
Abstract
Laser powder bed fusion (LPBF) of Al–Cu alloys shows high susceptibility to cracking due to a wide solidification temperature range. In this work, 2024 alloys were manufactured by LPBF at different laser processing parameters. The effect of processing parameters on the densification behavior and mechanical properties of the LPBF-processed 2024 alloys was investigated. The results show that the porosity increases significantly with increasing laser power, while the number of cracks and lack-of-fusion defects increase distinctly with increasing scan speed. The solidification cracking susceptibility of the LPBF-processed 2024 alloys prepared at different processing parameters was analyzed based on a finite element model, which was accurately predicted by theoretical calculations. Dense and crack-free 2024 samples with a high densification of over 98.1% were manufactured at a low laser power of 200 W combined with a low laser scan speed of 100 mm/s. The LPBF-processed 2024 alloys show a high hardness of 110 ± 4 HV0.2, an ultimate tensile strength of 300 ± 15 MPa, and an elongation of ∼3%. This work can serve as reference for obtaining crack-free and high-performance Al–Cu alloys by LPBF.
Introduction
The laser powder bed fusion (LPBF) technique uses a high-energy laser to locally melt metallic powder based on a layer-by-layer fabrication principle, allowing to manufacture metallic components with high geometric freedom. 1 With increasing demands for complex components, LPBF has attracted growing attention and has been successfully applied to manufacture Al-,2–4 Fe-,5–7 Ti-,8–10 and Ni-11,12 based alloys. Among these alloys, aluminum alloys are commonly used as structural materials due to their low density and high specific strength. It is, therefore, of great importance to obtain high-performance aluminum alloy components prepared by LPBF to extend the range of structural applications. 13
During the LPBF process, the interaction time between the laser and metallic powder is extremely short, complicating the metallurgical processes due to the large temperature gradients and cooling rates of the molten pool. 14 The as-fabricated aluminum alloys tend to form metallurgical defects, such as balling, porosity, and cracks, because of high laser reflectivity and thermal conductivity and affinity to oxygen. 15 This puts forward strict requirements for laser processing optimization to obtain high-performance aluminum alloys with favorable manufacturing quality. Previous studies have mainly focused on high-castability Al–Si alloys (i.e., AlSi10Mg, Al–12Si).16,17 The Si content in these alloys is close to the eutectic composition of the Al–Si phase diagram, exhibiting good fluidity and laser processability. 18 However, the enhancement of mechanical properties is very limited for structural applications. Al–Cu alloys are utilized in large quantities as structural materials because of their high specific strength, good fatigue properties, and heat treatable strengthening.19,20
Considering their steep solidus line, it needs to pass a large semisolid zone upon solidification.21,22 In such a case, hot cracks tend to form in the final stage of solidification in the LPBF process, thus essentially limiting the manufacturing quality of LPBF-processed Al–Cu alloys.
To suppress the cracks in these Al–Cu alloys, attempts have been made to optimize the processing parameters of LPBF. Zhu colleagues22,23 have reported that crack-free Al–Cu alloys were obtained at a laser volumetric energy density over 340 J/mm3. It was found that cracks can be eliminated with decreasing scanning speed at laser powers of 200 and 180 W, owing to increased track width and remelted depth. However, the authors did not further investigate the case of laser powers over 200 W due to equipment limitations.
Although Tan et al 24 have fabricated Al–Cu–Mg alloys in a wide process window with laser powers of 200–375 W and scan speeds of 600–1650 mm/s, cracks were still observed in all the specimens. It is worth noting that crack-free Al–Cu–Mg–Si alloys were manufactured at a low scan speed of 165 mm/s. 25 The heat-treated specimens showed a tensile strength of 455 MPa and an elongation of 6.2%, which are as high as those of wrought 2024-T6 alloys. Even though substrate preheating, 26 design of support structures, 27 and optimization of scanning strategy 27 have been further proposed, cracks cannot be thoroughly eliminated from the as-fabricated Al–Cu alloys.
It is well established that cracking of LPBF-processed Al–Cu alloys can be effectively suppressed by careful control of the processing parameters, while the corresponding mechanism and the correlation of the crack susceptibility and processing parameters still remain unclear.28–30
In this work, 2024 Al–Cu alloys were prepared by LPBF with a laser power variation of 200–400 W and a scan speed variation of 100–800 mm/s. The influence of the laser processing parameters on the densification behavior and the mechanical properties of the 2024 alloys manufactured by LPBF was investigated. The formation mechanisms of metallurgical defects such as porosity and cracks in the LPBF-processed 2024 alloy specimens were revealed. The cracking susceptibility of 2024 alloy to laser processing parameters was evaluated by combining finite element simulation and theoretical calculations.
Experimental Procedures
This work is not involved animal trials or human subjects. The IRB approval or waiver statement is not necessary.
Powder material
Spherical gas-atomized 2024 alloy powder supplied by TLS Technik with some satellites on the powder particles was used as starting material in this work (Fig. 1a). According to X-ray diffraction, the 2024 alloy powder was mainly composed of α-Al phase (Fig. 1b). The alloy powder had an average particle size of ∼36.4 μm, as analyzed by the ImageJ software (Fig. 1c), falling in the standard range of powder for LPBF process (30–50 μm). The chemical compositions of the powder commercially provided by the supplier and standard AA2024 are given in Figure 1d. It is found that the main element composition of the as-used Al-Cu powder falls in the composition range of standard AA2024 alloy. Both Mg and Mn elements of the used powder are also in the range of standard AA2024. Notably, the chemical composition of LPBFed samples characterized by the energy dispersive spectrometer (EDS) analysis shows some deviation from the used powder and standard AA2024 alloy. This is closely related to the error of Mg composition in this sample.

The content of Mg is difficult to be detected by EDS analysis, which is probably attributed to the combination of the influence of close and strong Al peak, Mg evaporation, and EDS detection limit.
LPBF process
The 2024 alloy specimens were fabricated using an LPBF-150 device. The LPBF-150 was self-developed by Nanjing University of Aeronautics and Astronautics and equipped with a YLR-500 fiber laser (with a maximum laser power of 500 W, a spot size of 70 μm, and a wavelength of 1.064 μm), a high-precision powder-layering apparatus, an inert gas protection system, and a computer control system. To prevent oxidation during the LPBF process, the alloy specimens were manufactured in a high-purity argon atmosphere to ensure that the O2 content was below 50 ppm. Cuboid specimens with a length × width × height of 10 mm × 10 mm × 5 mm were built for forming quality analysis and microstructure characterization, and specimens with a length × width × height of 70 mm × 10 mm × 5 mm were produced for tensile tests. The specimens for the tensile tests were built perpendicular to the tensile direction and then machined according to the ASTM-E8 standard.
The laser processing parameters were as follows: laser power p = 200–400 W, scan speed v = 100–800 mm/s, hatch spacing h = 60 μm, and layer thickness t = 30 μm. An island scanning strategy with 37° rotation between layers was used to reduce the residual stresses of the specimens. The detailed processing parameters are listed in Table 1.
