
Abstract
In recent decades, titanium (Ti)-based materials have emerged as paramount contenders for biomedical applications. This study presents a comprehensive examination of the advancements in Ti alloys and composites tailored for biomedical applications through laser-based additive manufacturing (AM) processes. Specifically, we delve into prominent laser-based AM methods such as (1) selective laser sintering, (2) selective laser melting, (3) direct metal laser sintering, and (4) laser-engineered net shaping. Moreover, we elucidate the incorporation of these state-of-the-art AM systems in the synthesis of Ti alloys and composites. Conclusively, the pivotal nuances demanding rigorous exploration to enhance the properties of Ti-based materials in the biomedical realm are highlighted.
Introduction
Ti- and Ti-based materials are of increasing significance in biomedical applications primarily because of its widespread use in hard tissue bone, joint, and/or dental implants.1–7 However, there continues to be an opportunity for more noteworthy usage of Ti-based materials, provided their characteristics could be boosted to levels beyond that afforded by current Ti alloys and processing approaches. They may conceivably supplant other metallic materials—if they could be manufactured all the more aggressively regarding performance and cost. This has prompted the investigation of Ti-based material (alloys and composites) offering unrivaled properties and performance. 8
Ti-based components are commonly manufactured by traditional methods, such as casting, forging, and powder metallurgy.9,10 In addition, Ti-based materials often require post-fabricational processing to further enhance their properties and achieve desired shapes, such as surface and heat/thermal treatments, all of which improve characteristics. However, the production of Ti-based materials is muddled by issues, including their generally low thermal conductivity and high levels of chemical affinity, which could prompt undesirable chemical reactions and, especially, influence machinability. 11 Regarding Ti-based composite materials, the differing physical and chemical properties of the composite matrix and reinforcement could likewise impact processing; therefore, care ought to be taken to prevent undesirable chemical reactions. 12 Hence, conventional manufacturing technologies generally include considerable material, energy, and time consumption to manufacture quality parts, consequently making production of Ti-based materials uneconomical. 8
Lately, metal 3D printing with a layer-upon-layer (additive manufacturing [AM]) technique has been widely used for an assortment of Ti-based materials. 13 This cutting-edge approach fabricates perplexing, near-net-shape components in an exceedingly efficient way. Production is straightforward from powders with insignificant postprocessing, offering considerable potential to simplify and accelerate the fabrication process.8,14 Most AM techniques use a powerful energy source, generally in the form of a laser to sinter the metal powders during layer-by-layer deposition. AM technology for the manufacturing of metallic components is typically classified regarding the powder deposition approach (e.g., powder-bed and blown-powder systems), laser/powder interaction, and metallurgical mechanisms associated with consolidation (partial melting vs. full melting) into the classifications of laser sintering, laser melting, and laser metal deposition.8,15
The goal of this article is to review the current state-of-the-art in laser-based AM of Ti alloys and composites, specifically to examine key issues and research trends to design, manufacture, and further develop high-performance Ti alloys and composite components. It starts with a succinct introduction to Ti-based materials and their significant properties (Table 1). Finally, ongoing development and the outlook for the use of Ti-based material with this modern AM technique are presented.
Physical Properties of Metals Used for Biomaterial applications
Ti and Ti Alloys
Ti was discovered by William Gregor, a British chemist, in 1791. It is one of the most inexhaustible elements, as the ninth most existing element and the fourth most plentiful metal in earth’s crust after aluminum (Al), iron, and magnesium. Despite the abundance of Ti, it is not found in high concentrations or a pure state. Ti, like some other pure metals, can be found in various crystal structures.16–18 Any Ti structure has a stable state within a specific temperature range. At low temperatures, pure Ti and most of its alloys crystallize in a hexagonal close packed structure, called α-Ti. At high temperatures, the body-centered cubic structure is stable and referred to as β-Ti.
The α to β transformation temperature (β-transform) for pure Ti is at about 882°C. The diffusion coefficients in α-Ti are a few orders smaller than that of β-Ti. The reason is that in the α-Ti crystal structure (hcp), atoms are densely packed in comparison with the bcc structure of β-Ti. The difference between diffusion coefficients in α- and β-Ti is influenced by microstructure and thus will affect the mechanical characteristics of the two phases. In general, because of the hexagonal and more densely packed, anisotropic crystal structure of α-Ti, α-Ti has higher resistance to plastic deformation and reduced ductility compared with body-centered cubic (bcc) β-Ti (Fig. 1). Also, its physical and mechanical characteristics are anisotropic.
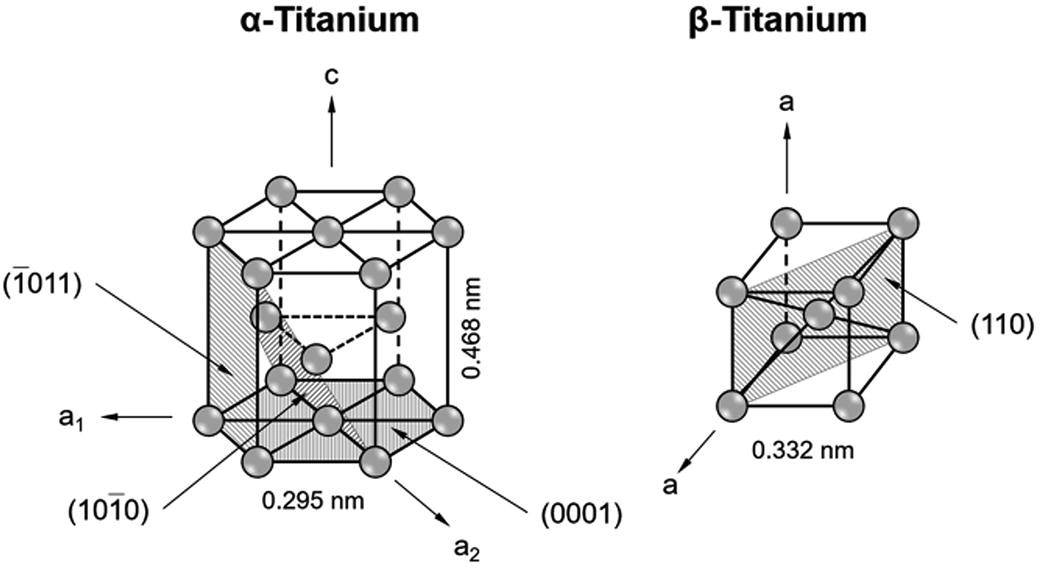
Crystal structures of titanium: hexagonal close packed or α-titanium (left) and body-centered cubic β-titanium (right).
There is a substantial difference in the weight of metals, and Ti—with a density of about 4.51 g cm−3—is among the light metals, yet it is the heaviest light metal. 16 The specific weight of Ti is almost two times that of Al (a traditionally light metal) but about half of the specific weight of iron (a traditionally heavy metal). The thermal expansion coefficient of polycrystalline α-Ti is about 8.4 × 10−6 K−1. It has a thermal conductivity equal to about 15 W/(m K) and a specific heat capacity around 520 J/(kg K). Also, its elastic and shear modulus are 115 GPa and 44 GPa, respectively. 16
In general, biomedical materials should meet essential requirements. Low density, high strength, high corrosion resistance, and low Young’s modulus are very desirable for biomedical applications. A critical property of biomedical materials is their biocompatibility, which plays the major role in selection of these materials. To achieve these properties, Ti alloys cover the existing defects of pure Ti and possess important characteristics for biomedical application.19,20
The influence of alloying elements on the β-transus temperature of Ti can be classified into three categories: α-stabilizers, β-stabilizers, and neutral. The α-stabilizers extend the α phase to higher temperatures. In contrast, β-stabilizers extend the β phase to lower temperatures. 21 Neutral elements have no influence on α or β phase, or their influence is not significant (see Ezugwu and Wang 11 for more details).
