
Abstract
Additive manufacturing, particularly 3D-printing, has emerged as a crucial method for creating prototypes and specialized components in various scientific fields. This study investigates the biocompatibility and performance of 3D-printed materials, with focus on cyclic olefin copolymer (COC) in comparison with traditional materials such as polylactic acid (PLA) and COC combined with glass (Glass + COC) inlays. Biocompatibility is especially critical for cell-based research and millifluidic applications, impacting cell culture experiments and the interaction of 3D-printed structures with reactive substances. To investigate material influence, experiments were conducted using rat cardiomyocyte (H9c2) and human embryonal kidney (HEK293) cell lines, with comprehensive assays including lactate, lactate dehydrogenase (LDH), and thiazolyl blue tetrazolium bromide assays assessing metabolic activity, cell stress, and cell viability. Results demonstrated that Glass + COC exhibited increased metabolic activity and cell viability compared with standard polystyrene (PS) culture dishes, with COC and PLA materials showing comparable viability with standard PS dishes, although with slight differences favoring COC. Lactate assays revealed subtle increases in lactate secretion, notably in Glass + COC cultures, suggesting a correlation with cell viability. LDH assays provided insights into potential material-associated toxicity. Microscopy experiments visually confirmed cell growth and distribution within culture vials, using various transparent materials, including PLA foil, COC foil, standard microscope glass slides, and Glass + COC. Furthermore, atomic force microscopy (AFM) examined surface roughness and differences between the upper and lower surfaces of 3D-printed PLA and COC parts, contributing to the understanding of material surface characteristics. In conclusion, this study highlights the biocompatibility of 3D-printed materials for cell-based research, emphasizing the potential of COC and Glass + COC manufactured via 3D-printing for such applications. The interplay among cell viability, metabolic activity, and lactate levels underscores the importance of material selection. Microscopy and AFM analyses enhance the comprehension of cell growth behavior and surface properties, advancing the selection of 3D-printed materials for biocompatible applications.
Introduction
Additive manufacturing has become an effective method for producing prototypes and highly specialized parts in many different fields of science.1–4 Due to its low cost and wide availability, especially material extrusion 3D-printing has a huge impact on prototyping and manufacturing specialized parts.5–7 With the ever-evolving printing techniques, however, the need for specialized raw materials has emerged. One way of achieving the needed properties of 3D-printed objects is the functionalization of the printing material (filament) through additives. Features such as magnetic activity, fluorescence, and electrical conductivity can be achieved with additives being processed into the polymer matrix, the filament, and so the 3D-printed object.8–10 However, also the matrix material itself offers huge potential for possible improvements. Since the text deals exclusively with filament extrusion printing, the term 3D-printing is used analogously.
The flexible and easy-to-apply manufacturing method of fused deposition modeling (FDM) is also of high interest for millifluidic applications due to the capability of easy and fast production of prototypes and functional parts.11–15 The direct contact of chemicals with the 3D-printed part, however, calls for chemical/solvent stability of the used material for not only long-term stability but also purity reasons in the analytic sector.16,17
Especially the two most spread and easiest to process materials, polylactic acid (PLA) and acrylonitrile butadiene styrene, lack these properties. 18
Cyclic olefin copolymer (COC) has been an interesting candidate for applications demanding high-performance polymers in different fields of science. For chemical and biological applications, COC has shown favorable properties such as a high biocompatibility.19–21 Also, this polymer offers a high stability regarding chemicals and polar solvents.21,22 Combined with its optical properties, these characteristics make COC highly favorable for microfluidic applications and applications in general where 3D-printed structures come into contact with reactive substances or the analytes themselves.21,23,24 COC has also shown favorable properties in the biomedical field. The material has been used for different applications, including DNA stretching experiments,25,26 blood/plasma separation, and multilayer-based immunoassays on COC surfaces.27,28 To harness the advantages of 3D-printing and quasi-inert COC, the polymer can be processed using widespread FDM 3D-printers. Thanks to the beneficial optical properties of COC, the first approaches of 3D-printing have been for optical lenses and waveguides.29–31
In general, the biocompatibility of this material is qualitatively described in different data sheets and experiments.32,33 To further investigate and compare the biocompatibility of COC by a measurable quantity, test structures have been fabricated out of PLA, COC solely, and COC with glass inlays (referred as Glass + COC). In terms of the different surface materials, the acceptance of a rat cardiomyocyte cell line (H9c2) and human embryonal kidney cells (HEK293) in cell culture was evaluated. The cell viability of these cells has been monitored by lactate dehydrogenase (LDH) release, lactate secretion, and the use of thiazolyl blue tetrazolium bromide (MTT) assay. Fluorescence microscopy was additionally used to visualize the growth and morphology of cells on fabricated materials.