Sample Designations and Laser Processing Parameters Applied to Prepare the Different 2024 Alloy Specimens in This Work
Microstructure and property characterization
The relative density of bulk as-fabricated specimens was measured using the Archimedes method. The cross-sections parallel to the building direction (BD, parallel to Z direction) of the LPBF-processed 2024 alloy specimens were ground and polished according to standard metallographic procedures. The defects of the specimens were examined using an optical microscope (OM, XJP-300). The porosity defined by the ratio of pore area to total area is calculated by ImageJ software from at least three OM images at different areas for each specimen. The crack length is obtained by manually tracing the cracks using lines and counting the total line lengths using ImageJ software. The crack density is calculated by the crack length per unit area. Then the specimens were etched with Keller's reagent (1.0 mL hydrofluoric acid, 1.5 mL hydrochloric acid, 2.5 mL nitric acid and 95.0 mL distilled water) for 15 s, and characterized using a scanning electron microscope (TESCAN LYRA3). The grain size and orientation were characterized by electron backscattered diffraction (EDAX Velocity Super), and the kernel average misorientation was calculated to analyze the stress distribution.
The microhardness was measured on the polished specimens using a Vickers indenter (HXS-100AY) with a load of 200 g and a loading time of 10 s. The mean hardness value for each specimen was determined from 25 points with a space of 0.1 mm between each measurement. The tensile properties of the specimens were measured using a universal tensile tester (MTS E45.105) with a fixed strain rate of 2 mm/min.
Finite element simulation
Due to the very short existence time of the molten pool with complex thermodynamics, it is difficult to measure its temperature distribution accurately. To analyze the thermal behavior of the molten pool for the 2024 alloys, a finite element model (FEM) of the LPBF process was developed using the COMSOL software. The FEM was divided into half along the YZ plane (plane built from Y axis and Z axis), which contains the centerline of the molten pool (Fig. 2). This takes advantage of the symmetry of the molten pool to improve the simulation efficiency. The formed part and the powder bed were tetrahedrally meshed, while the molten pool and the surrounding area were hexahedrally meshed to improve the simulation accuracy. The thermophysical parameters of 2024 alloys at different operating temperatures, such as thermal conductivity, thermal expansion coefficient, and heat capacity, were calculated.
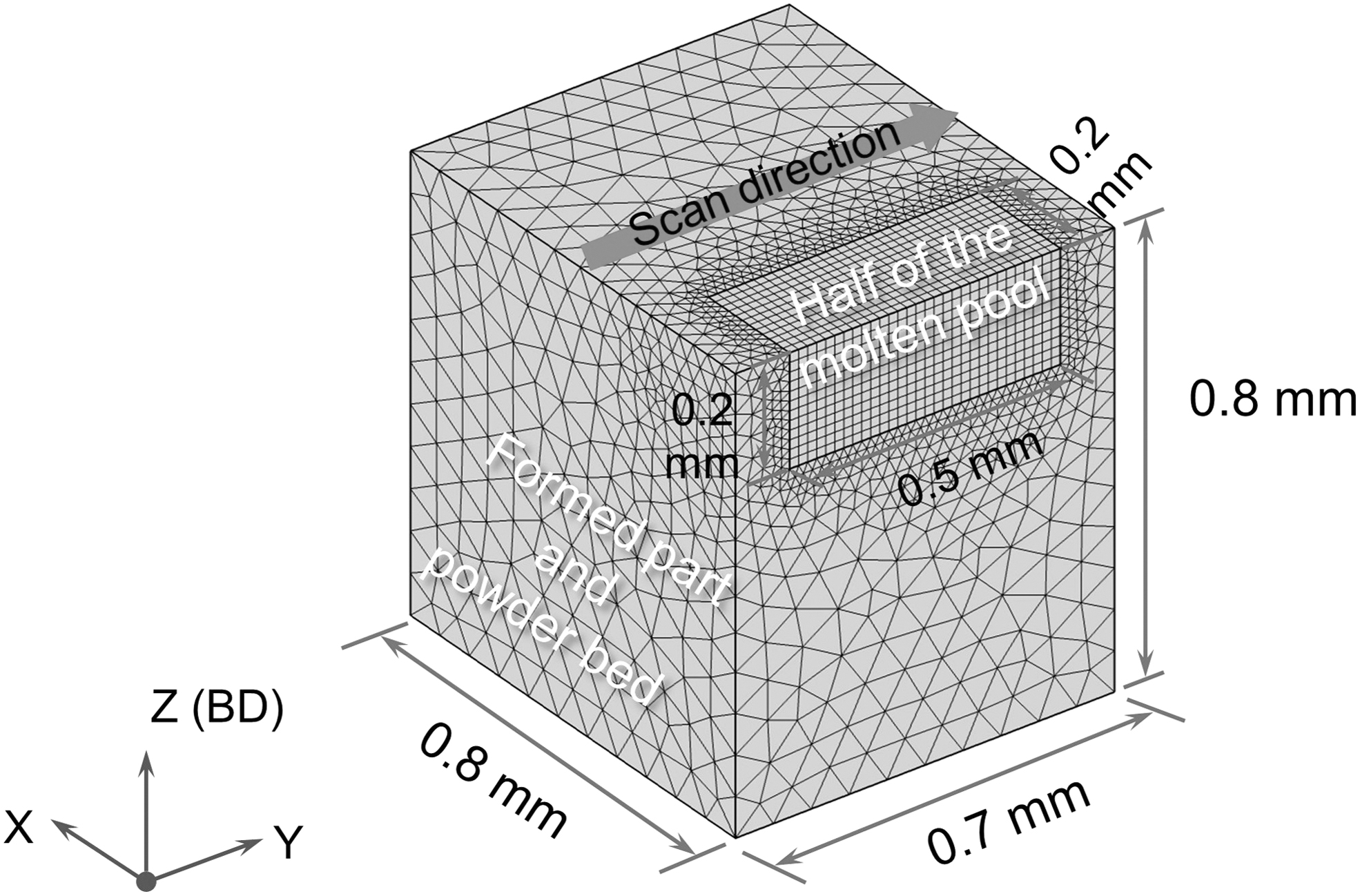
The finite element model used for simulating the molten pool in the LPBF process. BD, building direction.
