
Abstract
The current pharmaceutical manufacturing scenario involves different techniques for the processing of materials. For example, the extraction unit is one of the essential aspects of plant-based pharmaceuticals. Recently, various kinds of extraction techniques have been used for analytical and preparative scales; among them, a supercritical fluid extractor (SCFE) is the most widely used technique for extraction. It is used for an extensive range of crude drugs and can be possible with the help of SCFE by varying temperature/pressure. Notably, it uses carbon dioxide (CO2) for extraction instead of other solvents. Simultaneously, lyophilization is an important technique used at different processing steps along with other methods. In lyophilization, CO2 is used as a cooling agent in the shelves of lyophilized equipment. It behaves as a supercritical fluid at critical pressure (Pc) of 72.7 atm and critical temperature (Tc) of 31°C. Considering the criteria mentioned earlier, there is a possibility that liquid CO2 or supercritical carbon dioxide (SC-CO2) can be used as a cooling agent in a lyophilizer and extraction solvent in SCFE. This review presents a brief outline for the possible validation parameters of the proposed novel processor; that is, SCFE/Dryer combo instrument containing Design Qualification, Installation Qualification, Operational Qualification, and Performance Qualification.
INTRODUCTION
Extraction is the process of separating components from plant-based materials. Many researchers are extracting the numerous target compounds contained in plants by using various extraction strategies in small-scale and commercial-scale research. 1 Many plant components, including the leaves, stem, fruits, flowers, seeds, and roots, extract natural secondary metabolites and bioactive compounds. 2,3 The demand for these substances has increased due to their perception as natural and safe for use in various industries, including cosmetics, food, feed, agriculture, and medicines. 3,4 Numerous health-promoting properties of bioactive compounds have been discovered in humans and animals, including antibacterial, antimicrobial, anti-inflammatory, antiaging, and anticancer effects. 4 –6
Traditional processes for extracting bioactive compounds such as essential oils, carotenoids, fatty acids, phenolic acids, and flavonoids include steam distillation, solvent extraction, Soxhlet extraction, pressing method, and hydrodistillation. However, these processes have some drawbacks, such as being too time-consuming, requiring excessive amounts of organic solvents, losing some volatile compounds, degrading thermolabile compounds, and having the potential to leave toxic solvent residues in the extract. As a result, green chemistry extraction techniques have recently been developed to use less energy and solvent, process materials faster, and use environment-friendly solvents instead of traditional ones.
According to Chemat et al., “Greener technologies are extraction approaches based on the identification and development of extraction procedures which will reduce energy consumption, permit the use of solvent alternatives, renewable natural materials, and provide a safe and high-quality extract/product.” 7 Supercritical fluid extractor (SCFE) could be categorized as a sustainable alternative to conventional extraction methods. 8,9 Researchers have shown several benefits of SCFE over conventional methods. 8,10 Supercritical fluid technology, especially through a green solvent such as supercritical carbon dioxide (SC-CO2), has suggested many applications in various topics. Some of these include essential and seed oil extraction, 11 –18 solubility of drugs and dyes, 19 –29 particle formation, 30 –34 impregnation, 35,36 polymer synthesis, 37,38 etc.
Since carbon dioxide (CO2) is chemically inert, inexpensive, easy to produce, separable from extracts, nontoxic, and a solvent approved for use in food, its advantages as a solvent have attracted particular attention in SCFE. 10,39 SC-CO2 is a nonpolar solvent often used in SCFE because of its gaseous and liquid-like properties, low critical temperature (Tc) and pressure, selectivity, and ability to extract heat-sensitive compounds. Large molecules and polar chemicals must be extracted with a cosolvent, such as ethanol, methanol, or water, to boost the extraction yield. Small molecules and low-polarity compounds can also be easily dissolved in SC-CO2. The temperature and pressure should be monitored throughout SCFE because any change impacts the entire process. 3,9
The elimination of water during SC-CO2 drying depends on water dissolving in the SC-CO2, not on sublimation or vaporization. 39 The structure of the dried substance is retained because of these gas–liquid characteristics of SC-CO2. Surface tension effects at the vapor–liquid interfaces can cause the solid structure to collapse in traditional airdrying processes; however, these issues do not exist in SC-CO2 drying. 3,40
Hence, this article focuses on the working of supercritical fluid extraction, the use of SC-CO2 in the dryer process, and the full model validation. This article will also emphasize the SCFE method for extracting natural chemicals from plant materials, including flavonoids, essential oils, seed oils, carotenoids, and fatty acids.