To gain further insight into the properties of 3D-printed structures and the difference of surfaces depending on their orientation during the print, atomic force microscopy (AFM) images have been obtained of different materials and different surfaces. This is of special interest for 3D-printed vessels used as chemical reactors and for almost any cell applications because cell growth is highly influenced by the cultivating surface conditions.34,35 Hereby the roughness and even more the homogeneity of the surface play a major role in the reproducibility of results.35,36
Materials and Methods
The article does not contain any studies with human or animal subjects performed by any of the authors, thus waived from the IRB approval. All (un-)common abbreviations used within this manuscript are decrypted in Supplementary Table S4.
For 3D-printing, different FDM 3D-printers were utilized. Either an Ultimaker 3 equipped with two advanced extruders (DDG, Bondtech AB, Sweden) or an Ultimaker 5S Pro-Bundle was used. Both 3D-printers were equipped with two hotends/printcores. COC (Creamelt®, OST, Switzerland) has been used on printcore slot 2 (Printcore AA — 0.4 mm, Ultimaker B.V., Netherlands). The COC used for the 3D-printing filament is fabricated by Topas (Topas, Germany) and referred to as 8007S-04. 32 As reference, clear PLA (EasyFil PLA, FormFutura, Netherlands) is used. The 3D-printing settings are presented in Supplementary Table S1.
By printing test vials corresponding to 48-well culture dishes (diameter: 11.05 mm), the biocompatibility of the here introduced 3D-printing material(s) is proven. Four different vial materials used for the bottom and/or the wall of the vials have been compared. Structures of solely the two 3D-printing materials PLA and COC and a hybrid structure with a 3D-printed COC wall and glass bottom (referred as Glass + COC) were compared with commercially available 48-well plates made from polystyrene (PS).
In dependency of the shown experiment, two different types of 3D-printed vials are produced. For most of the here shown experiments, the vial bottom consists of a 3D-printed foil structure or glass coverslips. In case of the microscopy experiments, the vial bottom consists of a commercially casted polymer foil or microscope glass slides. In the following, the basic principle is explained to form liquid proof containers for cell media and cell line experiments.
3D-printed and commercial cell culture dishes
For the cell line experiments (MTT, lactate, LDH assay), pure PLA, COC vials, and Glass + COC vials with embedded glass coverslips (Type #5, D = 20 mm, Menzel Gläser, Germany) were printed to fit the vial format of a 48-well culture dish (Fig. 1).

3D-printed well-alike dishes containing the culture medium using pure COC
For pure COC and PLA vials, first a thin foil was printed on an Ultimaker 5S. By using the flatness of the glass building plate, a smooth inner surface of the 3D-printed vial will be produced. To get a smooth bottom surface on which the cell will grow, the 3D-printed foil was turned around and put into a mount printed on an Ultimaker 3. Then a spiralized hollow cylinder was printed on top to achieve a liquid proof wall structure. This procedure was executed for PLA and COC as building materials. For the vials with glass bottom (Glass + COC vials), a base out of COC was printed such that glass coverslips fit into a 3D-printed mount. The basic printing procedure for the fully printed vials is shown in Figure 2.
