
Abstract
Since the first three-dimensional (3D) printed drug was approved by the Food and Drug Administration in 2015, there has been a growing interest in using binder jet 3D printing (BJ-3DP) technology for pharmaceuticals. However, most studies are still at an exploratory stage, lacking micromechanism research, such as the droplet ejection mechanism, the effect of printhead piezoelectric parameters on inkjet smoothness and preparation formability. In this study, based on the inkjet printing and observation platform, the Epson I3200-A1 piezoelectric printhead matched to the self-developed BJ-3DP was selected to analyze the droplet ejection state of self-developed ink at the microlevel with different piezoelectric pulse parameters. The results showed that there was a stable inkjet state with an inkjet pulse width of 3.5 μs, an ink supply pulse width of 4.5 μs, and a jet frequency in the range of 5000–19,000 Hz, ensuring both better droplet pattern and print accuracy, as well as high ejection efficiency. In conclusion, we performed a systematic evaluation of the inkjet behavior under different piezoelectric pulse parameters and provided a good idea and case study for the optimization of printhead piezoelectric parameters when BJ-3DP technology was used in pharmaceuticals.
Introduction
Three-dimensional (3
In 2015, the Food and Drug Administration approved the first 3D printed tablet in the world, Spritam®, which is a powder-layered tablet developed by Aprecia Pharmaceuticals through binder jet 3D printing (BJ-3DP) technology with a highly porous structure and excellent water solubility. 5 This is an important milestone for 3D printing in the pharmaceutical field, attracting pharmaceutical scientists to explore deeply the BJ-3DP technology. 6
The principle of preparing tablets by BJ-3DP is shown in Figure 1a. The preparation of drug products is achieved by generating small droplets and selectively binding these droplets onto thin layers of powder to form numerous solid units and overlapped layer upon layer. 7 The inkjet technique facilitates a high spatial resolution of up to 50 μm and the co-deposition of various inks.8,9 This method enables ink with volumes down to 10 pl to be deposited precisely, providing an excellent platform for the preparation of formulations that contain precise drug doses, when used in the pharmaceutical sector.10,11

The printhead used in BJ-3DP can be thermal printheads or piezoelectric printheads, both of which are drop-on-demand inkjet technology. 12 Piezoelectric inkjet printing is the preferred printhead in the pharmaceutical field, because it removed the heating of the ink, which compensates for the stability problems of thermolabile active ingredients due to heating and has higher inkjet accuracy.13,14
The manufacture of piezoelectric printheads is mostly based on piezoelectric ceramic materials (PZT), as shown in Figure 1b, where the PZT is deformed by the driving voltage, changing the volume of the ink chamber and driving the liquid ejected from the nozzle to form droplets. The droplets are continuously ejected when a pulse voltage is applied to the PZT, and the droplet pattern can be controlled by the adjustment of the pulse waveform.15,16 Figure 1c shows the trajectory of a droplet ejected from the nozzle, the pressure pulse pushed the fluid out of the tip of the nozzle and formed a filament, the tail of the filament near the nozzle continuously necked and eventually ruptured from the tip of the nozzle, and the filament length shortened further, forming a primary droplet with multiple satellite droplets, which adversely affected the print resolution and print accuracy. 17
Different fields expect different inkjetting effects. For example, in the field of textiles, where the printheads have a long distance, high velocity of droplet trumps perfect droplet formation without any satellite.18,19 However, for printed electronics, the printhead can normally be very close and the velocity of the droplets is far less important than printing accuracy. 20
The droplet morphology is mainly influenced by pulse waveform and ink fluidics properties. 21 Depending on the ink properties and application scenarios, suitable pulse waveforms need to be matched to obtain ideal inkjet effects. The traditional industry uses mature and homogeneous printheads, and inks with highly matched pulse waveforms. In the pharmaceutical field, inks are complex and variable due to the diversity of preparation needs. The original pulse waveforms matched to commercially available printheads may not be ideal for direct use in ejection.
In this study, we built an inkjet printing and observation platform based on a drop-in-flight analysis system. The EPSON I3200-A1 printhead used on the self-developed BJ-3DP was used as an example, and the piezoelectric pulse parameters were systematically examined. The flight trajectory of droplets at different pulse parameters is monitored in real time; the parameters such as droplet flight velocity, volume, filament breakage, and the fusion time of satellite droplets with the primary droplets are statistically analyzed to obtain the range of piezoelectric pulses with the best ejection effect. The optimized piezoelectric parameters are well adapted to the self-developed BJ-3DP and can support the process development of 3D printed drugs at a micromechanical level. In addition, this study provides a good case study for the optimization of piezoelectric parameters of the printhead when the BJ-3DP technology is used in the pharmaceutical field.
Materials and Methods
Materials
Distilled water (Guangzhou Watson's Food & Beverage Co., Ltd., Guangzhou, China); isopropanol (Nanjing Chemical Reagent Co., Ltd., Nanjing, China); polyvinylpyrrolidone (PVP K30, Mw38 × 104 g/mol) (BASF, Ludwigshafen, Germany); and glycerin (Nanchang Baiyun Pharmaceutical Co., Ltd., Nanchang, China).
Preparation and printability of the printing ink
Preparation of printing ink
The printing ink used in this study was further optimized on the basis of the ink formulation developed by our team earlier. 22 A 40% (v/v) isopropanol aqueous solution was used as the base solvent, and 4% (w/w) glycerin and 0.1% (w/w) PVP K30 were added and mixed homogeneously. The ink was filtered through a 0.45 μm filter and degassed by an ultrasonic machine for 30 min before use.