SUPERCRITICAL FLUID
When a substance is heated and pressurized above its Tc and critical pressure (Pc), it becomes a noncondensing, single-phase fluid. After this, the material displays several common physicochemical traits of gases or liquids, notably high density, moderate diffusivity, and low viscosity and surface tension. This is known as the supercritical region, as shown in Figures 1 and 2. 41 Between a gas and a liquid, a supercritical fluid is a dense fluid with interesting characteristics.

Phase diagram of water. 42
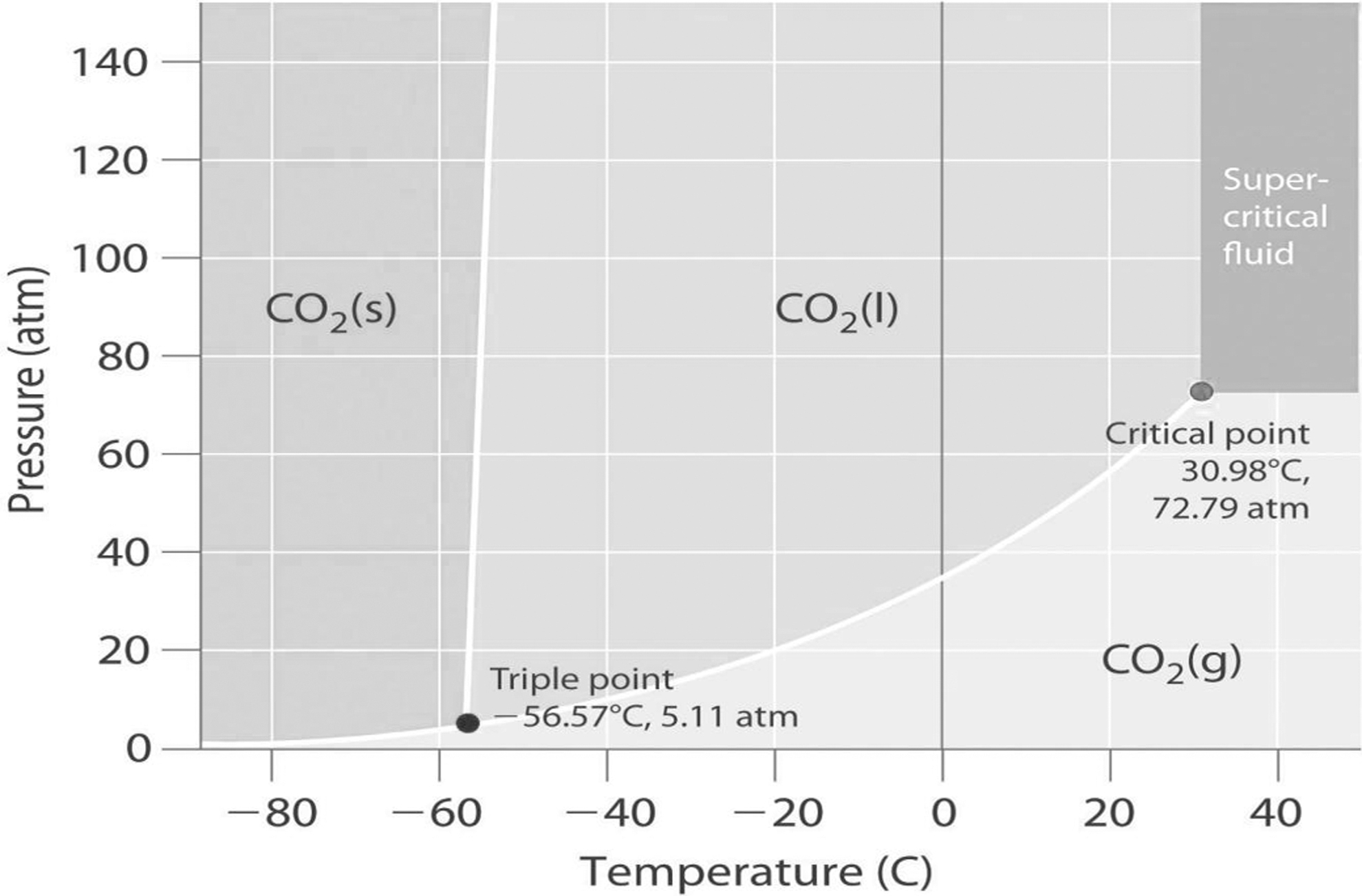
Phase diagram of CO2. 42
At pressures and temperatures over its critical point, it becomes fluid. While its density is closer to that of a liquid, it has the viscosity and diffusivity of a gas. So, with improved mass transfer kinetics, a supercritical fluid can function as a solvent similar to a liquid. Extraction is a contact equilibrium separation process in which a solid substance containing an interesting solute is brought into contact with a liquid solvent, time is given for the equilibrium to be reached and the target component to be transferred from the solid phase to the liquid phase. Then, the solid and liquid phases are physically separated. The same holds for liquid-to-liquid extractions. 41
SUPERCRITICAL EXTRACTION
A promising alternative to traditional thermal pasteurization of bioactive compounds in food and medicine, 43 SC-CO2 technology uses pressure and CO2 to kill microorganisms without affecting the nutritional value or organoleptic qualities. 44 The target compound's solubility drives any extraction procedure in the chosen solvent, which depends on how the solvent and solute interact. SCFE has emerged as a superior alternative technique for extracting bioactive species from natural products since it accelerates the extraction process, utilizes fewer organic solvents, is suited for materials sensitive to heat, creates cleaner extracts, and is environmentally friendly. 45
The foundation of SCFE is based on the solvating qualities of supercritical fluid, which can be produced by using pressure and temperature above a compound, mixture, or element's critical point. The extractability of supercritical fluid can also be altered by properly manipulating SCFE parameters, allowing this technology to find applications in various fields, including food and pesticide research. Although CO2 is the preferred extraction solvent (for extracting nonpolar compounds), SC-CO2 can increase its polarity by adding a miscible polar modifier, such as ethanol. 46 The SCFE process involves selectivity. Therefore, the extracts produced using this process have a low concentration of undesirable chemicals. 47 In addition, after depressurization, SC-CO2 turns into a gaseous phase and is simple to remove from a flow system. 48