Aluminum is the most common α-stabilizer alloying element of Ti. Other important α-stabilizer alloying elements include oxygen, nitrogen, and carbon. 22 The β-stabilizers are divided into two subcategories: β-isomorphous and β-eutectic elements. 23 The most important β-isomorphous elements are molybdenum (Mo), vanadium (V), and tantalum (Ta). The β-isomorphous elements are more soluble in Ti and hence are more common. However, a very small fraction of β-eutectic element has dramatic effects on Ti. Examples of β-eutectic elements include Mn, Cobalt (Co), Nickel (Ni), Iron (Fe), and Silicon (Si). Zirconium (Zr) and Tin (Sn) are considered neutral alloying elements, but these elements are not neutral when considering their effect on strength as they strengthen the α phase.
In general, Ti alloys are divided into three major groups—α-alloys, α + β-alloys, and β-alloys—and the single-phase alloys may further have subgroups: near α-alloys and metastable β-alloys. The α-Ti alloys are classified as unalloyed Ti, or commercially pure (CP) Ti (CP-Ti), α-alloys, and near α-alloys. CP-Ti exists in several grades. The major difference between these grades is the concentration of oxygen and iron. The level of oxygen is carefully controlled to have different levels of strength. CP-Ti has excellent corrosion resistance because of its single-phase structure and >98 wt% Ti purity. The composition of the four grades are as follows:
24
CP-Ti Grade 1: Ti-0.2Fe-0.18O-0.08C-0.03N-0.015H CP-Ti Grade 2: Ti-0.3Fe-0.25O-0.08C-0.03N-0.015H CP-Ti Grade 3: Ti-0.3Fe-0.35O-0.08C-0.05N-0.015H CP-Ti Grade 4: Ti-0.5Fe-0.4O-0.08C-0.05N-0.015H
α-alloys contain α-stabilizer elements such as Al, oxygen, and zirconium. This alloying increases the tensile strength by 35–70 MPa for each percent of added element.
25
Although resistance to creep and oxidation increases with increasing Al content, the ductility and the deformation ability deteriorate simultaneously. Therefore, the amount of alloying elements should not exceed 9% of a so-called Al equivalent because of this embrittlement effect:
Ti-5Al-2.5Sn (Ti-5-2.5) is one of the most common α-alloys. These alloys have remarkable corrosion behavior and deformability. They are mostly used in the chemical/process engineering industry. Ti-5Al-2.5Sn is used for cryogenic applications.
Near α-alloys contain about 2 percent of β-stabilizing elements, such as molybdenum and/or V. Although near α-alloys have β-stabilizers in their microstructure, their behavior is more similar to α-alloys rather than (α + β)-alloys. These alloys also have higher strength compared with α-alloys. The incorporation of small amounts of β-stabilizing elements extend the α + β temperature range to allow both α/β and β hot working. Examples of near α-alloys are Ti-8Al-Mo-1V, Ti-6Al-5Zr-0.5Mo-0.25Si (IMI 685), Ti-5.8Al-4Sn-4Zr-1Nb-0.5Mo-0.35Si (IMI 834) and Ti-6Al-2.75Sn-4Zr-0.4Mo-0.45Si (Ti-1100). The creep resistance and strength of near α-alloys can be increased by adding silicon in a defined fraction. The upper operating temperature of these alloys is limited to about 500–550°C.5,26
In (α + β)-alloys, one or more α and β stabilizers are included the alloying elements. At room temperature, these alloys exhibit a combination of α- and β-phase behaviors. The characteristics of (α + β)-alloys could be modulated by heat treatment. This leads to more control on mechanical properties of different components. These alloys have high room temperature strength, moderate high temperature strength, and very good fabricability. Ti-6Al-4V is the most important (α + β)-alloy (see Fig. 2). Ti-6Al-4V alloy consists of 6 w% of Al as α-stabilizer and about 4 w% of V as β-stabilizer. At room temperature, its microstructure is mainly in α phase (hcc) with some retained β phase (bcc). The mechanical properties of Ti-6Al-4V are affected by the texture of the α phase.27,28
SEM micrograph of Ti-6Al-4V:
As previously mentioned, β-stabilizers have two types: eutectoid and isomorphous. Mo, V, Ta, and Nb are isomorphous stabilizers, whereas the eutectoid stabilizers include Cr, Mn, Co, copper (Cu), Ni, and Fe. It is the amount of stabilizers in the alloy that determine if the alloy is a metastable or stable β-Ti alloy. The combination of necessary elements in β-Ti alloys to avoid martensitic transformation upon quenching to room temperature is defined by the molybdenum equivalency of the β-stabilizer:
29
A molybdenum equivalency of around 10% is required to stabilize the β phase upon quenching.
Metastable β-alloys are alloys that contain sufficient amounts of β-stabilizers. As a result, they can suppress the martensitic transformation and retain the bcc structure in quenching to room temperature.30,31 Metastable β-Ti alloys are reported to have good formability. 10 These alloys can be hardened to very high strength levels of more than 1400 MPa. Alloys Ti15Mo5Zr3Al, Ti12Mo6Zr2Fe (TMZF), Ti30Nb, Ti30Ta, and Ti13Nb13Zr are among interesting β-Ti alloys for biomedical applications.19,32
Selection of Ti and Ti alloys depends on their application. Usually pure Ti satisfies requirements for corrosion service; however, for certain cases, alloyed Ti with excellent corrosion resistance (e.g., Ti-0.2 Pd) may be preferred. Concerning biomedical application, the body’s pH usually ranges from 7.4 into the acidic levels via a variety of organic acids; thus, the Ti alloy should be able to withstand these environments. Similarly, some applications require that Ti alloys have higher strength. Ti-6Al-4V meets many of these requirements with high strength, corrosion resistance, and biocompatibility.16,27,28,31 However, other alloys may be used depending on the applications and preferences. Pure Ti and Ti-6Al-4V have been used widely as implant materials.22,30 V-free alloys, such as Ti-6Al-7Nb and Ti-5Al-2.5Fe, have nontoxic structures and are also good candidates for biomedical applications. The β-Ti alloys have many advantages in their mechanical properties, such as improved wear resistance, high elasticity and excellent cold, and hot formability. The β-type alloys are important targets of recent investigations for biomedical applications. 33