Results and Discussion
Effect of laser processing parameters on the metallurgical defects
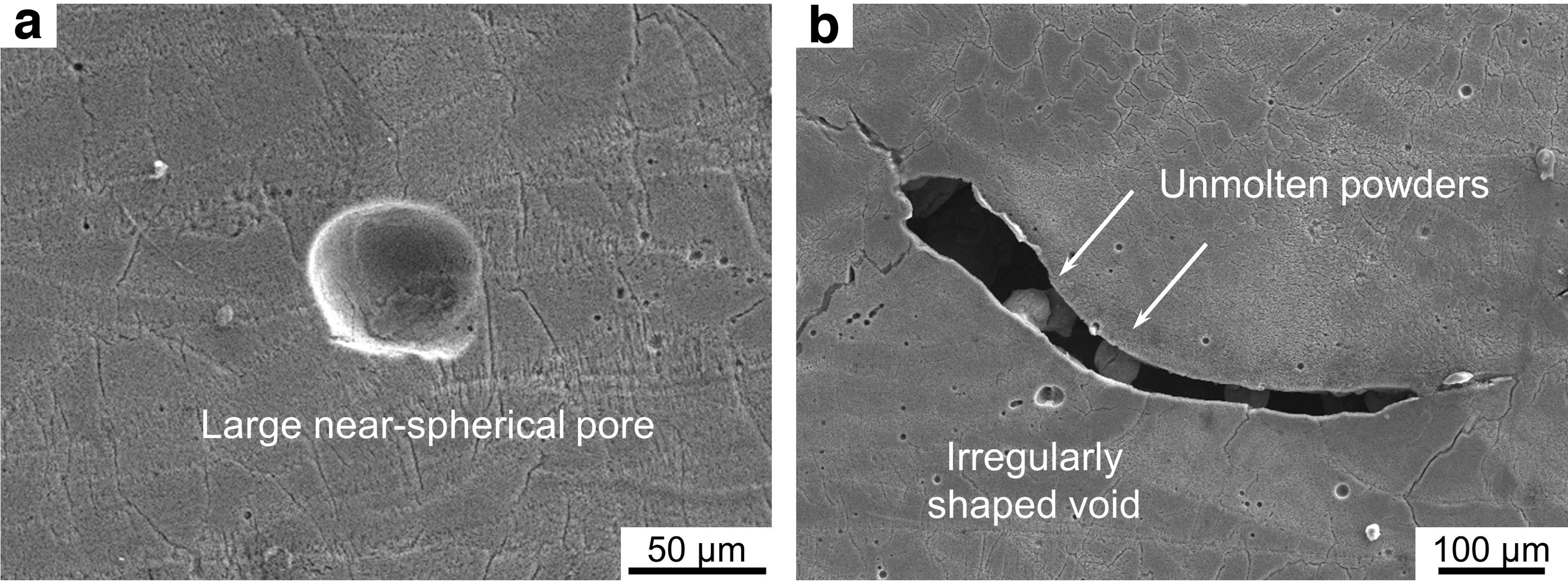
Figure 3 displays OM images of the cross-sections parallel to the BD of the samples fabricated under different LPBF processing parameters. Two typical metallurgical defects are observed in these specimens: pores and cracks. Based on their morphologies, the pores are divided into small spherical pores, near-spherical pores, and irregularly shaped voids. The diameter of the small spherical pore ranges from 5 to 20 μm in all specimens. These pores stem from the adsorbed gases existing in starting powder caught in the molten pool during the LPBF process. There are several near-spherical pores with a mean diameter of 73 ± 20 μm in the 2024 alloy samples fabricated at a high laser power of 400 W and a low scan speed of 100–200 mm/s (Figs. 3i, j, and 4a). These spherical pores result from the transition of the heat transfer from conduction mode to keyhole mode at a relatively high volumetric energy density.31,32 In this case, multiple reflections of the laser radiation occur on the wall of the molten pool, significantly increasing the melting depth. Meanwhile, a large amount of vapor is generated, causing a strong recoil pressure toward the bottom of the molten pool.
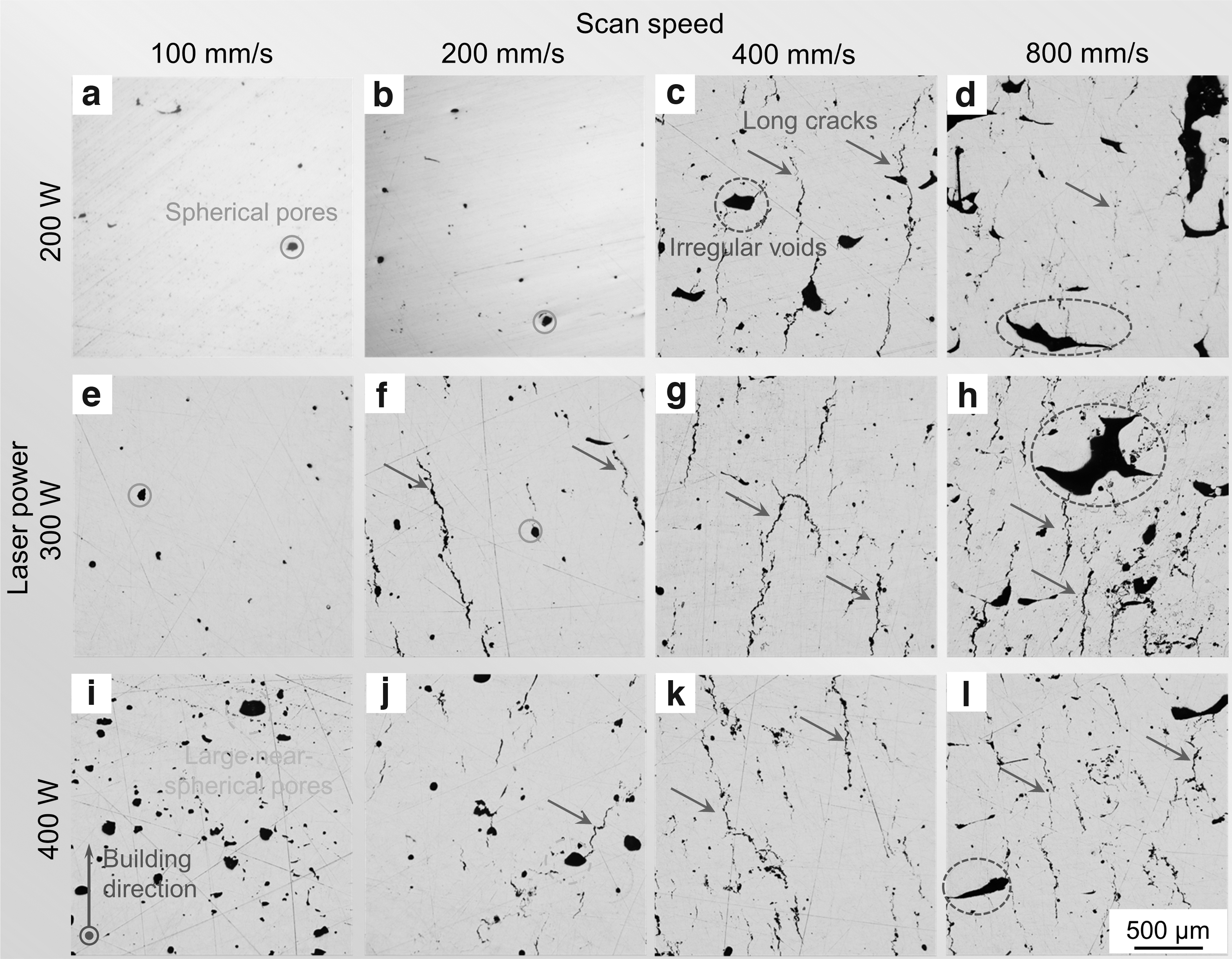
Once this recoil pressure is larger than the surface tension and the hydrostatic pressure of the melt, the melt on the upper wall of the molten pool collapses inward. Hence, the liquid solidifies at the bottom of the molten pool, forming large keyholes. 33 On the other hand, high-vapor-pressure Al and Mg in the 2024 alloy tend to evaporate at high temperatures. In such a view, the vapor cannot escape from the molten pool in the rapid cooling process, thus contributing additionally to the formation of near-spherical pores. 34 Irregularly shaped voids with a width of over 500 μm are observed in the samples C, D, H, and L (Fig. 3c, d, h, l), and unmolten alloy powders appear in these voids (Fig. 4b). This indicates that at a low laser power and a high scan speed, the laser energy input is insufficient to completely melt the alloy powder, resulting in the formation of lack-of-fusion defects in the samples.