CO2 as SCFE
Supercritical fluid extraction is now considered a viable alternative to conventional extraction methods for obtaining bioactive compounds. The supercritical state of the solvents results in intermediate physical–chemical properties between a liquid and a gas, increasing the solvent's ability to extract. These fluids have a strong solvation power due to their high density, while their high diffusion and low viscosity values provide them the appropriate penetration power in the solid matrix. 49 A large variety of substances can be employed as solvents in this approach, and the choice of super critical fluids is crucial for developing an SCFE process. 50 Despite the fact that a variety of materials, including ethylene, methane, nitrogen, xenon, or fluorocarbons, may be used as SCFs, the majority of separation systems use CO2 due to its low cost and safety. 51
Since it is nontoxic, nonflammable, noncorrosive, and easy to handle, SC-CO2 is commonly utilized as supercritical fluid for extraction. This allows supercritical operation at low pressures and close to room temperature to be cheap, easily accessible, and highly pure in large quantities. 52 To preserve the bioactive compound's therapeutic or functional qualities and to assure minimal modification of those substances, CO2 has been described as the best solvent system for extraction. 53 Because it can solubilize lipophilic compounds, is nonexplosive, nontoxic, cheap, and can be easily removed from the finished goods, SC-CO2 is a desirable substitute for organic solvents. 54 –56 Another benefit is that gaseous CO2 at room temperature and pressure allows for solvent-free extracts and simplifies chemical recovery. This chemical is “generally recognized as safe” (GRAS) by the EFSA and Food and Drug Administration (FDA).
A solute's capacity to dissolve in SC-CO2 depends on several factors, including temperature, pressure, and CO2 density. When pressure increases, the density of SC-CO2 becomes more liquid like, increasing the chance of solute and solvent interactions and, eventually, solubility. On the contrary, raising the temperature reduces SC-CO2 density while also raising the solute's vapor pressure. The change in solubility is determined by the overall impact of these two conflicting forces. The decrease in SC-CO2 density is more pronounced at low pressures near the critical point, where an increase in temperature causes a decrease in solubility.