Resistance against wear and corrosive effects in biomedical implants is an important consideration. As a result, hardness and work hardening are very important factors for this application. Investigations on Ti-based implants show that the hardness of Ti-5Al-2.5Fe and Ti-6Al-4V (Extra Low Interstitials) (ELI) does not change over time. 33 In Ti-xTa alloys, increasing Ta content initially decreases the micro-hardness of the alloy but then increases again with further increase of Ta content (see Fig. 3). This same effect was observed in ternary Ti-20Nb-xTa alloys.34,35 On the contrary, using laser-engineered net shaping (LENS) for manufacturing Ti-6Al-4V enhanced the tensile strength and hardness of the alloy. This is because of α′-hcp martensite phase production.36,37 Also, it has been discovered that adding 50% zirconium increased the hardness of Ti-based biomaterials about 2.5 times, compared with CP-Ti.38,39
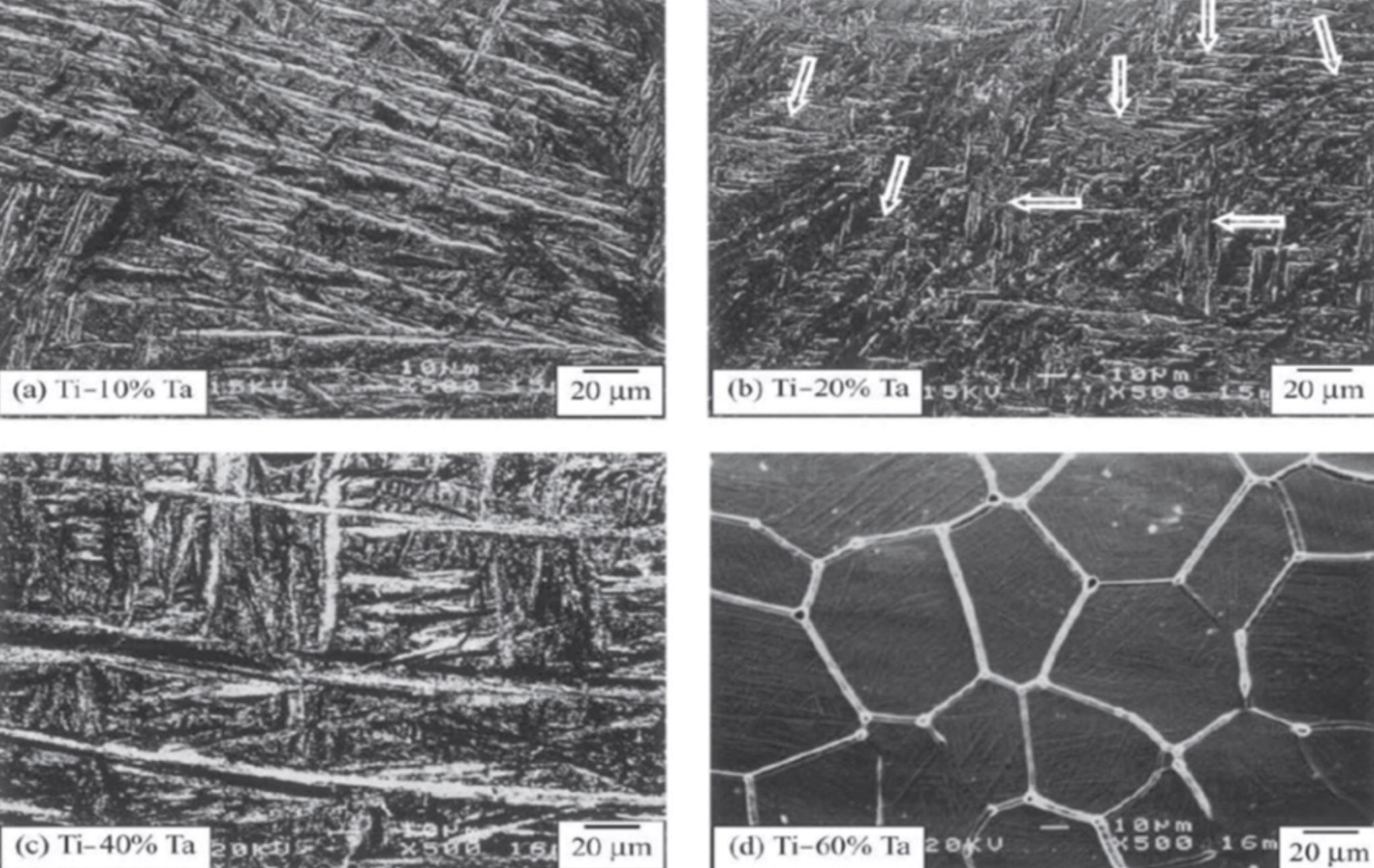
Effect of Ta Content on Ti-Ta Alloys:
Another important property of biomaterial implants is elastic modulus, which is a value to measure a material’s resistance to elastic deformation. Fatigue is another property that measures the lifetime of a material under periodic loads. Both of these properties are important for biomedical implant application. They demonstrate load deformation conditions during application and possible failures by time. Changing different contents of Ti-based alloys can affect these properties. For example, changing the amount of Cr in Ti-5Nb-xCr resulted in elastic modulus modification. 40 Also, in a quenched binary Ti-Ta microstructure, Ta content affects the Young’s modulus and tensile properties. 32 Fe content has an effect on mechanical properties of Ti alloys (Table 2). Changing Fe in Ti-5Nb-xFe alloy caused retention of metastable β phase in lower percentages. Increasing the Fe amount resulted in the β phase being completely retained in the bcc structure. Adding oxygen and nitrogen causes unity in growth of Ti and by modifying and changing the microstructure, which improved the mechanical properties of Ti-Zr alloys.
Mechanical Properties of Titanium Alloys for Biomedical Applications
Ti, titanium.
The ability of an artificial material to perform within a biological host is biocompatibility; in other words, it is the clinical interaction of human body and the biomaterial.41,42 Ti is among the bioactive elements. The β-phase Ti alloys with Ta, Nb, and Zr alloying elements have good biocompatibility and remarkable mechanical properties.43,44 However, high values of some β-stabilizing elements, such as Mo, are not desirable for biomedical applications. Also, Ni, V, and Al as β-stabilizing elements are toxic because of ion release to the human organs.45–48 Evaluation of Ti-29Nb-13Ta-4.6Zr alloy illustrated that its cytotoxicity and cell viability are the same as CP-Ti because of β-phase nontoxicity property. 49 Ti-6Al-4V-xCu alloys had antibacterial characteristics because of Cu content, yet it is toxic. However, it has significant potential as surgical implant material. Fabrication methods, such as electron beam melting, have been found to be ideal for orthopedic implants for their effect on porosity and biocompatibility.50,51 In general, Ti-based materials induce high cell viability. 52
Ti-Matrix Composites
Over the past years, metal matrix composites (MMCs) have attracted substantial effort and investigations. MMCs are materials in which the ductile alloy or metal is altered by a rigid ceramic reinforcement.53–55 Characteristics of MMCs include their high specific modulus, better thermal stability, and higher strength. The properties of MMCs can be controlled by different factors, including the reinforcement size, shape, and volume fraction. Their more stable temporal behavior makes them an excellent choice for biomedical applications. The MMCs generally are divided into two different categories, including continuously and discontinuously reinforced metal matrix composites. 8 Discontinuous reinforced MMCs have attracted special interest over the past years because of their availability, more successful development of their manufacturing process, and availability of more standard metal-working methods. This type of MMCs include particulates, whiskers, and/or short fibers.8,53 Two general processing routes—including in situ and ex situ processes—have been proposed for the fabrication of MMCs.
The introduction of the ceramic reinforcement to the matrix can be performed in a powder or molten form. As the reinforcement phases are different, these methods can be viewed as ex situ MMCs. Examples of these conventional MMCs are spray deposition and powder metallurgy. In in situ composites, chemical reactions are performed to synthesize the reinforcements in a metallic matrix. In situ-induced reinforcements are thermodynamically more stable, their interfaces with matrix have stronger bonding, and their distribution in the matrix is more uniform.8,53
In general, Ti-based materials have relatively low wear and hardness characteristics. 56 In some applications—such as joint replacement implants, in which the combination of higher wear resistance and strength is desired—it may affect the efficacy and capability of Ti biomaterials. In these cases, ceramic reinforcements of effective components can compensate for deficiencies. Some compounds are very effective for reinforcement of the Ti matrix composite fabrication. These include titanium diboride (TiB2), Silicon carbide (SiC), Titanium dioxide (TiO2), Chromium carbide (Cr3C2), and Aluminum oxide (Al2O3). Carbon nanotubes and fibers also have been used widely for reinforcement of Ti matrices. Moreover, boron nanoparticles have been reported as efficient compounds because of their biocompatibility. 57 Among all these reinforcement compounds, TiB and SiC have attracted significant interest. In Ti matrix composites, the formation of TiB can boost strength, and boron can occasionally foster the transition from columnar to equiaxed structures, which helps alleviate the anisotropic effects because of the pronounced epitaxial growth of unidirectional columnar grains commonly found in AM. 58 Also, it has been reported that TiB particles have clean interfaces with the Ti matrix and thus are more stable compared with other compounds, such as carbon nanoparticles. 59 It has been reported that very small reinforcement with TiB has a more significant increase in strength of Ti matrices compared with other components, such as TiN and TiC. 60 Also, because of the biocompatibility of boron in the TiB component, it is a very desired material for biomedical applications.
