
Abstract
To overcome the material processing challenges induced by high levels of heat input in wire arc additive manufacturing (WAAM), an innovative WAAM method using pulsed arc plasma (PAP-WAAM), was developed by the authors in the previous study. In this method, the PAP generated by the pulsed voltage was used as the heat source. The pulse interval can be defined as the time interval between adjacent pulse voltages, which determines the ignition time and frequency of the arc plasma, thus influencing the forming process. However, the effect of pulse interval on the forming process has not yet been revealed. Here, the effects of pulse interval on forming process during the PAP-WAAM of Ti6Al4V, including thermal behavior, arc plasma characteristics, and metal transfer process, were investigated by experiments and simulation. The results exhibited that the interpass temperature and maximum peak temperature decrease with increasing pulse interval at the same arc plasma power, indicating an alleviation of heat accumulation along the building direction. As the pulse interval increased, the ignition mode of the arc plasma changed from ignition between the tungsten electrode and the previously deposited layer to ignition between the tungsten electrode and filler wire, which increased the proportion of discharge energy allocated to the filler wire, thus reducing the overall heat input required for material deposition. When the pulse interval was 300 and 400 ms, only the uninterrupted bridging transfer mode was observed during the deposition process. The uninterrupted bridging transfer is considered to contribute to forming a smooth and consistent layer appearance. In addition, longer pulse intervals resulted in less surface oxidation, narrower wall thickness, and better macrostructure, attributed to reduced heat input and improved effective heat dissipation. This research reveals the effect of pulse interval on forming process during PAP-WAAM, which benefits the fabrication of desirable metal parts.
Introduction
Among the different additive manufacturing (AM) processes, wire arc additive manufacturing (WAAM) offers a significant advantage in the manufacture of large-sized parts with medium complexity features, attributed to the high deposition rates and cost-effectiveness provided by the combination of wire and electric arc.1,2 However, the high-levels of heat input in WAAM lead to some material processing challenges such as undesirable microstructures, 3 poor mechanical properties, 4 and inaccurate geometrical features, 5 which hinder the further application of WAAM in the manufacture of high-quality components. 6
To alleviate the material processing challenges caused by high-levels of heat input in WAAM, numerous studies have explored the use of ancillary techniques to actively cool the deposited material in the WAAM process.7–10 For example, Da Silva et al. 7 reported an active cooling technique, wherein a part was fabricated by WAAM inside a working tank with water, whose level increased with an increase in the deposited height. The preform could be maintained at reasonably low temperatures during the manufacturing process, regardless of the deposited height. A major drawback of this technique is that the flexibility of the AM process is limited by the water tank, particularly for multiaxis manufacturing systems.
Hackenhaar et al. 8 used an air jet impingement directed to the side of the deposited material by a nozzle attached to the torch support in WAAM. The cooling system using the air jet impingement was tested by depositing carbon steel AWS ER70S-6 vertical thin-walled structures, which showed a decrease in the interpass temperature. This strategy can effectively reduce the issue of heat accumulation caused by high levels of heat input and does not inhibit the fabrication flexibility of the WAAM process. However, it was found that the effect of air cooling was limited for certain processing parameters, workpiece size, and jet conditions. It is worth noting that the equipment complexity and experimental cost must be increased regardless of the ancillary technology used.
An alternative method to alleviate the material-processing challenges is to reduce the heat input by optimizing the working mode of the arc plasma in WAAM. 6 Currently, the pulsed arc plasma (PAP) working mode controlled by the pulsed current is widely in WAAM. A pulse current cycle consists of a high-current phase and a low-current phase. The high- and low-current phases control the droplet detachment and arc stability respectively. 11 Thus, the arc plasma controlled by pulsed current contributes to the reduced heat input to the deposited material compared to that controlled by constant current. For instance, Panchenko et al. 12 developed a short-circuit-controlled metal-transfer mode by modifying the arc current and voltage waveforms for fabricating the Al–Mg–Mn alloys using WAAM. The overall heat input of the developed process was 16% lower than that of the conventional self-regulated process.
In addition, some variants of the WAAM method have been developed to reduce the process temperatures and increase the cooling rate during deposition. For example, Rodrigues et al. 13 proposed an ultracold-WAAM (UC-WAAM) method, in which the electric arc is established between the wire feedstock material and a nonconsumable tungsten electrode. The results showed that the deposited materials experienced higher cooling rates and lower peak temperatures in UC-WAAM than in WAAM based on gas metal arc welding (GMAW-based WAAM).
To better overcome materials processing challenges caused by high-level heat input in WAAM, an innovative WAAM method using PAP (PAP-WAAM) was developed by the authors in the previous study. 14 In this method, the PAP generated by the pulsed voltage was used as the heat source. There are two main differences between developed PAP-WAAM and the current pulsed WAAM. On the one hand, the arc plasma is ignited between the filler wire and the tungsten electrode, combined with the alternate ignition and extinction of the arc plasma in PAP-WAAM, resulting in an increase in the proportion of heat input from the arc plasma to the filler wire. Thus, the overall heat input required for materials deposition using PAP-WAAM is lower than using conventional pulsed-WAAM.