Metallurgical defects revealing
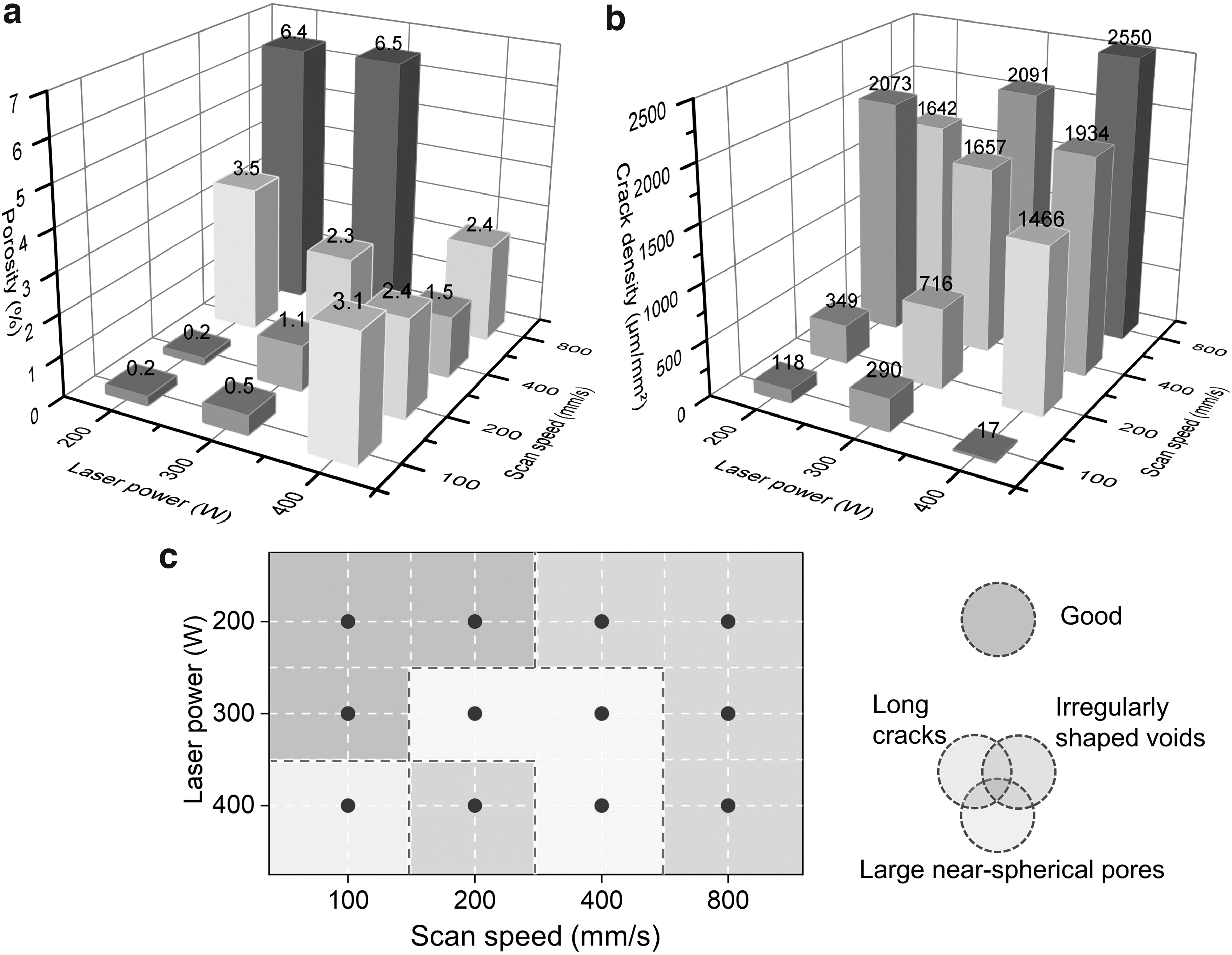
Figure 5 shows the variations of the relative density of the LPBF-processed 2024 alloy with the scan speed at different laser powers. As the scan speed increases, the relative density decreases, whereas it increases with increasing laser power. As seen from Figure 3, the number of irregularly shaped voids formed in the LPBF-processed 2024 alloys increases significantly with increasing scan speed, leading to a low densification level at a high scan speed (Fig. 5). With increasing the laser power from 200 to 400 W, the porosity of the 2024 alloys prepared at high scan speeds of 400 and 800 mm/s decreases from ∼3.5% to ∼1.5% and from ∼6.4% to ∼2.4%, respectively (Figs. 3a and 6a), exactly corresponding to an increased relative density. In contrast, the porosity of the 2024 alloys fabricated at low scan speeds of 100 mm/s and 200 mm/s increases from ∼0.2% to ∼3.1% and from ∼0.2% to ∼2.4%, respectively, as the laser power increases (Figs. 3a and 6a).
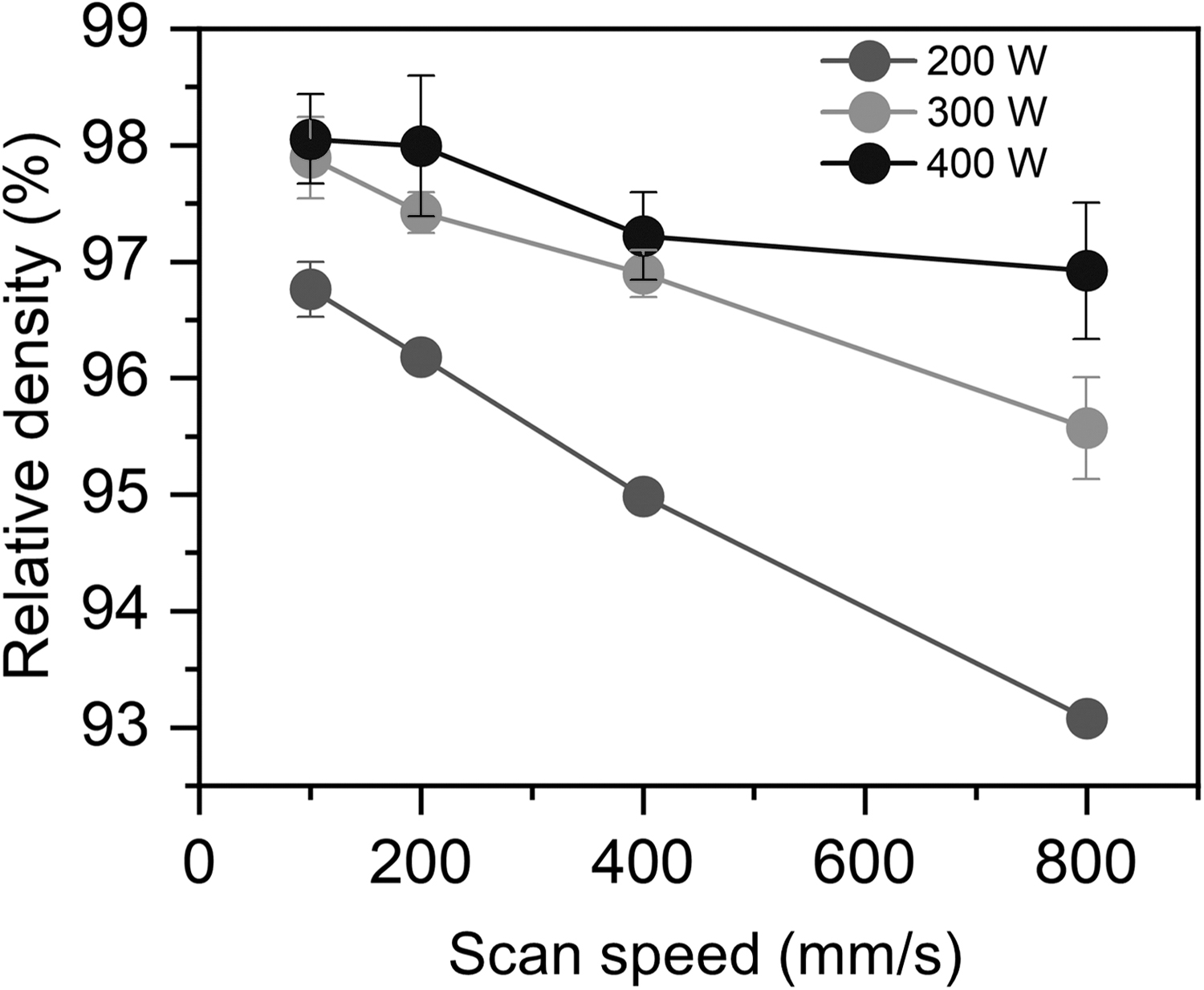
Variations of the relative density of the 2024 alloys processed at different laser powers and scan speeds.
