
Abstract
The hybrid selective laser melting (SLM) technology by laser welding can capture the superiorities of both processes to produce large-scale, high-quality, high-resolution, and complicated-shaped metallic parts. In this work, the SLMed 304 stainless steel, Inconel 718 superalloy, and Ti-6Al-4V alloy sheets were joined by laser welding under various building directions. And then, the microstructure, microhardness, tensile properties, and corrosion resistance of the laser-welded SLMed 304 stainless steel, Inconel 718 superalloy, and Ti-6Al-4V alloy were compared to explore the effect of SLMed microstructural anisotropy and crystal structure. The results showed that phase constitutions were the same between the SLMed and laser-welded joints for the three alloys. But the grain size and dendrite arm spacings in the joints were coarser than those in the SLMed samples. The SLMed microstructural anisotropy resulted in differences in the thermal gradient, grain size, dendrite arm spacing, and tensile properties in the joints under various welding types. Compared with the SLMed counterparts, the laser-welded 304 stainless steel and Inconel 718 joints showed lower microhardness and tensile properties but better corrosion resistance. In contrast, the laser-welded Ti-6Al-4V joints possess a higher microhardness, tensile properties, and corrosion resistance. Therefore, it is feasible to join SLMed parts to manufacture large-scale parts by laser welding.
Introduction
Additive manufacturing (AM) is the process of joining powders or wires into layers, often overlapping, to make objects from 3D model data based on the ASTM standard F2792. The classification of AM methods for metallic parts mainly includes powder bed fusion (PBF) and directed energy deposition (DED) based on the types of heat source, feedstock material, and feeding system. 1 In PBF, the heat source selectively melts the powder bed using either a laser (i.e., selective laser melting [SLM]) or an electron beam (i.e., electron beam melting) within the range of heat input (10−2–1 J/mm).
In DED, the heat source melts either a stream of powders or a wire using a laser beam (i.e., laser engineered net shaping), an electron beam, or an electric arc (i.e., wire arc AM) within the range of heat input (100−3 J/mm). The heat input (the ratio of heat source power and speed) is closely associated with the temperature profiles, metallurgical defects, process stability, as well as the resulting deposit geometry, residual stress, solidification path, microstructure, texture, and properties of the parts.
Commonly, DED matched with a larger spot size (in the order of millimeters) and a lower scanning speed is characterized by a higher deposition rate and a larger dimensional limit (up to meter range), which is thus appropriate to manufacture large-scale and low or medium complexity-shaped metallic components. In contrast, PDF matched with a smaller focused spot size (50−100 μm) and a larger scanning speed was characterized by a better surface finish, a finer resolution, and higher geometrical accuracy, which is thus appropriate for manufacturing small-scale metallic components with higher complexities.
Jiménez et al. 2 summarized the advantages and limitations of the PBF and DED technologies. But the production of large-scale, high-quality, high-resolution, and complicated-shaped metallic parts was still a challenge in AM.
The need to produce large-scale, high-resolution, and complicated-shapes metallic parts constitutes a major driving force for developing hybrid AM technology. Hybrid AM technologies were defined as the use of AM with one or more secondary processes or energy sources that are fully coupled and synergistically affect part quality, functionally, and/or process performance to make use of the combined or mutually enhanced advantages. 3
As is well known, welding can join not only the small parts used in the microelectronics and micro electro mechanical systems industries but also the large structures such as ships, nuclear pressure vessels, and bridge construction. Consequently, the hybrid AM with welding provides a new approach to capture the superiorities of both processes. Besides, AM shares many similarities with welding in the physical processes (including thermal effects, energy-matter interaction, solidification mechanism, chemical reactions, distortion, and residual stresses) and the evolving way of the microstructures and properties. 4
Therefore, some pioneer studies were reported recently involving various welding methods of the additive manufactured steel,5–13 titanium alloys,14–19 aluminum alloys,20–22 and Ni-based superalloys.23,24 Significantly when an identical energy source is applied, for example, the combination of SLM and laser welding, the similarities between them can minimize the difference in microstructure and performance. Therefore, laser welding is one of the most promising techniques to combine with SLM.
However, differences also exist between SLM and laser welding in two essential variations, that is, energy density and molten pool mode, that directly determine the cooling rate and the extension of the fusion zone (FZ). 4 The energy density is much larger in laser welding with a larger drop size than in SLM with a smaller drop size. For example, an energy density higher than 60 J/mm is necessary to obtain a full penetration without metallurgical defects for SLMed 316 stainless steel sheets with 3 mm thickness. 5
But hot cracking occurs in the 316 stainless steel during SLM as the energy density is higher than 10 J/mm.25,26 Moreover, the conduction mode is generally applied in PBF to minimize vaporization and reduce potential defects. In contrast, the keyhole mode is used more extensively in laser welding due to its benefits, including deep penetration, low heat input, and narrow heat-affected zones (HAZs) by controlling the formation and stability of the keyhole.
Hence, some uncertainties still exist and must be investigated in the hybrid SLM by laser welding. Fortunately, a few researchers have studied the weldability, microstructure, residual stresses, and performance of laser-welded SLMed stainless steel,5–12 titanium alloy, 27 and nickel-based alloys.23,24 However, the effects of the typical microstructural anisotropy resulting from the SLM process and crystal structure of alloys on laser welding have not been investigated.
Therefore, three kinds of widely-applied and difficult-to-machine alloys, that is, 304 stainless steel (hereafter 304), Inconel 718 superalloy (hereafter 718), and Ti-6Al-4V alloy (hereafter Ti64), were selected to investigate the effect of SLMed microstructural anisotropy and crystal structure on the laser welding behaviors in this work. Moreover, the microstructure, microhardness, tensile properties, and corrosion resistance of the laser-welded SLMed alloys were measured to figure out the effect of laser welding on the SLMed alloys.
Finally, a comparison of the microstructures and performances between the SLMed and laser-welded SLMed samples was made to discuss the differences in joining various SLMed alloys by laser welding.
Experimental
Material and equipment
The self-developed SLM equipment (SLM-250-II), mainly consisting of a continuous wave IPG YLR-500 fiber laser, an optical, a powder providing, a control, a gas purification, a cooling, and a building platform systems, were used to conduct the SLM experiments. The gas-atomization 304 stainless steel, Inconel 718, and Ti-6Al-4V powders were used as the feedstock, and their chemical compositions and the corresponding morphologies were shown in Table 1 and Figure 1, respectively.

The morphologies of the applied 304 stainless steel
The Chemical Compositions of the 304 Stainless Steel, Inconel 718, and Ti-6Al-4V Powders Based on the Manufacturers, in wt.%
The optimal SLM processing parameters were applied in Table 2 to manufacture the samples with a size of 100 × 50 × 10 mm3 along vertical and horizontal build directions. And then, all the SLMed samples were subjected to an annealing treatment at 500°C for 2 h to eliminate the residual stress. After annealing, the samples were cut into sheets of 100 × 50 × 3 mm3.
The Processing Parameters for the Three Alloys During Selective Laser Melting and Laser Welding
SLM, selective laser melting.
