
Abstract
In this work, selective laser melting (SLM) technology was applied to directly realize the in situ synthesis of medium manganese Mn–xCu (x = 30–40 wt.%) alloys based on the blended elemental powders. The effects of heat treatment on the microstructural evolution and damping properties of the SLMed Mn–xCu alloys were investigated. The metastable miscibility gap was studied by thermodynamic modeling and microhardness measurement. The results showed that γ-(Mn, Cu) phase with dendritic arm spacing (DAS) of 0.9–1.2 μm was the main constituent phase in the as-SLMed alloys, which was one to two orders of magnitude finer than those of the as-cast samples. Aging at 400–480°C for the Mn–30%Cu or 430°C for Mn–40%Cu alloys can induce spinodal decomposition, martensitic transformation, and α-phase precipitation, whose direct evidence was provided for the first time by transmission electron microscopy and 3D atom probe tomography in the work. The miscibility gap obtained from thermodynamics calculation was basically consistent with the microhardness results for the SLMed Mn–xCu alloys. Solution and aging (SA) treatment can improve the microstructure, tensile and damping properties of the SLMed Mn–xCu alloys more obviously than aging treatment. A 2.3–2.8 and 4.3–4.5 times increase was produced in damping capacity in the aged SLMed and SLMed+SAed Mn–xCu samples, respectively.
Introduction
Mn–Cu alloys have been attracting significant attention in various fields of application, such as radiofrequency communications, sensors and actuators, energy harvesters, and biomedical devices due to their excellent mechanical properties and high damping capacity.1–3 Their excellent damping capacity mainly originates from the high mobility of {101} twin boundaries induced by martensitic phase transformation with low critical twinning/detwinning stress4,5 and large tetragonal distortion (1 − c/a).6,7 Therefore, martensitic phase transformation is the basis of the damping capacities in the Mn–Cu-based alloys.
However, the martensitic transformation start temperature (Ms) is linearly dependent on Mn content in the Mn–Cu-based alloys.8,9 The Ms can be above room temperature only when the Mn content (xMn) in the alloys is >82 at. %.10–12 However, a high Mn content (>80 at. %) also leads to the deterioration of ductility, corrosion resistance, mechanical behaviors, and machining ability. 13 Consequently, the Mn content is usually restricted to 50–70 at.% in the developed commercial Mn–Cu-based alloys, such as Sonoston, Incramute, and M2052,14–16 which were referred to as medium manganese Mn–Cu alloys. Fortunately, Mn content can also be improved by spinodal decomposition to form nanoscale Mn-enrichment and Cu-enrichment regions in the alloys17,18 upon aging (usually 400–600°C 19 ). Such demixing of Mn-enrichment and Cu-enrichment regions was derived from the metastable miscibility gap in the Mn–Cu binary phase diagram.20,21
However, the α-Mn phase is also precipitated during aging resulting in a decrease in Mn content in Mn-enrichment regions, which affects the formation of martensitic transformation twins, hinders the movement of the twin interface, and thus weakens the damping property of the alloy. Therefore, heat treatment becomes necessary to increase the Mn content in the Mn-rich regions, avoid the emergence of the α-Mn phase, and ultimately control the damping property of the medium manganese Mn–Cu-based alloys. Especially, the metastable miscibility gap of the alloys should be determined accurately to help figure out the appropriate heat treatment parameters.
Traditionally, Mn–Cu-based alloys are prepared by casting or vacuum induction melting (VIM), then hot forging or rolling, followed by solid solution treatment to obtain a homogeneous microstructure consisting of equiaxial γ-(Mn, Cu) grains. Finally, aging treatment is applied to induce spinodal decomposition and resulting martensitic transformation to produce martensitic twin structures. 22 Recently, the emerging laser additive manufacturing technology has been proved a feasible way to prepare the metals and alloys.23–25 As one of the typical laser additive manufacturing techniques, selective laser melting (SLM) has been widely reported as a means of producing net-shape complex structures with the advantages, including easy melting of refractory metals, finishing unlimited geometrically complex parts in one step, and realizing the design and adjustment of the alloy composition.26–28 Also, the damping capacity of the Mn–Cu-based alloys with dendrite structure is higher compared with equiaxial grains due to compositional segregation upon appropriate aging treatment. 29
It is easy to obtain the dendrites and finely nonequilibrium phases under rapid solidification conditions with a cooling rate of 103–8 K/s during SLM.30,31 Therefore, SLM may be one of the most potential new technologies for preparing high-density Mn–Cu alloys with excellent comprehensive performances. However, the microstructures of the SLMed Mn–Cu-based alloys would be different from those produced by traditional thermomechanical processes because of these characteristics of SLM process, including high temperature gradient (106 K/m), rapid solidification cooling rates, and complex heat history. 32 Hence, the suitable heat treatment parameters for the SLMed Mn–Cu-based alloys may also be different from those for the conventional thermomechanical-processed ones.
In this work, SLM is first applied to realize the in situ synthesis of Mn directly –xCu (x = 30–40 wt.%), alloys based on Mn and Cu mixed elemental powders. Then, the microstructural evolution and phase composition of the SLMed Mn–xCu samples under various heat treatments were investigated to determine the metastable miscibility gaps of the alloys. Finally, the microhardness, tensile, and damping properties of the SLMed samples were analyzed to explore the suitable heat treatment parameters to control and improve the comprehensive performances.
Experimental
Materials and equipment
The original materials were commercially available high-purity irregularly shaped manganese powders (99.89 wt.% Mn) and spherical copper powders (99.72 wt.% Cu) produced by the atomization method shown in Figure 1a and b. The Mn and Cu powders were mixed in various formulas in a small planetary ball mill for 2.5 h with a rotating speed of 300 r/min at ambient temperature and pressure in atmospheric air. The ball-to-powder ratio of 2:1 was used with alumina (3.5–3.9 g/cm3) and Zirconia (5.8 g/cm3) balls as grinding media under three different ball diameters of 3, 5, and 8 mm in diameter.