Instead, their relative densities increase. This is probably because a high laser energy density promotes evaporation of Al and Mg in the as-fabricated specimens that have low melting point and low density, 23 leading to an increase in the theoretical density of the 2024 alloys. Nevertheless, the effect of element vaporization on the theoretical density is ignored in the calculation of the relative density. It is reasonable to expect that the calculated relative density of the specimens in the latter case is much higher than the estimated values.
Cracks are observed in the LPBF-processed 2024 alloys, except for those specimens prepared at a low scan speed (Fig. 3). Figure 6b shows the crack density of as-fabricated specimens at different laser processing parameters. The crack length of the specimens increases with increasing scan speed. At a high laser power of 400 W, the crack density increases from ∼17 to ∼2550 μm/mm2, when the scan speed increases from 100 to 800 mm/s (Fig. 6a). This is attributed to a shortened time the liquid exists in the molten pool at high scan speed, limiting the time the liquid has to sufficiently fill gaps between dendrites, thus promoting cracking.
Figure 6c illustrates the different types of defects observed for the as-fabricated specimens for varying laser processing parameters. The specimens fabricated at low laser powers of 200 and 300 W and low scan speeds of 100 and 200 mm/s show favorable processability with few cracks and pores. Large near-spherical pores appear in the specimens fabricated at a high laser power of 400 W and a low scan speed of 100–200 mm/s, whereas long cracks and lack-of-fusion defects are observed in the specimens fabricated at a high scan speed of ≥400 mm/s. These findings show that the laser processing parameters are the key factors responsible for the formation of metallurgical defects in the LPBF-processed 2024 alloys. It is well established that good laser processability and high manufacturing quality for 2024 alloys can be achieved at low laser powers of 200–300 W and low scan speeds of 100–200 mm/s.
Effect of laser processing parameters on microstructure development
As the scan speed is a dominant factor influencing the formation of cracks, 35 sample A and sample C fabricated at the same laser power that show a large difference in crack density were selected to reveal the mechanism of cracking. Many columnar grains are observed in both types of samples (Fig. 7a, b). As a large temperature gradient perpendicular to the bottom of the molten pool develops in the LPBF process, 22 columnar grains tend to grow in this direction upon solidification. These columnar grains prefer to epitaxially grow along the grain orientation of the previously fabricated layer, resulting in the formation of coarse columnar grains across molten pools. It is worth noting that some equiaxed grains with random orientation are observed in sample A (Fig. 7c). This can be ascribed to high-intensity convection of the melt in the keyhole mode at a relatively high energy density, resulting in fragmentation of coarse columnar dendrites, disruption of their growth, and thereby producing equiaxed grains between them. 36 In contrast, the columnar grains of sample C show a strong <001> texture parallel to the BD (Fig. 7d).
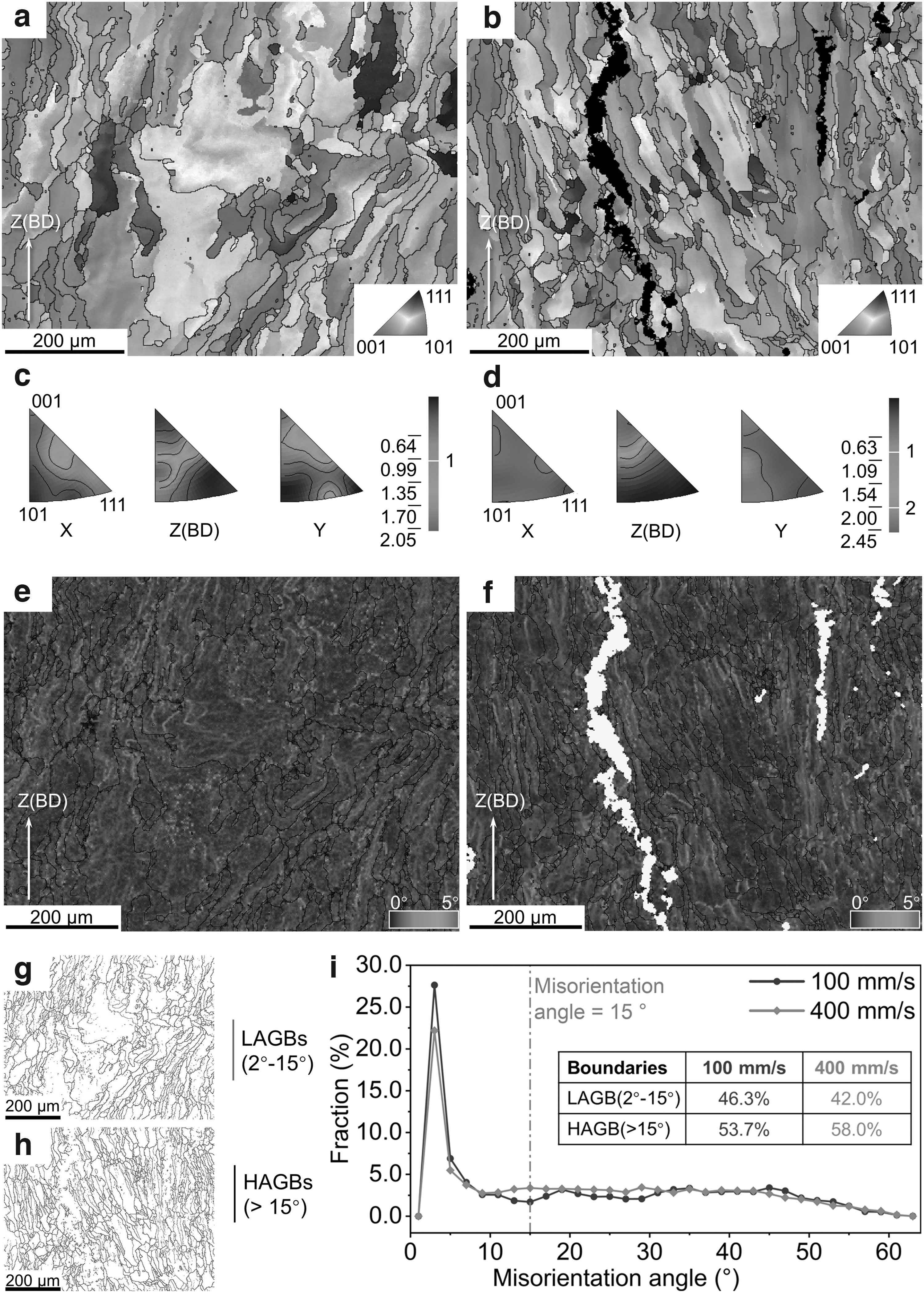
A careful examination shows that the cracks in the sample C are formed at the boundaries of columnar grains (Fig. 7b). Large orientation differences are observed near these cracks distributed parallel to the BD and consistent with the crack direction (Fig. 7f), indicating that high plastic deformation at the columnar grains is correlated to the generation of cracks. On the contrary, the orientation differences in the equiaxed grains of the sample A are relatively small, deviating from the BD (Fig. 7e). Lower stresses through free movement of dendritic fragments induced in the keyhole mode effectively suppress the formation of cracks in this case.20,37 These results indicate that coarse columnar grains initiate cracks in the specimens fabricated at a high scan speed of ≥400 mm/s, whereas a low scan speed facilitates crack suppression by crushing the coarse columnar grains.