The increase in Young’s modulus and decrease in ductility are a potential disadvantage of Ti matrix composites, as these features are not desirable for biomedical applications. As a result, the process of ceramic reinforcement of Ti-based biomaterials is very challenging, and significant amounts of investigations and effort have been dedicated to overcome the processing problems. The biocompatibility of reinforcement compound is one of the most important concerns for biomedical applications. As mentioned before, some reinforcement compounds—such as TiB—are very promising for these applications.
Categorization of AM Processes for Ti Alloys
In aligning with the latest industry standards and terminologies as set forth by ISO/ASTM, this review adopts a structured approach to categorize the AM techniques discussed herein. The ISO/ASTM 52900 standard provides a framework for classifying AM processes, crucial for maintaining consistency and clarity in the discourse surrounding advanced manufacturing technologies.
The AM techniques pertinent to Ti alloys and composites, as explored in this review, can primarily be classified into two overarching categories:
Adhering to these classifications not only ensures that our discourse is in harmony with global standards but also facilitates a clearer understanding of the nuances and capabilities of each AM technique in the context of Ti alloy and composite fabrication for biomedical applications.
Laser-Based AM Process
Overall, the fabrication for Ti-based components via traditional manufacturing methods is a very high-cost process. For Ti-based composites, the reinforcement (hard reinforcement) phases could make these production processes progressively troublesome and increasingly costly; therefore, remarkable consideration has been given into producing processes that can fabricate net-shape parts with high dimensional exactness. Laser-based AM is the perfect innovation to accomplish the geometrical objectives, as well as provide mechanical characteristics that are equivalent or surprisingly better than those from traditional fabrication methods. 64 The numerous focal points of AM over traditional processes have caught the minds of the public and the technologist alike and have even been alluded to as the “third industrial revolution.”65–67 Laser-based AM permits computerized 3D models to be promptly fabricated as solid objects without the aid of fltures and cutting devices. The benefits of laser-based AM include close net shape capabilities, production using a numerous materials, superior design flexibility, shorter production time, and general savings in energy and expenses. 68
AM procedures are generally categorized based on indication by the type of material, innovation, deposition mechanisms, and energy source applied amid processing. AM advancements using powders as feed material are widely recognized for the creation of metallic materials. They can be categorized on the basis of the laser–powder interaction (i.e., powder bed vs. blown powder) and the metallurgical mechanisms associated in consolidation (i.e., partial melting vs. full melting). 15 SLS, SLM, and LENS are among the most widely recognized laser-based AM techniques using powder as a feed material for the creation of Ti alloys and particularly Ti-based composites. 8
SLS
SLS was introduced in 1980 as a rapid prototyping method in which a laser beam was used as an energy source to sinter selective areas in the powder layer and bind the particles together. This process is repeated by rolling and laser sintering the new layer of the powders, eventually building complex 3D components. 69 A schematic illustration of the experimental setup for SLS is shown in Figure 4. In this method, powders are normally preheated to decrease the laser–powder interaction time needed for reaching to sintering temperature. 70 Kruth et al. 71 have categorized the binding mechanism in the SLS process into four main groups as (1) solid-state sintering, (2) chemically induced binding, (3) liquid-phase sintering/partially melting, and (4) full melting. 71
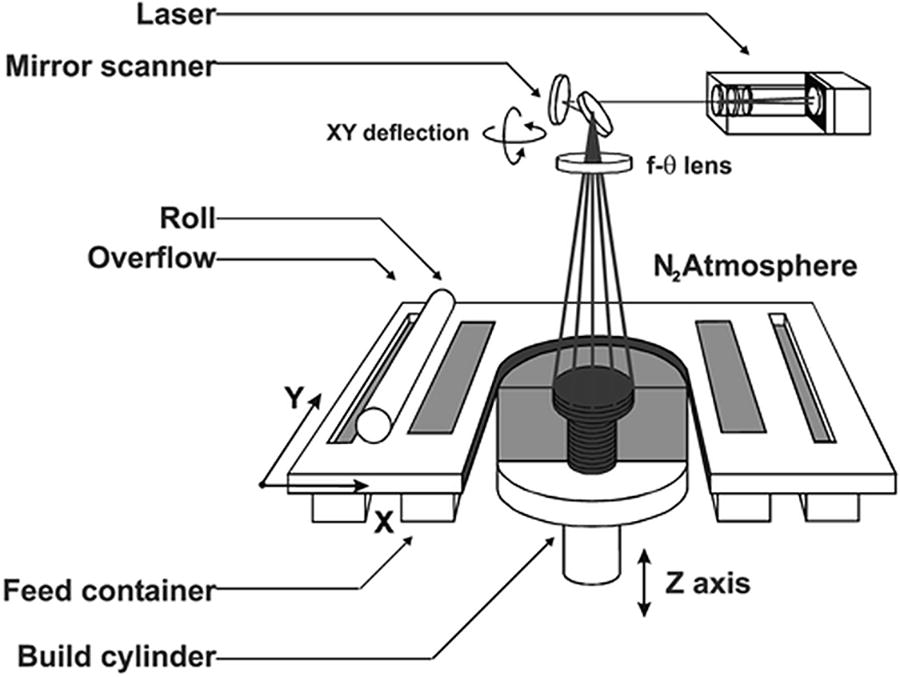
Schematic representation showing the main features of selective laser sintering (SLS) and selective laser melting (SLM) systems.
SLS of Ti/Ti alloys
With respect to other AM of Ti, the SLS has been attempted less. Tolochko et al. 72 used a low-power Nd:YAG laser (10–100 W) to study the sintering mechanism of Ti powder (with particle size 63–315 μm). They found a remelted core and low-sintered zone (with an infiltration zone between) with neck size of 0.1, indicating the solid-state volume and surface diffusion sintering mechanisms. They also reported that SLS of the Ti powder (as the single-component system) resulted in the “balling” phenomena, in which the surface tension between molten material and the substrate decreases the wettability and results in formation of a ball shape surface, which consequently influences the density of the component. 73
In another study, Fischer et al. 74 used a 100 W Nd:YAG laser source (with both continuous and pulsed wave modes) with a beam radius of 200 µm and scanning velocity of 40 mm/s to sinter CP-Ti powder with a spherical shape (8–30 µm). They mentioned that laser irradiation of the powders with the continuous mode resulted in distinguished laser irradiated tracks and a coarser surface (droplet formation) and balling phenomena. In a pulsed mode, they categorized the results based on the pulsation rate and consequent average temperature. They discussed that a higher number of weak pulses with a higher pulsation rate resulted in higher average temperatures and considerable liquid. In a low pulsation rate, each wave has a higher energy to solely melt the material and form the liquid. However, the average temperature is relatively low and plasma-induced recoil pressure can diminish the consolidation. They finally concluded that a medium-range pulsation rate is the optimum processing parameter, in which a localized and high heating rate is provided while the plasma influence is restricted.