The morphologies of the original Mn
The SLM experiments were conducted on a self-developed machine (LSNF-2), consisting mainly of a continuous wave IPG YLR-500 fiber laser, an automatic powder delivery system, a building platform, and a computer system for process control.33,34 The deposition processes were conducted to manufacture a series of Mn–xCu samples (x = 30 and 40 wt.%) on a Cu substrate in an argon environment with oxygen content controlled well below 100 ppm. Almost full-dense Mn–xCu samples subjected to SLM only (hereafter as-SLMed) can be fabricated under the proper processing parameters. Then, the SLMed Mn–xCu samples were heat treated in a KSL-1400X-A2 muffle furnace at a heating rate of 10°C/min with the following two groups of schedules, that is, aging or solution and aging (hereafter SA) treatments. TS, TA, ts, and tA represent the temperature and time of SA treatments in Table 1, respectively.
The Heat Treatment Parameters Used in the Work
SA, solution and aging.
One group of samples were only aged at a temperature ranging from 370°C to 530°C for 2 h with air cooling (hereafter aged SLMed samples). The other group was first subjected to solution treatment at 900°C for 1 h and then quenched into the water, followed by aging treatment at 370–530°C for 2 h or at 430°C for 1–10 h under air cooling (hereafter SLMed+SAed samples).
Microstructure characterization and performance evaluation
The microstructural characterization of the as-SLMed, aged SLMed, and SLMed+SAed Mn–xCu samples was conducted by a Motic 2000 MET optical microscope, a Zeiss G300 scanning electron microscope (SEM) equipped with energy-dispersive spectroscopy (EDS), and a Tescan Mira3 SEM. Phase identification of all the samples was performed by X'Pert PRO X-ray diffraction (XRD) using a Cu Kα radiation with a step size of 0.02° and a dwell time of 1 s per step. The microstructure of the SLMed+SAed Mn–30%Cu sample was also observed by an FEI Tecnai G2 F30 Transmission Electron Microscope (TEM) at 300 kV. The chemical composition of the SLMed+SAed Mn–30%Cu sample was investigated at a sub-nanometer scale by 3D atom probe tomography (APT) analysis using a LEAP™ 3000X HR (Oxford nanoScience Ltd, Milton Keynes, United Kingdom).
The needle-shaped specimen for APT was prepared by using an FEI Helios NanoLab 600i DualBeam focused-ion-beam instrument. The APT acquisition was performed in voltage mode at 60 K with a pulse fraction of 20%, a pulse repetition rate of 2 kHz, and a target detection rate of 0.4%. The reconstruction of 3D atom maps, visualization, and all data analyses were performed using the IVASR 3.6.14 software package.
Microhardness measurements were conducted using an HVS-1000Z microhardness tester with a loading range between 10 gf and 1 Kgf. The microhardness was calculated as the maximum load divided by the projected area of the indentation. For each load step, ten indentations were done, and their average value was used to represent the hardness. The damping property (internal friction, tan δ) of all the samples with a size of 30 × 3 × 1 mm3 was measured on a TA-Q800 Dynamic Mechanical Analyzer in the single cantilever mode with a constant frequency (f) of 1 Hz and strain amplitude ranging from 0 to 900 × 10−6 at ambient temperature.
Modeling and calculating of the phase diagram
Thermochemical modeling studies were done by using FactSage™ 8.0 software. The binary phase diagram of the Mn–Cu system was calculated through the Phase Diagram calculation module of the software using FSstel database. The Equilib module of the software was used in adiabatic conditions (ΔH = 0, 1 atm), and the temperature was set from 200°C to 1400°C.
Also, the thermodynamic evaluation of the Mn–Cu system was performed in the present work. Based on a substitutional model, the dependence of the molar Gibbs free energy for the φ phase (Gφ) on temperature (T) and concentration (xMn) was described by Shi et al.
6
:
where
where i is the power of the Redlich–Kister polynomial; Ai, Bi, and Ci are coefficients of the model. The optimized parameters for the phase γ-(Mn, Cu) of the Mn–Cu system can be taken from reference. 36 Hence, the miscibility gap can be obtained by taking the second partial derivative of the molar Gibbs free energy (Gφ) with respect to the variable xMn.
Results and Discussion
The microstructure of the as-SLMed alloy
The as-SLMed Mn–xCu cuboid samples without cracks can be manufactured under a relatively wide processing window. Micropores (9–50 μm in size) were observed in the as-SLMed samples in Figure 1c and d, showing good processability of laser additive manufacturing for the Mn–xCu alloys based on the blended elemental powders. The mutually vertical scanning tracks were observed on the XOY section due to the applied hatch spacing of 90° in Figure 1c. The regular molten pool boundaries were seen on the XOZ section in Figure 1d.
In Fig. 2a, the microstructure of the as-SLMed Mn–xCu alloys are mainly composed of γ-(Mn, Cu) cellular dendrite structure. The DAS was measured to be ∼0.9 and ∼1.2 μm in the interior (Fig. 2b) and at the boundary (Fig. 2c) of the molten pool, respectively, due to the differences in temperature gradient and solidification velocity between them. Besides, the compositional segregation between the dendritic and interdendritic zones was observed in the obtained back-scattered electron images. Based on the chemical composition analysis by EDS, the dendritic (point 2 in Fig. 2c) and interdendritic (point 1 in Fig. 2c) zones possessed relatively higher and lower Mn contents, respectively. As the melting point of Mn (1244°C ± 3°C) is higher compared with Cu (1083.4°C ± 0.2°C), Mn-rich γ-(Mn, Cu) first precipitated to form the dendritic phase during the rapid solidification process of SLM. Then, Cu-rich γ-(Mn, Cu) phase precipitated along with the interdendritic areas. Then, the formed Mn-rich and Cu-rich γ-(Mn, Cu) phases were retained to ambient temperature under the nonequilibrium solidification condition of SLM.