Based on the misorientation angles of grains (Fig. 7g, h), two different types of boundaries were identified: high-angle grain boundaries (HAGBs) are defined as a misorientation angle over 15° (black) and low-angle grain boundaries are defined as a misorientation angle of 2°–15° (red). Figure 7i depicts the misorientation angle distribution for grain boundaries in LPBF-processed 2024 alloy samples fabricated at different scan speeds and a laser power of 200 W. With increasing scan speed from 100 to 400 mm/s, the proportion of HAGBs shows an increased trend from 53.7% to 58.0%. As the HAGBs are more sensitive to hot cracking, 38 cracking tends to preferentially occur at HAGBs. This well corresponds to the observation of cracking present in the samples fabricated at 400 mm/s.
Evaluation of solidification cracking susceptibility
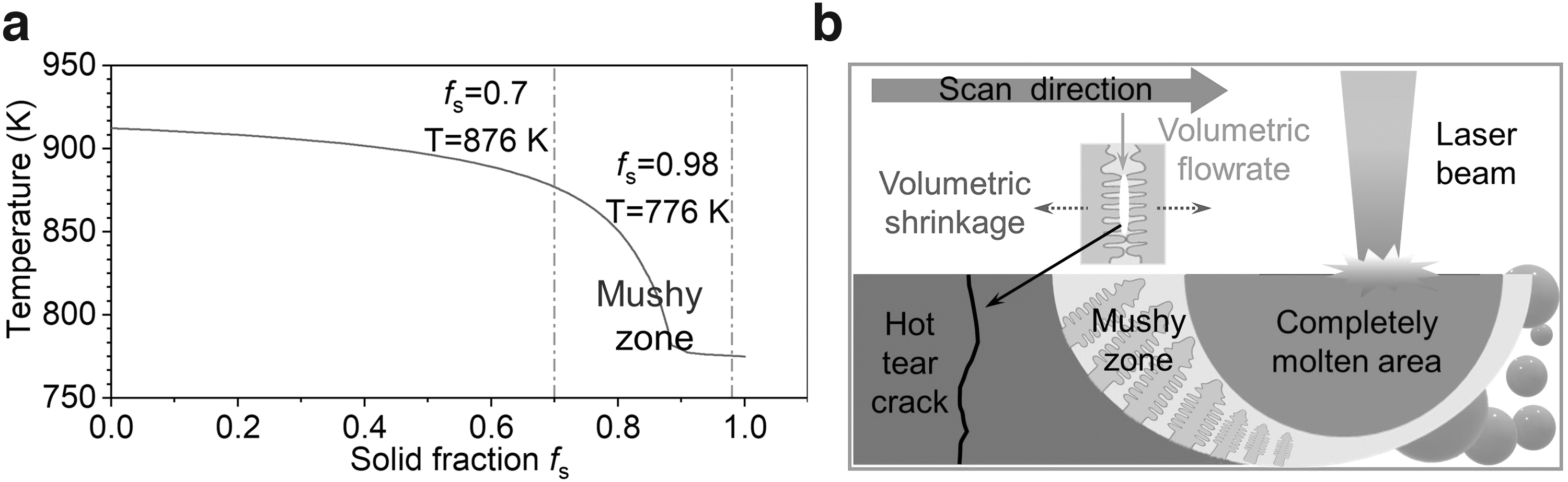
Due to a wide solidification temperature range of 775–913 K (Fig. 8a) of 2024 alloys and high temperature gradients during the LPBF process, coarse columnar crystallites are preferentially formed in as-fabricated 2024 alloys. 39 A solid-liquid zone (namely mushy zone) with high viscosity and high susceptibility to cracks often appears in the final stage of solidification. This is the zone where long and narrow gaps between dendrites tend to form. The mushy zone can restrict the liquid to fill these gaps between dendrites thoroughly, and solidification shrinkage further expands these gaps, thereby forming solidification cracks in the specimens. 40 As proposed by the Feurer model, 21 solidification cracking is prone to emerge in the samples if the solidification shrinkage rate is larger than the liquid backfill rate in the mushy zone (Fig. 8b). Therefore, the solidification cracking susceptibility (SCS) is expressed as follows 41 :
where
To further reveal the relationship between cracking susceptibility and laser processing parameters, the thermal and solidification behaviors of the molten pool are simulated using FEM. Figure 9a and b show the temperature field of the molten pool. Apparently, the simulated molten pool has a good fit with the corresponding OM image (Fig. 9c). This illustrates that the simulation results reflect the thermal behavior of the molten pool in the LPBF processing of 2024 alloys.