In contrast, at higher pressures, where the density drop is relatively small, the vapor pressure effect takes over and causes an increase in solubility. The well-known crossover behavior of the solubility isotherms results from these transitions. The molecular weight, polarity, and vapor pressure of the solute also affect its solubility in SC-CO2. As well as solute–solvent interactions, such as hydrogen bonding, solute–solute interactions can have an impact on a substance's solubility in SC-CO2. The solubility of nonpolar components is higher than that of polar components with a similar molecular weight because CO2 is a nonpolar substance. A solute's solubility in the supercritical fluid diminishes with increasing molecular size.
Therefore, nonpolar solutes with low molecular weight and high vapor pressure solubilize in SC-CO2 under relatively low-density circumstances. In contrast, bigger, slightly polar, and less volatile solutes require higher density conditions. A key benefit of the SC-CO2 extraction technology is that selectivity is achieved by altering the temperature and pressure, which reduces the need for additional refining. A polar cosolvent, a modifier or entrainer, can be added to the supercritical solvent to change its polarity if the target chemical is polar.
In addition to the solvent, the cosolvent can interact with the solute through hydrogen bonding, the development of charge transfer complexes, and dipole–dipole coupling. This interaction increases the density of the solvent mixture, which has a beneficial effect on solubility. Because ethanol is regarded as a GRAS solvent for food processing, it has traditionally been the cosolvent of choice for food applications. 57 For quick SCF separations of polar molecules, many research teams have adopted this kind of gradient with a hold at the highest modifier component. 58
Extraction Parameters
The physicochemical characteristics of a supercritical fluid directly affect its applicability. High solubility and selectivity are provided to the supercritical fluid by the high-density values in combination with the pressure-dependent solvent power. Apart from that, the low viscosity and intermediate diffusivity values of these fluids, together with their absence of surface tension, allow them to easily enter the sample matrix's cells and particles and extract the inside substance. 59,60 These qualities make the extraction and deactivation of vegetative cells easier.
When a substance is in its liquid state, characterized by P > Pc and T > Tc, identical effects can be obtained to those of the supercritical state. The pretreatment of plant material, particle size, temperature, pressure, time, solvent flow rate, and solvent-to-feed ratio are all factors that must be considered in SCFE, much like in traditional extraction processes. 61 The yield and recovery of the desired components, measured in terms of extraction efficiency, are factors. In contrast to recovery, which is the proportion of the targeted component initially present in the feed material and recovered in the extract, yield is the quantity of total extract collected per unit mass of starting feed material. 62 A schematic representation of the working of SCFE is displayed in Figure 3.

Working diagram of SCFE. SCFE, supercritical fluid extractor.
Equipment Validation of SCFE
Design qualification
Design qualification (DQ) makes certain that the end user's point is considered during the design process.
Installation qualification
It ensures that the customer's facility supplies the equipment in the ideal environment. The three frequent installation qualification (IQ) checks are to observe if the equipment has enough room space in the facility, and is linked to the relevant utilities, and has the requisite software installed. 63
Equipment installation checked by technicians includes the following: connectivity of equipment to other devices or system
64
; conforms to the qualification plans and protocol
65
; makes a plan for future calibration, maintenance, and cleaning; consider each component of equipment
65
; keep a record of all equipment information, including model number, serial number, spare parts, date of installation, and related papers and certificates.
Operational qualification
Operational qualification (OQ) based on IQ.
The technician operates equipment and checks if
the equipment performs as required by the user, especially at the extreme operating times 65 and in accordance with the stated operational flow 64 ;
every piece of equipment works properly;
technicians are properly trained to use the machinery;
finalized and approved standard operating procedures;
every result is recorded.
Performance qualification
It determines whether the system or piece of equipment regularly meets design requirements when under load. All the paperwork required for performance verification is produced by technicians.
