
Abstract
Shells, a type of food waste, present a notable challenge in achieving high-value applications in the environmental sector owing to their complex compositions, limited recycling applications, and the environmental impact of improper disposal. This study conducts a comparative analysis of the mechanical properties of five types of natural shells: veined red snail, mussel, oyster, scallop, and green willow clam. Shell powders and polylactic acid (PLA) were used as the inorganic and organic components of shells, respectively. The laser sintering mechanism for forming these components was explored, resulting in the fabrication of five biomimetic shells. Results showed that the flexural strength decreased in the order of veined red snail > mussel > scallop > green willow clam > oyster. The flexural strength values of laser-sintered specimens made from five shell powder/PLA composites corresponded closely to those of their respective shells, with values of 8.6, 8.1, 7.6, 6.9, and 6.1 MPa. These values exceeded those of pure PLA specimens. Furthermore, the compressive load capacity of 3D-printed biomimetic veined red snail parts, 3D-printed biomimetic mussel parts, 3D-printed oyster parts, 3D-printed biomimetic scallop parts, and 3D-printed biomimetic green willow clam parts reached 76.69%, 19.10%, 5.57 times, 26.66%, and 70.46%, of the load capacities of the natural shell counterparts, respectively.
Introduction
With continuous advancements in composite material research and the expanding exploration scope of the biomimetic field, shells have received widespread attention owing to their unique “brick-mud” structure and natural organic affinity. While studying the biomimetic structures of shells, Mincen Wan et al. 1 drew inspiration from conch shells, beetle exoskeletons, and pearl layers to prepare three biomimetic composite material plates: Bio-S, Bio-B, and Bio-N. They demonstrated that the Bio-S composite material had superior impact resistance than other biomimetic composite materials and monolithic boards. Martin et al. 2 coated ceramic materials, such as alumina, with iron oxide, incorporated them into polymers, and subsequently printed the resulting composite using ultraviolet light. Bobo Wang et al. 3 prepared a novel Kuwa biomimetic shell pearl multilayer film using a DC dual-target magnetron co-deposition method, which exhibited superior mechanical properties than films with the same composition prepared via other methods. Zmak et al. 4 used shell powder to prepare composite materials and demonstrated that shell powder incorporation improved the material’s Vickers hardness and compressive strength. Li et al. 5 studied the filling modification effect of oyster shell powder on polypropylene and demonstrated that the oyster shell powder had a reinforcing effect on polypropylene, which was 11.1% higher than pure polypropylene. Moustafa et al. 6 compared the effects of shell powder and a commercial calcium carbonate filler on the mechanical properties, thermal stability, and flame retardance of ABS resin through experiments. The results showed that the shell powder dispersed better than the calcium carbonate filler in the ABS matrix, improving tensile strength. Lin et al. 7 used succinic acid to modify the scallop shell powder surface and applied the resulting powder to prepare polypropylene composite materials. The experimental results showed that the modified shell powder reinforced and toughened the polypropylene material.
The skeleton of marine soft shells is formed by the secretion of organic macromolecules from the mantle to regulate the formation of inorganic minerals. This process is also known as biomineralization or extracellular calcification. Its structure is primarily divided into seven types: columnar pearly, sheet-like pearly, leaf-like, prismatic, cross-laminated, complex cross-laminated, and homogeneous structures. 8 Laser sintering technology is an advanced manufacturing technique that falls under the powder bed fusion formation process and works on the principle of “dispersion stacking” to yield 3D entities via layer-by-layer sintering and stacking. Its formation process is similar to the shellfish microstructure.9,10
With the explosive research and application of additive manufacturing (AM) technology in recent years, a new biomass material polylactic acid (PLA) has gradually gained attention in the AM field. PLA materials are widely used as raw materials for fused deposition modeling in AM technology applications. 11 For example, IN Pinto et al. 12 produced PLA fibers containing oxidized graphene and amino-functionalized oxidized graphene through melt extrusion and used these fibers to print 3D networks. Kui Wang et al. 13 studied three PLA matrix materials—PLA, PLA Mate, PLA Ma, and PLA-ST—each with different mechanical properties. Pand Yro et al. 14 explored the chemical composition and thermal, electrical, and antibacterial properties of PLA/MWCNT nanocomposites and demonstrated that MWCNT increased PLA-based material strength. Rasoul Bakhshi et al. 15 added magnesium particles to a PLA matrix, yielding a composite material with interconnected porous structures and a generally uniform distribution of magnesium particles. The results showed that adding magnesium particles to the PLA matrix improved the mechanical, physical, chemical, and biological properties of PLA.
This study draws inspiration from the composition and structure of natural shells, utilizing shell powder as the inorganic component and PLA as the organic component for replicating shell structures. By employing selective laser sintering (SLS) technology, we successfully fabricated biomimetic shell models. This approach combines natural design principles with advanced manufacturing techniques, integrating environmental sustainability and resource recycling concepts. The resulting method opens new market opportunities for 3D printing, particularly for creating customized decorative items, artworks, and architectural components. This study offers valuable insights into the interdisciplinary fusion of bionics, materials science, environmental technology, and 3D printing.
Experimental Methods
Main instruments
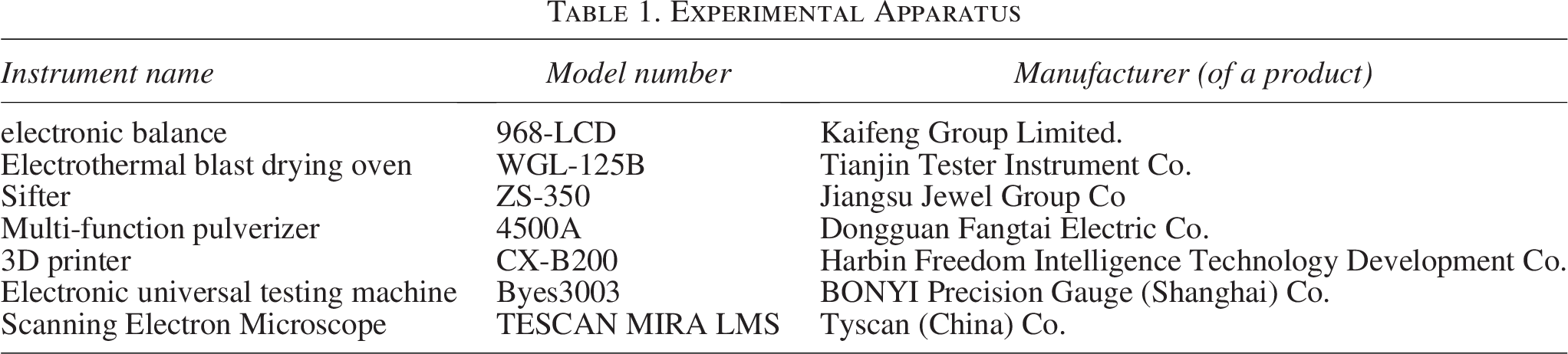
The experimental apparatus utilized in this study included a drying oven, a 3D printer, and a universal testing machine. The specific parameters are listed in Table 1.