The BSE images of the as-SLMed Mn–30%Cu alloy; the molten pool boundaries were indicated by yellow dotted lines in
Figure 3 exhibited XRD patterns of the as-SLMed, aged SLMed, and SLMed+SAed Mn–xCu samples. The face center cubic (f.c.c.) structure of the γ-(Mn, Cu) phase is the main constituent phase in all the samples. Only the γ-(Mn, Cu) phase was detected in the as-SLMed Mn–xCu alloys. The peaks of the α-Mn were also observed in the XRD patterns of the aged SLMed alloys (Fig. 3a, b, e, f). Based on the relative peak intensity between the γ-(Mn, Cu) and the α-Mn phases, the volume fractions of the α-Mn phase increased with increasing TA from 370°C to 530°C in the aged SLMed alloys. Moreover, the fraction of the α-Mn phase was always higher in the Mn–30%Cu samples than those in the Mn–40%Cu samples under the same heat treatment states. The local magnifications in 69.5–72.5° are shown in Figure 3b, d, f, and h. The (220) characteristic diffraction peak of the γ-(Mn, Cu) phase broadened as TA = 430°C for the aged SLMed Mn–40%Cu (Fig. 3b) or TA = 400–430°C for the Mn–30%Cu samples (Fig. 3f). The broadening of (220) diffraction peak was closely associated with the martensitic transformation of (220)γ-(Mn, Cu) → (220)γ΄-(Mn, Cu) + (202)γ΄-(Mn, Cu).

XRD patterns of as-SLMed, aged SLMed
In Fig. 3c and g, the obvious peaks of the α-Mn phase was not detected until at 480°C for SLMed+SAed Mn–30%Cu or 530°C for Mn–40%Cu alloys. As compared with the aging treatment, SA treatment reduced the contents of the α-Mn phase in the samples significantly. Similarly, the (220) diffraction peak of the γ-(Mn, Cu) phase also broadened only at TA = 430°C in the SLMed+SAed Mn–40%Cu alloys (Fig. 3d). Moreover, the splitting of (220) diffraction peak of γ-(Mn, Cu) phase, that is, (220)γ-(Mn, Cu) → (220)γ΄-(Mn, Cu) + (202)γ΄-(Mn, Cu)), was detected at TA = 400–480°C in the SLMed+SAed Mn–30%Cu alloys (Fig. 3h). Table 2 summarizes the phase composition of the as-SLMed, aged SLMed, and SLMed+SAed Mn–xCu alloys based on the XRD results in Figure 3. It can be concluded that the spinodal decomposition of γ-(Mn, Cu) → Mn-enrichment γ-(Mn, Cu) + Cu-enrichment γ-(Mn, Cu) and martensitic transformation of γ-(Mn, Cu) → γ΄-(Mn, Cu) can occur at TA = 400–480°C in the SLMed Mn–30%Cu and at TA = 430°C in the SLMed Mn–40%Cu.
The Phase Compositions of the As-SLMed, Aged SLMed, and SLMed+SAed Mn–xCu Alloys
SLM, selective laser melting.
Then, the lattice parameters of the face centered tetragonal (f.c.t.)-γ΄ phase (a and c) and f.c.c.-γ phase (a0) were calculated as shown in Table 3 based on the XRD results in Figure 3. The SLMed Mn–xCu alloys have an f.c.c.-γ structure with lattice parameters in the range of a0 = 3.710–3.777 Å. The tetragonal distortion value (1 − c/a) was obviously larger (>0.0200) in the SLMed+SAed Mn–30% Cu at TA = 400–430°C, as compared with other samples. The more significant tetragonal distortion always implies more martensitic transformation, more {101} twins, and a resulting higher damping capacity. Therefore, it means that TA = 400–430°C is the more proper parameter of aging for the Mn–30% Cu, similar to the reported range (435°C) in the literature.13,18
The Lattice Parameters of the f.c.t.-γ′ Phase (a and c) and f.c.c.-γ Phase (a0)
f.c.c., face center cubic; f.c.t., face centered tetragonal.
Controlling the microstructure by heat treatment
As discussed above, no martensitic transformation occurred in the as-SLMed Mn–xCu alloy. Therefore, heat treatment is indispensable to promote the formation of the γ΄ phase to improve the damping property. After aging treatment, the microstructure was mainly composed of the intragranular γ-(Mn, Cu) cellular dendrites and a small amount of α-Mn precipitates in Figure 4. With TA increasing from 400°C to 530°C, DAS increased from ∼0.9 to ∼4.2 μm and from ∼0.9 to ∼2.8 μm in the Mn–40%Cu and Mn–30%Cu, respectively. When TA > 430°C, the spherical (∼0.2 μm in diameter), cuboidal (∼0.4 μm in size), and rod-like (∼1.0 μm in length and ∼0.2 μm in diameter) α-Mn precipitates were as seen in Figure 4c, d, g, and h. The precipitation of α-Mn is usually the evidence of averaging. The microstructural optimization is limited only by aging treatment for the SLMed Mn–xCu alloy.