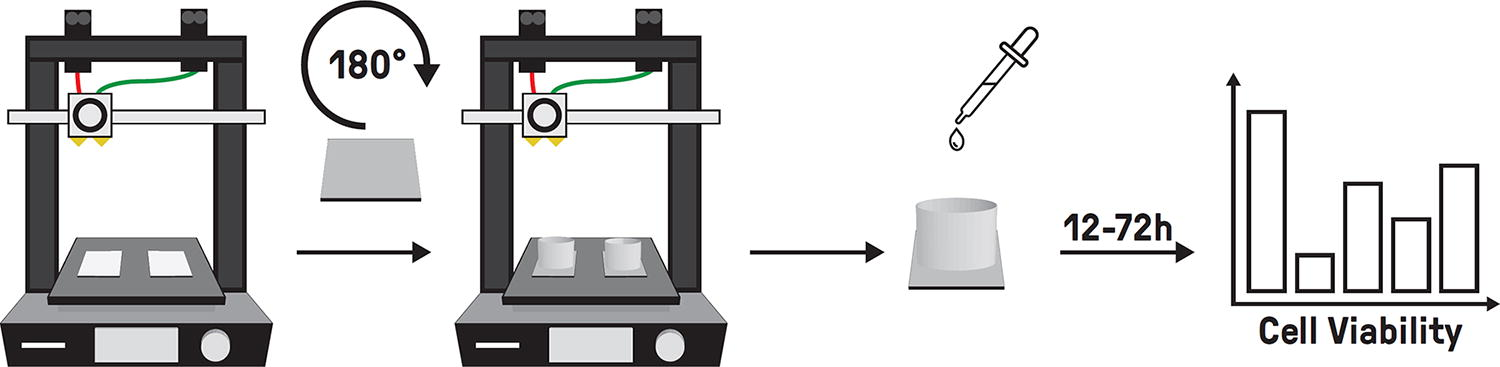
3D-printing procedure of the fully printed test vials (f.l.t.r.). (1) A thin layer is printed directly on to the glass platform of the 3D-printer. (2) The foil is then taken off and flipped with the smooth side facing up. (3) A vial structure is then printed onto the foil to enable a liquid proof container. (4) The vials are then used as commercial test vials to investigate the cell viability of the material and the manufacturing procedure.
As commercial comparison, always standard 48-well culture dishes (83.3923.005, Sarstedt, Germany) made from PS are used. Before cell culture experiments, all vials were disinfected using 80% ethanol (Rotipuran 9065.5, Roth, Germany) for 30 min under a sterile flow bench. To compare the materials and to investigate the manufacturing method of 3D-printing, no surface coatings such as polylysine or fibronectin were used. All materials were compared regarding biocompatibility for two different cell lines as described below. Cell growth on 3D-printed structures was compared with growth on standard PS 48-well culture dishes. H9c2 cells and HEK293 cells were seeded with densities of 20,000 cells per well and 50,000 cells per well, respectively, and grown for up to 72 h at 5% CO2 and 37°C. After 24 h, 48 h, and 72 h, cells were used for an MTT assay, while the supernatant was collected and used for LDH and lactate assays.
Statistics and data visualization
For each of the cell experiments, at least three technical replicates (triplicates) were used and the experimental setup was repeated three times (biological replicates). For comparison, the median of at least three technical replicates was normalized to the median of the control (PS 48-well dishes). In the diagrams, always the arithmetic means of the three independent experimental setups including the standard deviation as error bars are shown.
Cell lines and media
The rat cardiomyocyte cell line H9c2 (CRL-1446™, ATCC, USA) was cultured at 37°C under a humidified atmosphere of 5% CO2 in Dulbecco’s modified Eagle’s medium (DMEM; P04-03596, Pan Biotech, Germany) supplemented with 10% fetal calf serum (FCS; S0115, UK), 100 U/mL penicillin G and 100 μg/mL streptomycin sulfate (P06-07100, Pan Biotech, Germany), and 2 mm l-glutamine (P04-80100, Pan Biotech, Germany). For the culture of HEK293 stably expressing green fluorescent protein-tagged beta2-adrenergic receptors, the medium (DMEM P04-03600, Pan Biotech, Germany) containing 10% FCS, 100 U/mL penicillin G and 100 μg/mL streptomycin sulfate, and 2 mm l-glutamine was additionally supplemented with 200 mg/L geneticin (11811-031, Thermo Fischer Scientific, USA).