Assessment of ink printability
The performance of ink ejection is closely related to its fluidic properties, including viscosity, surface tension, and density.
23
Based on a Newtonian fluid flow assumption, Fromm24 used the inverse of the dimensionless Ohnesorge number (Oh) (Z) to assess the printability of the ink and predicted that stable droplets would only form when Z > 2.16.
where γ is the surface tension, ρ is the density, η is the viscosity, and a is the droplet diameter.
Jang et al 17 studied the inkjet dynamic process and redefined the Z value range as 4–14. When printed with a low Z value (<4) ink, there was a significant viscous dissipation of the highly viscous liquid, which hindered inkjetting and required high pressure to overcome the viscous dissipation, to maintain high ejection speed. When the ink had a high Z value (>14); a large number of satellite droplets would be produced during the inkjetting process, which would degrade positional accuracy and printing resolution.
Density and surface tension
The density (ρ) of the printing ink was measured at 25°C. Twenty-five milliliters of printing ink were added to a 25 mL volumetric flask, weighed, measured thrice, and the density (ρ) was calculated by the ratio of mass to volume.
The surface tension (γ) of the printing ink was measured at 25°C using the DSA25 drop shape analyzer (Kruss GmbH, Hamburg, Germany) by the pendant drop method, the Yung–Laplace equation 25 was used to calculate the surface tension (ρ), and three values were recorded and the average value calculated.
Viscosity
Viscosity (η) was measured at 25°C using a digital viscometer next viscometer (Brookfield, Middleboro, MA) with a cone spindle of CPA-41Z, the rotational rate of the rotor was 100 rpm, and the sample volume was 2 mL, measured thrice and average value calculated.
Droplet ejection
Construction of the inkjet printing and observation platform. The inkjet printing and observation platform was built based on the drop-in-flight analysis system (JetXpert, Nashua, NH), which had a high-speed digital camera and powerful Imagexpert analysis software. In addition, the printhead used the EPSON I3200-A1 (Fuji, Nagano, Japan), which was mounted on the self-developed BJ-3DP, together with the signal generator and printhead driver electronics corresponding to this printhead, and the platform is shown in Figure 2. The platform simulates the inkjet processes and has a resolution of 1 μm per pixel and a minimum pulse width of 125 ns, while the high-speed camera can take dynamic snapshots of droplet formation with an interframe time of 3 μs. Meanwhile, an light emitting diode strobe and strobe control box were equipped to view individual droplets and measure their size and velocity, capturing the dynamics of high-speed droplets by increasing the delay time.
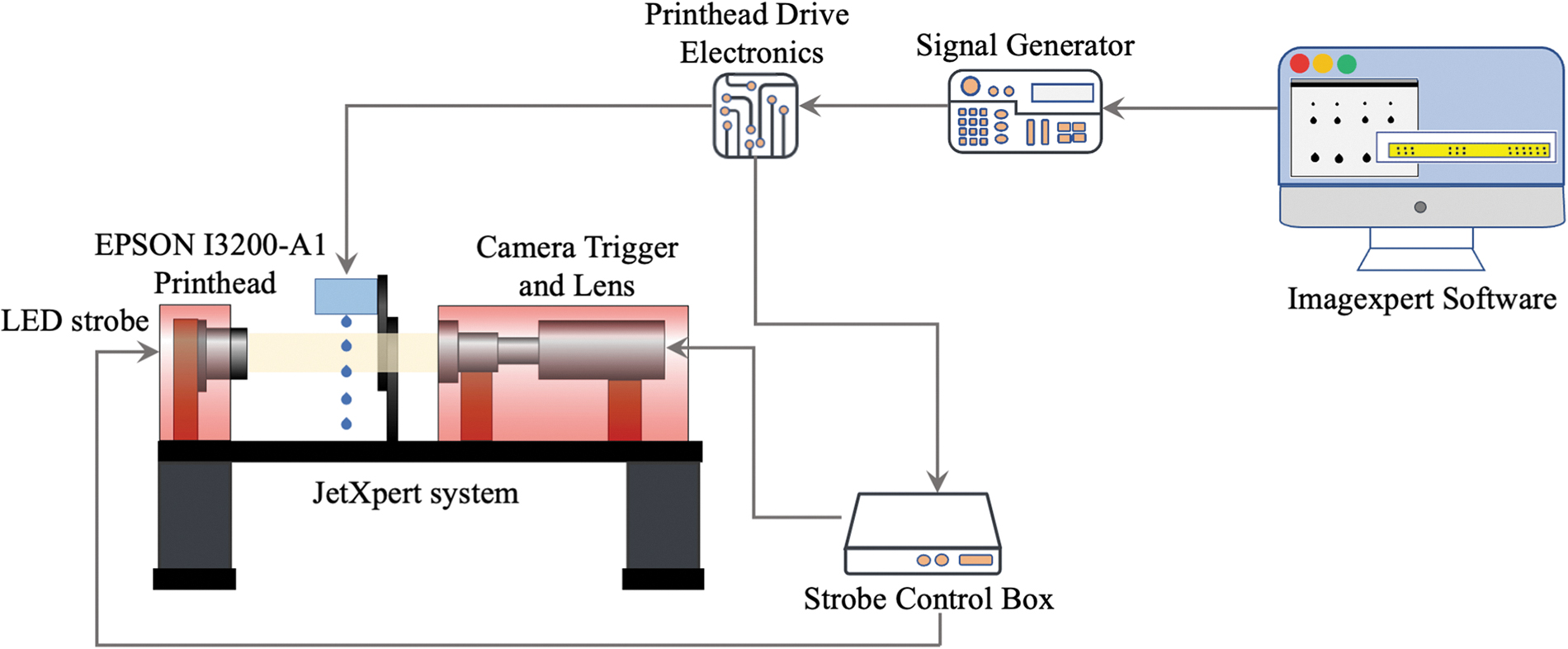
Inkjet printing and observation platform. LED, light emitting diode.