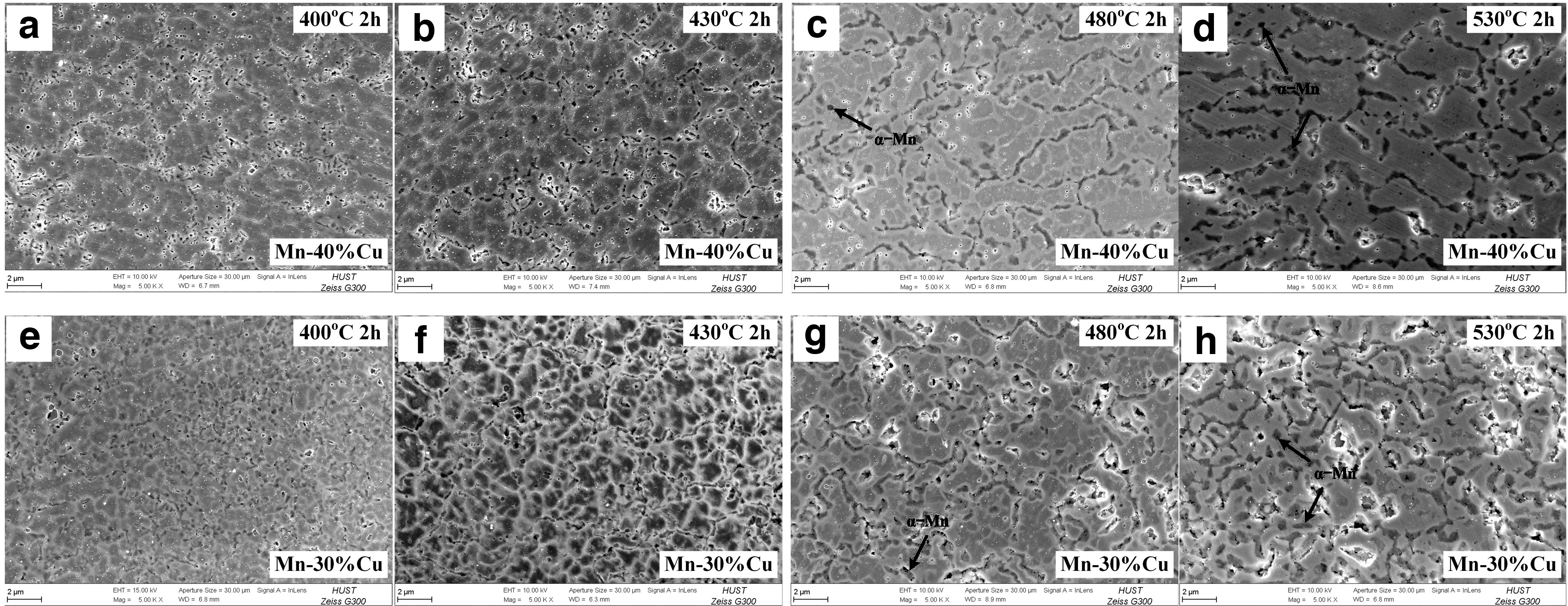
The microstructures of the aged SLMed Mn–40%Cu
After SA treatment, the cellular dendrites of the alloys disappeared due to the occurrence of recrystallization process. The microstructures consisted of the equiaxed γ-(Mn, Cu) grains and some α-Mn precipitates within grains in the SLMed+SAed samples as in Figure 5. As shown in Table 4, the average grain size of equiaxed γ-(Mn, Cu) grains increased from ∼89.4 to ∼113.4 μm and from ∼72.4 to ∼103.3 μm in the SLMed+SAed Mn–40%Cu (Fig. 5a–d) and Mn–30%Cu samples (Fig. 5e–h) with increasing TA from 400°C to 530°C, respectively. Moreover, a large amount of rod-like α-Mn precipitates (∼2.3 μm in length and ∼0.3 μm in diameter) were detected in the SLMed+SAed samples when TA > 430°C (Fig. 5c, d, g, and h). A few nanoscale α-Mn phases can contribute to strength and hardness by precipitation strengthening. However, a large number of α-Mn precipitates certainly slow down the martensitic phase transformation and the formation of twins. Therefore, the aging temperature above 430°C may be detrimental to the SLMed Mn–xCu samples.

The microstructures of the SLMed+SAed Mn–40%Cu
The Average Grain Size of the SLMed+SAed Mn–xCu Alloys at Various Aging Temperatures
Figure 6 is TEM micrographs of the SLMed+SAed Mn–30%Cu alloy at TA = 430°C. A high density of parallel twin plate structure and second-phase precipitates can be observed in Figure 6a. The formed twin plate structure may be the evidence of martensitic transformation in the sample. Moreover, the tweed microstructure within the twin striations was also seen in Figure 6b, which is the typical characteristic of spinodal decomposition for Mn–Cu-based alloys. Based on the SAED pattern in Figure 6c, the rod-like precipitate was identified as the α-Mn phase. The existence of α-Mn precipitate may demonstrate that the enrichment degree of Mn in the Mn-rich zone may be nearly maximum in the sample.