On the other hand, the arc plasma is completely extinguished during the pulse interval of the PAP-WAAM, indicating that there is no heat input to the deposited material, thus contributing to more efficient heat dissipation. As a result, the PAP-WAAM process developed can be used to fabricate high-quality metal parts with excellent mechanical properties. In PAP-WAAM, the pulse interval can be defined as the time interval between adjacent pulse voltages, which determines the ignition time and frequency of the arc plasma, thus influencing the forming process. However, the effect of pulse interval on the forming process in PAP-WAAM has not been revealed.
In this study, the effects of pulse interval on the forming process during the fabrication of Ti6Al4V using PAP-WAAM, including the thermal behavior, arc plasma characteristics, and metal transfer process, were investigated, with the aim of better controlling the forming process. First, a thermocouple was used to directly measure the in situ interpass temperature, which is a key factor in evaluating heat accumulation caused by high-level heat input during deposition. Meanwhile, a high-speed camera with a bandpass filter added in front of the camera lens was used to directly observe the AM process, including arc plasma behavior, and metal transfer process. In addition, a 3D transient numerical model was built to investigate the temperature field evolution during PAP-WAAM. Finally, the geometrical dimensions, surface oxidation, and macrostructure of the as-fabricated parts were measured and observed.
Experimental Procedures
Experimental setup
The experimental devices used in this study consisted of a pulsed power supply, a three-axis motion platform, a “cold” wire feeder, a thermocouple to measure the interpass temperature, a high-speed camera to observe and store the in situ dynamic arc plasma and the metal transfer behavior, argon (with 99.999% purity) as the shield gas for the PAP-WAAM process, and a current/voltage sensor to capture the discharge current and voltage, as shown in Figure 1. The experimental details are elaborated below.

Schematic diagram of the PAP-WAAM devices. PAP-WAAM, wire arc metal additive manufacturing using pulsed arc plasma.
AM experiments
In this study, a commercial Ti6Al4V wire with a diameter of 1.0 mm was melted using PAP and deposited onto a rectangular Ti6Al4V substrate with dimensions of 150 × 100 × 8 mm. The chemical compositions are listed in Table 1. Four straight thin-walled structures with five deposited layers were fabricated at pulse intervals of 100, 200, 300, and 400 ms using PAP-WAAM with localized argon gas shielding. The Ti6Al4V wire was continuously fed during the PAP-WAAM process. The substrate surface was cleaned with alcohol to remove oil and grease before deposition. The length of the thin-walled structures was 80 mm. The process parameters are listed in Table 2.
Chemical Composition of Ti6Al4V in This Study (wt%)
Process Parameters for Wire Arc Additive Manufacturing Method Using Pulsed Arc Plasma Deposition
High-speed camera imaging of the gap phenomenon
High-speed imaging was performed using a Phantom VEO 710 high-speed camera at a frame rate of 16 kHz to observe the arc plasma characteristics and metal transfer behavior during the PAP-WAAM process. However, the observation of metal transfer behavior was typically disturbed by the intense light emitted by the arc plasma. Thus, this intense light must be partially filtered to clearly observe the arc plasma and metal transfer behavior simultaneously. The wavelength range of visible light emitted by arc plasma was 380–780 nm.
In this study, a bandpass filter with passable wavelength ranges of 350–400 nm and 700–800 nm was placed in front of the camera lens, such that only the light with the passable wavelength ranges could pass through the bandpass filter. The intense light that interfered with the observation of molten metal transfer was filtered. Therefore, both the arc plasma and metal transfer behavior were observed clearly and simultaneously.
Interpass temperature measurement
A type-k thermocouple was used to measure the interpass temperature at the starting point of the deposited layer. After the deposition of the Nth layer, a thermocouple was directly in contact with the upper surface of the Nth layer to measure the surface temperature. Before depositing the N + 1th layer, the surface temperature was recorded as the interpass temperature of the Nth layer.
Material characterization techniques
The specimens required for metallographic analyses were cut off from the as-fabricated Ti6Al4V walls by wire electrical discharge machining. The metallographic specimens were first cold mounted, ground, and polished to mirror finish, and then etched with Kroll's reagent containing 3% vol of HF, 5% vol of HNO3, and H2O. The macrostructure was observed and analyzed using an optical microscope (DMI8C; Leica, Germany).