Piezoelectric pulse parameters for EPSON printhead. The EPSON I3200-A1 has a total of 3200 orifices and a 20 μm orifice diameter, with a high jetting frequency of kHz to generate droplets, giving great control over the droplets, while giving better print accuracy and print results. The original ink for this printhead is a water-based ink, which has a lower viscosity and higher surface tension than the self-developed ink, and if the original waveform parameters adapted to the water-based ink are used directly in the ink used in this study, it is likely to result in poor inkjet results. Therefore, a systematic examination of the piezoelectric pulse parameters is required to determine the optimum range of piezoelectric pulse parameters that are applicable to the ink used in this study.
Based on the needs of 3D printing drugs, a suitable medium droplet ejection band was chosen as the drive waveform, and a continuous square waveform pulse was used; the waveform is shown in Figure 3. The main piezoelectric pulse parameters investigated were inkjet pulse width, ink supply pulse width, and jet frequency. The inkjet pulse width is the duration time of the inkjet voltage pulse, which is the process of ejecting ink from the nozzle, the ink supply pulse width is the duration time of the ink supply voltage pulse, which is the process of returning the remaining ink into the nozzle; and the jet frequency is the frequency of droplet jetting, which is closely related to the droplet jet speed.
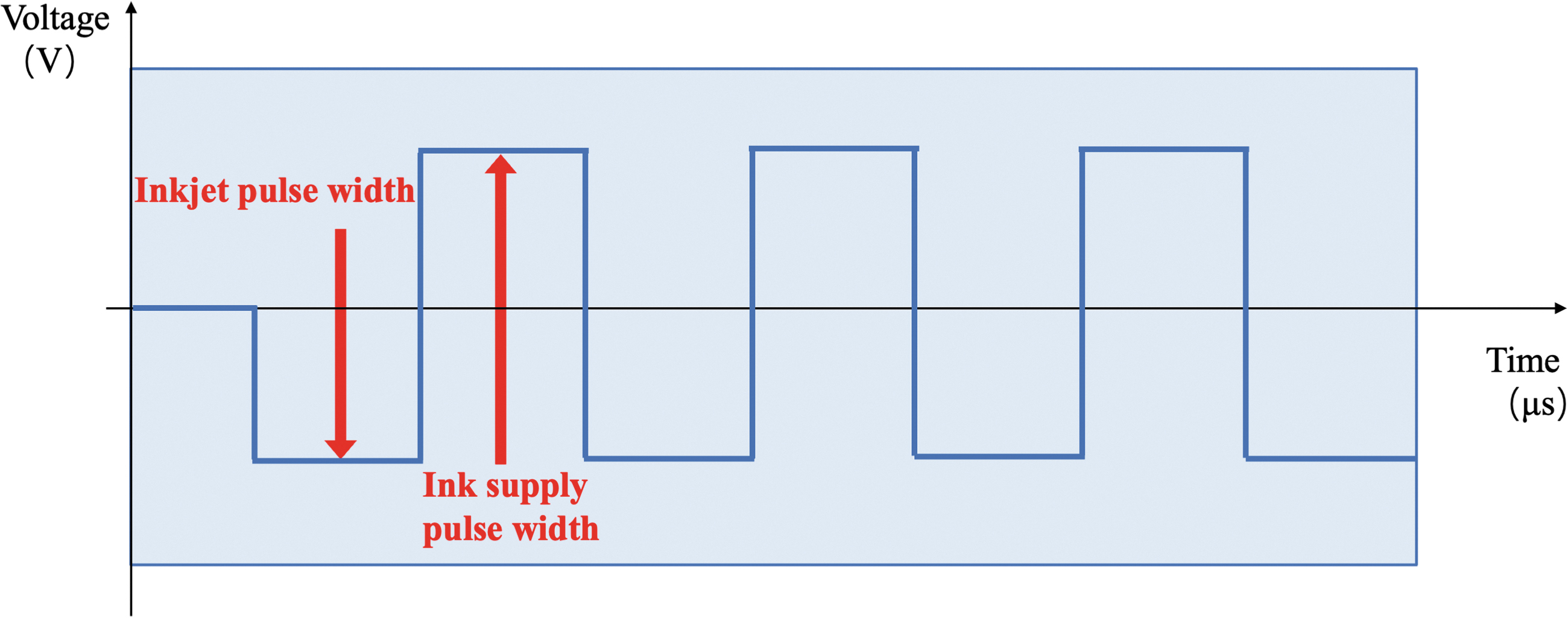
Schematic diagram of the square waveform pulse.
In this study, the positive and negative voltages were set to ±18 V, and the inkjet pulse width, ink supply pulse width, and jet frequency were adjusted sequentially during the experiment to support the development and optimization of the piezoelectric pulse parameters in 3D printed drugs at the microlevel.