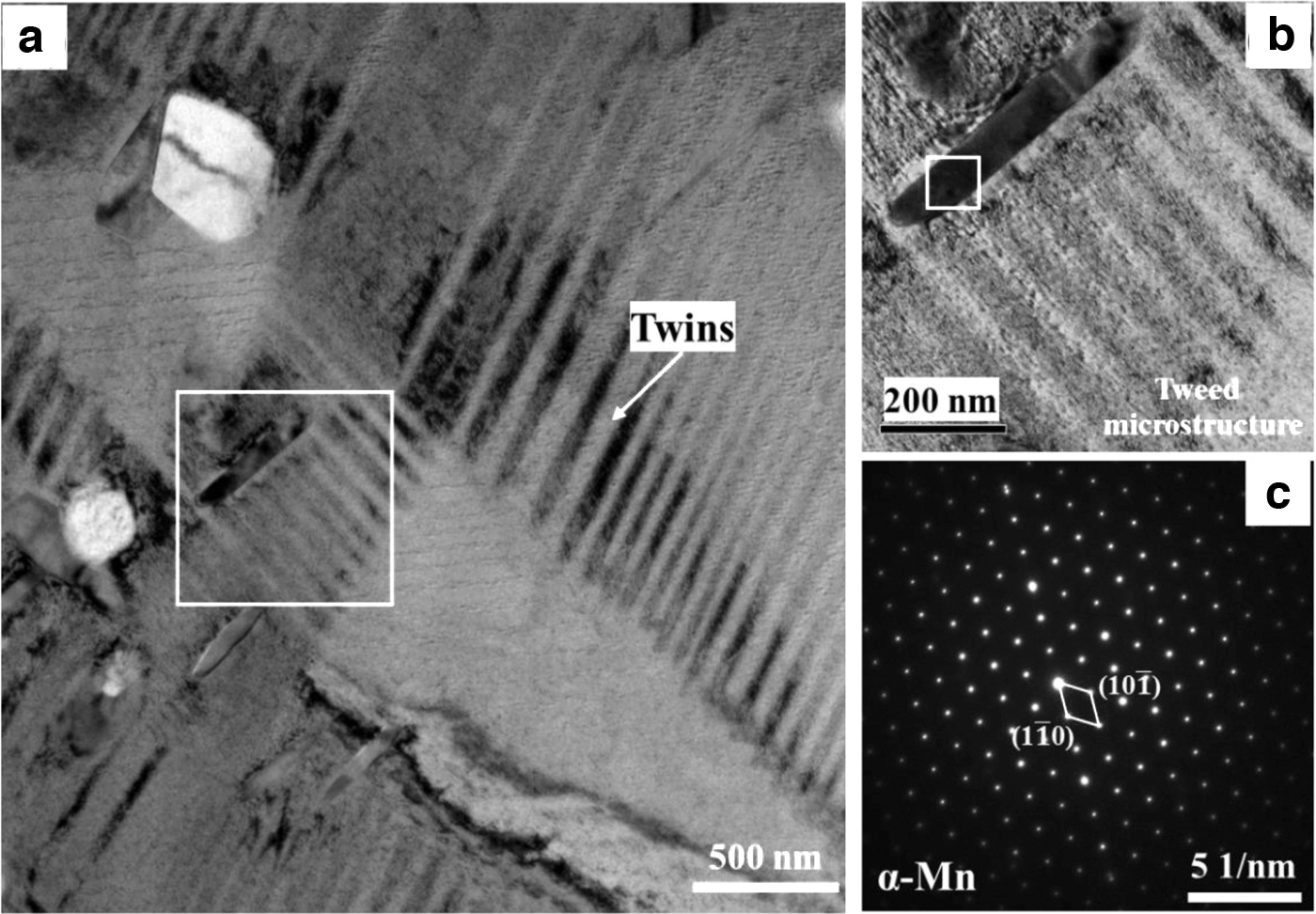
TEM brightfield micrograph
APT has enabled to identify and spatially resolve the solute upon phase separation at the atomic scale. The 3D, 2D, and 1D APT reconstruction results of the SLMed+SAed Mn–30%Cu alloy at TA = 430°C are shown in Figure 7. A second-phase precipitate can be found in zone I in 3D APT tip reconstruction in Figure 7a. Based on the 2D projections (Fig. 7b) and 1D composition profiles (Fig. 7c, d) of the Mn and Cu contents in the zone I, the precipitate containing nearly only the Mn element can be identified as α-Mn phase, which was consistent with the results of TEM in Figure 6. Besides, the α-Mn precipitate was attached by a film of Cu-rich nanodomain with the thickness of 15–30 nm. Therefore, the α-Mn phase precipitated by fully squeezing out Cu atoms from the γ-(Mn, Cu) phase to form the considerable clustering of Mn atoms and a film of Cu-rich nanodomain attached to the precipitate in the Mn–xCu alloys. The results are also consistent with our previous work. 37

The highly interconnected spinodal decomposition patterns were observed in the 2D projections of Mn and Cu contents in zone II (Fig. 7e). The nanoscale Mn-enrichment and Cu-enrichment regions can be clearly distinguished in terms of composition modulation. The wavelength of the compositional modulation was about 11.5 nm based on the 1D compositional profile (Fig. 7f), which was consistent with 10–20 nm in the previous work.2,38 Furthermore, it can be quantified that the fluctuation of Mn and Cu contents developed from ∼81 wt% to 61 wt% and from 37 wt% to 22 wt%, respectively, in amplitude in the Mn–30%Cu alloy (Fig. 7f). So, the direct evidence for spinodal decomposition and second-phase precipitation of the Mn–Cu-based alloys was provided for the first time in the work.
Table 5 summarizes the microstructural comparisons between the SLMed and conventional thermomechanical-processed Mn–Cu alloys. The microstructures of both the as-SLMed and as-cast Mn–Cu-based alloys were mainly composed of γ dendrite, but the DAS of the as-SLMed samples is one to two orders of magnitude smaller than those of the as-cast samples due to its more rapid cooling rate of SLM process. Moreover, the effects of heat treatment on the microstructural evolution are similar between the SLMed and casted/VIMed Mn–Cu alloys. But, the grain size (72–113 μm) of the SLMed+SAed samples is slightly smaller compared with casted/VIMed+SAed counterparts (76–156.7 μm). Compared with the casted Mn–Cu alloys, the SLMed samples seem to need a shorter aging time, probably because of their finer DAS.
The Microstructural Comparisons Between the SLMed and Traditional Thermomechanical-Processed Mn–Cu Alloys
DAS, dendritic arm spacing; HT, heat treatment; VIM, vacuum induction melting.
Metastable miscibility gap and spinodal decomposition
The microhardness of the as-SLMed, aged SLMed, and SLMed+SAed Mn–xCu alloys was shown in Figure 8. The microhardness is similar (150–165 Vickers microhardness [HV]) in the Mn–xCu samples under the as-SLMed state. The microhardness was increased to be 216–309 and 198–417 HV with aging temperature in the aged SLMed Mn–40%Cu and Mn–30%Cu samples, respectively (Fig. 8a). The microhardness is ∼120 HV in the SLMed Mn–xCu samples under solution treatment conditions. The microhardness was first increased to 145–242 HV at TA = 370–480°C and then decreased to 220 HV at TA = 530°C in the SLMed+SAed Mn–40%Cu (Fig. 8c). In contrast, the microhardness was increased to 150–408 HV with aging temperature in the SLMed+SAed Mn–30%Cu alloy (Fig. 8c). The increase in microhardness in the aged SLMed and SLMed+SAed samples is due mainly to the precipitation hardening of the α-Mn phase and phase separation from spinodal decomposition.