Experimental Apparatus
Preparation of bending strength test samples for common mollusks
Veined red snail
This study selected matured veined red snail specimens sourced from Dalian (Fig. 1a). The snail shell is slightly pear-shaped, with a height of 95–105 mm. Two sampling methods employed were (1) parallel to and (2) perpendicular to the spiral lines.

Methods of selecting specimens for bending strength testing of five shellfish species:
Mussel
Matured mussel specimens were chosen from Guangdong (Fig. 1b). They have a shell length of 60–70 mm. Two sampling methods utilized were (1) parallel to and (2) perpendicular to the growth lines.
Oysters
Matured oyster specimens were collected from Sanya (Fig. 1c). As two shells differed, the left shell was selected. The shell is irregularly elongated, with hard and thick texture and a length of 110–120 mm. Two sampling methods used were (1) parallel to and (2) perpendicular to the growth lines.
Scallops
Matured scallops were chosen from Dalian (Fig. 1d). The shell is relatively large and nearly circular, with a length of 80–90 mm. Two sampling methods employed were (1) parallel to and (2) perpendicular to the radial ribs.
Green willow clam
Matured green willow clam was sourced from Dandong (Fig. 1e). It is nearly oval, with a shell length of 25–30 mm. Two sampling methods utilized were (1) parallel to and (2) perpendicular to the growth line direction.
Bending strength testing of shells
For the bending strength testing of natural shells and laser-sintered samples, testing was performed using the electronic universal testing machine at room temperature, and each test was repeated at least five times to ensure experimental stability and accuracy. For natural shells, testing was conducted at a constant displacement rate of 0.1 mm/min, while for laser-sintered samples, it was performed at 1 mm/min. For natural shells, the span was set to 20.0 mm and width to 4.0 mm; meanwhile, the span was set to 60.0 mm for laser-sintered samples. The sample thickness for natural shells and width and thickness for laser-sintered samples were maintained at their original dimensions.
Preparation of shell powder/PLA blends
The laser sintering process for the veined red snail powder/PLA composite powder was optimized via a response surface methodology in the early stage, and the optimal amount of shell powder was 15 wt%. 16 The preparation process for the five types of shell powder/PLA composite powder is shown in Figure 2.
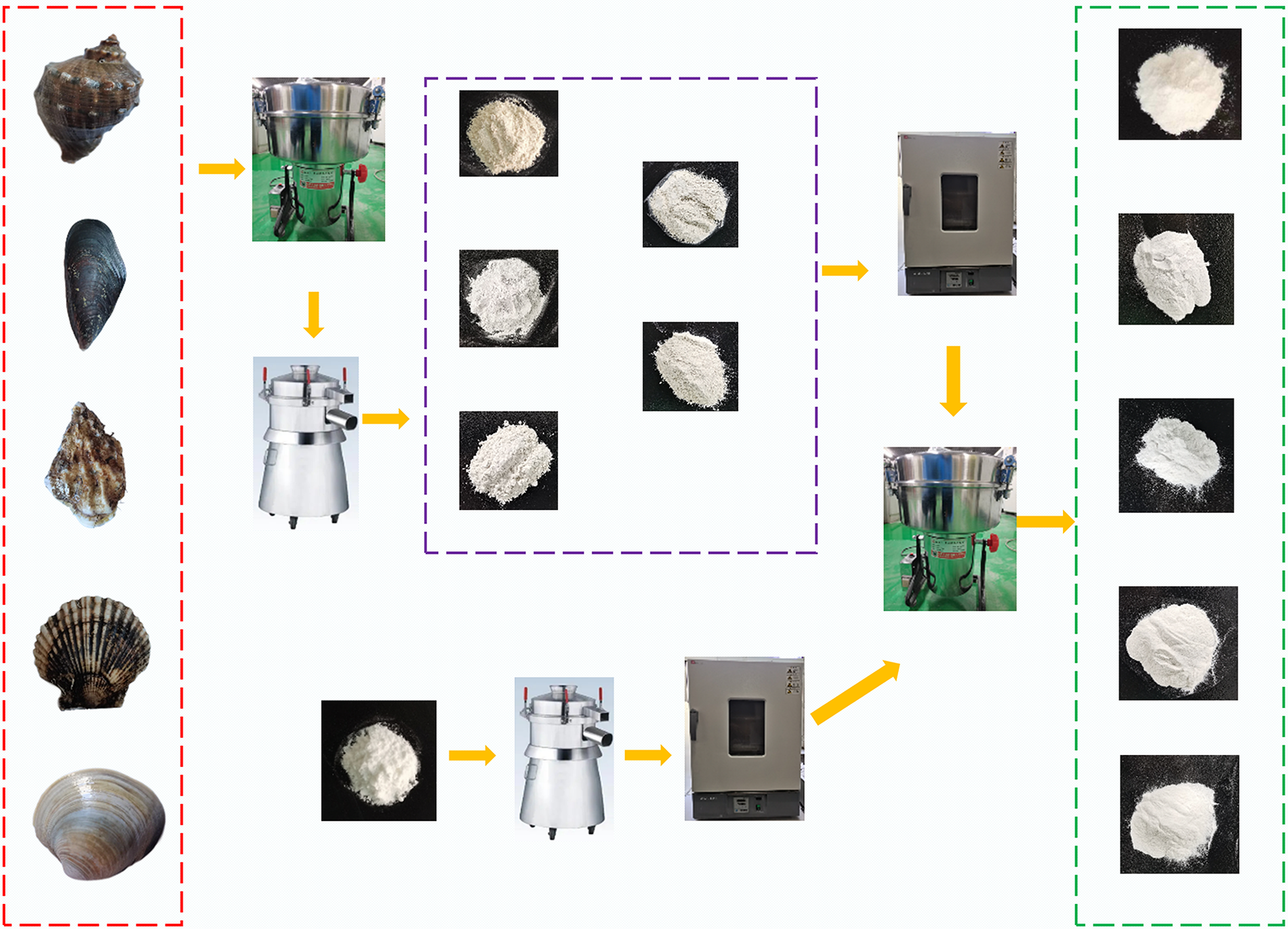
Process flow of shell/PLA composite powder preparation. PLA, polylactic acid.