The welding platform mainly consisted of an IPG YLR-6000 fiber laser (the maximum output power of 6000 W, the laser wavelength of 1070 nm, the beam quality parameter of 6.9 mm × mrad, and a transmission fiber diameter of 200 μm) and an M-710ic/50 six-degree-of-freedom industrial robot (the maximum load of 50 kg and the repetitive positioning accuracy of 0.07 mm). Three welding types were used for welding the SLMed parts to investigate the effect of anisotropy under the processing parameters of Table 2, that is, welding two horizontal-built samples together in type 1; welding two vertical-built samples together in type 2; welding the horizontal- and vertical-built samples together in type 3.
Microstructural characterization and performance evaluation
The microstructures of all the samples were observed by a Motic optical microscope and a Quanta 200 scanning electron microscope. Phase identification was performed using the Xpert Powder equipment produced by Panalytical. The electron back-scattered diffraction (EBSD) analysis was conducted on the laser-welded Inconel 718 joint by scanning electron microscope. The tensile properties of the SLMed samples and laser-welded joints were performed by the Zwick/roell electronic universal testing machine. Microhardness tests were conducted on the SLMed samples and laser welded joints with an HVS-1000 microhardness tester at a load of 200 g and a holding time of 20 s.
Based on the GB/T228.1-2010 standard, the tensile samples were prepared with the weld seam perpendicular to the tensile direction. The tensile tests with a speed of 2 mm/min and a gauge length of 31 mm were conducted five times to calculate their average value.
CS310 electrochemical workstation (Wuhan Teste Instruments Co., Ltd) was used to analyze the corrosion performance of all the joints using a conventional three-electrode system. In the electrochemical measurements, the platinum sheet and saturated calomel electrode were selected as counter and reference electrodes, respectively. The dynamic potential scanning test was carried out in a solution medium of 3.5 wt.% NaCl solution.
Firstly, the samples were immersed in the solution medium to measure the open circuit potential (OCP). And then, the potentiodynamic scan was activated after the stable OCP was obtained under the parameters in Table 3. The corrosion potential (Ecorr), corrosion current density (icorr), passivation potential (Ecr), passivation current density (icr), and pitting potential (Ep) were obtained from the measured Tafel polarization curve.
The Parameters of Electrochemical Measurements for the Laser-Welded Joints
OCP, open circuit potential.
Results and Discussions
Morphology and microstructure
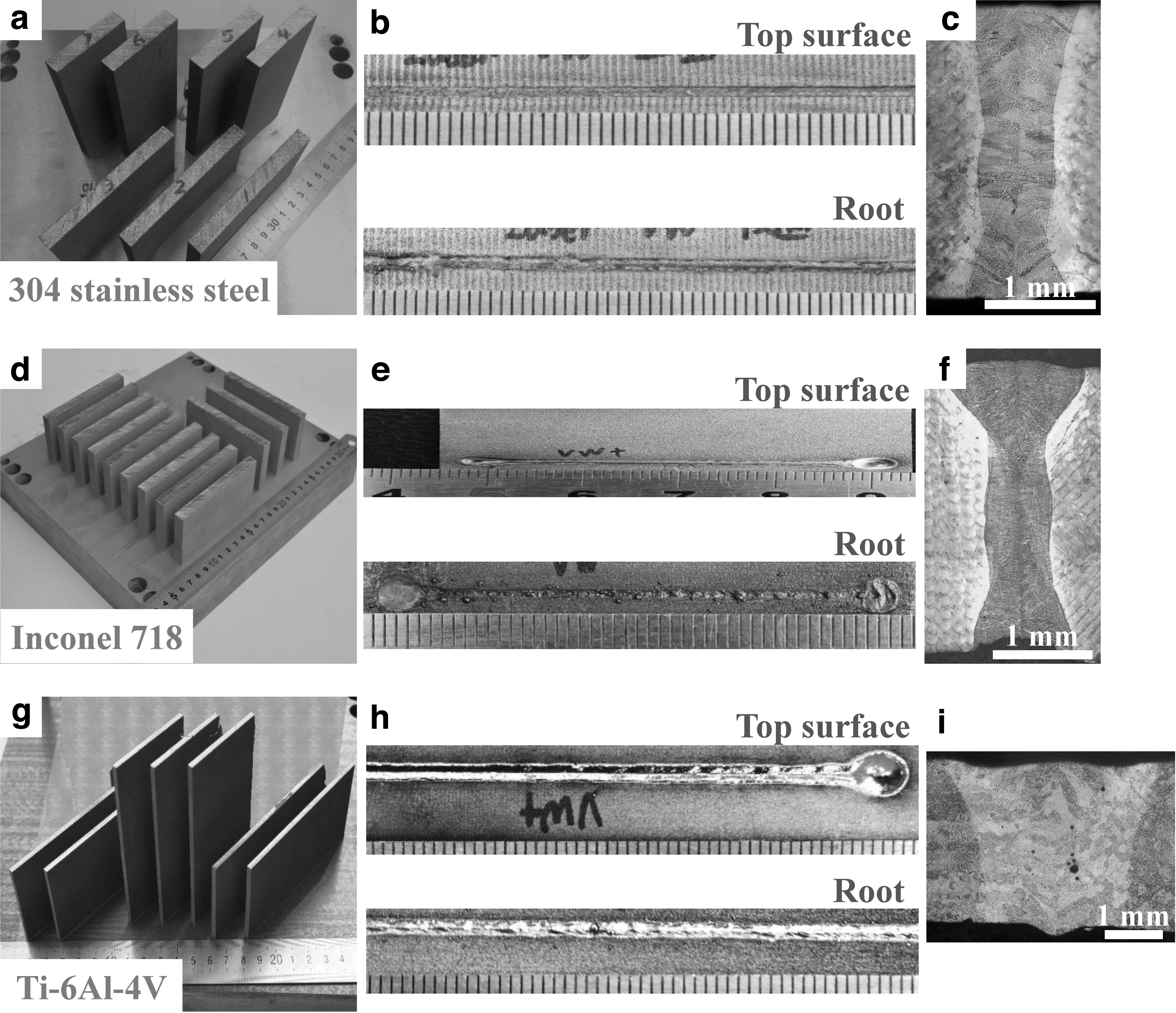
Figure 2 exhibits the surface and cross-section morphologies of laser-welded 304 stainless steel, Inconel 718 superalloy, and Ti-6Al-4V alloy joints. The top surface and root of all the welds were defect-free and continuously smooth with a typical metallic luster, showing a stable welding process under good gas protection during the welding process.
The surface and cross-section morphologies of laser-welded SLMed 304 stainless steel
No apparent porosity, cracking, spatter, or inclusions were observed in all the laser-weld joints. However, a slight undercut imperfection can be found on the front side of the Ti-6Al-4V joints due to the intense metal vaporization during the welding process. Therefore, it was difficult to eliminate by optimizing the process parameters. It can be inferred that the SLMed 304 stainless steel, Inconel 718, and Ti-6Al-4V parts possess good weldability in laser welding. Hence, it is feasible to join SLMed parts to manufacture large-scale metallic parts by laser welding.