The microhardness of the as-SLMed, aged SLMed
According to the XRD results in Figure 3, α-Mn was not detected until aging 2 h at 480°C for SLMed+SAed Mn–30%Cu or 530°C for Mn–40%Cu alloys, respectively. Therefore, the apparent increases in microhardness for SLMed+SAed Mn–30%Cu at TA = 400–430°C and SLMed+SAed Mn–40%Cu at TA = 430–480°C in Figure 8c had taken place before α-Mn precipitation and corresponded to the phase separation of spinodal decomposition.
The microhardness was also increased to be 218–300 and 240–403 HV with increasing tA from 0.5 to 11 h in the aged SLMed Mn–40%Cu and Mn–30%Cu at TA = 430°C, respectively (Fig. 8b). Moreover, the microhardness was increased to be 143–222 and 178–277 HV with tA in the SLMed+SAed Mn–40%Cu and Mn–30%Cu at TA = 430°C, respectively (Fig. 8d). The microhardness is always higher in the Mn–30%Cu samples than those in the Mn–40%Cu samples under the same heat treatment states, resulting from the higher contents of α-Mn precipitates in the Mn–30%Cu samples. Compared with SA treatment, the aging treatment can more obviously improve the microhardness due mainly to the higher contents of nanoscale α-Mn precipitates in the samples.
Aging at metastable miscibility gap can induce spinodal decomposition and martensitic transformation in the SLMed Mn–xCu alloys. Thus, the miscibility gap is essential to determine the heat treatment parameters. Figure 9 is the calculated phase diagram of the Mn–Cu system by Factsage™. The metastable miscibility gap was studied by thermochemical modeling and hardness measurement in the work. The blue solid and green dashed lines in Figure 9 were the metastable miscibility gaps calculated by thermodynamics in the present work and measured by hardness results from Vitek and Warlimont, 43 respectively. The miscibility gap from hardness measurement is wider than that from thermodynamics calculation.
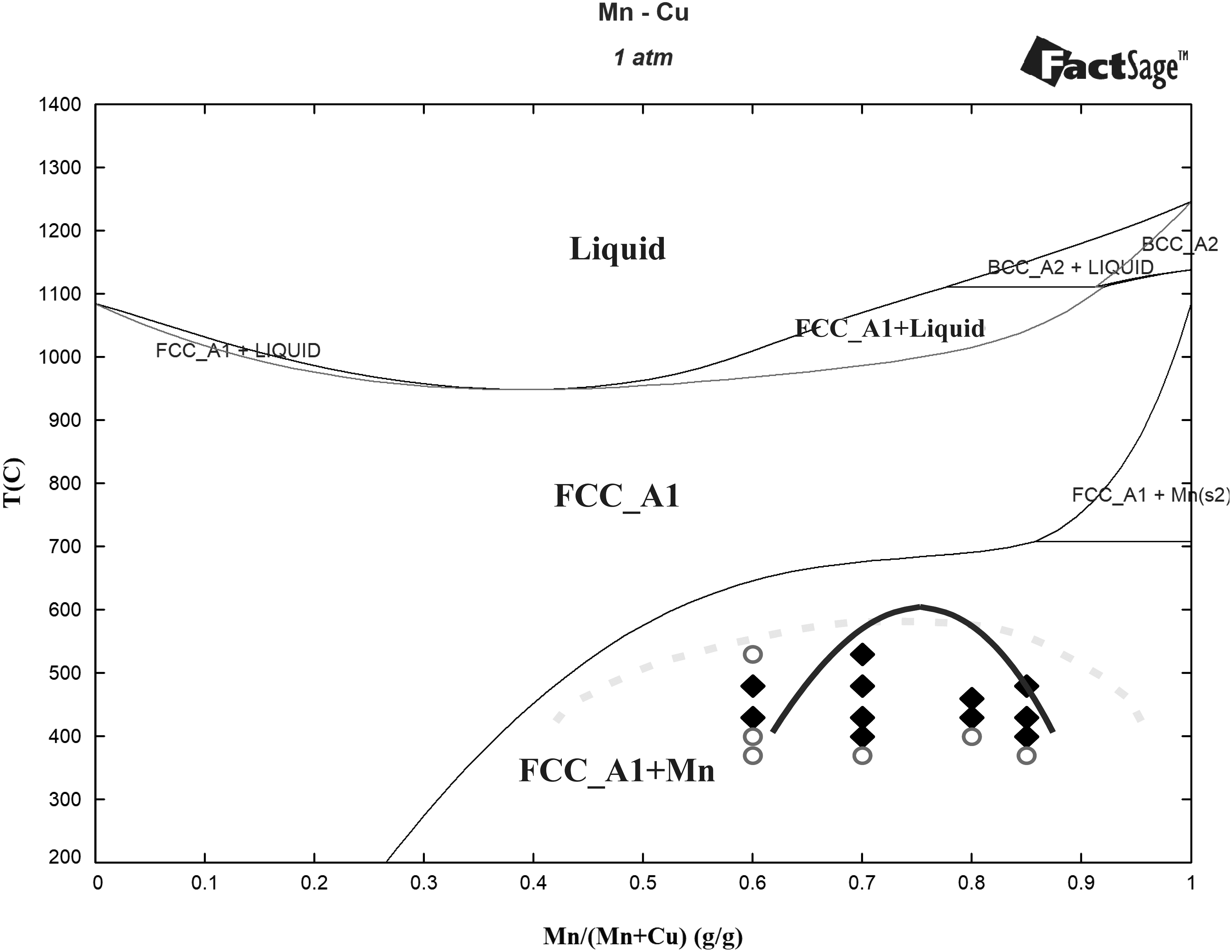
Phase diagram of Mn–Cu system calculated by Factsage™; the solid and dashed lines are the metastable miscibility gaps calculated by thermodynamics in the present work and measured by hardness results from Vitek and Warlimont, 43 respectively; ♦ and ○ represent compositions and temperatures within and outside miscibility gap from the microhardness results in the present work, respectively. BCC, body centered cube; FCC, face center cubic.