Modeling
A 3D transient numerical model was built to investigate the temperature field evolution during PAP-WAAM. An “element birth technique”
15
was used to simulate the deposition of filler materials. The radiative and convective coefficients were assumed to be independent of the temperature and were set to 0.85 and 20 W/(m^2°C), respectively. The effect of the latent heat of the phase change on the temperature distribution was considered by directly setting the solidus and liquidus temperatures and latent heat to 1604°C and 1650°C and 360 kJ/kg, respectively. The thermal properties of the Ti6Al4V material were obtained from the literature.
16
The semiellipsoidal heat source model
17
was periodically applied to the fabricated thin-walled structures to simulate the heat flux from the PAP, as described by the following equation:
where a, b, and
In this study, the parameters used in the heat source model were as follows. It was assumed that a and b were the same because the cross-section of the arc plasma was approximately circular. Both a and b were 1.9 mm, and they were determined using the measured arc plasma radius. c is a parameter of the molten pool depth. Values of c were assumed to be 2.5, 2.3, 1.9, and 1.7 mm for pulse intervals of 100, 200, 300, and 400 ms, respectively, attributed to a decrease in heat input with increasing pulse interval. The value of η was set to 0.7. The other boundary conditions in this model were consistent with those in the experiment.
Results and Discussion
Thermal behavior
Figure 2a depicts the comparison between the variations in the interpass temperature under different pulse intervals. The interpass temperature was measured using a contact thermoscope immediately before each subsequent deposition. Previous research has demonstrated that in situ interpass temperature measurement can more accurately reflect the extent of heat accumulation than substrate temperature measurement. 18 The interpass temperature increased slightly as the deposition height increased during the PAP-WAAM. The reason for this phenomenon is that the heat transfer mode that is primarily conduction-based along the build direction changes to include a major proportion of the convective and radiative modes, leading to less effective heat dissipation and more preheating from the previous layer. 6

Thermal behavior during PAP-WAAM:
During PAP-WAAM, the highest interpass temperature was significantly lesser than 100°C. In comparison with the interpass temperature during the traditional WAAM process, 19 the interpass temperature produced during this new PAP-WAAM method was considerably lower and could be further decreased with an increase in the pulse interval. It can be seen that the interpass temperature was reduced by 44.9% when the pulse interval increased from 100 to 400 ms. In addition, the interpass temperature increased by 67.9% from the 1st layer to the 5th layer when the pulse interval was 100 ms. In contrast, the interpass temperature increased by only 41.4% from layer 1 to layer 5 when the pulse interval was 400 ms. These phenomena indicated that heat accumulation caused by high levels of heat input can be effectively alleviated by increasing the pulse interval during the PAP-WAAM process.
Figure 2b–e depicts the thermal cycle curves of the center points in the 1st layer under different pulse intervals to illustrate the thermal process characters. Overall, there were five thermal cycling temperature peaks during the additive fabrication, which declined gradually. When the peak value exceeded the melting point (1650°C), the point was melted. The first peak represents the formation of the molten pool when the heat source passes through this point during the fabrication of the 1st layer. The other peaks indicate that this point was heated cyclically during the fabrication of other layers. The thermal cycling processes at other locations were similar.
In addition, the temperature change near the first peak, partially enlarged in Figure 2b–e, was considered to analyze the variation in the internal temperature of the molten pool during PAP-WAAM. The temperature of the molten materials rapidly increased and then rapidly decreased, and this process was repeated. This was because the arc plasma was ignited and extinguished alternately during PAP-WAAM. The time interval between two adjacent discharges was determined based on the pulse interval. The temperature of the material increased rapidly, and a molten pool was formed when the arc plasma was ignited near this point. Thereafter, the arc plasma was extinguished at the pulse interval, resulting in the cooling of the molten materials, and the temperature increased again when the arc plasma was ignited the next time.
Finally, the material cannot be heated again as the heat source moves away from this position. As shown in the partially enlarged view in Figure 2b–e, there were five continuous peaks exceeding the melting point when the pulse interval was 100 ms (Fig. 2b). However, only two continuous peaks exceeded the melting point when the pulse interval was 400 ms (Fig. 2e), and the temperature of the material between the peak temperatures reduced below the melting point. There is a decreasing trend in the maximum peak temperature as the pulse interval increases during deposition. Thus, the pulsed discharges could effectively avoid molten material overheating, and a longer pulse interval indicated a longer cooling time in a single discharge period, resulting in less heat input and a higher cooling rate.
Arc plasma behaviors
In this study, the AM process of the 5th layer was considered as an example to analyze the arc characteristics and metal transfer behavior during the PAP-WAAM process under different pulse intervals. The images in Figure 3 depict different arc plasma behaviors for a single discharge duration, which were acquired using a high-speed camera system. In the ignition stage of the arc plasma, when the pulse interval was 100 ms, the arc plasma was generated between the tungsten electrode and the previously deposited layer (Fig. 3a). However, when the pulse interval was 200, 300, and 400 ms, an indirect arc plasma was ignited between the tungsten electrode and filler wire, and then the arc plasma was gradually transferred to the gap between the tungsten electrode and the previously deposited layer with the passage of time (Fig. 3b–d).