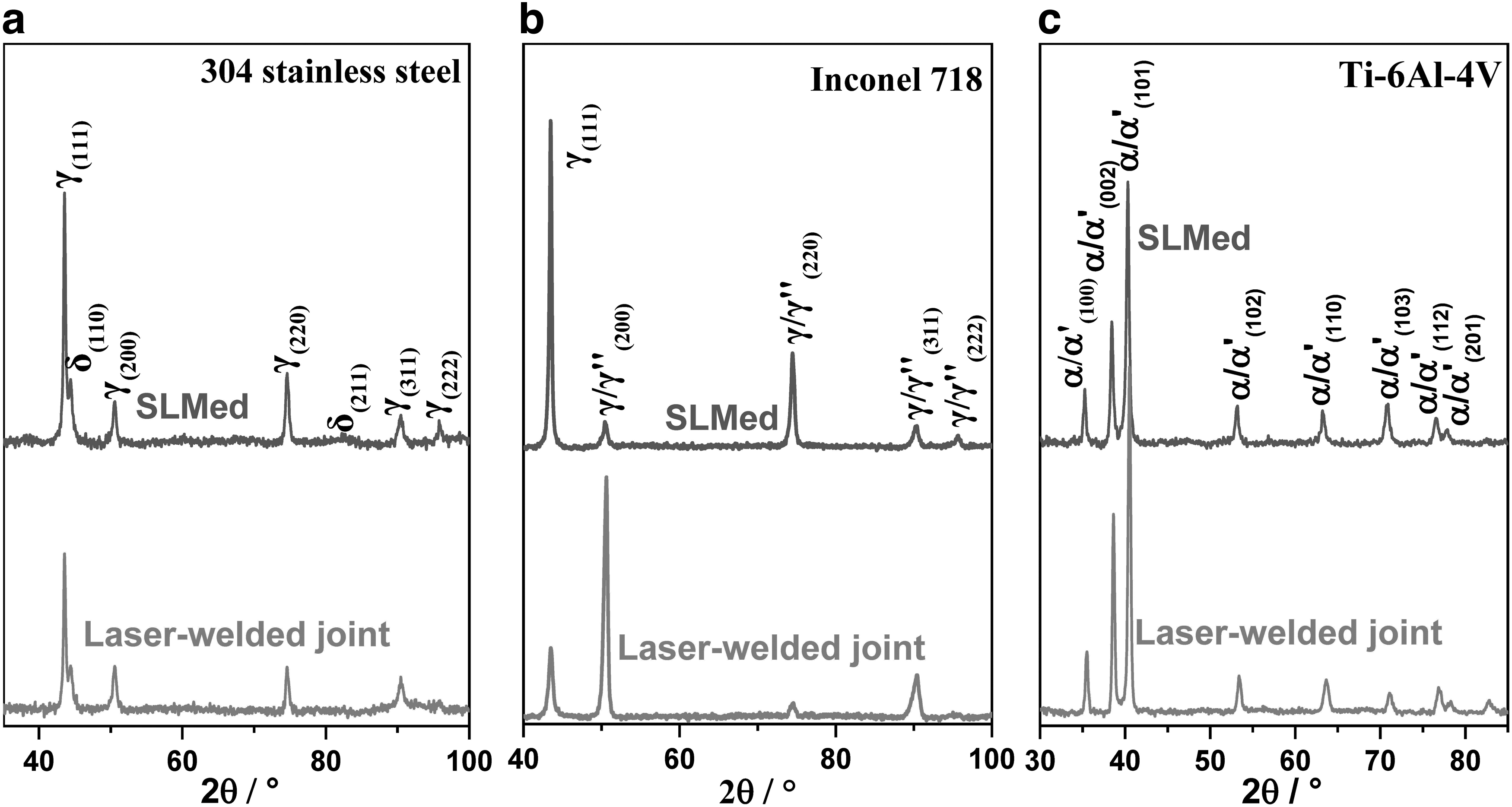
Figure 3 shows the X-ray diffraction (XRD) patterns of the SLMed and laser-weld joints of the three alloys. A similar intensity and position of XRD peaks were observed between the SLMed and laser-weld 304 stainless steel joints, which mainly consisted of γ-phase with face-centered cubic structure (FCC) and a small amount of δ-phase with body-centered cubic structure. Also, the microstructures of the SLMed samples and laser-weld Inconel 718 superalloy joints were mainly composed of γ" phase (FCC) within γ matrix (FCC).
The XRD patterns of the SLMed and laser-weld 304 stainless steel
As compared with the SLMed counterpart, the content of γ" phase increased in the laser-welded Inconel 718 joint based on the difference in the intensity of XRD diffraction peaks between them. Both the intensity and position of XRD peaks were also similar between the SLMed and laser-weld Ti-6Al-4V joints, which consisted of hexagonal close-packed (HCP) α-Ti or α′-Ti. Therefore, the types, content, and orientation of phases were similar between the SLMed and laser-weld joints for the 304 stainless steel and Ti-6Al-4V alloy.
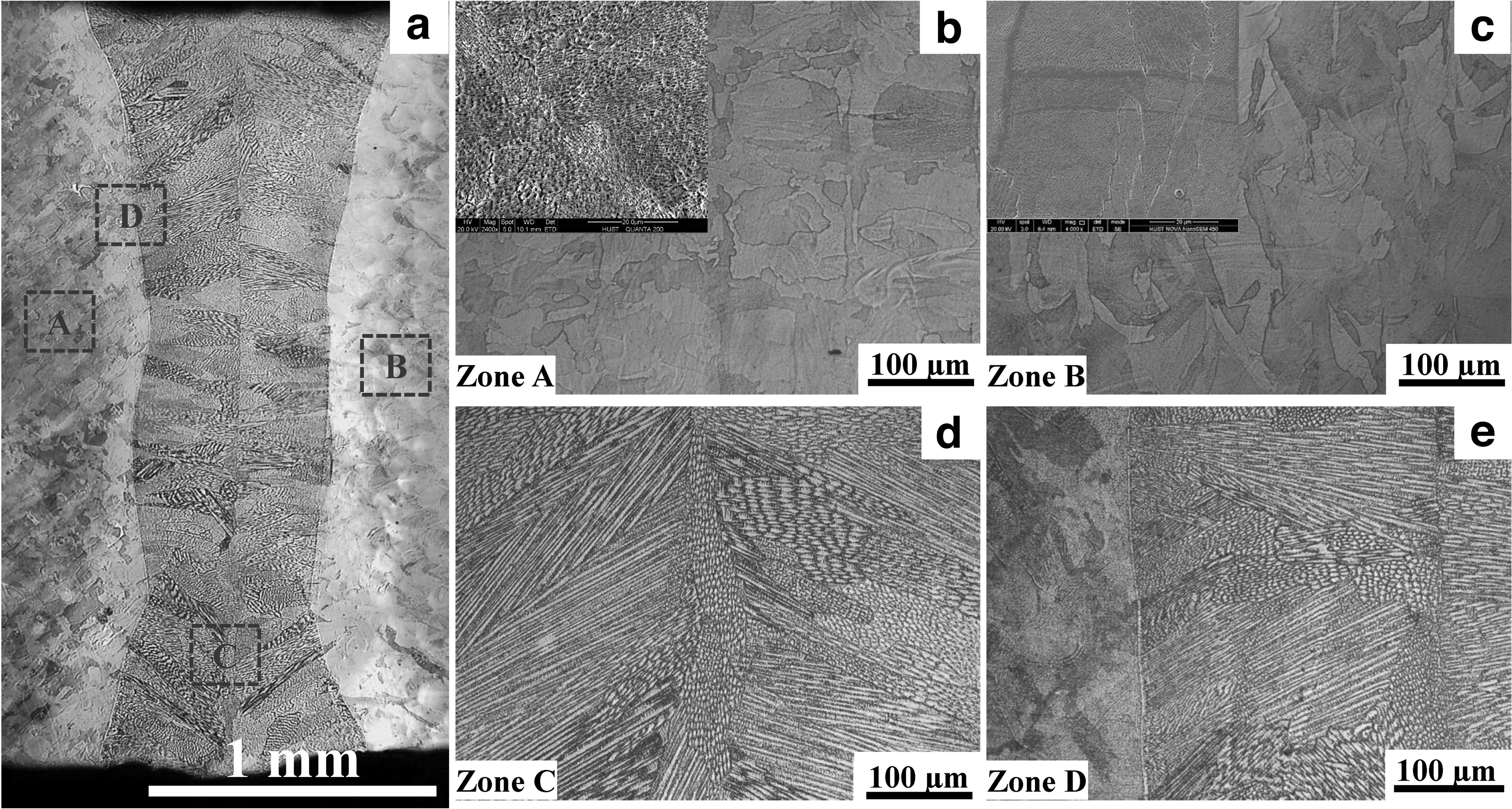
Figures 4–6 give the microstructures on the cross-section of the laser-welded 304 stainless steel, Inconel 718, and Ti-6Al-4V joints under welding type 3, respectively. All the laser-welded joints consist of three regions, that is, a FZ, a HAZ, and base metal under the effects of inhomogeneously thermal gradient and solidification conditions during the welding process.