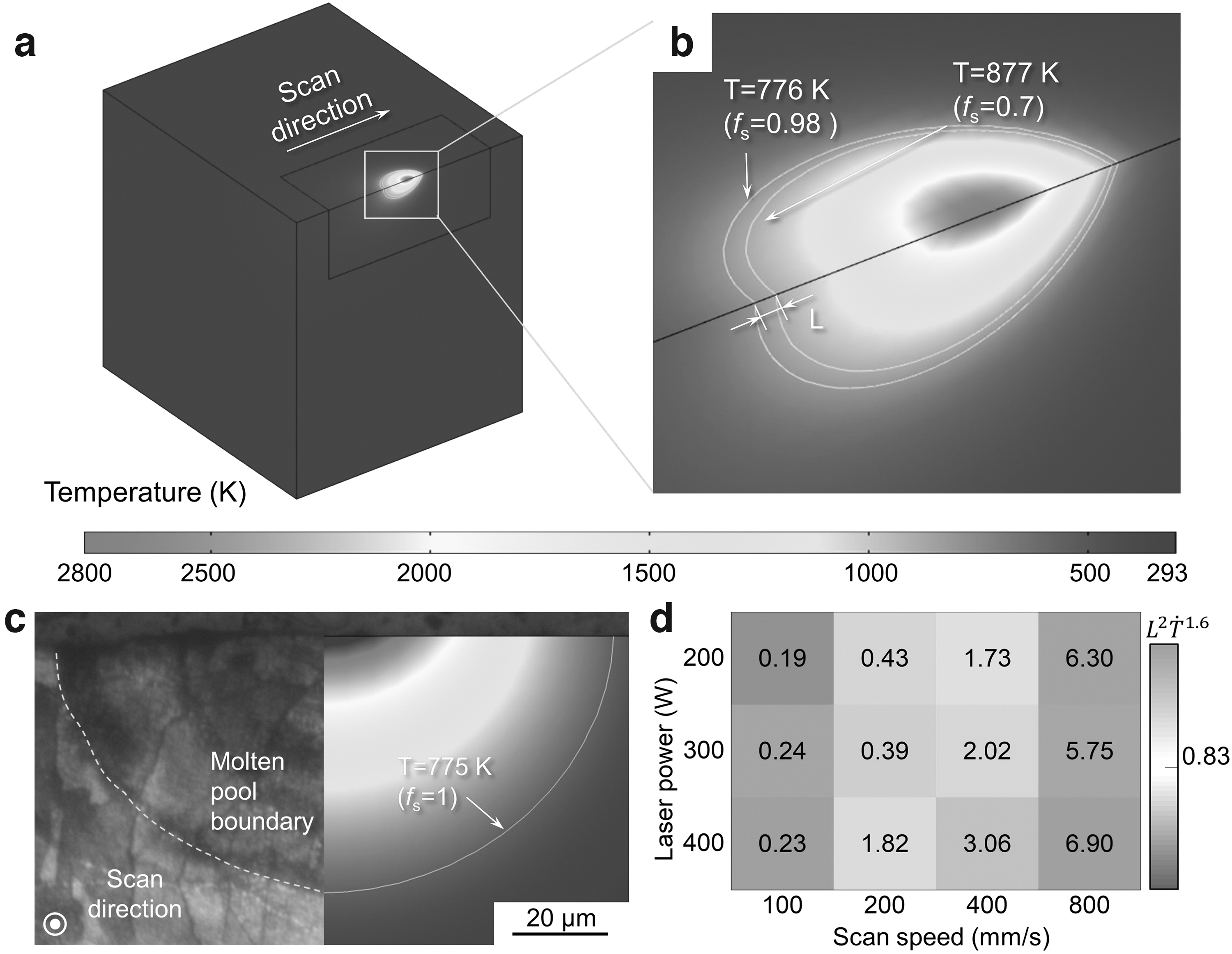
The length of the mushy zone L is the distance between the isothermal curves of T = 776 K and T = 876 K along the centerline direction of a molten pool (Fig. 9b). In this zone, liquid and solid coexist and the dendrites form a complex network that hinders liquid backfill. Based on the simulation results, L and the average cooling rate
Mushy Zone Lengths and Cooling Rates of the 2024 Alloy Specimens Fabricated at Different Scan Speeds and Laser Powers
The solidification shrinkage rate and the liquid backfill rate are given by the following equations:
where
where
where β is the thermal expansion coefficient of 2.77 × 10−5, and
where
where
where the parameter n depends on the heat flow during the LPBF process, evaluated as 0.43.
44
A is a parameter depending on the alloy composition, which can be obtained from the following equation
45
:
where x is the mass fraction of Cu and A = 8.33 × 10−5. The pressure drop (
where
where
When
Effect of laser processing parameters on mechanical properties
Figure 10 shows the microhardness and tensile properties of samples A, B, and C fabricated at different scan speeds. As the scan speed increases from 100 to 400 mm/s, the average microhardness of the LPBF-processed 2024 alloys changes only insignificantly. The microhardness of samples A, B, and C are 110 ± 4 HV0.2, 119 ± 5 HV0.2, and 117 ± 6 HV0.2, respectively. It is worth noting that the hardness deviation of the specimens gradually increases with increasing scan speed. This is due to a high probability that the hardness indents touch on defects for these samples, resulting in distinct hardness fluctuations.
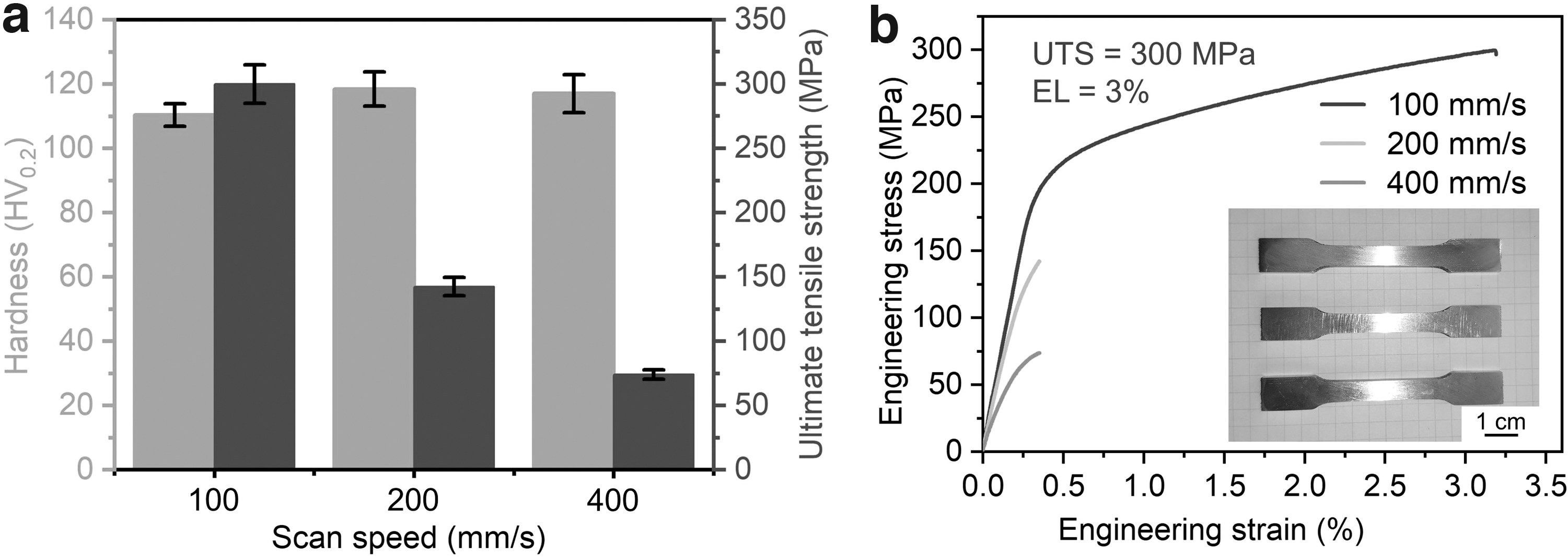
Mechanical properties of the LPBF-processed 2024 alloy samples fabricated at different scan speeds and a laser power of 200 W:
As the scan speed increases from 100 to 400 mm/s, the ultimate tensile strength (UTS) of the 2024 alloys significantly decreases (Fig. 10b). At a scan speed of 100 mm/s, the LPBF-processed 2024 specimens reach a UTS of 300 ± 15 MPa and an elongation of ∼3%. When the scan speed increases to 200 and 400 mm/s, the UTS of the 2024 specimens are 142 ± 7 and 74 ± 4 MPa, decreasing by ∼53% and ∼75%, respectively, whereas the elongation decreases to <1%. This is closely related to the formation of solidification cracks in these LPBF-processed 2024 alloys (Figs. 3 and 6b), where premature failure occurs during tensile deformation.47,48
The fractography of the LPBF-processed 2024 alloys shows features of intergranular fracture (Fig. 11). Apparent columnar grains and a few dimples are observed on the fracture of sample A (Fig. 11a, b), indicating a ductile–brittle fracture. Close examination shows that the fracture cracks propagate along the columnar grain boundaries, implying that the columnar grain boundaries in the LPBF-processed 2024 alloys induce the initiation and propagation of cracks under tensile stresses. 36 Coarse dendrites are observed on the fracture surface of sample C (Fig. 11d). In this case, the growth rate and the liquid backfill rate are much smaller than dendrite shrinkage at the final stage of solidification, resulting in the formation of solidification cracks.34,49 During tensile testing, these microsized solidification cracks propagate, leading to brittle fracture of the as-fabricated specimens.