Lactate assay
Lactate is produced by conversion of pyruvate, a product of glycolysis, by the enzyme LDH. Increased lactate production is also used as an indicator of cell stress. For the lactate assay, 2.5 mg/mL nicotinamide adenine dinucleotide (NAD; N8535, Merck, Germany) was dissolved in a buffer containing 107 mM of triethanolamine hydrochloride (T1502, Merck, Germany), 10.7 mM ethylenediaminetetraacetic acid disodium salt dihydrate (2216.1000, ChemSolute, Germany), and 41.8 mM MgCl26⋅H2O (131396, Applichem, Germany) (pH 7.5). For visualization, a color buffer containing 1.63 mM phenazine methosulfate (P9625, Sigma-Aldrich, USA), 3.95 mM iodonitrotetrazolium chloride (I8337, Sigma-Aldrich, USA), 35 vol-% ethanol (Rotipuran 9065.5, Roth, Germany), and 2 vol-% Triton X-100 (8059.0250, ChemSolute, Germany) was used. The solutions were combined in a dilution of 1 : 5 (color buffer : NAD-buffer) and supplemented with 1 U/mL LDH. Lactate concentration of the supernatants of the cells was assessed by the addition of 10 μL of supernatant in 90 μL of the reagent mix. After 4 min of incubation in the dark, the reaction was stopped by addition of 50 μL of 1 M HCl, and the absorbance was measured at 490 nm with a microplate reader (Spark 20M, Tecan, Switzerland). Lactate concentrations were determined using a standard curve, and values were normalized to lactate concentrations of the supernatants of cells grown in standard dishes.
LDH assay
LDH activity is used as an indicator for cell stress and toxicity. When cell membranes are damaged or compromised, the cytosolic enzyme LDH is released. For the LDH assay, buffer solution [4 mM iodonitrotetrazolium chloride (I8337, Sigma-Aldrich, USA), 6.4 mM NAD (N8535, Merck, Germany), 320 mM lithium lactate (L2250, Sigma-Aldrich, USA), 150 mM 1-methoxyphenazine methosulfate (M8640, Sigma-Aldrich, USA)] in 0.2 M Tris-HCL (pH 8.2) is prepared and 50 μL is added to 50 μL of supernatant in a 96-well dish. After mixing, the samples are incubated in the dark for 30 min at room temperature (RT). The reaction was stopped using 50 μL of 1 M acetic acid, and absorbance was measured at 490 nm using a microplate reader (Spark 20M, Tecan, Switzerland). Absorbance was normalized to values in the PS standard dish.
MTT assay
The MTT assay [3-(4,5-dimethylthiazol-2-yl)-2,5-diphenyl-tetrazolium bromide, M5655, Sigma-Aldrich, USA] assesses the cell metabolic activity as an indicator of cell viability. For the assay, the cell culture medium was removed and replaced with 0.5 mg/mL MTT dissolved in the respective cell culture medium. After 2 h at 37°C and 5% CO2, the staining solution was discarded and the cells were lysed using 0.1 M HCl diluted in isopropanol (CP41.2, Roth, Germany). For quantification, the cell lysate was transferred to a 96-well dish and absorbance measured at 570 nm, with reference at 650 nm, using a microplate reader (Spark 20M, Tecan, Switzerland). Measured values were normalized to the PS standard dish.
Microscopy
The 3D-printed slides used for the cell viability assays are not transparent and can therefore not be used for microscopy. For microscopy experiments, vials with optical transparent bottoms are produced to visualize the cell densities of the seeded and grown HEK293 and H9c2 cells. Therefore, transparent PLA foil (70191, TAMIY, Japan), COC foil (ZF 14–188, ZEON, Germany), or standard microscope glass slides (76 × 26 × 1 mm, Thermo Scientific, USA) were used as bottoms of the vial structures. On top of those, a cylindrical structure, similar to that previously described, has been printed to again create a liquid proof container. For comparison with laboratory standards, all tests have also been performed with a PS 48-well plate. Cells were cultured for 72 h and fixed with 4% (m/v) paraformaldehyde for 10 min at RT. Hoechst 33258, 1 μg/mL (94403, Sigma, Germany), dissolved in Dulbecco’s phosphate-buffered saline (14190-144, Gibco, Germany) was added for 5 min at RT. A Leica TCS SP8 Digital Light Sheet and confocal microscope were used to visualize the cells by bright-field microscopy and additionally with Hoechst staining (UV-VIS Laser: 448 nm). Images were software-processed with LAS X Version 3.6.0.20104 (Leica, Germany).
Atomic force microscopy
To gain further insight into the surface roughness and the differences between up- and down-facing sides of the 3D-printed part, AFM was conducted on different 3D-printed parts. Slides with a length of 10 mm, width of 5 mm, and thickness of 1 mm were printed using two different materials. PLA was used as well as COC. An AFM (XE100, Park Systems, South Korea) was used to generate four different pictures (two materials from two sides). Each surface was investigated a total of three times, and roughness data were then calculated from these images. The measurements have been performed in true noncontact mode with an AC160TSA Cantilever (Asylum Research, USA) on a 50-by-50-μm square.