FREEZE DRYING
The process of drying manufactured solid dosages of pharmaceutical compounds that are susceptible to physical and chemical deterioration in the liquid state is known as freeze drying, often referred to as lyophilization. The three-step lyophilization procedure involves freezing, primary drying, and secondary drying. In the first process, solutes are left in the interstitial spaces after water is transformed into ice crystals and creates a frozen matrix. The second stage of the process involves the sublimation of iced water in a vacuum medium and at a low temperature.
Desorption at relatively high temperatures is used in the third and last step to get rid of any remaining unfrozen water. Successful lyophilization yields lyophilized product that are devoid of physical defects with little moisture contents. The lyophilization process must also generate medicines with consistent quality features within and between batches, as well as across a wide range of important process variables as shown in Figure 4. Because of the intricate nature of the lyophilization process and the interactions among varied product and processing parameters, the development, scale-up, and validation of a reliable lyophilization process necessitate an in-depth knowledge of both the product and processing conditions along with the capabilities of the lyophilization system.
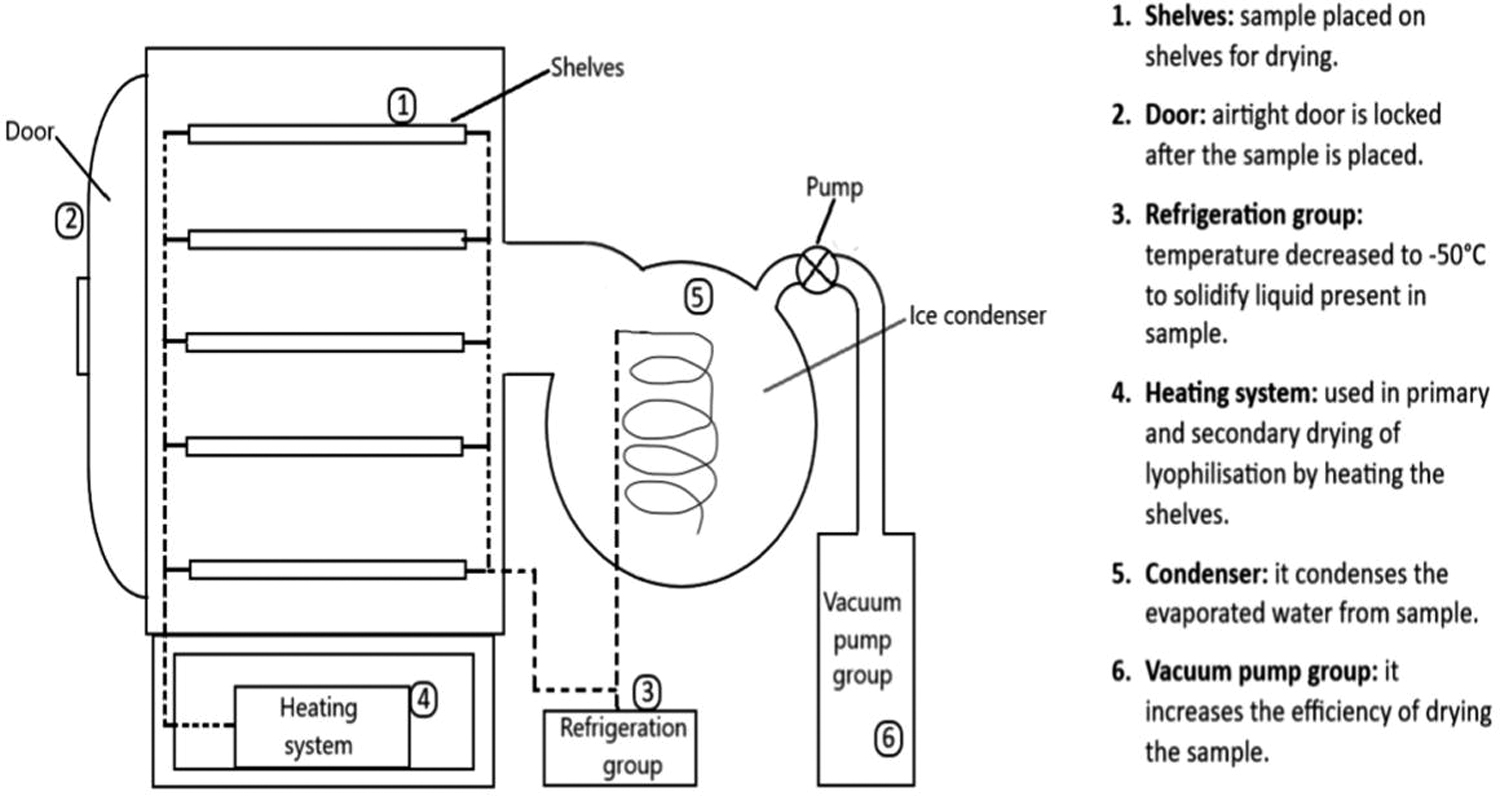
Working diagram of lyophilizer.