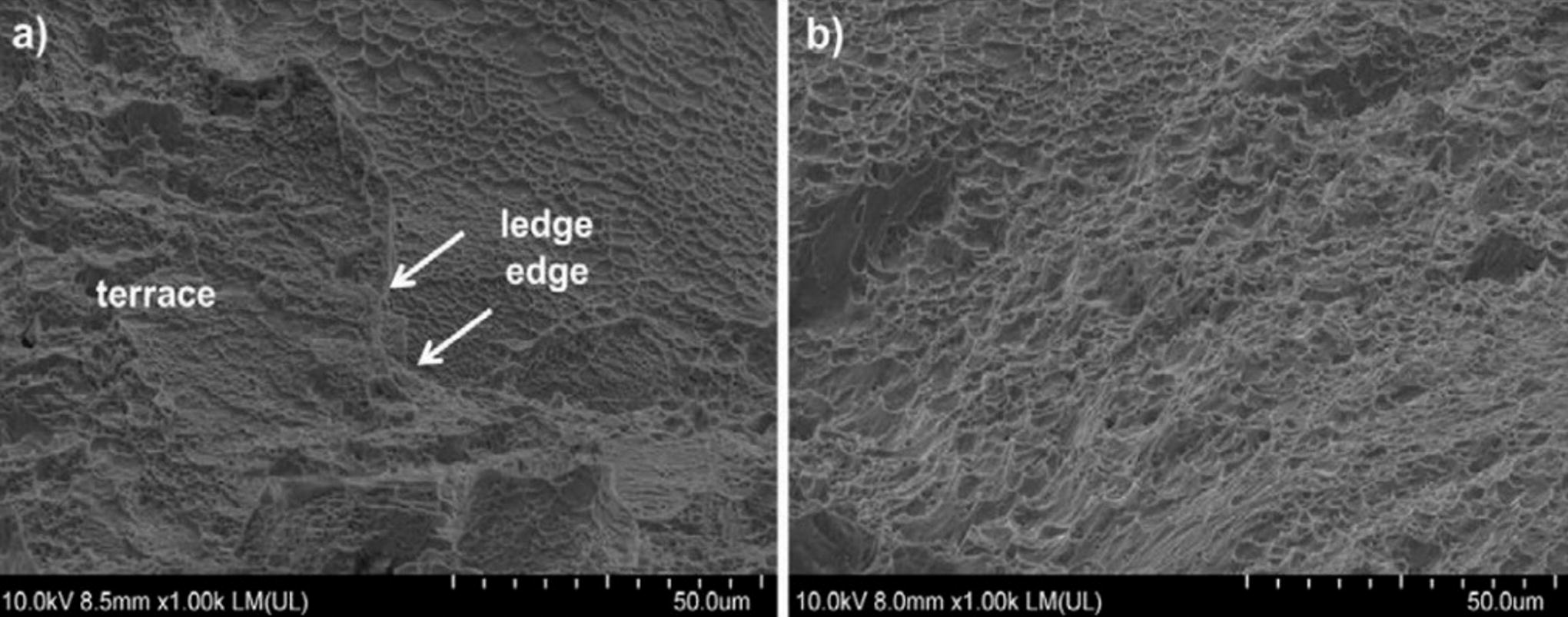
In another study, Das et al. 75 fabricated Ti-6Al-4V samples in a two-step hybrid processing. They first sintered the samples via the SLS technique and then post-processed the samples by a hot isostatic (HIP) method to reach full density. They reported that the microstructure, tensile strength, and hardness of the processed samples are equivalent to the conventionally fabricated samples. In another work, Benedetti et al. 76 compared the single-step SLS and dual-step SLS/HIP processed Ti6AL4V specimens. They reported that in an SLS-processed sample, the single martensite phase (α) leads to higher yield and maximum stress during the tensile test. However, samples that were processed via SLS/HIP showed the dual α + β microstructure, which resulted in higher ductility and elongation in the tensile test (Fig. 5). 76

Recently, Xie et al. 77 investigated the biomedical applications of SLS and post-heat-treated Ti-Mo alloy (Mo contents from 4, 6, to 8 wt.%). They found that Mo content has a direct effect on the amount of β in the microstructure because of the Mo stabilized effect on β phase. Based on a compression test and electrochemical analysis, they also reported that the mechanical characteristics and corrosion resistance are enhanced as the porosity is reduced.
Direct metal laser sintering
Direct metal laser sintering (DMLS) is a laser-based AM method that an object is manufactured layer by layer using powdered metals, radiant heaters, and a computer-controlled laser.78–80 Fundamentally, the machine fabricates the object on an adjustable stage by applying steady layers of the example material.81–83 For each layer, the machine sets out a film of powders with a precise thickness (0.1 mm). Then, a powerful laser beam is coordinated on a powder bed and set up to fuse metal powders present in its central zone, with regard to a computer-assisted design file, thereby fabricating a thin metal layer. The platform descends the prearranged layer thickness, a crisp film of powder is set down, and the following layer is melted with the laser source, and therefore, it adjusts to the past layer. This process proceeds, layer by layer, until the desired object is created. 83
DMLS of Ti/Ti alloys
The DMLS method is equipped for fabricating almost fully dense samples (close to 99.7% dense).84,85 As reported by numerous researchers, the DMLS-produced highly dense Ti alloys are demonstrated to have mechanical characteristics that are essentially indistinguishable from the traditionally manufactured alloys.28,86–93 Hyzy et al. recommended that DMLS is the best method to manufacture Ti alloy implants when contrasted with other conventional techniques. 94 Konecna et al. demonstrated that the long fatigue crack growth resistance of Ti alloys (Ti-6Al-4V) manufactured by DMLS was altogether on par with the conventionally fabricated sample. 95 In addition, Ahmed et al. revealed that the DMLS process parameters, such as laser scanning speed and laser power, remarkably impacted the formed microstructure and mechanical properties of the manufactured Ti alloy sample. 96
SLM
SLM, as one the AM techniques, is a promising method to fabricate near full-density components with remarkable mechanical properties. Unlike SLS, in which the partial melting of the metallic powders occurs, the SLM method melts the entire powder in each layer. The process progresses by adding consecutive melted layers on top of each other. The schematic of the SLM method is shown in Figure 6. 97

Process of selective laser melting.
SLM of Ti/Ti alloys
Ti materials are perfect objective materials for SLM in light of the fact that Ti materials are costly and risky for fabrication using conventional processing technologies. From an end-user point of view, the focal points—such as net shape capacity for complex shapes, high material usage, and minimal machining—make SLM an alluring choice to fabricate Ti components, particularly those with complex shapes. Ti-6Al-4V has been considered nearly mainstream and the most broadly used Ti alloy for SLM study. Broad undertakings have been made to examine various factors of the SLM of this alloy regarding the densification behavior, microstructure, and mechanical characteristics.98,99 In addition, SLM of another (α+ß)-type Ti alloy, such as Ti-6Al-7Nb, has also been completed.100,101 Along with Ti-6Al-4V and Ti-6Al-7Nb, ß-type Ti alloys (e.g., Ti-24Nb-4Zr-8Sn and Ti-21Nb-17Zr) have been also examined.102,103 ß-type Ti alloys possess a lower Young’ modulus, which decreases stress shielding impact, making them attractive for biomedical applications. In addition, the densification, microstructure, and mechanical characteristics of CP-Ti were recently evaluated.64,104
This section demonstrates that SLM technology has an incredible potential to manufacture various types of solid Ti materials, which have similar/better characteristics to those fabricated with traditional methods. In addition, porous Ti structures with mandatory features—particularly biomechanical characteristics—could be manufactured by SLM. However, further evaluations are required so as to establish the reliability of SLM-fabricated parts for biomedical applications, specifically on the fabrication of Ti alloy powder materials and the examination of corrosion characteristics and fatigue behaviors of SLM-fabricated Ti parts.
SLM of CP α-Ti (CP-α-Ti)
CP–Ti is one of the most commonly used Ti materials for implant applications. SLM of CP-Ti generally demonstrates the significance of processing parameters on the obtained microstructure, wear, and mechanical characteristics.64,104–106 Mostly, the microstructure and mechanical characteristics of SLM-fabricated specimens are firmly identified to the SLM processing parameters. Gu et al. revealed 104 that scan speed and laser power have remarkable effects on obtaining relative density of SLM-fabricated specimens. It has been reported that the energy density (E) of 120 J/mm3 is suitable to manufacture practically fully dense (more than 99.5%) CP-Ti parts. However, laser power and laser scan speed must be balanced at this energy density for acquiring high-density parts.