Results and Discussion
In biological experiments, the choice of dish material for the culturing of cells is crucial. To investigate the biocompatibility of 3D-printing materials, test structures (beakers, dishes) were made by COC and PLA solely and COC with glass inlets. The dishes were then used for cell culture of two different cell lines. The cell viability was analyzed after 24 h, 48 h, and 72 h. The results were compared with cells cultured on standard PS dishes that are commercially available.
Evaluation of cell viability by the assessment of metabolic cell activity
A so-called MTT assay, which assesses the metabolic activity of cells, was applied for the evaluation of cell viability. 37 As described, the yielded data for the 3D-printed and the commercial PS dishes regarding the MTT assay are shown in Figure 3. The metabolic activity of the cells in the PS dishes is used as reference; therefore, the values for the different 3D-printed structures are normalized to the PS dish values.

Results of the MTT assay showing the relative metabolic activity of H9c2 (white boxes) and HEK293 (gray boxes) cells after 24, 48, or 72 h of cell culture (from left to right) on 3D-printed PLA, COC, and Glass + COC dishes in comparison with standard PS culture dishes as control (red, dashed line). Bars show the arithmetic means of three independent biological replicates, with error bars indicating the standard deviation. MTT, thiazolyl blue tetrazolium bromide; PS, polystyrene.
The metabolic activity of H9c2 and HEK293 cells cultured on Glass + COC was increased compared with standard PS culture dishes for all time points (24 h, 48 h, and 72 h). Within the uncertainty, both cell lines cultured on COC or PLA dishes were at least as viable as those on standard cell culture dishes, whereby COC seems to be slightly more advantageous concerning cell viability compared with PLA. The viability of the cell lines used in this study was highest on glass even though similar values were achieved using pure COC.
Evaluation of cell viability by the assessment of lactate secretion
As another readout for cell viability, lactate levels in the supernatants of the cultured cells were assessed. Lactate is produced by LDH-mediated pyruvate conversion, which can be increased under high metabolic demand. 38 Slight increases of lactate secretion were detected in both cell lines after 48–72 h of cell culture, which was most obvious in the Glass + COC cell culture vials (see Supplementary Fig. S1). Thus, the increase in lactate levels seems to correlate with the cell viability observed using the MTT assay. To evaluate whether cell stress is the cause of increased release of lactate, cell stress was further assessed by LDH secretion. LDH is a cytosolic enzyme, which is released from the cells after cell damage. 39 As seen in Supplementary Figure S2, none of the materials led to an increase in LDH secretion in HEK293 or H9c2 cells up to 72 h of culture compared with the standard PS dishes. This suggests that all materials are well tolerated by these cell lines, and the slight increase in lactate levels is rather due to the increase in cell viability assessed by MTT assay.
Assessment of cell structure
To also visualize the cultured cells, well-alike dishes with transparent bottoms were generated using PLA foil with printed PLA walls, COC foil with 3D-printed COC walls, and glass microscope slides with printed COC walls. The cells were fixed after 72 h of cell culture and the cell nuclei stained with Hoechst 33258 solution. Representative pictures of the cell nuclei of HEK293 and H9c2 cells are shown in Figure 4. In addition, representative bright-field images are given in the Supplementary Material (Supplementary Fig. S3 and Supplementary Fig. S4), showing a high cell density in standard PS culture dishes but also on 3D-printed Glass + COC and pure COC dishes and a slightly lower cell density when cultured on PLA dishes. In this study, the cellular morphology was comparable for all conditions. The experiments suggest a favorable cell environment for all 3D-printed dishes, especially for pure COC, compared with commonly used PS culture dishes. They even provide similar favorable cell culture conditions as Glass + COC dishes. The high cell toleration on glass is already known in literature. 39

Microscopic images for 3D-printed pure COC and PLA, Glass + COC, and commercially available PS dishes after 72 h of cell growth for H9c2 and HEK cell lines. Cell nuclei were stained with Hoechst. Pictures are taken at 10× magnitude. Scale bar: 300 µM.
Atomic force microscopy
AFM images of the structures by using two different materials each with two surface finishes (smooth and rough surface) are shown in Figure 5. The smooth surface was created by directly printing the material onto the glass surface (build plate); the rough surface is formed on the topmost printed layer. Additional information of the images and the surface properties can be found in Supplementary Table S2.