The microstructures of the laser-welded joints 304 stainless steel under type 3

The microstructures of the laser-welded joints Inconel 718 superalloy under type 3

The microstructures of the laser-welded joints Ti-6Al-4V alloy under type 3
The two sides of the FZ under weld type 3 are horizontal-built and vertical-built SLMed samples, respectively (Figs. 4–6b, c). Unlike conventional welding technologies, laser welding is characterized by a higher energy density, a narrower FZ and HAZ, a deeper penetration, and a higher cooling rate. But the width of the HAZ of the Ti-6Al-4V joints (∼500 μm) is significantly larger than those of the 304 stainless steel (75 μm) and Inconel 718 (∼200 μm) joints. As a result, the shape of the weld bead profile (hourglass-shaped) in the Ti-6Al-4V joints was different from those of the 304 stainless steel and Inconel 718 joints (nail-head type).
It may be related to the difference in thermal conductivity of the three alloys. Ti-6Al-4V alloy has a smaller thermal conductivity (7.955 W/m K) than those of 304 stainless steel (16.3 W/m K) and Inconel 718 (11.2 W/m K), resulting in a lower thermal diffusion rate, a longer residence time at elevated temperature, and a resulting wider HAZ.
The chessboard pattern and columnar grain structures were observed in the horizontal-built (Figs. 4–6b) and vertical-built samples (Figs. 4–6c) respectively, which were the typical microstructural anisotropy during the SLM process. The fine dendrites were within the columnar grains in the SLMed 304 stainless steel and GH4169 alloy. After welding, the dendritic structure was also observed within the columnar grains in FZs of the SLMed 304 stainless steel (Fig. 4d) and GH4169 alloy (Fig. 5d).
Such columnar grains in FZs always grew, extending from the fusion boundary to weld centerline due to that the direction of heat dissipation was always perpendicular to the isotherm of melt pool boundary. But the dendrite arm spacings in FZs (2.3−5.5 μm for 304 stainless steel and 1.3−2.0 μm for Inconel 718) were nearly an order of magnitude coarser than those in the SLMed sample (∼0.3 μm for 304 stainless steel and ∼0.4 μm for Inconel 718) due to a greater cooling rate during SLM process.
The microstructures of HAZ were similar to those of the base metal in the joints, suggesting that no apparent phase transformation occurred in the HAZ of the 304 stainless steel and Inconel 718 superalloy. Also, the content of γ" phase was higher in the laser-weld Inconel 718 joint than that in the SLMed ones, which is consistent with the XRD results in Figure 3b.
While the acicular or lamellar α-phase and α′ martensite coexisted in the columnar grains in the SLMed Ti-6Al-4V alloy followed by annealing treatment (Fig. 6a, b). After welding, the microstructure mainly consisted of acicular α′ martensite within the columnar grains in the FZ of the joints. The columnar grain degeneration occurred due to the phase transformation of α′→α and α→β in the HAZ of Ti-6Al-4V joints (Fig. 6e, f), suggesting that the HAZ of Ti-6Al-4V joints was heated to above β-transus temperature during laser welding.
The size of acicular α′ (∼3 μm in length) in the SLMed samples was much finer than that of the joints (∼30 μm in length). The thermal conductivity of Ti-6Al-4V is lower than those of 304 stainless steel and Inconel 718, so the HAZ of the Ti-6Al-4V joints would be heated to a higher temperature during welding. Hence, an apparent phase transformation occurred in the HAZ of Ti-6Al-4V joints rather than the 304 stainless steel and Inconel 718 joints.
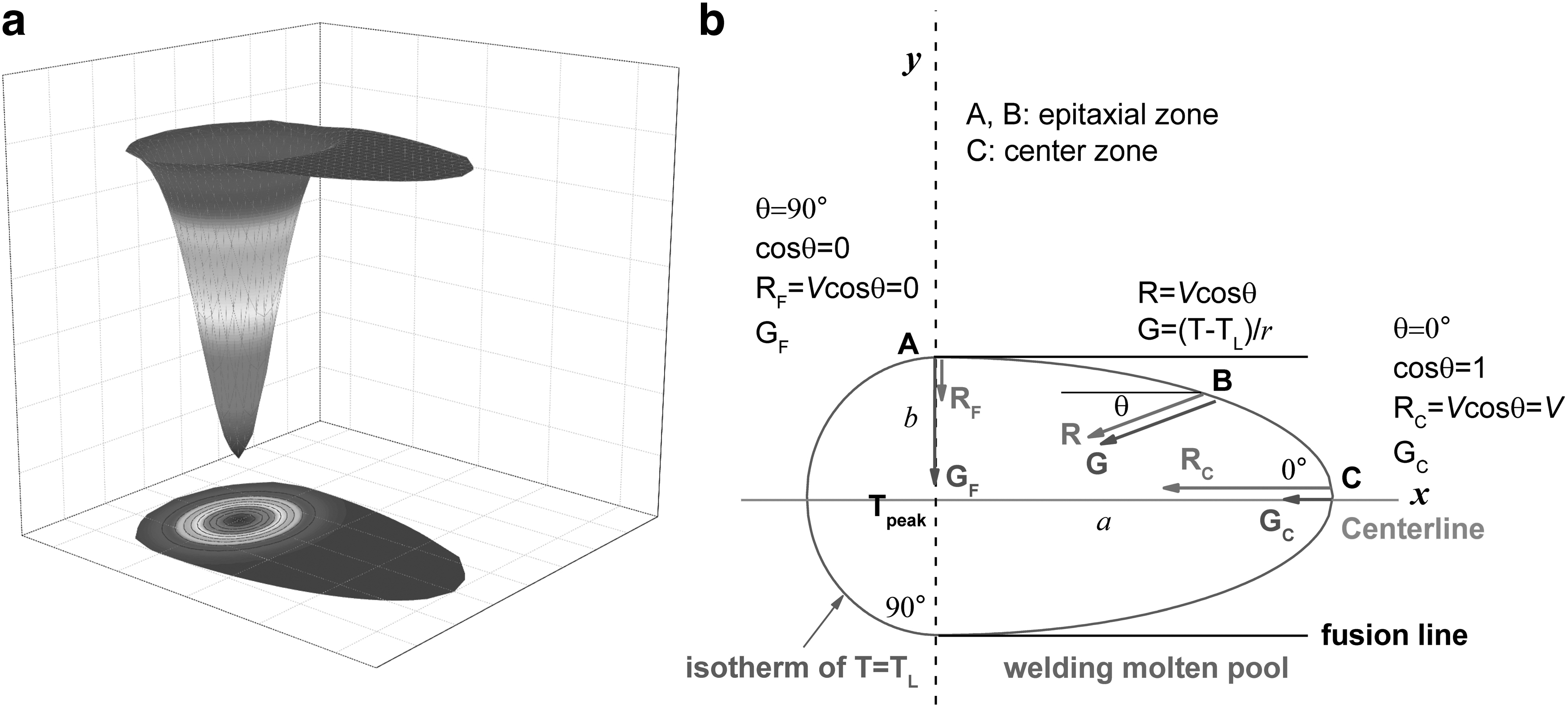
The dendrite arm spacing of the centerline zone was finer than that of the other zones in the joints for the 304 stainless steel and Inconel 718 samples. Such a phenomenon was closely associated with the cooling rate, thermal gradient, and solidification growth rate during the welding process. The cooling rate (
Schematic diagrams showing the molten weld pool
where TP and TL are peak and liquidus temperatures respectively, and r is the distance between the points and the laser heat source. The peak temperature decreases from the centerline to the boundary of the molten pool. The r increases from the centerline to the boundary of the molten pool, that is, r = 0 and b at point C and point A, respectively. So, the temperature gradient at the centerline (GC) is larger than at the fusion boundary (GF).