The impact of laser-processing parameters on obtaining the microstructure of SLM-fabricated CP-Ti specimens changes from plate-like α to acicular martensitic α′ phase, which can be related to various laser scan speed (v). 104 At a constant energy density (E) of 120 J/mm3, when laser scan speed is under 100 mms−1, complete allotropic transformation of ß to α occurs amid solidification because of the energy thermalization within the melt pool. On the contrary, with enhancing the laser scan speed more than 100 mms−1, both kinetic and thermal properties under cooling increase, causing greater temperature gradients within the melt pool and, in this way, prompting the formation of α′ in the final SLM-fabricated part.
The yield strength (σ0.2) and ultimate tensile strength (σUTS) of SLM-fabricated CP-Ti are 555 and 757 MPa, respectively, which are better than the relating characteristics for sheet forming 56 and fully annealed 107 conditions and without any particular decrease in ductility. The compressive strength of SLM-fabricated CP-Ti specimens are more than 1136 MPa, 64 whereas those of commonly processed and deformed CP-Ti samples are 820 and 900 MPa, respectively. 108 In addition, the Vickers microhardness of SLM-fabricated CP-Ti specimens (261 Hv) 64 is more than that of the cast counterparts (210 Hv) 109 and is in the range of that for 55% cold-rolled CP-Ti (268 Hv 110 ). Such remarkable enhancement in mechanical characteristics could be credited to the grain refinement combined with the presence of acicular α′ phase obtained from the high cooling rate taking place in the SLM process. 64
Typically, load-bearing Ti implants are generally exposed to wear. Thus, it is mandatory to boost the wear behavior of CP-Ti because osteolysis and aseptic loosening may take place because of poor wear resistance. Attar et al. 111 ascertained that the SLM process is also capable of fabricating CP-Ti specimens with superior wear behavior (with regard to lower wear rate) compared with the cast counterparts because of refined grains, martensitic microstructures, and better microhardness.
SLM of β-Ti Alloys
β-Ti alloys comprise a multifaceted class of materials with high-specific strengths, toughness, and fracture resistance. These alloys are fabricated by the addition of β-stabilizing elements that hold the β phase when the metal is cooled quickly. 112 The β alloys are quickly heat treatable, with enhanced hardenability with respect to α or α-β alloys. Ti-3Al-8V-6Cr-4Mo-4Zr, Ti-4.5Sn-6Zr-11.5Mo, Ti-8Mo-8V-2Fe-3Al, and Ti-13V-11Cr-3Al are some examples of Ti β alloys. 113
Beta (β)-type Ti-based biomaterials show a nearly similar Young’s modulus to human bone. 114 Previously, Schwab et al. 115 suggested that low modulus β Ti alloys composed of nonallergic and nontoxic substances and their SLM processing are essential as biomedical implant applications. Moreover, laser-processing parameters are key factors in SLM of β-Ti alloys for achieving fully dense final products. 115 For instance, in SLM of β-Ti alloys, there is a reverse relationship between density and hardness with scanning speed. 102
In addition, Zhang et al. 102 compared the tensile properties of a β-Ti alloy formed by SLM, hot forging, and hot rolling. They reported that the elastic modulus and elongation of the three samples were nearly the same, but both tensile yield strength (σy) and ultimate tensile strength (σuts) in roll and forged produced samples were slightly higher than the SLM sample because of build directions in the SLM process. Furthermore, because of the presence of more oxygen content in the starting powder, SLM produced samples exhibited no superelastic deformation in comparison with samples processed by forging and rolling. 102
SLM of (α + β) Ti Alloys
α + β Ti alloys have superior strength and react to thermal treatment, but they are less ductile than α alloys. Ti-3Al-2.5V, Ti-5Al-2Sn-2Zr-4Mo-4Cr (Ti-17), Ti-6Al-2Sn-2Zr-2Mo-2Cr-0.25 Si, Ti-6Al-2Sn-4Zr-6Mo, and Ti-6Al-6V-2Sn are some examples of (α + β) Ti alloys. 113 Ti-6Al-4V alloy is one of the most alluring biocompatible metallic materials because of its superior mechanical characteristics, corrosion resistance, and biocompatibility. In this alloy, Al and V are α and β stabilizer elements, respectively. 116 Moreover, similar to the other Ti alloys, laser-processing parameters such as scanning speed, hatching distance, and scanning strategy are key parameters in order to manufacture dense parts. 99
SEM microstructure of Ti-6Al-4V samples processed by SLM presents fine acicular martensite because of high-temperature gradients during SLM, which leads to the higher yield and ultimate strengths compared with the cast samples with nearly the same fracture strains. 114 Another (α + β) Ti alloy with a combination of higher biocompatibility, corrosion resistance, and mechanical properties compared with Ti-6Al-4V is Ti-6Al-7Nb117,118 and is suggested for biomedical applications.9,10 Moreover, after SLM processes, the microstructure of Ti-6Al-7Nb—such as Ti-6Al-4V—exhibited primarily α′ martensitic plates. 100 In addition, mechanical properties (i.e., tensile strength) of SLM-produced materials are affected by various manufacturing strategies that caused defects, residual stress, and pores and arrangement of layers throughout SLM process.33,100
SLM of Porous Ti/Ti Alloys
Porous materials have been widely used for different applications, such as load-bearing, impact protection, heat transfer, and damping. The two main advantages of porous Ti/Ti alloys are that the porous nature decreases the stiffness of the Ti-based structure, resulting in a decreased stress shielding effect, as well as creating greater long-term fixation because of enhanced bone growth into the structure.119,120 On the contrary, the lifetimes of porous Ti-based implants are lessened because of their typically poor wear properties. 8
Pattanayak et al. reported that SLM-produced porous Ti implants with 55–75% porosity is similar to human cancellous bone. 121 Porous CP-Ti and Ti-TiB composites with different range of 10–37% reinforcements were produced by Attar e al. 111 Results demonstrate that these fabricated composites are promising candidates for biomedical implants because their elastic modulus was 13–68 GPa and 25–84 GPa for CP-Ti and Ti-TiB, respectively. Moreover, their yield strengths were in the range of 113–350 MPa and 234–767 MPa, which are nearly same in comparison with human bone. 114
Acceptable biocompatibility and compressive strength are two properties that are required in scaffolds. Hence, Ti-6Al-4V scaffolds are good candidates for bone tissue engineering. Previously, it was reported that SLM was applied to reproduce complex Ti-6Al–4V scaffolds. 122 In addition, the exponential relationship between fracture load and porosity was reported by Sun et al. 123 These previously investigated results taken together79,124,125 demonstrate that SLM is able to manufacture optimized porous structures that are suitable for orthopedic devices.
SLM of Ti-Ta Alloy
SLM offers a transformative approach for fabricating Ti-Ta alloys, which are increasingly recognized for their superior mechanical properties and biocompatibility suitable for biomedical implants. In a study, Chua et al. (2023) explored the fabrication of Ti-Ta alloys using SLM. This research provides significant insights into the potential for SLM to enhance the mechanical properties and structural integrity of biomedical implants through in situ alloying. 126
They focused on the characterization of Ti-Ta lattice structures, demonstrating that SLM can effectively create complex, customized geometries that are difficult to achieve through traditional manufacturing methods. The study highlighted that the addition of Ta not only stabilizes the Ti matrix during the high-energy laser process but also improves its mechanical properties such as hardness, tensile strength, and fatigue resistance. These enhancements are critical for implants that must withstand the demanding mechanical stresses of the human body.
Moreover, the research found that the microstructure of the Ti-Ta alloys could be precisely controlled through adjustments in the SLM parameters. This control allows for the optimization of the material’s phase composition—specifically promoting the formation of the desirable β phase, which is known for its superior strength and greater flexibility compared with the α phase predominant in pure Ti.