The purchased PLA material was placed on a ZS-350 vortex oscillating sieve for multiple screenings to remove PLA powder with a particle size exceeding 200 µm. The remaining PLA powder was set aside for later use.
The purchased shells—sea snails, green mussels, oysters, scallops, and clams—were steamed for 10 min in a manner typical for consumption. After removing meat, the shells were washed and allowed to air-dry naturally. The dried shells were then pulverized using a grinder to obtain the respective powder, which was subsequently screened multiple times using the ZS-350 vortex oscillating sieve to remove particles exceeding 200 µm. The remaining powder was set aside for further use.
The screened shell and PLA powders were each dried in a temperature-controlled chamber at 60°C for 6 h. The powders were stirred every 2 h to ensure even heating.
The dried shell and PLA powders were mixed in a specific mass ratio, with the shell powder content set at 15 wt%, using an SHR-50A high-speed mixer.
The mixed powders having five formulations were then rescreened using the ZS-350 vortex oscillating sieve to remove any agglomerated particles exceeding 200 µm.
The prepared shell powder/PLA blends were sealed in bags and stored to prevent moisture absorption.
Laser sintering process
Laser sintering samples were produced using an SLS-type 3D printer (Harbin Free Wisdom Technology Development Co., Ltd.). A single-factor experiment was conducted to evaluate the influence of four process parameters—laser power, scanning speed, scanning spacing, and layer thickness—on the bending strength of the veined red snail powder/PLA composite materials. The laser power was 11–15 W; scanning speed was 0.6–1.4 m/s, scanning spacing was 0.1–0.3 mm, and layer thickness was 0.15–0.35 mm. The laser sintering process is illustrated in Figure 3.

The laser sintering processing.
Modeling of various shell types
A shell surface comprises irregular curves, rendering conventional modeling methods inadequate for accurately generating models required for laser sintering. This study used 3Dmax to conduct a 1:1 modeling of natural red snail, and the shrinkage rate of the aspect ratio between the printed model and actual object was 1.53%. Additionally, 3D scanning was employed to create models of natural shells, including mussels, oysters, scallops, and green willow clams. The shrinkage rate of the aspect ratio between each model and the actual object was <3%. The modeling process is illustrated in Figure 4.
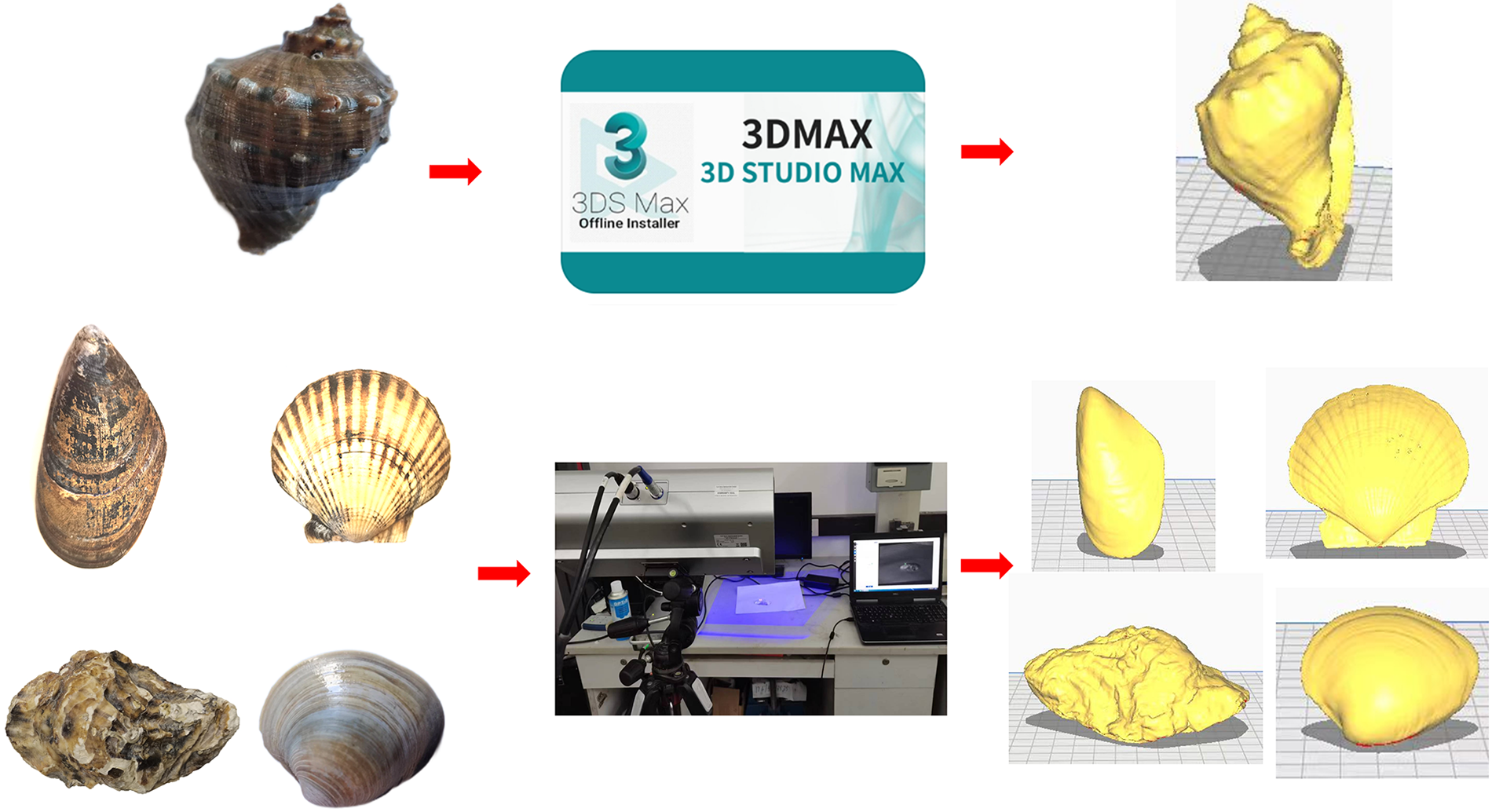
Shell modeling process.
Compression resistance testing of various shells and biomimetic shells
According to the National Plastic Tensile Testing Standard GB1040.1-2006, compression resistance testing was conducted using the electronic universal testing machine at a constant displacement rate of 1 mm/min at room temperature. The samples were tested in their original dimensions without any pretreatment. Because natural shells comprised multiple layers, they exhibited multiple peaks. Conversely, 3D-printed biomimetic shells produced using laser sintering technology displayed only a single peak. For comparative analysis, the highest peak value among multiple peaks was taken as the maximum compression load of shells, and the corresponding displacement was considered the maximum compression deformation displacement of the shell.