Aging an alloy within a miscibility gap to develop a two-phase structure by spinodal decomposition would be expected to give rise to an increase in hardness. Therefore, the criterion can be concluded to determine whether or not the compositions and temperatures lie within the miscibility gap. If the increase in microhardness of the Mn–Cu alloy during aging is before α-Mn precipitation, the aging temperatures for the compositions in question are within the miscibility gap. Applying the criterion to the present microhardness results in Figure 9; the miscibility gap from thermodynamics calculation seems to be basically consistent with the microhardness results for the SLMed Mn–Cu alloys.
Optimizing the tensile properties by heat treatment
Figure 10 is the ultimate tensile strength (UTS), yield strength (YS), and elongation (El) extracted from the displacement–stress curves of the SLMed Mn–xCu alloys. The UTS and YS values of the as-SLMed Mn–40%Cu alloy reached the strength requirements, but its El value (17.4%) is below the El requirement (20%) of the as-cast Mn–Cu alloy. The UTS and El values of the as-SLMed Mn–30%Cu alloy were lower than those of the as-cast Mn–Cu alloy. Compared with the as-SLMed samples, the strength values were first increased at TA = 400–430°C and then decreased at TA = 480–530°C (Fig. 10a and c) in the aged SLMed Mn–xCu alloys. Hence, 400–430°C was the proper aging temperature for the SLMed Mn–xCu alloys. Nevertheless, the El values were significantly decreased (<4%) in the aged SLMed Mn–xCu alloys. Hence, the tensile properties of the SLMed Mn–xCu alloys cannot be improved only by the aging treatment, which is consistent with the results in Controlling the Microstructure by Heat Treatment section.

The tensile properties of the as-SLMed, aged SLMed
After solution treatment at 900°C (Fig. 10b, d), the El values (∼25%) of the SLMed Mn–xCu alloys were increased to be above the El requirement (20%) due to the formed equiaxed γ-(Mn, Cu) grains under recrystallization process. But their strength values were decreased to be well below the strength requirements. As compared with the aging treatment, the tensile properties of the Mn–xCu samples were enhanced by the SA treatment. The strength values of the SLMed+SAed Mn–xCu alloys were improved to be above the strength requirements at the expense of El. The El of the SLMed+SAed Mn–xCu alloys was still lower than the as-cast Mn–Cu alloy requirements. In addition, the fracture surface morphologies of the as-SLMed, aged SLMed, and SLMed+SAed samples consisted of ductile dimple, which was a typical characteristic of ductile fracture.
Optimizing the damping properties by heat treatment
Figure 11 exhibited the damping capacity values (tan δ) of the as-SLMed and aged SLMed Mn–xCu alloys with a strain amplitude of 0–900 × 10−6 at room temperature. The as-SLMed Mn–30%Cu samples (tan δ = 0–0.0158 at strain amplitude of 0–900 × 10−6) possessed a slightly higher damping capacity than those of the as-SLMed Mn–40%Cu sample (tan δ = 0–0.0116). The damping capacity of the SLMed Mn–xCu alloys was improved by aging treatment at nearly the whole strain amplitude range. As compared with the as-SLMed counterpart, a ∼2.8 times increase (tan δ = 0–0.0323) in damping capacity occurred in the aged SLMed Mn–40%Cu samples at TA = 430°C in Figure 11a. The highest damping capacity values can be obtained in the aged SLMed Mn–40%Cu samples by the aging of 430°C × 2 h. The aged SLMed Mn–30%Cu samples possessed a higher damping capacity (tan δ = 0–0.0360) at TA = 400–430°C compared with other aging temperatures (Fig. 11c).

The damping capacity values of the aged SLMed Mn–40%Cu
The damping capacity decreased with increasing tA from 2 to 10 h in the aged SLMed Mn–xCu samples (Fig. 11b, d). Compared with the as-SLMed counterpart, a ∼2.3 times increase in the damping capacity was observed in the aged SLMed Mn–30%Cu samples by the aging of 400–430°C × 1–2 h.
Figure 12 was the damping capacity of the SLMed+SAed Mn–xCu alloys. As compared with aging treatment, SA treatment can improve the damping capacity more obviously. The highest damping capacity values (tan δ = 0–0.0498) can be obtained in the SLMed+SAed Mn–40%Cu samples by the aging at 430°C × 2 h (Fig. 12a, b), which were ∼4.3 times of those of the as-SLMed sample. Expectedly, the highest damping capacity values (tan δ = 0–0.0709) of the SLMed+SAed Mn–30%Cu samples by the aging at 430°C × 1 h (Fig. 12c, d), were ∼4.5 times of those of the as-SLMed sample. The excellent damping capacity of the SLMed Mn–xCu alloys originated from the nanoscale Mn-enrichment regions formed during spinodal decomposition, which was consistent with the results of the microstructural evolution above. Hence, the proper aging temperature was 400–430°C for the SLMed Mn–30%Cu and 430°C for the SLMed Mn–40%Cu alloys, similar to the as-cast Mn–Cu alloys (435°C 19 ). SA treatment of 900°C × 1 h + 430°C × 1–2 h is the relatively optimized heat treatment parameter for the SLMed Mn–xCu alloy.