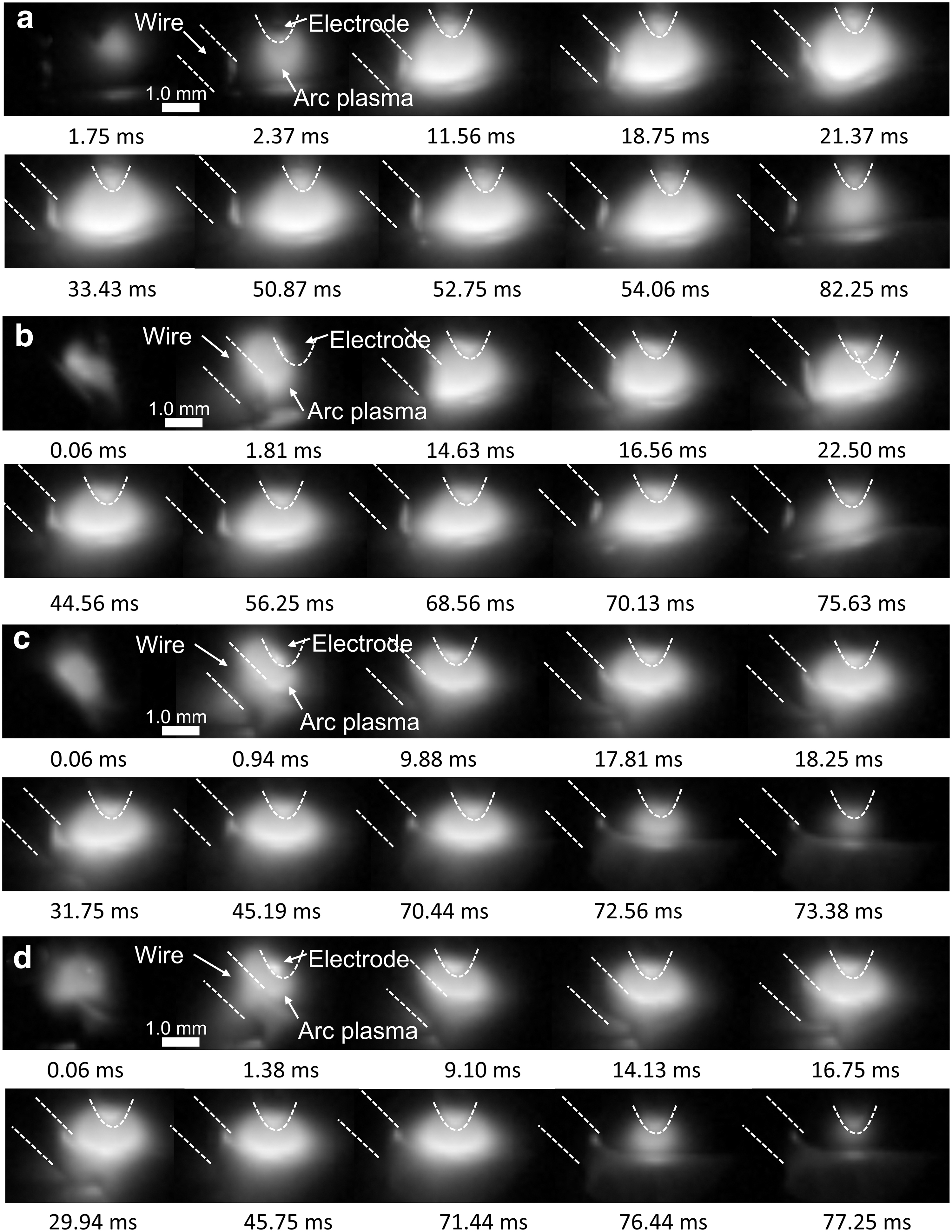
Metal transfer process at the 5th layer under different pulse intervals:
Figure 4 shows the schematic diagram of the arc plasma ignition at different pulse intervals. During PAP-WAAM, the filler wire was continuously fed throughout the deposition process, including the discharge duration and pulse interval. When the pulse interval exceeds 200 ms, the pulse interval is long enough to ensure that the filler wire is fed into contact with the previously deposited layer before every discharge, which means that the filler wire is in the discharge circuit in this condition. Meanwhile, when the pulse interval exceeded 200 ms, the gap between the tungsten electrode and metal wire was already smaller than the gap between the tungsten electrode and the previously deposited layer. The arc plasma is more likely to be ignited in a smaller interelectrode gap when the other conditions remain unchanged.