AFM images of two different materials each with two different orientations: top surface (facing upward) and bottom surface (facing glass plate). The square width of the pictures is 50 nm. As additional information, the RMS roughness in nanometers is given for each picture. AFM, atomic force microscopy; RMS, root mean square.
In the AFM pictures of the glass build plate-facing sides of the prints (bottom layer), deviations are seen that can be interpreted as nanoscale scratches on the glass platform, which are then imprinted on the polymer during the print. These smooth surfaces show a root mean square (RMS) ranging from 2.62 nm to 11.04 nm.
The upward-facing sides (top layer) of the 3D-prints show no patterns since the material of the topmost layer can flow freely and is not bound by any surface until it cools down and solidifies. This, however, gives a much rougher surface with an RMS ranging from 97.11 nm to 328.19 nm. Additional information about the surface roughness is given in Supplementary Table S2.
AFM images were obtained for six samples per material and surface type. The RMS values of these measurements can be found in Supplementary Table S3.
This investigation shows that the orientation during the print influences the surface roughness; in terms of RMS, a deviation of two orders of magnitudes can be observed. For cell cultivation, this can be of great interest due to the surface-dependent cell growth and adhesion. Concerning this, not only is the overall surface area of interest but also the reproducibility of this. Therefore, it should be kept in mind when creating vessels for biological experiments that the surfaces should be as smooth as possible. A simple method to achieve this is by flipping a 3D-printed foil so that the side originally facing the smooth glass surface is now facing upward, thereby creating a smooth bottom for the 3D-printed well.
Conclusions and Outlook
In conclusion, this study has shown the biocompatibility of 3D-printed materials, particularly COC and Glass + COC structures. Using this novel (polymer) material results in superior cell viability and metabolic activity when compared with conventional PS well dishes. These findings signify a notable advancement in the field of materials science and hold the potential to transform various applications within chemical and biological laboratories, as well as in small-scale production processes. With these findings, not only does COC prove to be a well-suited material for experiments in which the polymer comes in direct contact with living cells, but also the manufacturing method of 3D-printing proves to be well fitting. Test vessels can therefore easily be 3D-printed uniquely in small quantities. Even specialized forms only being realized by 3D-printing may be possible, for example, to investigate the spatial activities of cells.
Looking forward, several options for further exploration and development emerge. First and foremost, optimizing the fabrication processes and design of 3D-printed COC structures is a priority. This involves fine-tuning the printing parameters and geometries to achieve the best possible outcomes in terms of biocompatibility and structural integrity.
Moreover, it is essential to conduct extensive real-world testing to assess the long-term stability and scalability of COC-based materials in practical laboratory and production settings. This will help to bridge the gap between laboratory research and industrial application.
In addition, there is potential for enhancing the functionality of COC-based 3D-printed components through the incorporation of specialized additives. These additives could impart additional features, such as enhanced chemical resistance or specific surface properties, broadening the scope of applications even further.
Overall, this study lays a solid foundation for future endeavors aimed at harnessing the capabilities of COC and other advanced materials in the realm of 3D-printing. These efforts promise to drive innovation, efficiency, and sustainability across a wide spectrum of scientific and industrial domains.
Footnotes
Acknowledgments
Hannes Raschke and Dr. Roland Hergenröder are acknowledged for their support concerning (atomic force) microscopy issues. The financial support from the Ministerium für Kultur und Wissenschaft des Landes Nordrhein-Westfalen and the Berliner Senatsverwaltung für Wissenschaft, Gesundheit, Pflege und Gleichstellung (SenWFGGP) is acknowledged gratefully.
Authors’ Contributions
S.H.: Conceptualization, investigation, validation, visualization, and writing—original draft. S.D.: Investigation, validation, visualization, and writing—original draft. M.A.: Investigation, validation, and writing—original draft. A.S.: Conceptualization, investigation, and writing—original editing. K.L.: Resources, project administration, and writing—review and editing. D.S.: Resources, project administration, and writing—review and editing. J.F.: Resources, funding acquisition, project administration, and writing—review and editing. S.B.: Conceptualization, methodology, investigation, supervision, project administration, and writing—original draft.
Data Availability Statement
The raw/processed data required to reproduce these findings cannot be shared at this time, as the data also form part of an ongoing study. Nevertheless, those data may be made available retroactively from the corresponding author upon reasonable request.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The study was supported by the