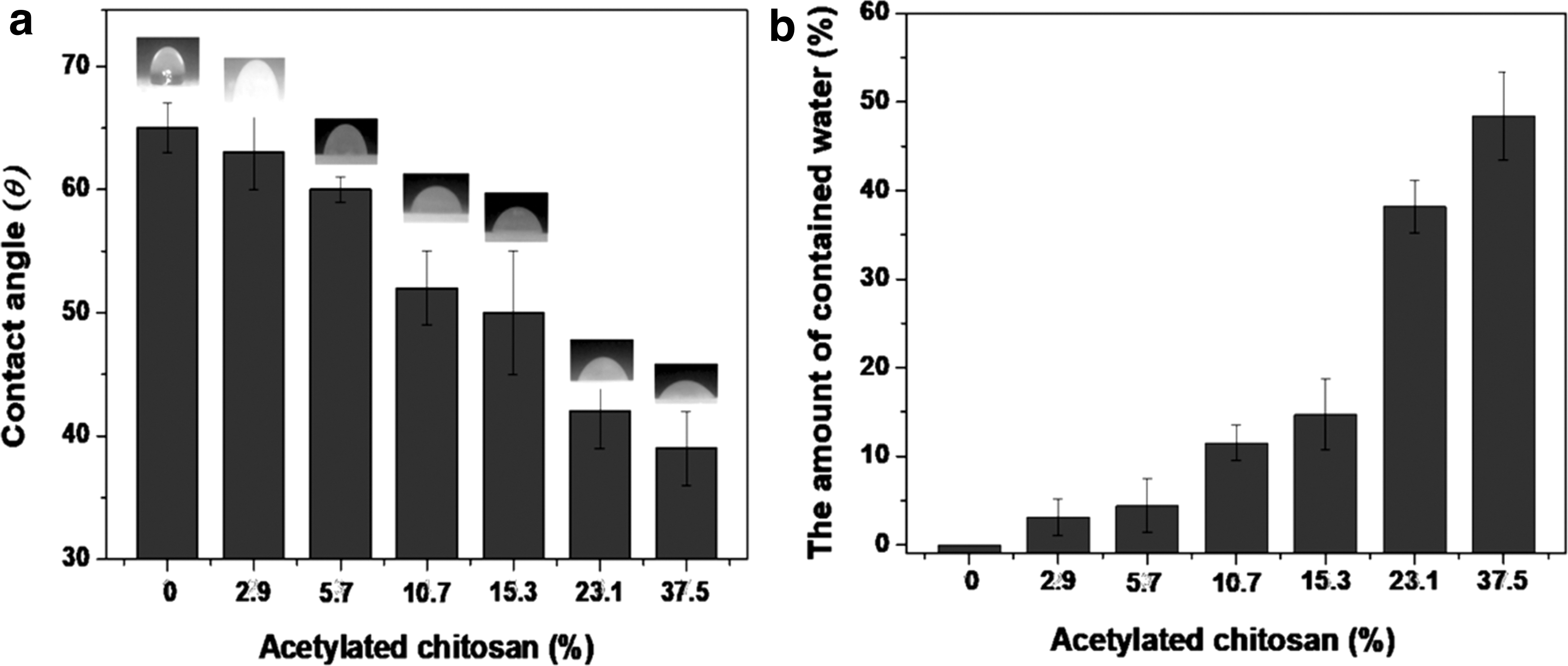
Hydrophilicity of the AC/PCL films with respect to various AC concentrations.
The water absorption test was conducted in a similar manner. As shown in Figure 4b, the absorption rates at 0%, 2.9%, and 5.7% were within 5%. Furthermore, as the amount of AC was increased, the absorption rate increased significantly. In the case of 10.7% and 15.3% concentrations, the absorption rate increased with a similar tendency, and in the case of 23.1% and 37.5% concentrations, the absorption rate increased significantly. Hence, AC shows high hydrophilicity and absorption characteristics. In addition, from the aforementioned tensile and recovery test results, it was determined that the physicochemical properties of the composites deteriorated as the AC content increased to 15.3%.
To measure the cell affinity of AC/PCL, NIH3T3 cells were cultured on AC/PCL films based on the AC content. Overall, the AC/PCL composite films showed highly efficient initial cell adhesion after culturing for 4 h. After 72 h, increased cell proliferation was observed for the acetylated films (Fig. 5). Furthermore, as the cell culture time and AC content increased, the extent of the changes in cell adhesion and growth increased. Conversely, when the concentration exceeded 23.1%, cell adhesion and growth efficiency decreased. We suggest that the low cell affinity is due to the crumbling of AC powder clumps on the surface of the medium owing to the excessive AC content in the AC/PCL composite. Therefore, based on the aforementioned results, the optimal composition of AC for 3D printing was determined to be 10.7%.

Difference in cell adhesion and proliferation on AC/PCL films.
The melting point is important in the 3D printing process for shape reforming from the wire form by heating. The melting points of the AC/PCL composites were measured based on their AC content. As shown in Table 3, no difference in the melting point was observed between pure PCL and 37.5% AC. Therefore, unlike the mechanical properties, it was confirmed that the AC content did not affect the melting point of PCL. In addition, we compared the viscosity change at 80°C. As shown in Table 3, as the amount of AC increased, the viscosity tended to increase, and up to 10.7% AC showed a similar tendency. If the amount of AC is increased further, the viscosity is greatly increased, resulting in the disk not rotating. We suggest that the increase in viscosity is due to an increase in the physical aggregation and polar interactions between particles.
Melting Point and Viscosity of the Acetylated Chitosan/Poly(ɛ-Caprolactone) Composites with Respect to Various Acetylated Chitosan Concentrations (n = 5)
Melting point and thermal stability are important factors in 3D printing. In this study, the thermal stability of the 10.7% AC/PCL films at various temperatures was tested in terms of cell viability. Specifically, no changes in cell viability were observed at various temperatures when the cell viability was set to 100% after it was left unattended at 25°C (Table 4). Therefore, the scaffold molded over a wide temperature range did not affect the cell affinity. This method is expected to be applicable to materials with various melting points in the future.
Thermal Stability of 10.7% Acetylated Chitosan/Poly(ɛ-Caprolactone) Films by Cell Viability Under Various Temperatures
Conclusions
An effective biomaterial for 3D printing applications was prepared using a simple method that utilizes a biodegradable PCL polymer and AC particles through melt mixing. The tensile strength, elastic recovery, contact angle, and stability of the composites were examined, and the results showed a clear improvement in the cell affinity of the AC/PCL composites compared to that of pure PCL. For 3D printing applications, PCL properties were not affected, and the optimal composition for improving biocompatibility was determined to be 10.7% AC.
Further studies for commercialization, including further biological evaluations using various cell lines and detailed rheological analysis and wire shaping processes for 3D printing applications of the biocomposite and its applicability to other implantable biopolymers, such as PLA or poly(lactide-co-glycolide), are required. As a basic study of materials, the research on AC/PCL biocomposites conducted in this study is judged to be an important foundation that can be applied to various organizations and regenerative medicine fields.
Footnotes
Acknowledgment
The present research was conducted by the research fund of Dankook University in 2021.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research received no funding from any funding agency in the public, commercial, or not-for-profit sectors.