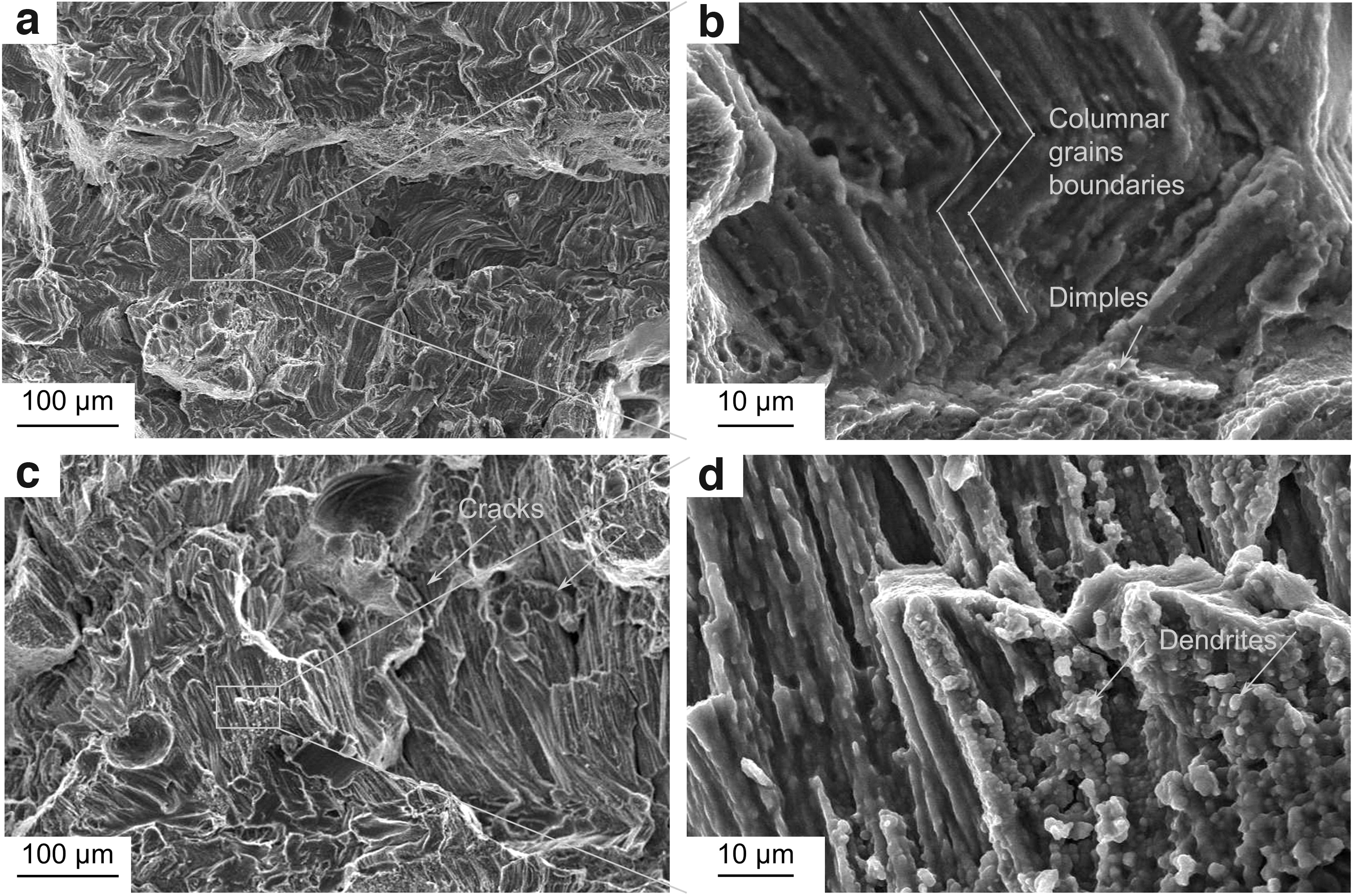
Fractography of the LPBF-processed 2024 alloys fabricated at different scan speeds and a laser power of 200 W:
Conclusions
In the present work, 2024 alloys have been fabricated through LPBF at laser powers of 200–400 W and scan speeds of 100–800 mm/s. The effect of laser processing parameters on the densification behavior and the mechanical properties of the LPBF-processed 2024 alloys has been investigated. The following conclusions can be drawn:
The development of porosity and cracking in the LPBF-processed 2024 alloys are closely correlated to the laser processing parameters. The density of pores and cracks increases with increasing laser power, while the number of lack-of-fusion defects increases with increasing scan speed. The LPBF-processed 2024 alloys reach a high manufacturing quality with ∼0.2% porosity and without obvious cracks at a laser power of 200 W and a scan speed of 100 mm/s. Based on finite element simulation and theoretical calculation of the SCS, the formation of cracks can be accurately predicted for the 2024 alloys manufactured at different processing parameters. There are no obvious solidification cracks in the LPBF-processed 2024 alloys when the liquid backflow rate is larger than the solidification shrinkage rate at At optimal processing parameters of 200 W and 100 mm/s, the LPBF-processed 2024 alloy specimens exhibit a hardness of 110 ± 4 HV0.2, a UTS of 300 ± 15 MPa, and an elongation of ∼3% with ductile–brittle fracture characteristics.
Footnotes
Authors' Contributions
L.X.: Formal analysis, methodology, and writing—review and editing. Q.L.: Data curation, formal analysis, methodology, and writing—original draft. D.G.: Conceptualization, validation, and writing—review and editing. S.C. and H.Z.: Investigation, and formal analysis. I.K., B.S., K.G.P., and J.E.: Writing—review and editing.
Author Disclosure Statement
The authors declare that they have no known competitive economic interests or personal relationships that could affect the work reported in this article.
Funding Information
This work was supported by the National Key Research and Development Program (Grant No. 2019YFE0107000); The Basic Strengthening Program (Grant No. 2019-JCJQ-JJ-331); The National Natural Science Foundation of China (Grant Nos. 51735005, 52205382); The 15th Batch of “Six Talents Peaks” Innovative Talents Team Program (Grant No. TD-GDZB- 001); The Equipment Pre-research Field Fund (No. JZX7Y20210263400301); The Austrian Federal Ministry of Education, Science, and Research and the Chinese Ministry of Science and Technology are acknowledged for support in the frame of the Austrian-Sino Collaboration Program, Austria.
J.E. and B.S. are grateful for the support from the European Research Council under the Advanced Grant “INTELHYB-Next generation of complex metallic materials in intelligent hybrid structures” (Grant No. ERC-2013-ADG-340025) and under the ERC Proof-of-Concept Grant TriboMetGlass (Grant No. ERC-2019-PoC-862485), as well as the Austrian Science Fund (FWF) (Grant No. I3937-N36). K.G.P. gratefully acknowledges financial support from the Guangdong Natural Science Foundation (Grant No. 2020A1515011242), the High-End Foreign Experts Recruitment Program (Grant Nos. G2021163004L and G2021181007L), and the Guangdong International Science and Technology Cooperation Program (Grant No. 2021A0505050002).