Critical evaluation parameters of droplet ejection. When capturing high-speed droplets on the inkjet printing and observation platform, key parameters were analyzed with the help of Imagexpert analysis software; the specific calculation was as follows, where the flight distance of the primary droplet, satellite droplets, and filament from the nozzle were calculated as shown in Figure 1c.
Primary droplet, satellite droplet, and filament flight distance
where S0 is the nozzle lower edge position value (μm); Sp is the primary droplet upper edge position value (μm); Ss is the satellite droplet or filament upper edge position value (μm); Lp is the primary droplet flight distance (μm); Ls is the satellite droplet or filament flight distance; and Lf is the length of the filament before it separates from the primary droplet (μm). The final result is the average of the 50 drops tested.
Primary droplet and satellite droplet velocities
The experiments were carried out in double mode using the velocity of the droplet at the time of 90 μs after it was ejected from the nozzle and the velocity at a delay of 20 μs to compare, that is, taking the flight trajectories of the same droplet at different times (90 and 110 μs) to calculate the travel velocity of the primary and satellite droplets.
vp = (Lp110 – Lp90)/20 (5)
vs = (Ls110 – Ls90)/20 (6)
where Lp110 is the primary droplet flight distance at 110 μs (μm); Lp90 is the primary droplet flight distance at 90 μs (μm); Ls110 is the satellite droplet flight distance at 110 μs (μm); Ls90 is the satellite droplet flight distance at 90 μs (μm); vp is the primary droplet flight velocity (m/s); and vs is the satellite droplet flight velocity (m/s). The mean value of the test for 50 droplets was taken as the final result.
Primary droplet and satellite droplet volumes
The primary droplet volume (Vp, pl) and satellite droplet volume (Vs, pl) were calculated at 110 μs after the droplet was ejected from the nozzle to ensure a stable droplet volume. The average value of 50 droplets tested was taken as the final result.
Examination of inkjet pulse width
Set the ink supply pulse width to 3.5 μs and the jet frequency to 9000 Hz, and adjusted the inkjet pulse width to 2.5, 3.5, 4.5, 5.5, 6.5, and 7.5 μs, respectively. Considering the need for continuous printing, the smaller inkjet pulse width was preferred in the case of similar printing results.
Examination of ink supply pulse width
Set the inkjet pulse width to 3.5 μs and the jet frequency to 9000 Hz, and adjusted the ink supply pulse width to 2.5, 3.5, 4.5, 5.5, 6.5, and 7.5 μs, respectively, the lower ink supply pulse width was preferred in case of similar printing results.
Examination of jet frequency
The inkjet pulse width was set at 3.5 μs and the ink supply pulse width at 4.5 μs, and the jet frequencies were adjusted to 5000, 7000, 9000, 13,000, 15,000, 17,000, 19,000, and 21,000 Hz to investigate the effect of different jet frequencies on the ink jet state and droplet formation process of the printing ink.
Results and Discussion
Fluidics properties of the printing ink
As shown in Table 1, the viscosity (η) and surface tension (γ) of the self-developed ink were 2.97 mPa·s and 25.92 mN/m, respectively, both within the appropriate range, while the Z value of 7.41 was within the range of 1 to 14, indicating that this printing ink formulation was able to meet droplet ejection requirements, and the jetting performance of the printing ink was further confirmed during the subsequent examination of the drop ejection parameters.
Fluidics Properties of the Self-Developed Ink
Examination of inkjet pulse width
Figure 4 shows the characteristic trajectories of droplet ejection at inkjet pulse widths of 2.5, 3.5, 4.5, 5.5, 6.5, and 7.5 μs, showing the formation times of the primary droplet, satellite droplet, and filament and the trajectories at each time point, divided into three characteristic sections. The first part shows the droplet ejection and filament formation process, the second part shows the trajectory of the primary droplet after detachment from the filament, and the third part shows the trajectory of the relative motion of the filament after necking to form the satellite droplet and the primary droplet.