The growth rate (R) of each point at the fusion line depends on the welding speed (V), which can be given by Fallah et al.
29
where θ is the acute angle between the direction of welding speed and the normal of the fusion line. θ = 0° and 90° at the centerline and fusion line of the molten pool, so R decreases from the centerline (RC = V) to the boundary (RF = 0) of the molten pool. Therefore, the centerline zone of the molten pool possesses a larger temperature gradient and growth rate, that is, (G·R)C > (G·R)F. Consequently, a larger cooling rate on the centerline zone generates a smaller dendrite arm spacing compared with the other zones.
The EBSD analysis was performed on the laser-welded Inconel 718 alloy under various welding types in Figure 8. No apparent crystallographic texture formed in the laser-welded Inconel 718 alloy. The epitaxial columnar grains can be seen in the joints, and the grains at the centerline were finer than those at other zones. A small number of equiaxed grains were observed at the centerline zones under welding types 2 and 3.

EBSD inverse pole figure
It is suggested that a smaller thermal gradient existed in welding types 2 and 3 compared with type 1. As shown in Figure 9a, the long-axis (cc) of the columnar grains are even several times larger than their short-axis (ac), yielding a high aspect ratio (AR = cc/ac). The thermal conductivity was reported to show an intrinsical anisotropy in the columnar grains with a high aspect ratio,30,31 that is, the thermal conductivity is higher along the direction of elongated grain alignment (κc) than along the direction perpendicular to grain alignment (κa).
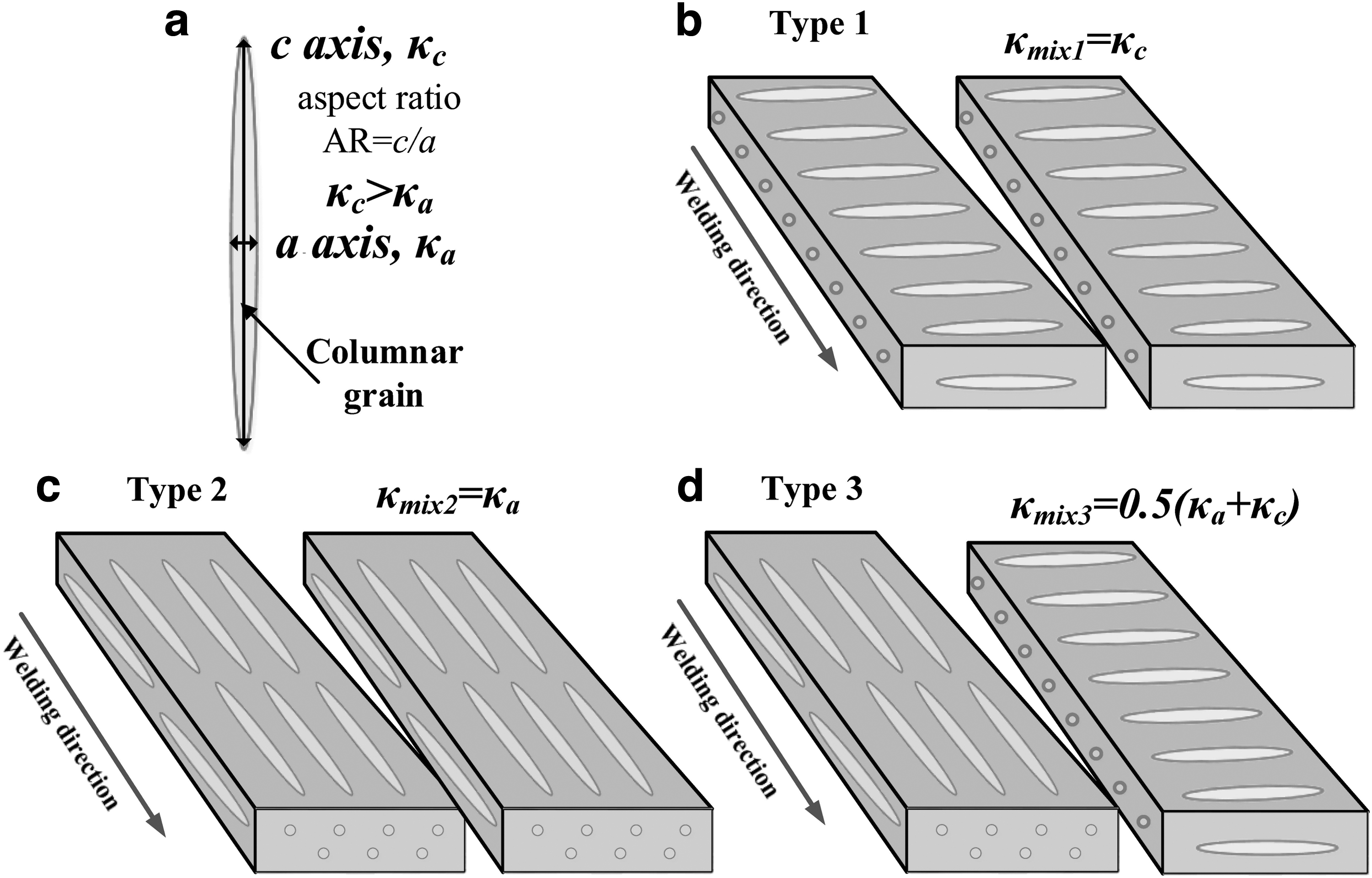
The sketch diagrams showing columnar grain
Based on a rule of mixtures in the multiphase system,
32
the thermal conductivity of the mixture (κmix) can be given by,
where Vf is the volume fraction of the columnar grains along the long axis. Vf is about 1, 0, and 0.5 for welding types 1, 2, and 3, respectively.