Schematic diagram of the arc plasma ignition at different pulse intervals:
As a result, arc plasma was ignited between the tungsten electrode and metal wire when the pulse interval exceeds 200 ms. An indirect arc is generally considered to be beneficial for reducing the heat input, 20 particularly for this novel PAP-WAAM method. The arc plasma is ignited between the filler wire and the tungsten electrode, combined with the alternate ignition and extinction of the arc plasma in PAP-WAAM, resulting in an increase in the proportion of heat input from the arc plasma to the filler wire. Thus, the overall heat input required for materials deposition using PAP-WAAM is effectively reduced.
The arc length measured at the 5th layer is depicted in Figure 5. The arc length decreased with the increasing pulse interval. In general, the arc length is determined from the distance between the tungsten electrode and the molten pool surface. The reduced heat input due to the longer pulse interval causes a higher cooling rate during deposition, which decreases the downward flow time of the molten metal, thus resulting in a higher molten pool surface. Because the distance between the tungsten electrode and the previously deposited layer was the same, a higher molten pool surface indicated a shorter arc length.
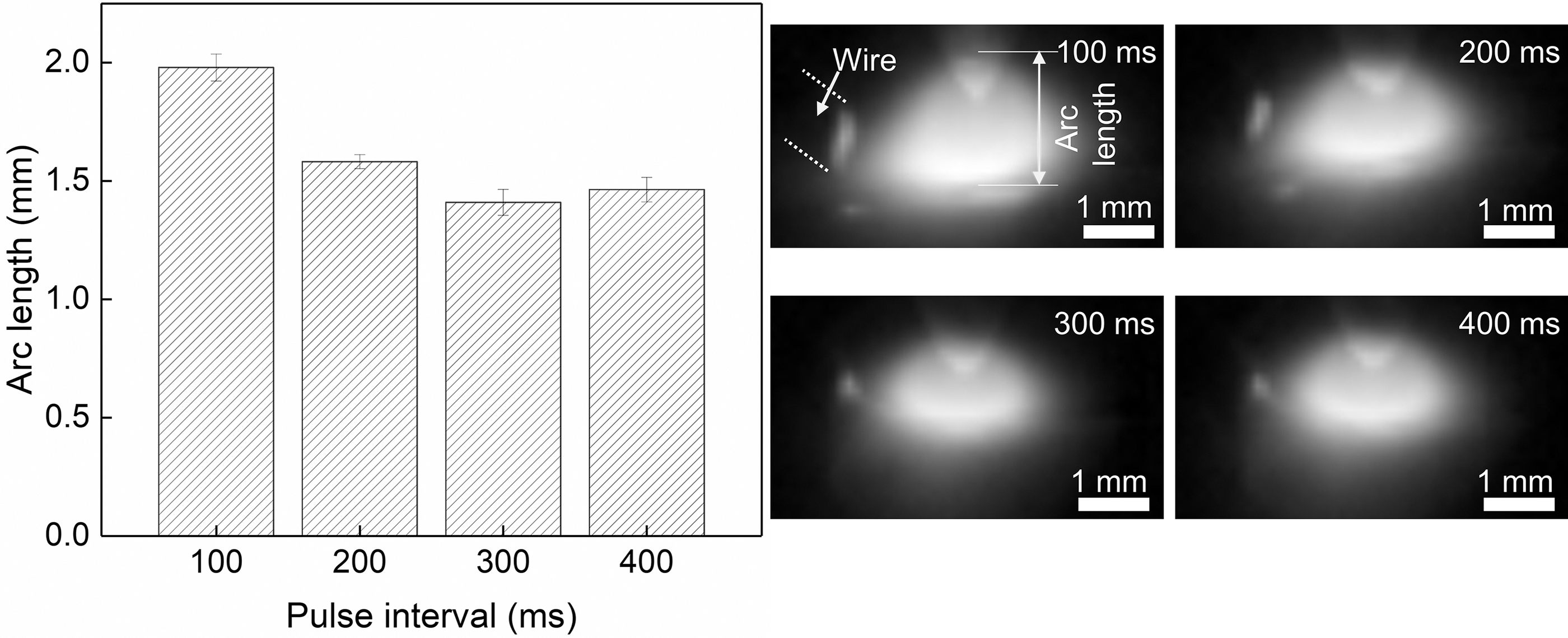
Arc length variation under different pulse intervals.
Metal transfer process
For cold-wire gas tungsten arc welding-based WAAM, the metal transfer modes can be classified into four main types: intermittent wire melting, uninterrupted bridging transfer, interrupted bridging transfer, and free flight transfer. 21 Previous researchers have reported that uninterrupted bridging transfer forms a smooth layer appearance, whereas irregular free flight transfer is likely to produce bulges and hollows on the surface. 22
The different metal transfer behaviors in a single discharge duration are depicted in Figure 3. When the pulse interval was 100 and 200 ms, the filler wire was gradually melted and then transferred to the molten pool (Fig. 3a, b). Figure 6a shows more detailed images of the metal transfer behavior at a specific stage during the additive fabrication. The metal-transfer mode sequentially changed from uninterrupted bridging transfer and interrupted bridging transfer to intermittent wire melting with the passage of time in a single discharge process. However, when the pulse interval was 300 and 400 ms, the longer filler wire was heated simultaneously at the initial stage of deposition (Fig. 3c, d).