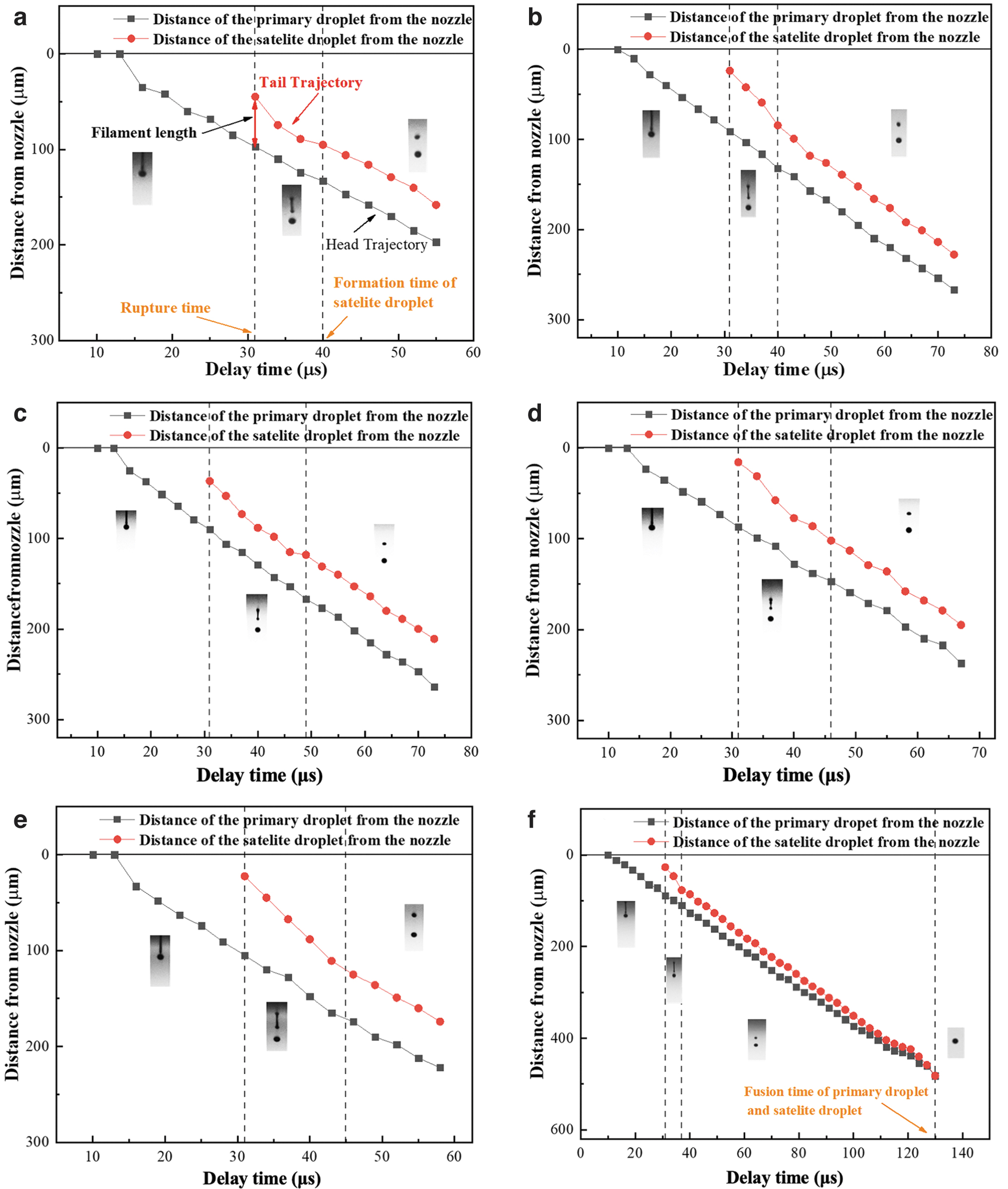
Feature trajectory diagram at different inkjet pulse widths:
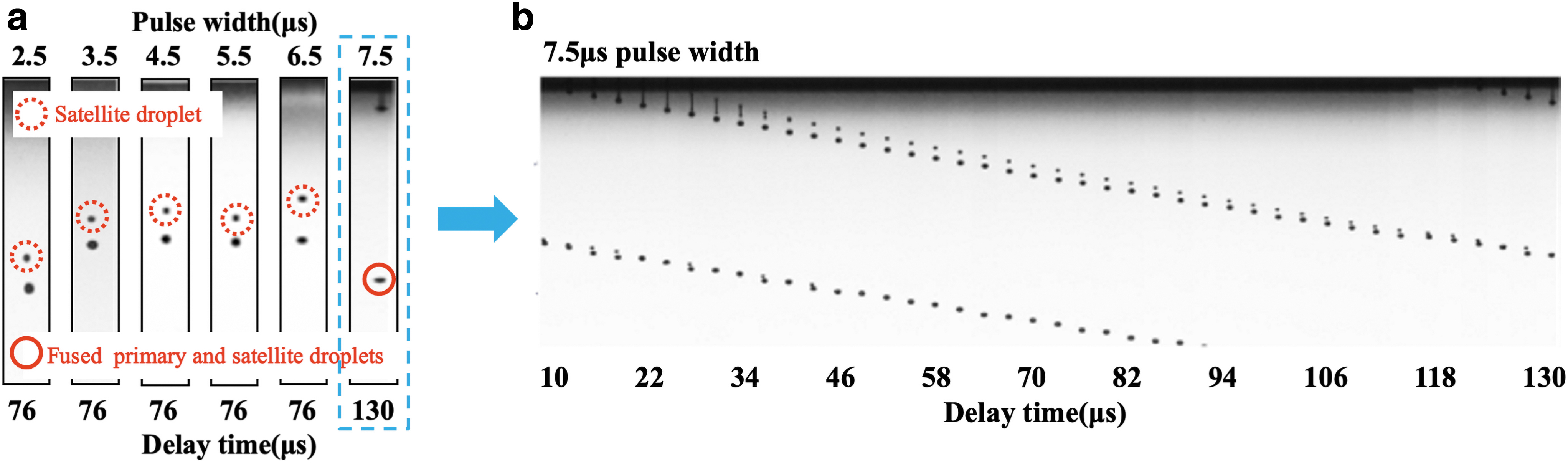
From the droplet characteristic trajectory diagram, it can be seen that in the inkjet pulse width of 2.5–6.5 μs, the filaments formed by the droplet ejection were all necked to form satellite droplets, which cannot be recombined with the primary droplet, while at an inkjet pulse width of 7.5 μs, the primary and satellite droplets merged at 130 μs. Figure 5 shows the droplet flight state at different inkjet pulse widths, as seen in Figure 5b; when inkjet pulse width was 7.5 μs, some of the nozzles had abnormal ejection, droplets gradually tilted away from the intended trajectory, which easily caused a decrease in jet accuracy. Such a phenomenon may be due to a mismatch between the direction of ejection pressure and the direction of droplet movement caused by the excessive pulse width, where the pressures oppose each other, resulting in an unstable state of ejection. 26
Droplet parameters (droplet volume, droplet velocity, and filament length) are key factors affecting print quality. 27 In general, the inkjet pulse width tends to have a quadratic relationship with the volume and travel velocity of the primary droplet 28 ; with the increase of inkjet pulse width, the primary droplet volume and speed show a trend of first increases and then decreases, while the velocity of the satellite droplet first decreases and then increases. As shown in Figure 6a and b, when inkjet pulse width was increased from 2.5 to 4.5 μs, while having a faster droplet ejection velocity and volume, longer tethers appeared at the tail of the primary droplet, which consumed more kinetic energy and thus reduced the velocity of the satellite droplets.