The study also emphasized the role of SLM in achieving high-density materials with reduced porosity, a common issue in AM that can significantly undermine the mechanical integrity and longevity of implants. The refined microstructure and reduced defect rates in the Ti-Ta alloys indicate a notable advancement in the use of Ti alloys for medical applications, where material failure is not an option.
In addition, they discussed the biocompatibility of the Ti-Ta alloys, which is paramount in biomedical applications. The inclusion of Ta is noted for its excellent compatibility with human bone and soft tissues, thereby reducing the risk of adverse reactions and increasing the longevity of implants within the body.
SLM of Ti3Al2V-Ta-Cu alloy
CP-Ti is known for its superior biocompatibility compared with Ti6Al4V, but it does not have the same strength and fatigue resistance. In the literature, a new alloy, Ti3Al2V, was created by lowering the amounts of Al and V in Ti6Al4V, positioning it as an intermediary alloy between CP-Ti and Ti6Al4V.127,128 Designed specifically for use in orthopedics, Ti3Al2V is expected to maintain the mechanical performance levels of Ti6Al4V. Ti3Al2V is also expected to show superior biological performance to Ti6Al4V without significant degradation in strength. 127
The study by Cilliveri and Bandyopadhyay (2023) meticulously explored how additions of Ta and Cu influenced the print quality of Ti alloys using SLM, a critical technique in PBF-based metal AM. Their research focused on Ti3Al2V alloys, where the original composition was altered by reducing Al and V contents and incorporating 10 wt.% Ta and 3 wt.% Cu. 129
The researchers found that the synergistic effects of Ta and Cu additions had profound impacts on the microstructural evolution and mechanical properties of the alloys. They observed that the addition of Ta improved the laser energy absorption during the SLM process, leading to a finer microstructure with reduced defects such as porosities and cracks. The inclusion of Cu, known for its high thermal conductivity, enhanced the heat distribution during the print process, further refining the print quality.
One significant finding was that the specific combination of Ta and Cu altered the sensitivity of the alloy to laser power settings and overall energy density. Ti3Al2V-Ta showed increased sensitivity to laser power adjustments, suggesting that optimal laser settings could significantly enhance print fidelity and structural integrity. In contrast, the Ti3Al2V-Ta-Cu alloy demonstrated a complex interaction under varying energy densities, indicating that the combined effects of Ta and Cu require careful calibration of printing parameters to achieve the desired outcomes.
Their study concluded that adjusting the proportions of alloying elements such as Ta and Cu in Ti alloys is crucial for optimizing the properties of 3D-printed components, particularly in applications demanding high mechanical performance and precision. The incorporation of these elements not only enhanced the physical properties but also mitigated the formation of defects typically associated with SLM processes.
SLM of Ti-matrix composites
For biomedical applications such as hip-joint prostheses where high wear resistance and strength are needed, Ti reinforced with SiC, TiC, or TiB2 has been developed. 130
Of these, Ti-TiC and Ti-TiB are the two groups of materials that have been evaluated widely. 131 Ball milling is a promising method for producing near spherical composite powder for SLM.132–134 For example, 2 h of ball milling was used for the preparation of nearly spherical-shaped homogenous mixture of Ti-TiB2 powders and followed by optimum laser processing parameters in the SLM method to achieve the highest possible dense Ti-TiB parts.131,135
Attar et al. 135 reported that Ti-TiB2 composite was homogeneously synthesized based on the previously mentioned method with needle-shaped TiB particles in a Ti matrix because of higher growth rates in [010]B27 with respect to the other directions. Furthermore, complete reaction of all of the TiB2 with Ti during the SLM processing was confirmed by X-ray diffraction.
By comparative investigation, the mechanical properties of Ti-TiB composite with CP-Ti and Ti-6Al-4V revealed that Ti-TiB composite had higher microhardness and yield tensile strength (σy) and ultimate tensile strength (σuts) because of the TiB particles and refinement of Ti grains because of hardening effect. 136 In addition, Shishkovsky et al. used SLM in order to produce a Ti-TiB composite with a functionally graded structure with 10, 15, or 20 vol.% TiB2. They reported that measured microhardness was dependent on the TiB2 content, and microhardness values increased from the bottom to the top layers, with increasing the TiB particles acting as reinforcement. 137
Kang et al. used SLM processing to produce Ti-CrB2 composite that exhibited high corrosion and wear resistance, as well as their compatibility. 138 In addition, Xia et al. fabricated Ti-(TiB + TiC) composite by SLM through in situ reaction between Ti and boron carbide (B4C). For this purpose, homogenous starting powders were prepared by mixing and milling of 95 wt.% CP–Ti and 5 wt.% B4C powders. They reported the size of formed in situ TiB and TiC increased with increasing the laser power and led to decreasing the microhardness of the fabricated composite. 139
LENS
LENS is a powder-based, layer-by-layer manufacturing process in which fully molten powders are deposited to fabricate the final components.8,140–142 As a result, similar to SLM, the LENS method can be used for production of fully dense near-net-shape components. However, the manufacturing process used by LENS has special characteristics that differentiate this process from other similar techniques, such as SLM and SLS. In the LENS process, powder feeding nozzles locally inject molten powders into the laser focal point, whereas a powder bed is the common feeding system applied in the SLM and SLS techniques. By using multiple powder feeding nozzles and controlling the powder flow rate in each nozzle, LENS has been applied for the fabrication of compositionally graded materials. The local powder feeding mechanism in LENS also allows for deposition of molten powders on selective locations on already-fabricated parental structures. Thus, LENS is considered as a valuable technique for repairing of worn or broken components while maintaining their structural integrity. Furthermore, in the LENS process, the deposition of molten powders occurs on a moving substrate, whereas both SLS and SLM processes use a fixed substrate. The moving substrate, combined with the local powder feeding system, not only facilitates fabrication of very complex and hollow components but also allows for fabrication structure with dimensions significantly larger than those manufactured by SLM and SLS. 8
LENS of Ti/Ti alloys
Ti alloys, such as Ti-6Al-4V and CP-Ti, are identified as the preferred biomaterials for orthopedic and dental implants owing to their biocompatibility, low elastic modulus, and desirable mechanical properties. 141 Several groups have successfully applied LENS to fabricate such alloys and investigate the resulting material properties.141,143–150 The impact of porosity on the material properties of the LENS-based fabricated samples was investigated in Ti-6Al-4V and CP-Ti,143,145,149,150 in which an increase in porosity decreased the effective stiffness of the samples and improved cell adhesion and proliferation. Fabricated Ti-6Al-4V implants with different porosity levels ranging between 18% and 32% were found to be more biocompatible than the dense Ti alloys demonstrating elastic modulus between 7 and 60 GPa and strength between 471 and 809 MPa.143,145 More specifically, Ti-6Al-4V structures with 23–32% porosity showed an elastic modulus equivalent to natural bone, and a pore volume division up to 0.40 of entire porosity was suggested for facilitation of the healing process during biological fixation. 143
In a similar fashion, porous CP-Ti specimens with varying porosity between 10% and 70% were also fabricated, and samples with porosity in the range of 35–42% were reported to have the closest Young’s modulus and strength to those in human cortical bone.149,150 Thermal properties of the melt pool in the Ti-6Al-4V samples fabricated by LENS were studied by Marshal et al., 144 where existence of high-temperature gradient of 2000°C/mm and temperatures and cooling rates as high as 2500°C and 12,000°C/s–40,000°C/s, respectively, were observed in the melt pool. This study suggested that these high-temperature gradients negatively impact the residual stress formation within the parts. Fatigue behavior and failure mechanisms of Ti-6Al-4V specimens fabricated by LENS were also studied by Sterling et al. 148 and Zhai et al. 146 Compared with traditionally manufactured wrought counterparts, shorter fatigue life as a result of existence of porosity and anisotropy in the fatigue properties in such specimens were observed in such specimens because of the high heating/cooling rates. 148 In addition, fatigue damage mechanisms, such as the behavior of long and small fatigue cracks propagation, were correlated to the materials’ characteristic microstructural features—such as acceleration and retardation of crack growth rates. 146 In other studies, tensile properties of the laser-formed Ti-6Al-4V materials and the complex quaternary Ti-Nb-Zr-Ta orthopedic alloy were also investigated by Alcisto et al. 147 and Banerjee et al., 151 respectively, and mechanical strengths superior to the conventional wrought alloy were reported in such alloys.