Only the uninterrupted bridging transfer mode was observed during the PAP-WAAM process, as shown in Figure 6b. Although the metal transfer mode was different for various pulse intervals, all as-fabricated part surfaces were smooth and consistent, and the only bulge existed in the tail, as shown in Figure 7a and d, which indicated that the molten metal transfer was stable during the PAP-WAAM process.
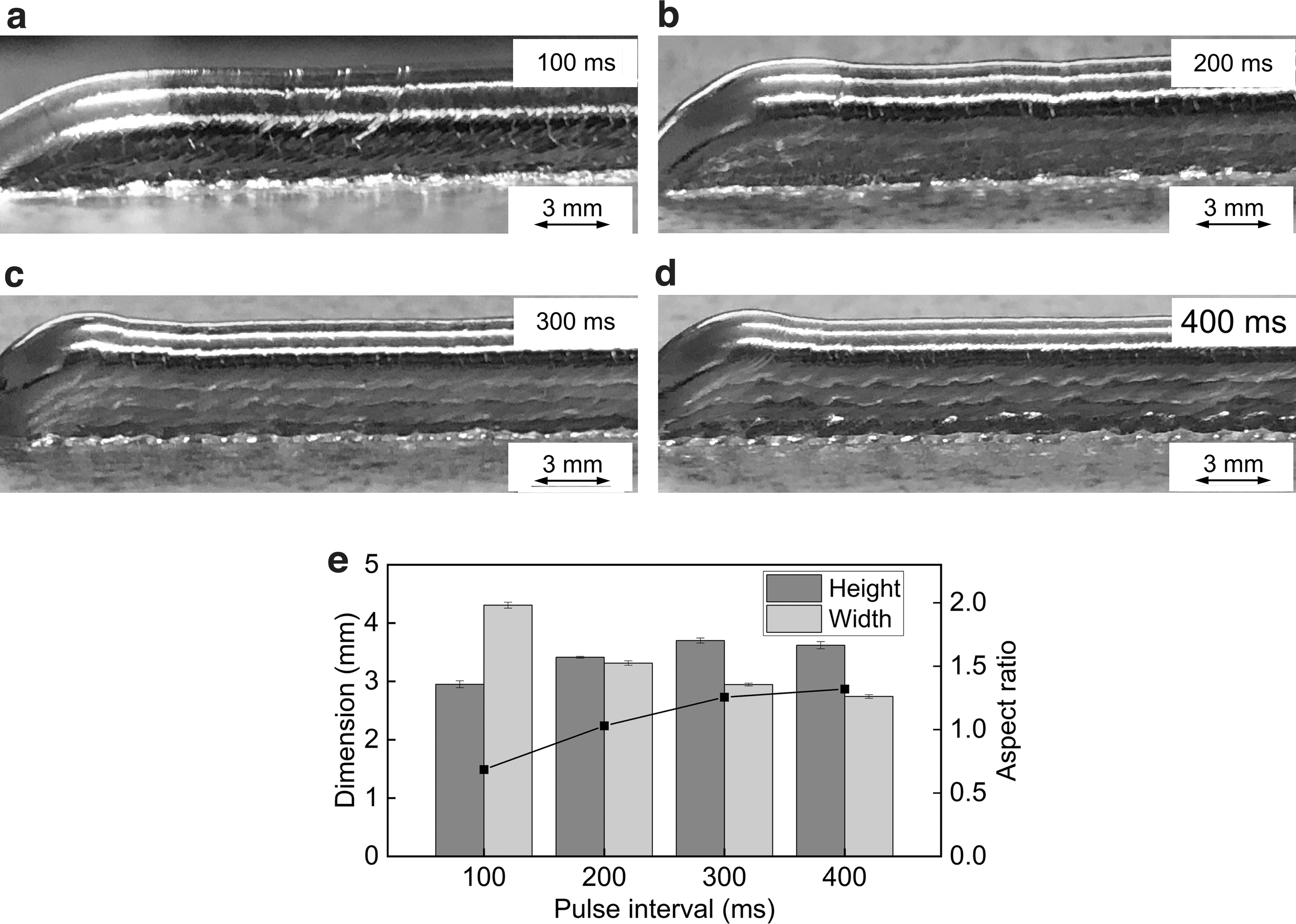
Surface appearance and wall dimensions of Ti6Al4V parts fabricated at different pulse intervals:
Surface oxidation
Surface oxidation is sensitive to the interpass temperature and oxygen concentration during the WAAM fabrication of highly reactive metals. In general, significant surface oxidation can be observed when the interpass temperature is not controlled well during the fabrication of the Ti6Al4V part using WAAM in an open atmosphere. 10 Visual inspection of the surface coloration is a reliable method for assessing the oxidation degree of the Ti6Al4V parts. 23 The surface color ranges from silver to light straw, dark straw, light blue, dark blue, and gray, indicating increased oxidation and pollution.