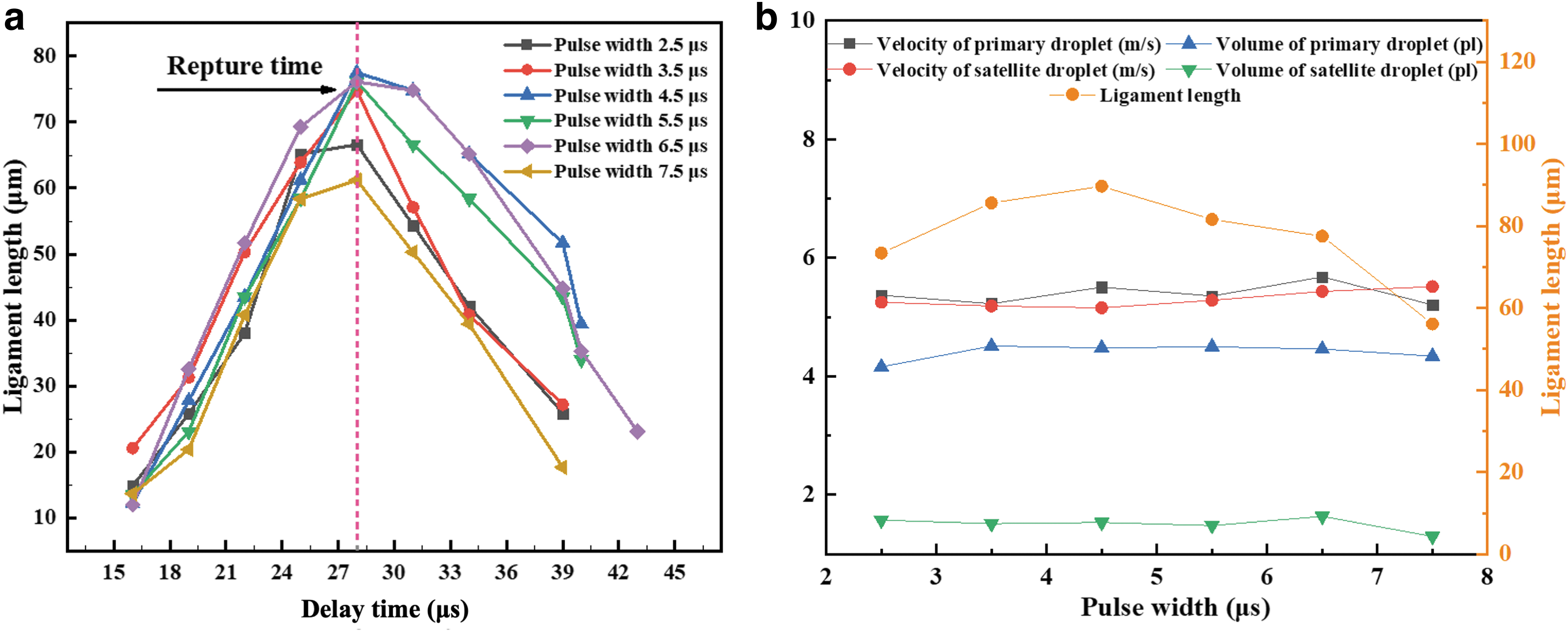
When the inkjet pulse width increased to above 4.5 μs, high pulse width caused the filament to rupture and recoil back to the printhead and ink chamber, breaking the balance between droplet motion and mechanical motion of the piezoelectric element; if the two forces cut each other, it will diminish the kinetic energy of the next jet of ink, the direction of droplet motion will be disturbed. The volume and velocity of the primary droplet decreased gradually, the filament became shorter, and the velocity of the satellite droplet increased with a reduced volume. At a pulse width of 7.5 μs, the velocity of the satellite droplet was faster than the primary droplet and could be merged with it.
However, as can be seen from the droplet trajectory, the droplet had already deviated from its intended trajectory during the initial formation process, which was unable to meet the demands of fine and fast printing. When the inkjet pulse width is 3.5 μs, the velocity of the primary droplet and the satellite droplet was closest, with both a fast flight velocity (∼5 m/s) and a large droplet volume, so the inkjet pulse width of 3.5 μs is most suitable.
The pulsed signal stimulates the piezoelectric element on the printhead, causing the ink chamber to contract and the droplet to be ejected from the nozzle. Droplets are affected by mechanical dynamics, droplet viscosity, surface tension, and other factors, making it difficult to assure a perfect spray of ideal droplets, which always contain long filaments during the spraying process, which rupture at a certain length and separate from the printhead. 29 The filaments formed at different pulse widths in this study; all reached their maximum length at 28 μs, without being affected by the different pulse widths, indicating that the overall droplet ejection time did not change.