Results and Discussion
Bending strength test results
Figure 5 presents the bending strength test results for the five common types of shellfish, measured parallel and perpendicular to the shell orientation. The figure clearly shows that the bending strength of the shells is substantially influenced by the sampling direction. This study primarily utilized shell powder for laser sintering, so the bending strength values for various shells were averaged in the parallel and perpendicular directions. Comparing the bending strengths of different shells reveals the following decreasing order of the strength: veined red snail > mussel > scallop > green willow clam > oyster (Table 2).
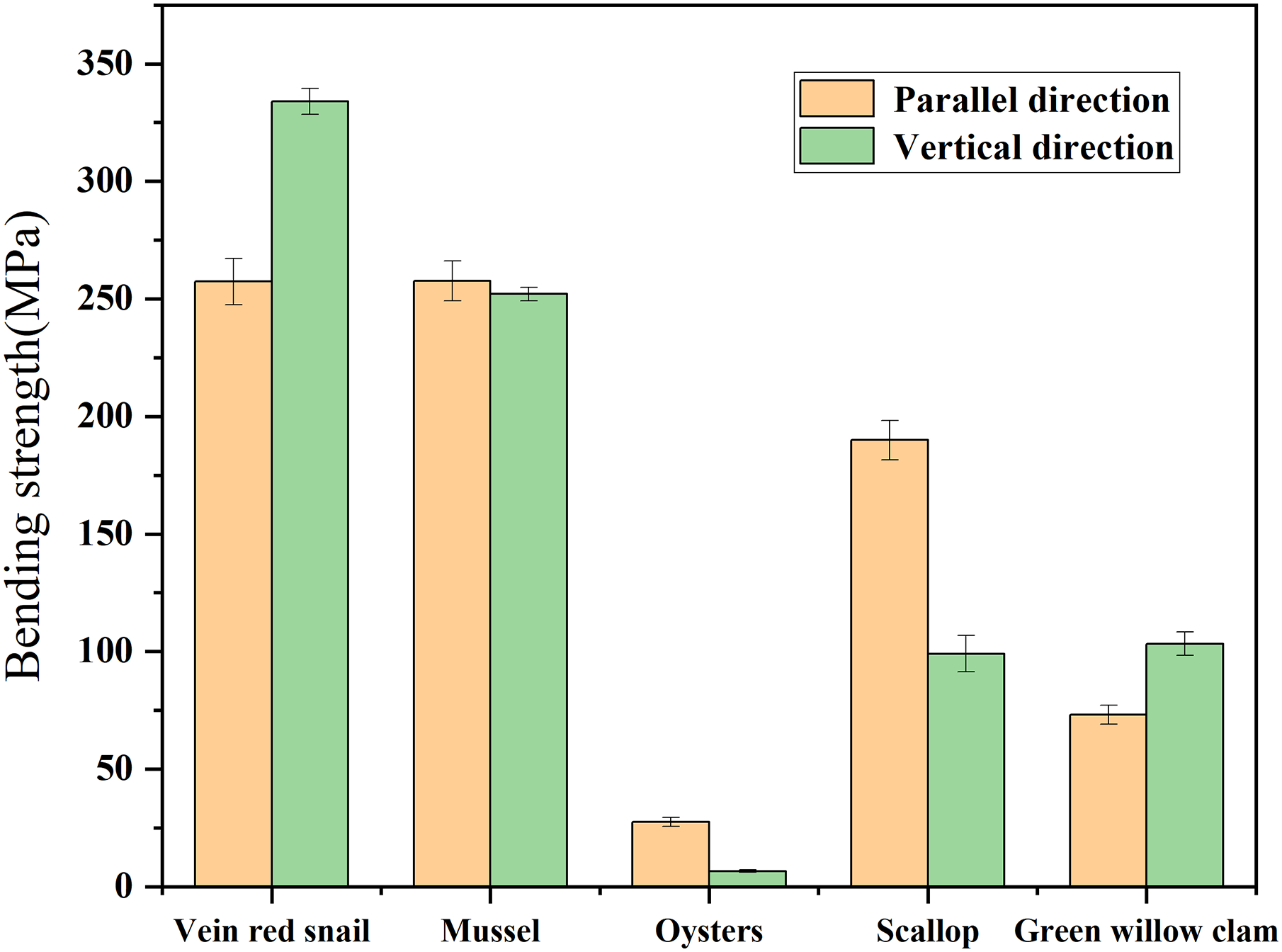
Bending strength test results of five shells in parallel and perpendicular directions.
Mean Values of Bending Strength of Various Types of Shells

Fracture morphology of shells
Figure 6 shows the fracture morphology of the five common shells in the market. Veined red snail exhibits a leaf-like structure and very regular pattern (Fig. 6a), consistent with the description by XM Tian et al. 17 Mussel has a leaf-like structure, large volume size, and very regular pattern (Fig. 6b), corroborating the description by Yu Ting Jiang et al. 18 Oysters exhibit a complex cross-laminated structure with an irregular arrangement and large pores (Fig. 6c), consistent with the description by Liu Ziyang et al. 19 Scallop demonstrates a cross-layered structure comprising brick wall—like stacked pieces (Fig. 6d), agreeing with the description by Daohai Chen et al. 20 Green willow clam presents a cross-laminated structure, with clusters of inclined structures resembling undulating irregular “mountains” (Fig. 6e), consistent with the description by Daohai Chen et al. 20
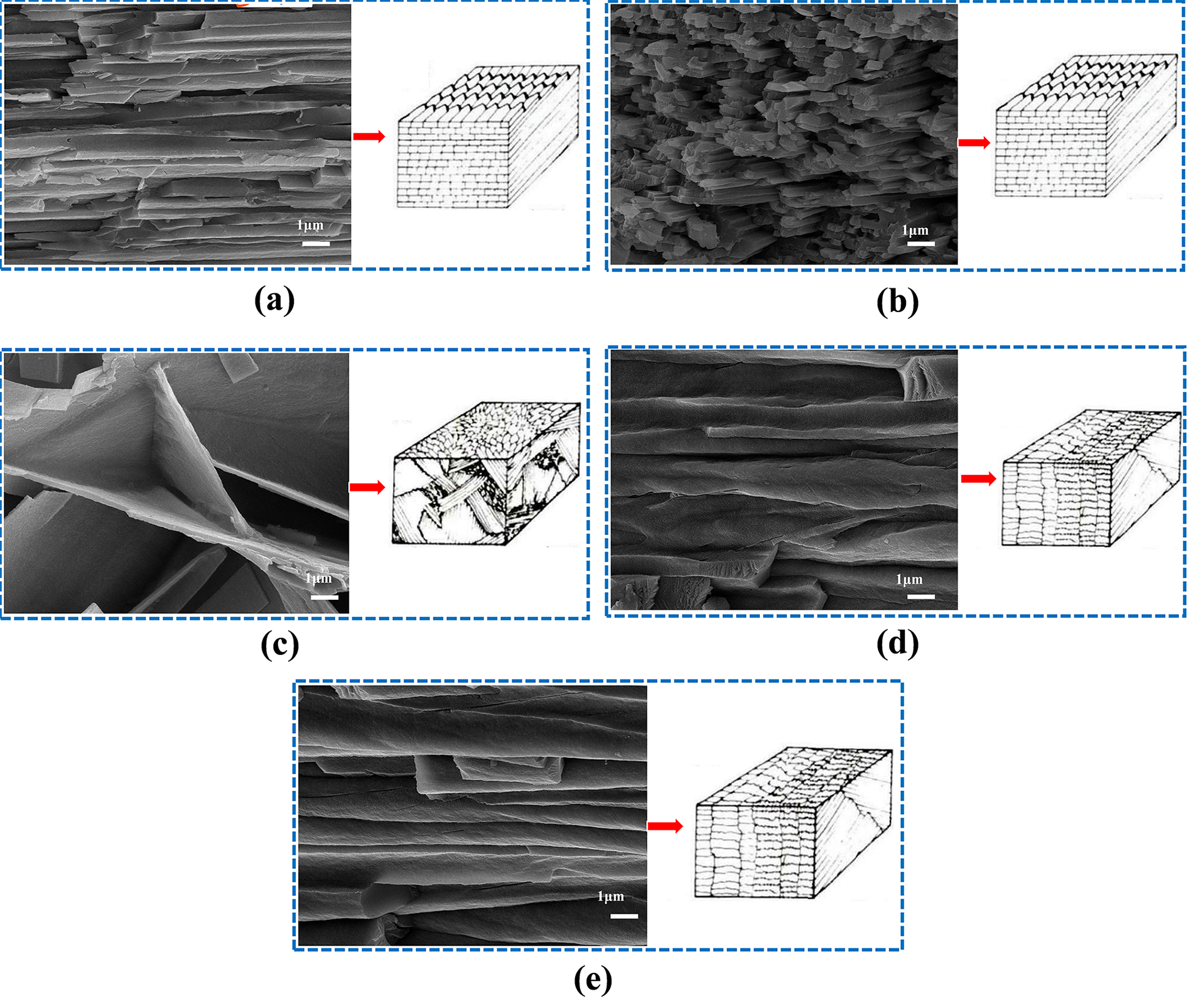
Fracture morphology of five shellfish species:
Single-factor experimental results of laser sintering of veined red snail powder/PLA composite powder