Figure 7 depicts the surface appearance of the Ti6Al4V walls fabricated using PAP-WAAM under different pulse intervals. When the pulse interval was 100 ms (Fig. 7a), the surface of the as-fabricated part exhibited serious oxidation, attributed to excessive heat input and less effective heat dissipation. However, as the pulse interval was increased from 100 to 400 ms, the surface color changed from light blue to dark straw color, then to light straw color, and finally to silver with no sign of oxidation. This phenomenon is due to the fact that as the pulse interval increases, the interpass temperature decreases and the cooling rate of the molten material increases. The results proved that the adverse influence of high levels of heat input can be effectively alleviated by using the appropriate pulse interval during PAP-WAAM.
Geometrical features
The geometric dimensions of the Ti6Al4V walls fabricated by the PAP-WAAM process under different pulse intervals were measured using a digital Vernier caliper, as illustrated in Figure 7e. The experimental parameters are presented in Table 2. The results indicated that the pulse interval has a significant effect on the geometrical features of the as-fabricated wall, even if all the other process parameters remain unchanged. When the pulse interval increased from 100 to 400 ms, the height of the deposited structures increased from 2.95 to 3.62 mm, whereas the width reduced from 4.30 to 2.74 mm. The aspect ratio of the fabricated walls increased as the pulse interval increased.
The cooling rate of the molten materials during the PAP-WAAM process was considered to be one of the main factors affecting the building geometry. A high cooling rate typically corresponds to a high deposition height and narrow deposition width. Both heat input and interpass temperature decrease with an increase in the pulse interval, indicating a higher cooling rate at longer pulse intervals. Thus, the dimensions of the as-fabricated Ti6Al4V walls can be controlled using different pulse intervals. Narrower wall thickness can produce finer-scale features. This indicates that using a reasonable pulse interval in PAP-WAAM has the potential to improve the geometric accuracy of the as-fabricated parts.
Macrostructure
Figure 8 depicts the macrostructure of the etched sections of the Ti6Al4V thin-walled structures fabricated using the PAP-WAAM process under different pulse intervals. The fabrication parameters are presented in Table 2. The epitaxial growth of coarse prior-β grains is clear. 24 Furthermore, two distinct regions are discernible for the etched cross section: the top region without parallel bands and the bottom region with parallel bands. The bottom region with parallel bands is marked with red dashed lines in Figure 8. However, when the pulse interval is 100 ms, there are no clear parallel band regions. The formation of the parallel bands can be attributed to the β transus.24–26 The top of the uppermost parallel band indicates the β transus line during the last deposition step, and the bands below are a result of the β transus lines from the previous deposition steps.
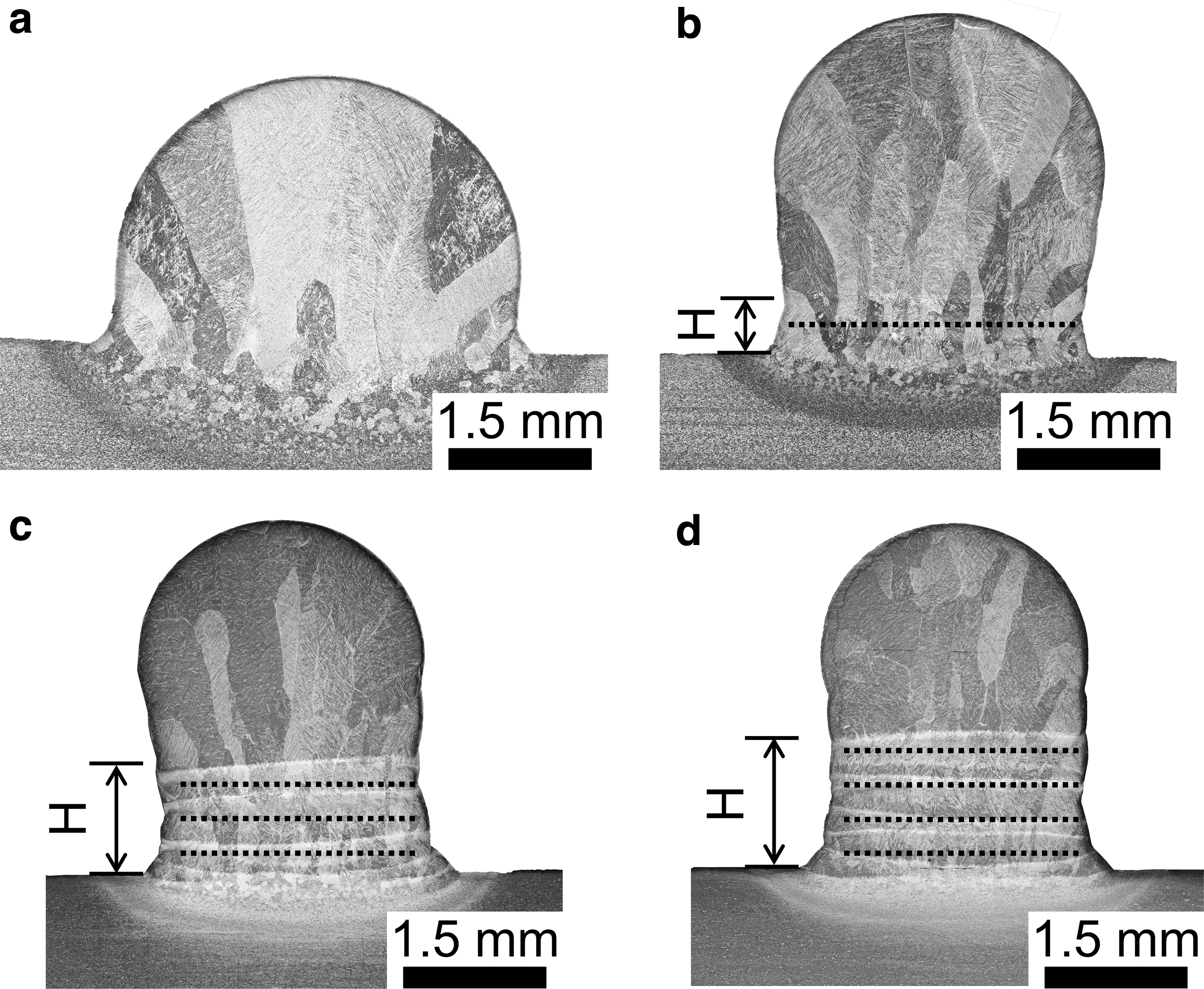
Optical macrographs of the etched sections of the Ti6Al4V component fabricated at