At the same time, Figure 6b showed that the filament length and the flight speed of the primary droplet are proportional, the longer the filament, the faster the flight speed of the primary droplet. The primary droplet had a faster movement speed at the pulse width of 3.5–6.5 μs, while at 3.5 μs pulse width, the filament recoiled rapidly after 28 μs, and the flight speed of the satellite droplet was closer to the primary droplet, which can better ensure the printing accuracy.
Examination of ink supply pulse width
After determining the most suitable inkjet pulse width of 3.5 μs, studies were carried out on the ink supply pulse widths, which were adjusted to 3.5, 4.5, 5.5, 6.5, and 7.5 μs, respectively. The flight state of the droplets and the flight trajectory of the primary and satellite droplets were recorded at different ink supply pulse widths, the smaller ink supply pulse width was preferred if the printing results were similar.
As can be seen from the droplet ejection characteristic trajectory diagram in Figure 7, when the ink supply pulse width was 3.5 μs, the inkjet process would produce several satellite droplets, and after 40 μs, the velocity of satellite droplets and primary droplets was relatively stable and unable to merge, which may be due to the fact that at the ink supply pulse width of 3.5 μs, the liquid near the nozzle suffered from a slower internal pull back force, resulting in a long filament; the speed of the tail of the filament was relatively slower, forming several satellite droplets that cannot merge with the primary droplet, which may affect print accuracy.

Feature trajectory diagram at different supply pulse widths:
When the ink supply pulse width was 4.5–7.5 μs, the liquid near the nozzle suffered a timely force pulling back inwards, and the filament was necked down in time, without forming satellite droplets or formed satellite droplets whose velocity was significantly greater than the primary droplets, and could quickly fuse into one droplet, which helped to improve the accuracy of inkjet printing.
Figure 8 shows the droplet parameters at each inkjet pulse width; when the ink supply pulse width was 4.5–7.5 μs, the velocity of the primary droplet gradually decreased with an increasing pulse width, and the volume of the primary droplet increased slightly with a small change. When the pulse width was 4.5 μs, the primary droplet had a large flight speed (4.788 m/s) and a large volume (4.847 pl), with a high ejection efficiency and a good inkjet condition.

Flight velocity and volume of primary and satellite droplets at different ink supply pulse widths.
When the ink supply pulse width was 5.5 μs or more, the velocity of the primary droplet reduced to below 4.5 m/s and the ejection efficiency became significantly lower. This may be the reason that under the conditions of a constant inkjet pulse width and an increasing ink supply pulse width, the kinetic energy that the drop acquired from the nozzle remained the same,30,31 while the kinetic energy of the drop was determined by both the volume and the velocity of the drop, so that when the volume of the drop was increasing with the ink supply pulse width, there was a possibility that the velocity would decrease.
Combining the printing needs of pharmaceuticals, the powder bed is a rough surface with a certain particle size of active pharmaceutical ingredients and pharmaceutical excipients evenly mixed. The height of the printhead should not be too low, generally maintained at 2–3 mm to ensure printing accuracy, while avoiding the impact of the powder on the printhead. When the ink supply pulse width was 4.5 μs, the velocity of the primary droplets and satellite droplets was faster and the droplet volume was larger, with high ejection efficiency. When the ink supply pulse width was larger than 4.5 μs, the droplet formation time would be delayed and the droplet flight speed would be slower, which seriously affected the ejection efficiency. Taking these factors into account, an ink supply pulse width of 4.5 μs was chosen.
Examination of jet frequency
Figure 9 showed the droplet flight state at different jet frequencies, in the frequency range of 5000–21,000 Hz; with the increased frequency, droplet ejection interval time was obviously shorter, and a large number of droplets could be ejected in a very short period of time.

For piezoelectric inkjet printing, the increased jet frequency can greatly enhance the ejection efficiency, but as seen in the photo in Figure 9b, when the jet frequency was 21,000 Hz, the droplets appeared to “splash” phenomenon, indicating that the frequency was too large to cause instability ejection, and thus affected the printing accuracy, which may be due to excessive jet frequency that causes the printing ink to be deposited on the outer surface of the nozzle, thus affecting ejection. When 3D printed tablets were prepared at different jet frequencies, it was found that the formability of the tablets was better when the frequency was in the range of 5000–21,000 Hz. When the jet frequency was 21,000 Hz, the edge of the tablet was not clear and the variation of tablet weight was larger.
This study used a defined printing ink and waveform pulse width; as can be seen in Figure 10, the velocity and volume of the primary droplet fluctuated irregularly with the change of frequency, in the frequency range of 5000–19,000 Hz, the inkjet state was relatively stable, indicating that the composition of the printing ink and waveform pulse width could well meet the requirements of stable printing at different frequencies, and to ensure better printing accuracy, the jet frequency should be controlled within 19,000 Hz.