Figure 7 depicts the effects of the single-factor laser power, scanning rate, scanning spacing, and layer thickness on the bending strength of the laser-sintered parts made from the veined red snail powder/PLA composite powder. The bending strength of these laser-sintered parts shows a significant increase, followed by a decrease with changes in the laser power, scanning rate, scanning spacing, and layer thickness (Fig. 7a-d). The maximum values are observed at a laser power of 13W, a scanning rate of 1 m/s, a scanning spacing of 0.15 mm, and a layer thickness of 0.2 mm (7.83, 8.03, 8.41, and 8.11 MPa, respectively). The reasons for these observations are as follows: in the initial stage of increasing laser power, the energy of the powder bed increases, causing the PLA powder to fully melt, reduce pores, increase density, and increase bending strength. When the power exceeds 13W, strength decreases due to excessive melting or ablation, causing structural looseness. When the scanning rate is <1 m/s, a prolonged laser action on the powder bed increases the size and volume of the workpiece as well as decreases density. When the scanning rate >1 m/s, a reduced laser action time leads to the insufficient melting of the powder and weakened the interfacial bonding. When the scanning distance is <0.15 mm, the laser action point is dense, causing local excessive sintering and an uneven structure. When it >0.15 mm, the action point is loose, causing the powder to not fully melt and weakening the interface bonding. When the layer thickness is <0.2 mm, the uneven distribution of the laser energy affects the sintering effect. Meanwhile, when it >0.2 mm, the energy of the interlayer bonding part decreases, the powder cannot fully melt, the interlayer bonding becomes poor, and even delamination occurs, decreasing bending strength.

Comparison of bending strength in shell/PLA composite laser-sintered parts
Figure 8 shows the SLS-assisted sintering of shell powder/PLA composite materials, i.e., veined red snail, mussel, oyster, scallop, and green willow clam powders combined with PLA. The sintered parts exhibit clear surface profiles, are easy to clean, and possess good dimensional accuracy.
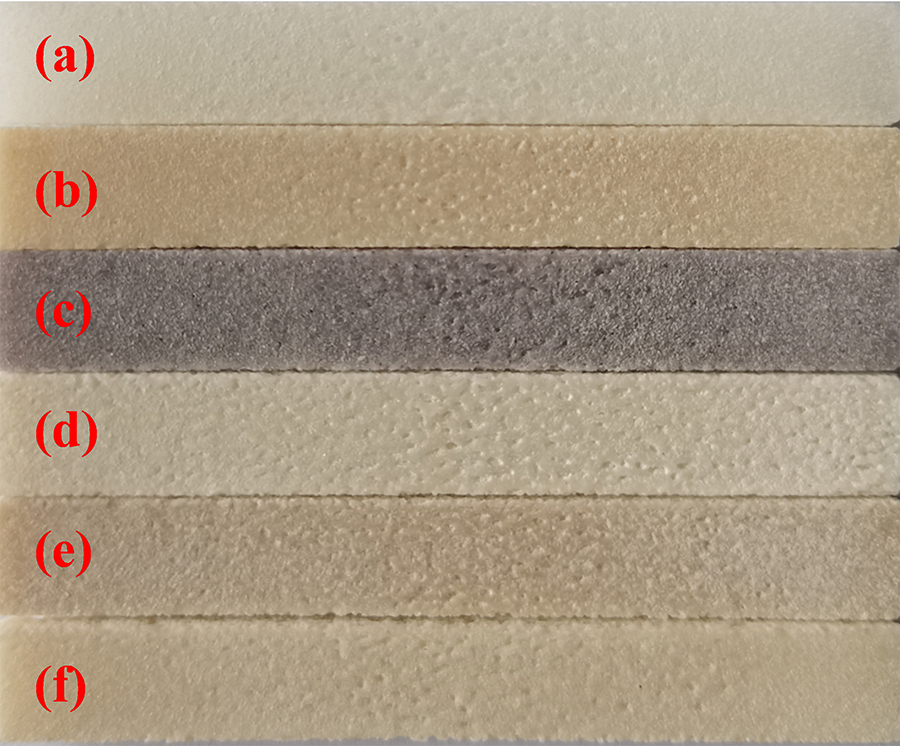
Pure PLA, veined red snail powder/PLA composite powder, Mussel powder/PLA composite powder, Oysters powder/PLA composite powder, Scallop powder/PLA composite powder, and Green willow clam powder/PLA composite powder specimens.