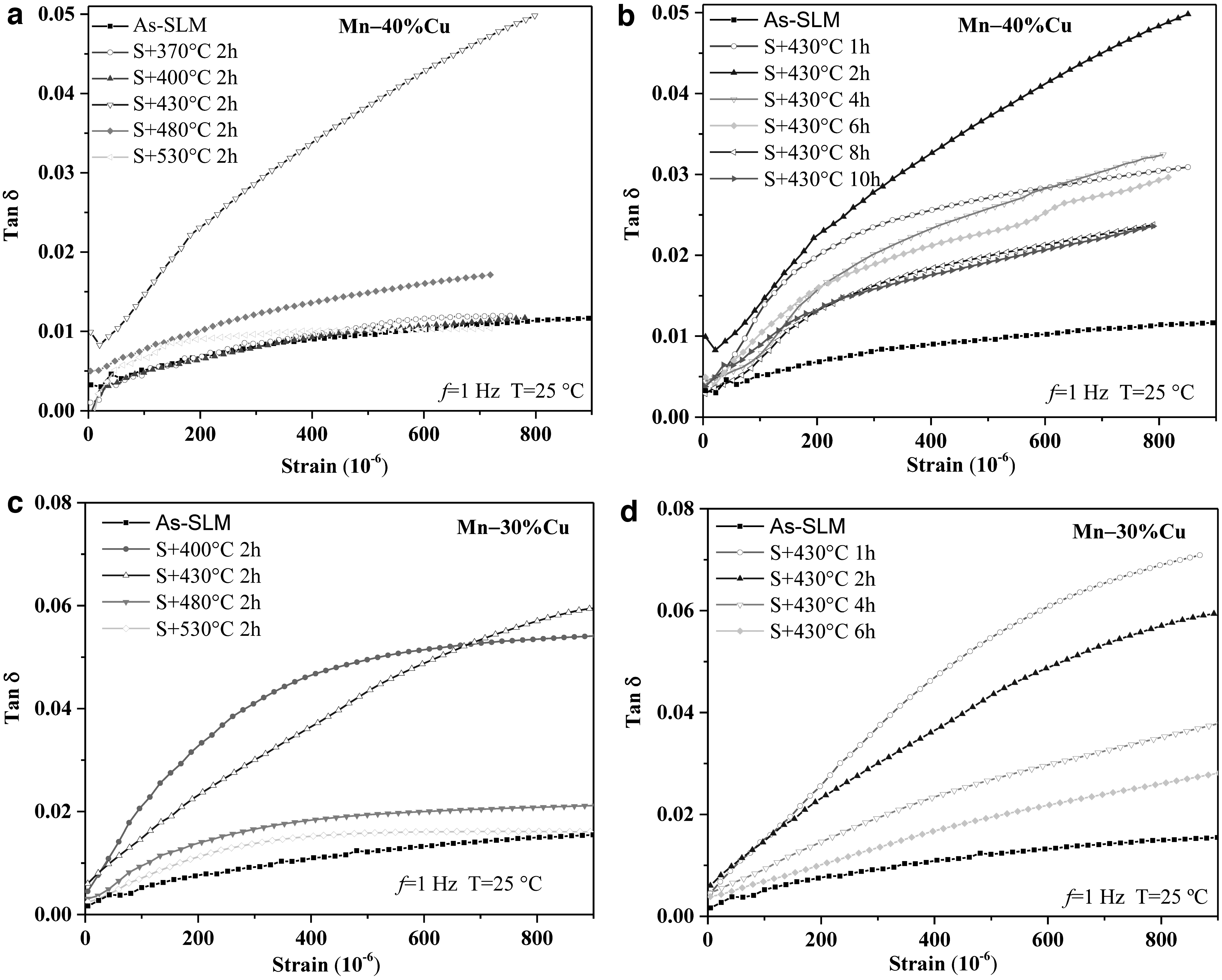
The damping capacity values of the SLMed+SAed Mn–40%Cu
Conclusions
In this work, SLM was first applied to directly realize the in situ synthesis of Mn–xCu (x = 30–40 wt.%) alloys based on the blended elemental powders. The effects of heat treatment on the microstructural evolution and damping property of the SLMed Mn–xCu samples were investigated. The main conclusions are as follows.
Mn–xCu alloys show good processability of laser additive manufacturing based on the blended elemental powders. The γ-(Mn, Cu) phase with DAS of 0.9–1.2 μm was the main constituent phase in the as-SLMed samples, which was one to two orders of magnitude finer than those of the as-cast samples.
Aging at 400–480°C for the Mn–30%Cu or 430°C for Mn–40%Cu alloys can induce spinodal decomposition, martensitic transformation, and α-phase precipitation, whose direct evidence was provided for the first time by transmission electron microscopy and 3D APT in the work. Compared with the casted alloys, the SLMed Mn–xCu samples need a shorter aging time (1–2 h).
The microhardness was increased with aging temperature and time in the aged SLMed and SLMed+SAed samples due mainly to the contribution from the α-Mn precipitation and spinodal decomposition. The miscibility gap obtained from thermodynamics calculation was basically consistent with the microhardness results for the SLMed Mn–xCu alloys.
The 2.3–2.8 times and 4.3–4.5 times increase in damping capacity were obtained in the aged SLMed and SLMed+SAed Mn–xCu samples, respectively. SA treatment of 900°C × 1 h + 430°C × 1–2 h was the relatively optimized heat treatment parameter for the SLMed Mn–xCu alloy, resulting in a higher damping capacity (tan δ = 0.0709 and 0.0498 at a strain amplitude of 900 × 10−6 for Mn–30%Cu and Mn–40%Cu, respectively) and tensile properties (764 MPa, 540 MPa, and 12.5% for Mn–30%Cu, and 762 MPa, 501 MPa, and12.9% for Mn–40%Cu).
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by the National Natural Science Foundation of China Program (no. 51805186), Fundamental Research Funds for the Central Universities (no. 2042021kf0033), the Open Project Program of Wuhan National Laboratory for Optoelectronics NO. 2021WNLOKF0009, and Postdoctoral Research Foundation of China Program-funded projects (nos. 2017M620317 and 2018T110759).