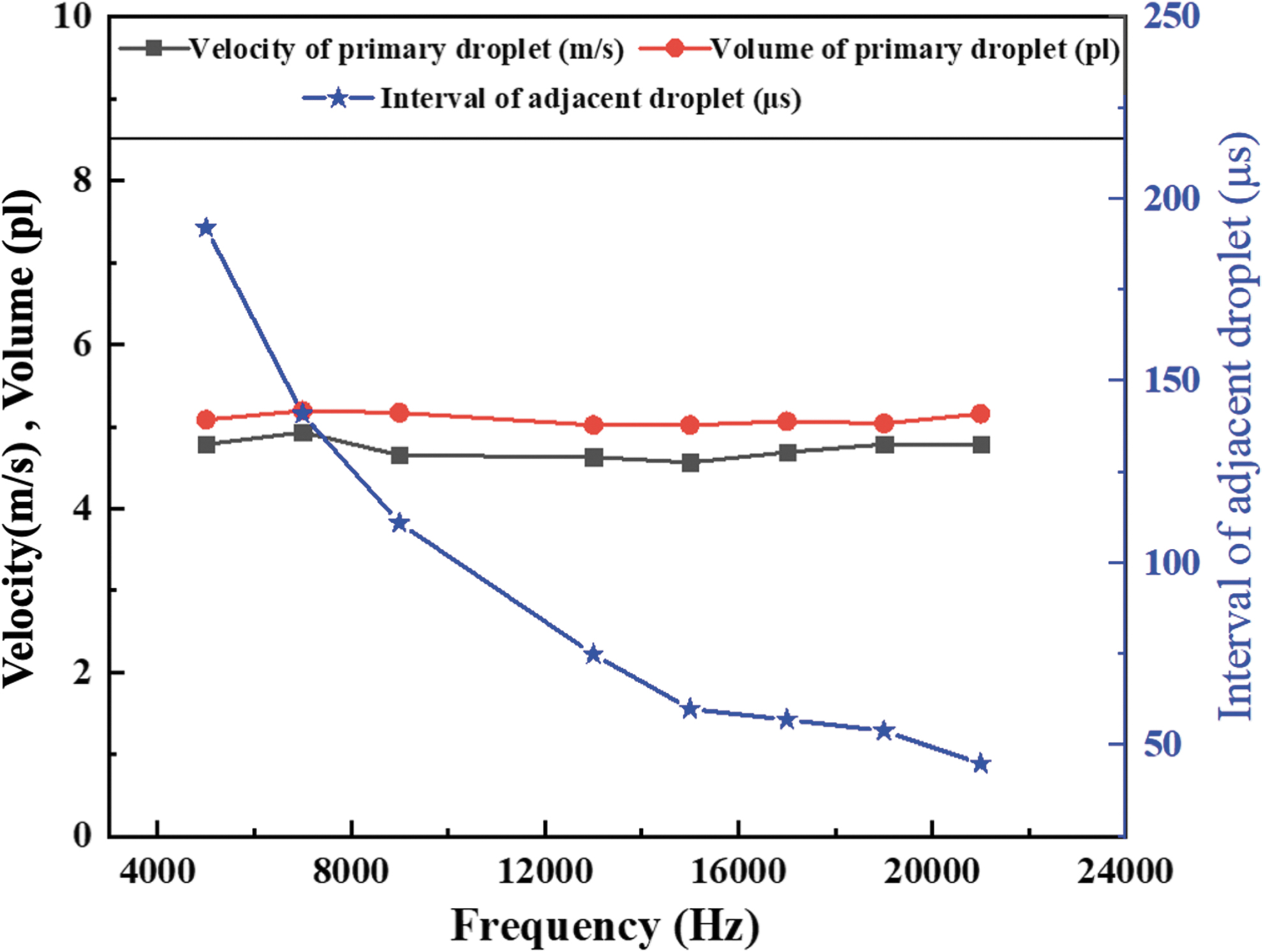
Droplet ejection interval time and flight volume and velocity of the primary droplet at different jet frequency.
Conclusions
In this study, we selected the droplet ejection mechanism as an entry point to build a mechanism research platform, and explored and obtained ideas for optimizing the piezoelectric parameters when applying the BJ-3DP technology in pharmaceuticals. It was found that when the inkjet pulse width was 3.5 μs and the ink supply pulse width was 4.5 μs; the primary and satellite droplets were able to merge into one, while having a high flight velocity and a large droplet volume to meet the high precision requirements of 3D printing drugs.
In addition, when the jet frequency was in the range of 5000–19,000 Hz, the ejection state was more stable and the droplet ejection interval time was decreasing with the increase of jet frequency. The optimization of piezoelectric pulse parameters is of great importance in the formation of stable droplets, which can affect the quality of preparations. The results of this study are not only applicable to most of the ink formulations in our laboratory. For inks with different rheological properties in different formulations or industries, it is perfectly possible to refer to the research ideas and characterization in this article for corresponding studies. This study broadens the mechanism investigation of droplet ejection in the pharmaceutical field. With in-depth research on 3D printed drugs, more and more technical barriers will be broken through, accelerating innovative research on 3D printed drugs.
Footnotes
Authors' Contributions
S.W.: conceptualization (lead), writing—original draft (lead), and software (lead). X.H.: formal analysis (lead) and writing—review and editing (equal). X.G.: methodology (lead) and writing—review and editing (equal). H.Z.: conceptualization (supporting) and writing—review and editing (equal). C.L.: data curation and formal analysis. S.D.: investigation and writing—review and editing (equal). J.W.: validation and visualization. Z.W.: methodology and supervision. A.Z.: writing—review and editing (equal).
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by National Natural Science Foundation of China (Grant No. 82073793) and the Beijing Natural Science Foundation of China (Grant No. L202043).