The bending strength of the laser-sintered parts made from various shell powder/PLA composites is illustrated in Figure 9. The bending strength of these laser-sintered parts follows the order of veined red snail powder parts (8.6 MPa) > mussel powder parts (8.1 MPa) > scallop powder parts (7.6 MPa) > green willow clam powder parts (6.9 MPa) > oysters powder parts (6.1 MPa). This sequence corresponds directly to the bending strength of the respective shell powders, indicating that the bending strength of shell powder/PLA composite laser-sintered parts is closely related to the mechanical properties of the respective shell powders. Furthermore, Figure 8 shows that the bending strength values of all shell powder/PLA composite laser-sintered parts exceed those of the pure PLA powder parts. This suggests that adding shell powders enhances the mechanical properties of the parts. Organic materials in the shell powders may have effectively promoted the formation of “bridges” between the shell powder and PLA, allowing the shell powder to transmit stress and bear loads.
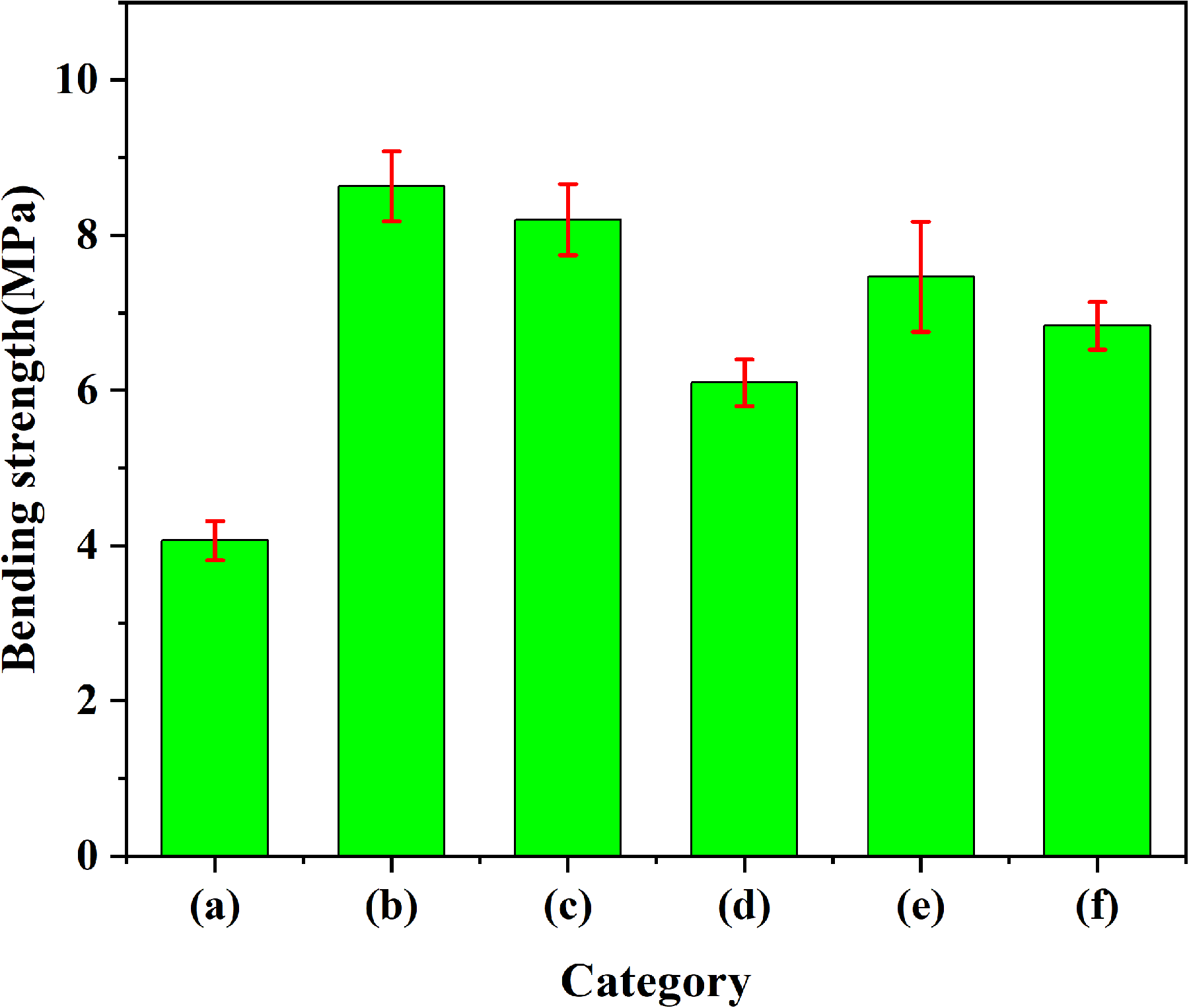
Bending strength of specimens made from Pure PLA, veined red snail powder/PLA composite powder, Mussel powder/PLA composite powder, Oysters powder/PLA composite powder, Scallop powder/PLA composite powder, and Green willow clam powder/PLA composite powder.
The bending sections of the pure PLA laser-sintered parts and laser-sintered parts containing various types of shell powders were characterized using scanning electron microscopy (SEM). The results obtained at a magnification of 200× are shown in Figure 10. In all cases, the shell powders are evenly distributed in the PLA powder. Figure 10a shows the cross-section of a pure PLA laser-sintered component, which is relatively smooth. Figure 10b depicts the laser-sintered part with added veined red snail powder featuring a rough cross-section. At 500× magnification, it exhibits a cross-layered structure, similar to the original microstructure of pulse red snail. Figure 10c displays the laser-sintered part with the added mussel powder. The cross-section is relatively rough, and at 500× magnification, the protruding fracture part presents a cross-laminated structure. Figure 10d shows the laser-sintered part of the oyster powder, demonstrating a rough cross-section. At 500× magnification, a cross-layered structure is also observed, probably due to the loose microstructure of the oyster powder. Figure 10e displays the laser-sintered part with the added scallop powder, exhibiting a relatively rough cross-section. At 500× magnification, the protruding part demonstrates a cross-layered structure. Figure 10f depicts the laser-sintered part with the added green willow clam powder, which has a relatively rough cross-section. At 500× magnification, the protruding part presents a cross-layered structure.