Baufeld et al. 24 and Wu et al. 10 indicated that the material taken from the bottom regions with parallel bands is considerably stronger than that taken from the top region without parallel bands. As shown in Figure 8, with an increase in the pulse interval, the height of the parallel band regions increases, indicating that the fabrication area with relatively superior mechanical properties increases. This can be explained by the difference in interpass temperature and the cooling rate at different pulse intervals. The previous report showed that the number of parallel bands significantly decreases with increasing interpass temperature. 10
In this study, as pulse interval increased, the interpass temperature decreased and cooling rates increased, attributed to the lower heat input and more efficient heat dissipation. As a result, the height of the parallel band regions increases with increasing pulse interval. This means that parts fabricated using this new PAP-WAAM method can achieve excellent mechanical properties by using an appropriate pulse interval.
Conclusion
In this study, the effects of pulse intervals on thermal behavior, arc plasma characteristics, metal transfer process, surface oxidation, geometrical features, and macrostructure were investigated through experiments and simulation. The results are summarized as follows.
In PAP-WAAM, interpass temperature decreases with increasing pulse interval at the same arc plasma power, indicating that heat accumulation along the building direction can be effectively alleviated by using longer pulse intervals.
As the pulse interval increased, the ignition mode of the arc plasma changed from ignition between the tungsten electrode and the previously deposited layer to ignition between the tungsten electrode and filler wire, which increased the proportion of discharge energy allocated to the filler wire, thus reducing the overall heat input required for material deposition.
When the pulse interval was 100 and 200 ms, the metal transfer mode sequentially changed from uninterrupted bridging transfer to interrupted bridging transfer and to intermittent wire melting with the passage of time in a single discharge process. However, when the pulse interval was 300 and 400ms, only the uninterrupted bridging transfer mode was observed during the deposition process. The uninterrupted bridging transfer is considered to contribute to forming a smooth and consistent layer appearance.
Longer pulse intervals resulted in less surface oxidation, narrower wall thickness, and better macrostructure, attributed to reduced heat input and improved effective heat dissipation. However, excessively long pulse intervals may result in poor metallurgical bonding of the interlayer due to low heat input.
Footnotes
Authors' Contributions
D.X.: conceptualization, investigation, methodology, formal analysis, data curation, and writing—original draft. Z.J.: methodology and data curation. Y.X.: resources, supervision, and writing—review and editing.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research was funded by the National Natural Science Foundation of China (no. 51875133); the Natural Science Foundation of Heilongjiang Province of China (no. LH2020E038); and the Open Project of State Key Lab of Digital Manufacturing Equipment and Technology (no. DMETKF2021025).