According to Equation (2), the order of the calculated thermal conductivities under the three welding types is
Mechanical properties
Figure 10 shows the microhardness of the laser-welded 304 stainless steel, Inconel 718 superalloy, and Ti6Al4V alloy. The microhardness of the 304 stainless steel and Inconel 718 superalloy joints were 220 HV and 310 HV, which were 75.9% and 83.8% of the microhardness values of their corresponding base material (290 HV and 370 HV), respectively.
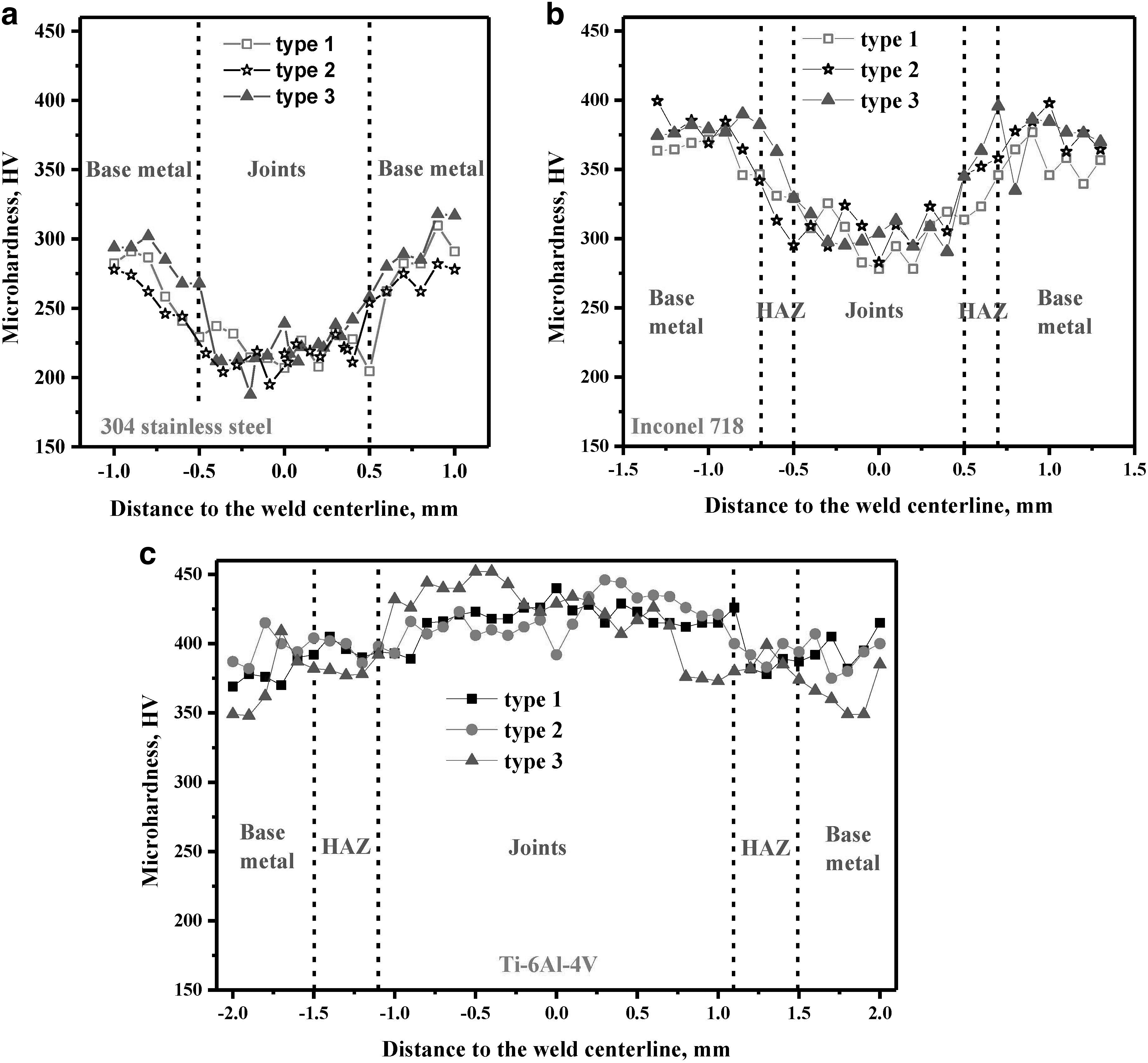
Microhardness of the laser-welded 304 stainless steel
It originated from the fact that the grain sizes were larger in the joints than in their base material. Besides, the content of δ ferrite increased in the 304 stainless steel joints, which also reduced microhardness. On the contrary, the microhardness of the Ti-6Al-4V alloy joint (420 HV) is greater than that (380 HV) of the base material. The base material of the Ti-6Al-4V joint was composed of α phase because of annealing treatment.
But the FZ of the Ti-6Al-4V joint mainly consisted of α′ martensite and a small amount of grain boundary α during the rapid cooling rate of laser welding. The α′ martensite possessed a high strength, high hardness, low plasticity, and toughness in Ti-6Al-4V alloy, so the microhardness of the FZ was higher than those of the base material. No obvious HAZ was found in the curve of microhardness for the 304 stainless steel joints.
The microhardness of HAZ (340 HV) was slightly lower than that of the Inconel 718 base material, whereas the microhardness of HAZ (400 HV) was higher than that of the Ti-6Al-4V base material. The microhardness values were similar among different welding types, meaning that the microstructural anisotropy showed no significant effects on the microhardness of the joints.
Figure 11 exhibited the tensile properties of laser-welded 304 stainless steel and Inconel 718 joints under different welding types. If the tensile samples fractured at the fusion regions of the weld joint, the obtained tensile properties can represent the tensile properties of the laser-welded joints. The tensile properties measured in our work were from the tensile samples fractured at the fusion regions, as shown in Figure 11a and b.