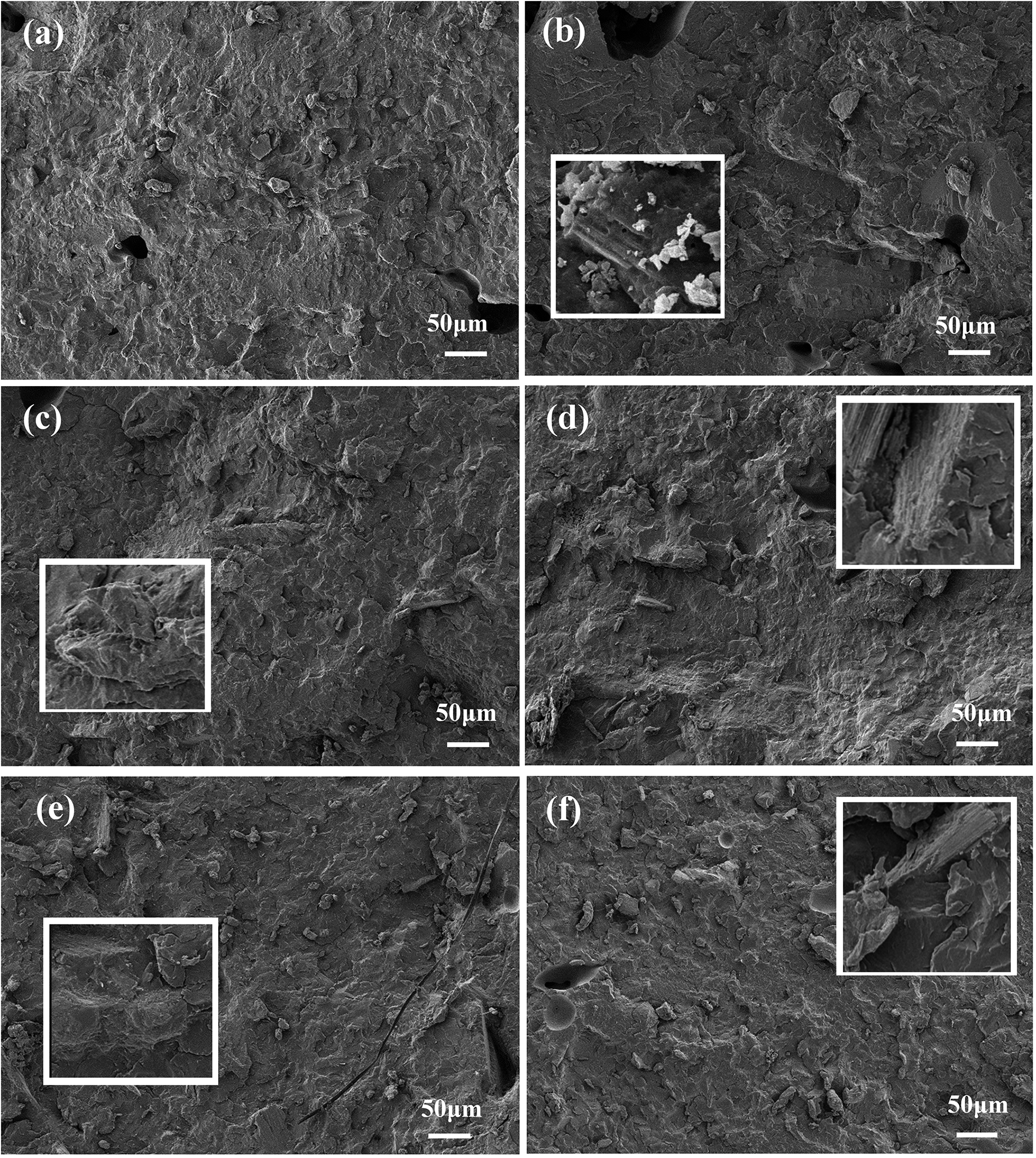
SEM images:
In summary, the shell powders are well dispersed in the PLA matrix owing to a strong interfacial interaction between the shell powder and polymer matrix. 21 The bridging effect of coupling agents enhances shell powder–PLA adhesion. When subjected to impact, stress transfer points are formed, effectively transmitting stress. In addition, the shell powders exhibit a layered structure, with organic matter connecting the layers. When this layered structure is impacted, the interlayer structure is destroyed. With a damaged interlayer structure, composite materials absorb a large amount of impact energy, thereby increasing their impact strength. The synergistic effect of these two mechanisms enhances the pressure resistance of biomimetic shells.
Comparative analysis of biomimetic shells and natural shells
The laser-sintered biomimetic specimens and their corresponding real shells were compared for veined red snail, mussel, oyster, scallop, and green willow clam Figure 11. The forming accuracy of shell powder/PLA composite materials is relatively high, exhibiting good surface quality. In addition, the texture of biomimetic shells closely resembles the growth lines observed in natural shells. The shrinkage rate of the aspect ratio between various biomimetic parts and physical objects is <3%, indicating high molding accuracy: the shrinkage rate of the aspect ratio between the biomimetic veined red snail parts and physical objects is 2.14%; that of the aspect ratio between the biomimetic jade mussel parts and actual object is 1.86%; between the biomimetic oyster powder and actual product is 2.77%; between the biomimetic scallop parts and actual object is 2.06%; and between the biomimetic green willow clam parts and actual object is 1.87%.
The relationship between the compressive load and deformation for various bionic and natural shells is illustrated in FIG. 12. FIG. 12.a-e shows the compressive load and deformation relationship for veined red snail, mussel, oyster, scallop, and natural green willow clam and their 3D-printed bionic counterparts, respectively. Maximum compressive loads for a veined red snail, mussel, oyster, scallop, and natural green willow clam are 783.86, 209.60, 86.20, 283.3, and 222.38 N, with maximum deformation displacements of 1.10, 0.50, 0.56, 2.14, and 0.23 mm, respectively. Meanwhile, their 3D-printed counterparts have maximum compressive loads of 601.17, 40.02, 479.05, 75.53, and 156.7 N and maximum deformation displacements of 0.60, 0.35, 1.57, 2.22, 0.41 mm, achieving 76.69%, 19.10%, 5.57 times, 26.66%, 70.46% of the load capacity of the corresponding natural shells, respectively.

Comparative image of laser-sintered biomimetic shell and natural shells.
In summary, the compressive performance of most biomimetic shells reaches over 70% of that of natural shells, indicating the role of the arched macroscopic structure of shells in improving the overall compressive performance of materials.