LENS of Ti-matrix composites
LENS of Ti-TiO2 Composites
One common issue existing in Ti and its alloys is their poor wear resistance, which negatively impacts their performance in articulating surfaces of knee, hip, or shoulder joint replacements. 152 The addition of TiO2 and calcium phosphate (CaP) to Ti alloys using LENS was widely investigated to enhance the wear resistance.153–155 Bella et al. 153 studied compositionally graded Ti-TiO2 to improve the wear resistance in Ti-based joint implants. The LENS process with two feeding nozzles, injecting Ti and TiO2 into the laser beam, was applied to fabricate compositionally graded Ti-TiO2 specimens, with the TiO2 surface composition varying between 50% and 100%. The results indicated a favorable surface with low friction coefficient and reduced wear rate for the graded specimens with 50% TiO2-coated surface, demonstrating a hardness of 1102 ± 140 Hv.
LENS of Ti-CaP and Ti6Al4V-CaP composites
The addition of CaP to CP-Ti and Ti-6Al–4V alloys was also studied. Samples with different weight percentages of CaP were fabricated using LENS, and integration of the CaP into the Ti metal matrix was observed through microstructural studies. The resulting Ti-10%CaP, T64-5%CaP, and Ti6Al4V-5%CaP–nitride composites showed a significant decrease in the wear rate by 94%, 70%, and 91%, respectively. This decrease in wear rate was attributed to the formation of tribofilms at the surface, which acts as a solid lubricant between the interacting metal surfaces. Moreover, addition of the CaP resulted in improvement in the yield strength and hardness in the resulting metal matrix composite.154,155
LENS of Ti6Al4V-TiB, Ti6Al4V-TiC, and Ti6Al4V-TiN Composites
Ti-6Al-4V composite with TiB, TiC, and TiN using LENS was also investigated in the literature.156–159 Ti-6Al-4V-TiB composites were fabricated through addition of 2 wt.% elemental boron to Ti-6Al-4V.148,157 The resulting composite showed the TiB precipitates homogeneously dispersed within the Ti-6Al-4V matrix. Such composites are of significant interest because of their enhanced stiffness, fatigue, creep, and wear resistance, along with improved performance in elevated temperature. Wang et al. 159 used the LENS method by applying wire and powder feeding systems to fabricate Ti-6Al-4V-TiC composites with different volume fractions of TiC varying between 8% and 74%. The resulting composite showed uniform distribution of TiC in the Ti-6Al-4V matrix and significant improvement in the wear resistance for TiC volume fraction greater than 24%. Similarly, the impact of reinforcing Ti-6Al-4V with 5–40 wt.% of TiN on mechanical and microstructural properties of the resulting Ti-6Al-4V-TiN composites were studied by Balla et al. 156 Among all variable compositions, the Ti-6Al-4V-40% TiN demonstrated the highest improvement in wear resistance compared with pure Ti-6Al-4V, with a significant increase in hardness from 394 to 1138 Hv.
LENS of Ti-6Mn-4Mo Alloy
In a study, Savinov et al. (2023) investigated the properties of a Ti-6Mn-4Mo alloy, fabricated through the advanced AM technique of laser DED. 128 This innovative research focused on in situ alloying of elemental powders of Ti, manganese, and molybdenum, marking a significant advancement in the synthesis of biocompatible Ti alloys.
The study revealed that the as-built Ti-6Mn-4Mo alloy primarily consisted of the β phase with minor traces of the α phase, which is crucial for applications that demand high wear resistance. Post-heat treatment, the material predominantly exhibited the α phase, indicating a phase transformation that is essential for optimizing mechanical properties for specific applications. The ultimate tensile strength of the alloy was recorded at 706.0 MPa in the as-built condition, displaying a remarkable hardness of 421.1 HV, significantly higher than similar alloys produced through conventional methods. These mechanical properties underscore the alloy’s potential for high-stress biomedical applications, such as orthopedic implants.
However, the corrosion resistance of the alloy was noted to be lower than its counterparts manufactured through traditional methods. This finding points to the need for further material refinement and postprocessing treatments to enhance its suitability for long-term biomedical applications. The study also highlighted that although DED techniques allow for the efficient production of complex shapes and tailored material properties, the control over microstructural homogeneity and phase distribution remains a challenge that requires further exploration.
The research not only demonstrates the potential of DED in producing high-hardness, wear-resistant biomedical materials but also emphasizes the complexity of achieving a balance between mechanical strength, corrosion resistance, and manufacturability. This study serves as a foundation for future research aimed at optimizing the material properties of Ti-Mn-Mo alloys to meet the stringent requirements of biomedical applications, potentially revolutionizing the design and production of next-generation orthopedic implants.
Conclusions and Perspectives
Ti-based materials—encompassing pure Ti, its alloys, and Ti-matrix composites—stand out because of their exemplary high specific strength, even under elevated temperatures, coupled with impeccable mechanical traits, corrosion resilience, and unparalleled biocompatibility. Pushing beyond the boundaries of conventional methodologies, a new epoch in manufacturing has been heralded by cutting-edge processes such as laser-based AM and LENS.
Specifically, in the realm of biomedical engineering, SLM has emerged as a revolutionary method for forging these avant-garde Ti-based materials. This review meticulously dissects the merits, limitations, and the intricate parameters governing this technique, delving deep into the interplay between these parameters and the end attributes of the assorted Ti-based materials. Notably, while SLM shines for its prowess in crafting components of intricate geometric designs, direct laser deposition approaches—LENS being a prime exemplar—hold the upper hand for tasks requiring functionally graded compositions or restorative measures for impaired parts.
Paramount to the SLM process is the understanding of influential determinants such as laser intensity, scan velocity, layer granularity, and scan spacing. Furthermore, the spotlight is cast on the implications of potential hindrances such as structural defects and the “balling effect” on the final material’s microstructure and mechanical profile. Augmenting this discussion, the importance of optimizing powder blending—where mechanical milling eclipses direct powder blending in fostering homogeneity and minimizing agglomeration—is underscored, especially given its ramifications on processes like LENS.
Synthesizing the insights from this review, it is evident that SLM is not just an architect of complex Ti structures for medical applications, but it also bestows these structures with mechanical and biomedical properties mirroring human bone. However, the SLM technique is not without its challenges. Urgent research endeavors are necessitated to mitigate undesirable SLM-induced effects, such as thermal disparities, latent stress, and surface unevenness, to elevate the dependability of parts forged through SLM. In conclusion, there remains an impending need for exhaustive studies into the corrosion dynamics and fatigue behaviors of Ti artifacts sculpted via SLM.
Footnotes
Authors’ Contributions
M.T.: Conceptualization, methodology, writing—original draft preparation, supervision, and project administration. M.G.M.: Writing—reviewing and editing and visualization. S.H.A.: Writing—reviewing and editing and data curation. A.M.: Writing—reviewing and editing and investigation. M.H.R.: Writing—reviewing and editing and resources. O.A.: Writing—reviewing and editing and formal analysis. D.B.: Writing—reviewing and editing and validation. L.T.: Writing—reviewing and editing and contribution to discussion.
Author Disclosure Statement
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this article.
Funding Information
No funding was received for this article.