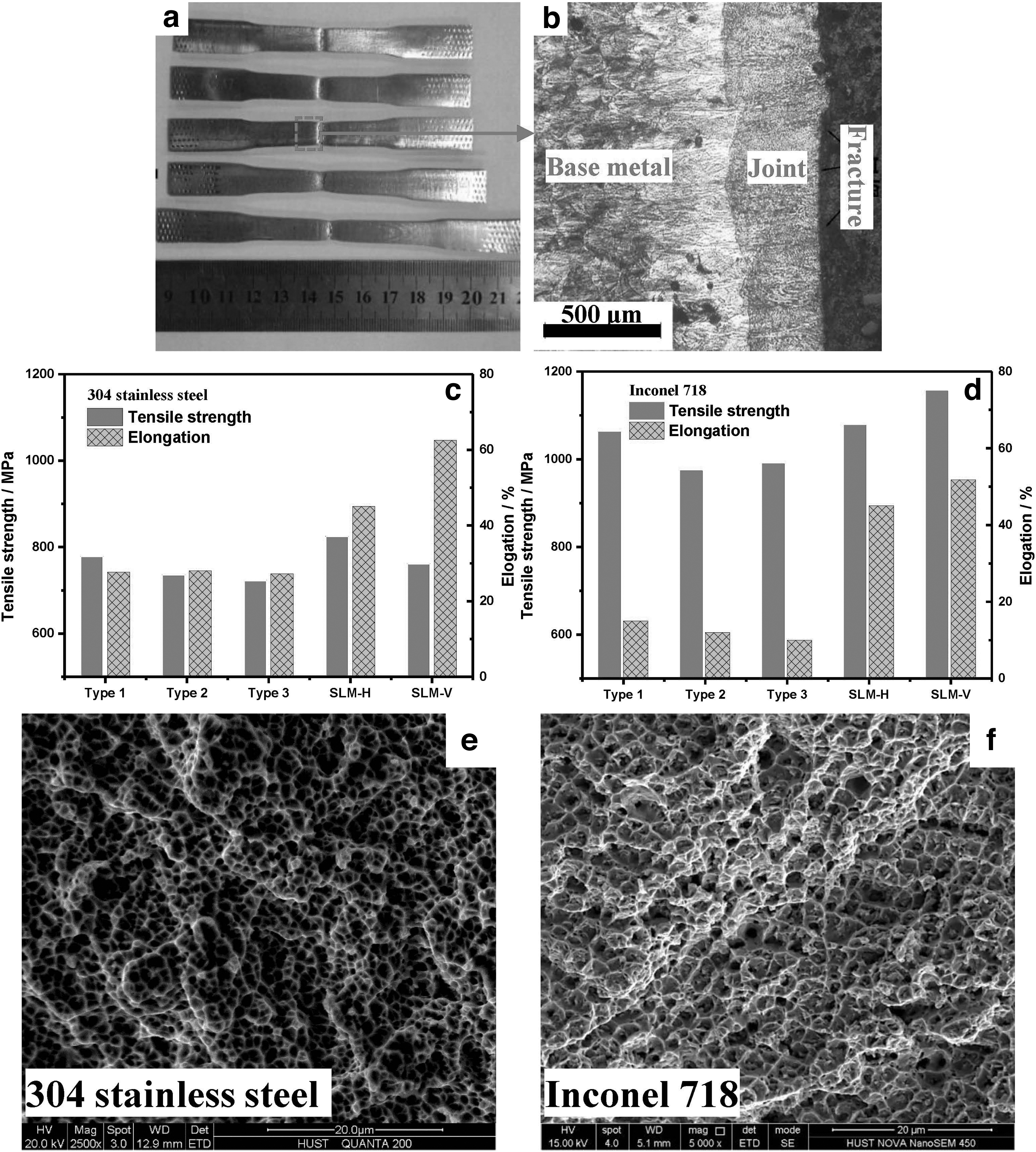
The macroscopic fracture morphology of the tensile specimens for the laser-welded joints
Therefore, the obtained elongation values mainly attributed to the contribution of the fusion regions of the joints. The tensile strength and elongation values of joints were about 86−94% and 35−63% of their base metals for 304 stainless steel and Inconel 718, respectively (Fig. 11b, c). The tensile properties of the laser-welded joints under type 1 were better than those under type 2 and 3 due to the refinement strengthening. Hence, the anisotropy of tensile properties existed under the effect of the microstructural anisotropy in the joints under various types.
The tensile tests were conducted on the laser-welded Ti-6Al-4V joints, but all the tensile samples fractured at the regions of the base material in the laser-welded Ti-6Al-4V joints with a strength of 1104−1180 MPa. It is indicated that the joints possessed a higher strength than the base material due to the contribution of the higher strength α′ martensite. Figure 11e and f showed the tensile fracture surfaces of the laser-welded 304 stainless steel and Inconel 718 joints, respectively. Obvious dimpled ductile fracture modes with a diameter of 1.3 and 2.6 μm were detected in the 304 stainless steel and Inconel 718 joints, respectively.
Figure 12 gives the potentiodynamic curves of the SLMed and laser-welded 304 stainless steel, Inconel 718, and Ti-6Al-4V joints in 3.5 wt. % NaCl solution. The passivation plateaus were observed in all the polarization curves of the SLMed and laser-welds joints under different welding types, showing an effective passivation film formed during electrochemical corrosion to obtain excellent corrosion resistance.

The potentiodynamic curves of laser-welded 304 stainless steel
The polarization curves were similar in the Tafel zone and nearly the same in the passivation zone, indicating no significant differences in corrosion resistance among the SLMed and laser-welded Inconel 718 joints. The corrosion parameters, including corrosion potential, corrosion current density, passivation potential, passivation current density, and pitting potential, were determined in Tables 4 and 5 based on the potentiodynamic curves of the stainless steel and Ti-6Al-4V samples.
The Corrosion Potential, Corrosion Current Density, Passivation Potential, and Passivation Current Density of SLMed Samples and Laser-Welded 304 Stainless Steel Joints in 3.5 wt.% NaCl Solution
The Corrosion Potential, Corrosion Current Density, Passivation Potential, and Passivation Current Density of SLMed Samples and Laser-Welded Ti-6Al-4V Joints in 3.5 wt.% NaCl Solution
The corrosion parameters were similar among the laser-welded joints under various types, showing that no apparent corrosion resistance anisotropy was generated in the joints. The corrosion potentials of the SLMed and laser-welded joints under different welding types were similar (−0.3 to −0.35 V), indicating that their corrosion tendency was the same.
But the corrosion and passivation current densities of the laser-welded joints were lower by nearly one order of magnitude than those of their SLMed base metals, demonstrating that it was easier to form a more stable and protective passive film in the joints in the 3.5 wt.% NaCl solution. The passivation potentials of the laser-welded joints were a little smaller than those of their SLMed base metals. Therefore, the laser-welded 304 stainless steel and Ti-6Al-4V joints showed better corrosion resistance than their SLMed counterparts.
Table 6 summarizes the comparison of microstructure, microhardness, tensile properties, and corrosion resistance between the SLMed and laser-welded three alloy joints. Figure 13 shows the relationships between microstructures and mechanical performances of the SLMed and laser-welded joints. Compared with the SLMed counterparts, the laser-welded 304 stainless steel and Inconel 718 joints showed lower microhardness and tensile properties but better corrosion resistance. However, the laser-welded Ti-6Al-4V joints possess a higher microhardness, tensile properties, and corrosion resistance.