Conclusion
This study investigates the performance of biomimetic composite materials fabricated using laser sintering technology. Initially, five types of natural shells were subjected to flexural strength testing and SEM characterization. Subsequently, various shell powder/PLA composite powders were prepared using mechanical mixing, with shell powders incorporated at a concentration of 15 wt%. These composites were then sintered using laser sintering technology, and their flexural strengths and SEM characteristics were evaluated. Finally, 3D models of the five shell types were created using the 3MAX software and a 3D scanner, biomimetic shell parts were produced through laser sintering, and their compressive strengths were estimated. The following results are obtained from this study.
The flexural strengths of the five shells, from highest to lowest, are as follows: veined red snail (277.77 MPa) > mussel (253.43 MPa) > scallop (146.09 MPa) > green willow clam (88.21 MPa) > oyster (17.12 MPa). The flexural strength of laser-sintered parts made from different shell powder/PLA composites correlates closely with those of the corresponding shell powders. The flexural strengths of the laser-sintered parts for the veined red snail powder/PLA composite, mussel powder/PLA composite, scallop powder/PLA composite, green willow clam powder/PLA composite, and oyster powder/PLA composite are 8.6, 8.1, 7.6, 6.9, and 6.1 MPa, respectively. All these values exceed the flexural strength of the pure PLA part, with the veined red snail powder/PLA composite being 2.09 times stronger than the pure PLA. The compressive strength of 3D biomimetic shells is closely related to the macrostructure of the respective natural shells. The prepared 3D biomimetic shells exhibit the following compressive loads relative to their originals: veined red snail: 76.69%, mussel: 19.10%, oyster: 5.57 times, scallop: 26.66%, and green willow clam: 70.46%.
Thus, the use of laser sintering technology to fabricate shell powder/PLA biomimetic parts has promising prospects. As shell powder is a renewable resource with abundant availability and low cost, converting shells into 3D printing materials not only facilitates waste recycling but also reduces environmental pollution, fostering innovation and development in 3D printing technology and expanding their applications across various fields. In addition, laser sintering technology enables the creation of complex structures, and the sintering process bears resemblance to the layered structure of shells, providing novel insights for research in the field of biomimetic shells.
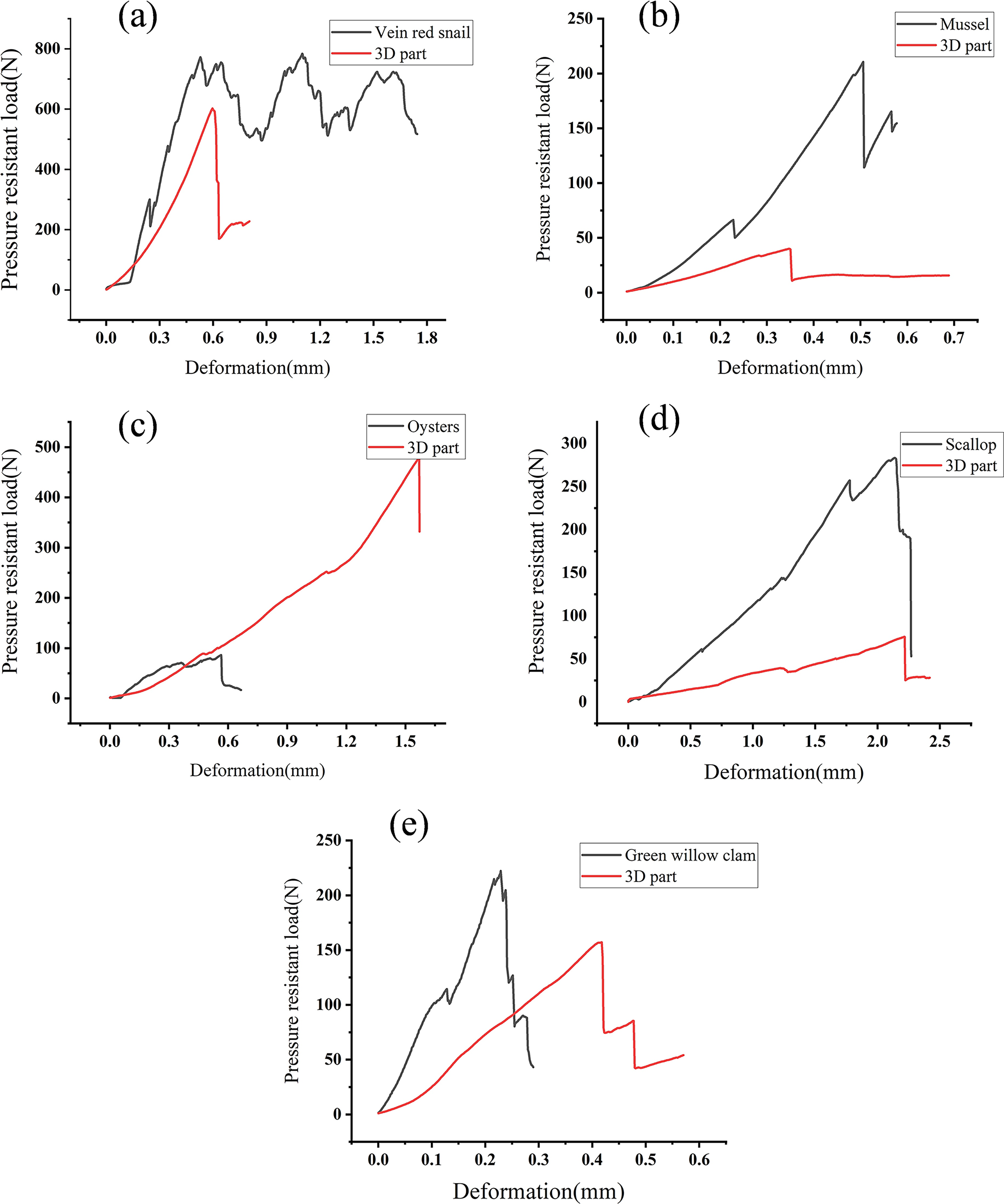
The relationship between the compressive load and deformation of various biomimetic shells and natural shells with overall curved surfaces.
Footnotes
Acknowledgment
The authors want to thank Northeast Forestry University and Harbin Vocational and Technical University for helpful discussions on topics related to this work.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research was partially supported by the National Natural Science Foundation of China (China): 52375314.
Authors' Contributions
L.S. contributed to Conceptualization (lead), Methodology (supporting), Validation (equal), Writing—Original Draft (lead), and Writing—Review & Editing (equal). J.L. was responsible for Resources (lead) and Supervision (supporting). H.Z. contributed to Conceptualization (supporting), Investigation (lead), Formal Analysis (lead), Data Curation (equal), and Writing—Review & Editing (equal). T.L. was responsible for Data Curation (equal) and Writing—Review & Editing (equal).