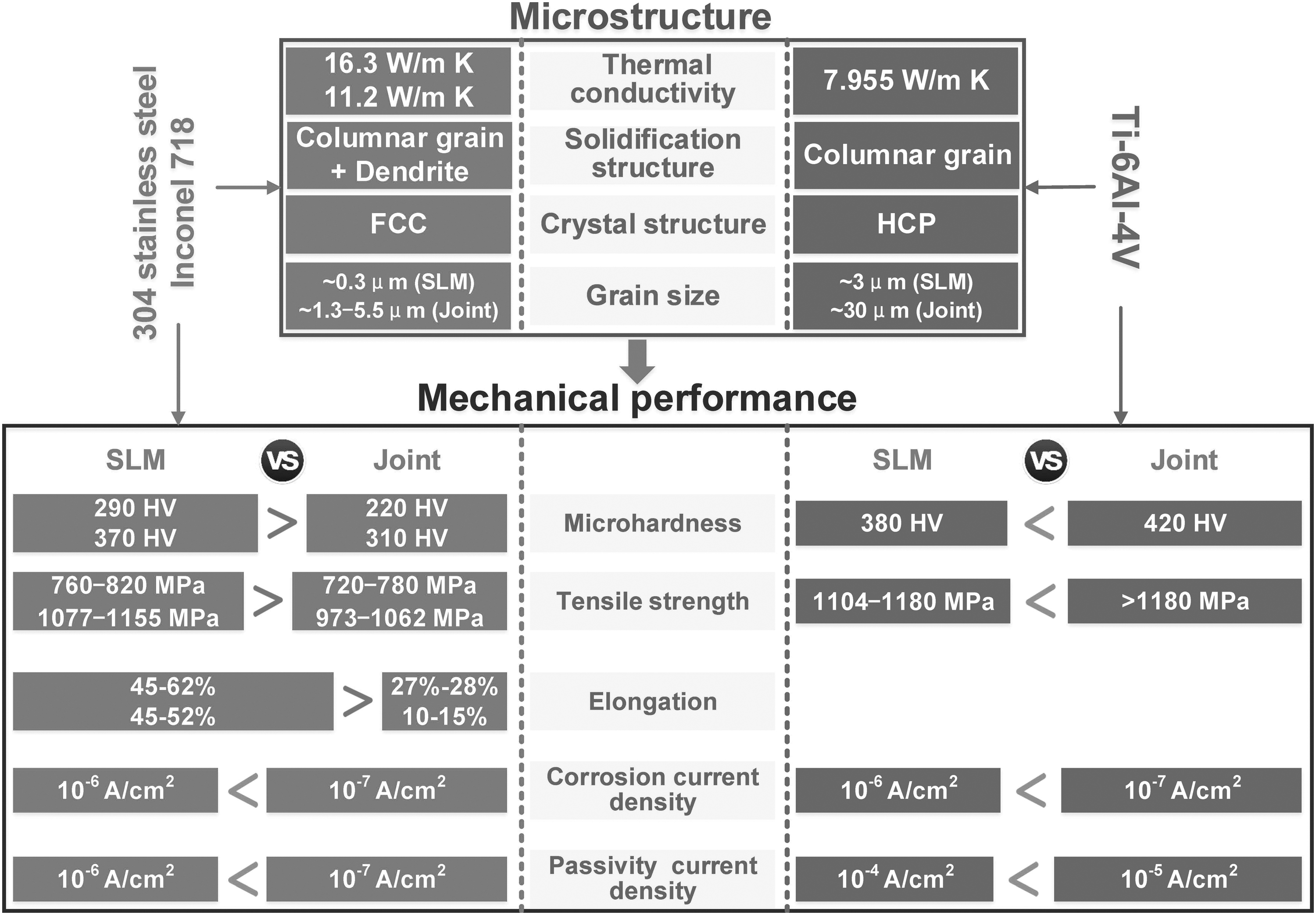
The relationships between microstructures and mechanical performances of the SLMed and laser-welded stainless steel, Inconel 718 superalloy and Ti-6Al-4V joints. FCC, face-centered cubic structure; HCP, hexagonal close-packed.
A Summary of the Comparison of Microstructure, Microhardness, Tensile Properties, and Corrosion Resistance Between the SLMed and Laser-Welded 304 Stainless Steel, Inconel 718 Superalloy, and Ti-6Al-4V Joints
FCC, face-centered cubic structure; HCP, hexagonal close-packed.
The differences in microstructure and mechanical performance between the SLMed samples and joints mainly resulted from the difference in the localized heat source. A higher speed (on the order of 1000 mm/s) and a smaller spot size (on the order of 50 μm) in SLM were significantly different from laser welding with a lower speed (30−50 mm/s) and a larger spot size.
It also resulted in the difference in solidification conditions (i.e., temperature field, thermal gradient, and solidification speed 33 ) between the SLM and laser welding processes. Significantly, the cooling rates of the SLM (∼107 K/s) were much larger than those of the laser welding (∼103−4 K/s). Therefore, the dendrite arm spacing of the SLMed samples was much finer than those of the laser-welded joints. The crystal structure (FCC) of the main constituent phase and solidification structure (dendrite) were similar between the 304 stainless steel and Inconel 718 superalloy.
Hence, the trend of the performance between the SLMed samples and joints was also identical. The as-SLMed Ti-6Al-4V alloy is generally composed of acicular metastable martensite α´ phase,34,35 whereas the used base material was annealed at 500°C in this work. An incomplete decomposition of α′→α would occur in Ti-6Al-4V alloy during annealing at a low temperature (400–600°C). 36 Therefore, the annealing treatment at 500°C may result in the co-existence of α and α′ phase, consistent with the previously reported results.37,38
The α′ phase was the supersaturated structure of α phase, so the strength of α′ phase was higher than that of α phase. But the α′ phase was the main constituent phase of the laser-welded Ti-6Al-4V joints under their rapid cooling rates. Therefore, the laser-welded Ti-6Al-4V joints possess a higher microhardness, tensile properties, and corrosion resistance than the base material.
Conclusions
In this work, the SLMed 304 stainless steel, Inconel 718 superalloy, and Ti-6Al-4V alloy sheets were joined by laser welding under various building directions. The microstructure, microhardness, tensile properties, and corrosion resistance of the laser-welded SLMed 304 stainless steel (with FCC crystalline structure), Inconel 718 superalloy (with FCC crystalline structure), and Ti-6Al-4V (with HCP crystalline structure) alloys were measured and compared to investigate the effect of the SLMed microstructural anisotropy and crystal structure on the laser welding. The main conclusions were as follows:
The SLMed 304 stainless steel, Inconel 718, and Ti-6Al-4V alloys parts possessed good weldability in laser welding. The phase constitutions were the same between the SLMed and laser-weld joints in the three alloys, that is, a small amount of δ-phase within γ-phase dendrite for the 304 stainless steel, γ" phase within γ dendrite for the Inconel 718, and α-Ti or α′-Ti for the Ti-6Al-4V. But the grain size and dendrite arm spacings in the joints were nearly one order of magnitude coarser than those in the SLMed sample due to the lower cooling rate of laser welding. The SLMed microstructural anisotropy resulted in differences in a thermal gradient, grain size, dendrite arm spacing, and tensile properties for the three alloys in the joints under various welding types. But no apparent difference in the microhardness and corrosion resistance was generated by the SLMed microstructural anisotropy in the joints under different welding types. Compared with the SLMed counterparts, the laser-welded 304 stainless steel and Inconel 718 joints showed lower microhardness and tensile properties but better corrosion resistance. On the contrary, the laser-welded Ti-6Al-4V joints possessed a higher microhardness, tensile properties, and corrosion resistance. Hence, it is feasible to join SLMed parts to manufacture large-scale parts by laser welding.
Footnotes
Authors' Contributions
J.Y.: Investigation; Writing—original draft; Resources; Writing—review and editing; Y.W.: Data curation; Formal analysis; T.W.: Methodology; Software; Validation; Visualization; Z.W.: Conceptualization; Funding acquisition; Project administration; Supervision.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by the National Natural Science Foundation of China Program (nos. 52275367 and 51805186), the Open Project Program of Wuhan National Laboratory for Optoelectronics (no. 2021WNLOKF0009), and Fundamental Research Funds for the Central Universities (no. 2042021kf0033).