The pharmaceutical process validation processes are created in accordance with the industry recommendations from the U.S. FDA. The goal of the lyophilization process validation is to show that the product's critical quality attributes are homogeneous within any given batch, and that they are reproducible across batches. This is done to ensure that the drug product's quality, safety, and efficacy are constant and, therefore, suitable for commercial distribution. 66
Validation of Lyophilizer
DQ (stage 1)
The validation process was used for pharmaceutical lyophilization at stage 1, process design and modeling, to boost the effectiveness of stages 2 and 3. Particularly, modeling applications and the procedure for creating design spaces specific to products and machinery were demonstrated. The value of modeling is demonstrated through illustrative case studies. The outlined activities are meant to advance process comprehension and set the stage for stages 2 and 3, which are detailed below.
Performance qualification (stage 2)
After the first stage is finished, the designed process needs to be assessed to see if it can be produced in a repeatable manner at a commercial scale. Stage 2 of the lyophilization process intends to certify the operation of the lyophilization process, along with the loading and unloading methods, as well as the lyophilization equipment, including all relevant utilities, process analytical technology, and controls.
Qualification of the Lyophilization Equipment
A number of functional tests are performed as part of the lyophilizer qualification process to ensure that the equipment and utility systems function in accordance with the process specifications throughout all expected operating ranges. Normally, after installation and commissioning, this testing is carried out as part of IQ/OQ.
Several of the qualification testing required for lyophilization model development and scale-up, such as measuring the vial heat transfer coefficient and computing the equipment capability curve, are often excluded from IQ/OQ testing. Before beginning the lyophilization process qualification, such tests can be carried out, or values obtained through computational modeling can be used in their place. Also, like all multiple-use equipment, cleaning, and sterilization-in-place procedures must be qualified.
Lyophilization Process Performance Qualification
To develop a commercial manufacturing lyophilization process, the performance qualification (PQ) strategy must be founded on a strong scientific reason and utilize the cumulative data from all pertinent research. To ensure quality consistency both inside and across batches, PQ batches should entail more sampling, testing, and examination of the process performance than regular commercial batches. The regulatory agencies are normally informed in advance of the PQ runs to obtain their input before execution, and the runs are carried out in accordance with a defined protocol. The protocols must contain the validation plan for each manufacturing unit operation that precedes and follows lyophilization in the process track.
The primary package configuration (such as vial type and volume, stopcock type, and fill height), the ranges of the lyophilization processing parameters (such as shelf temperature, drying chamber pressure, and compressor temperature), and the process data to be collected should all be specified in the protocol. The sampling design, acceptability criteria for release testing, in-process characterization (such as remaining moisture content and headspace oxygen), and details of the statistical methods to be used for analyzing the processing data and analyzing samples must all be included in the protocol. Details of the models used should also be included if computational modeling is utilized to support the selection of the runs' size and design as well as the accompanying testing schedules.
After the protocol has received internal and external regulatory approval and if the PQ results satisfy all acceptance criteria, the product is authorized for commercial production and release. After carefully reviewing the data obtained from the PQ runs, a comprehensive report is written to record protocol execution, data analysis, and process variances and nonconformance, and the PQ's findings. Moreover, the validation of every unit operation, including but not restricted to lyophilization, should be cleared and successful.
Continued process verification (stage 3)
The lyophilization process is continually monitored during the production of the following commercial batches as the third and final stage of process validation to ensure that the process stays within the established operating parameters that would produce consistent product quality. This is accomplished by setting up a continuous process to gather and examine data on the final drug product, the incoming raw materials, and the process data that are thought to be important to product quality. Both acceptable qualitative techniques and sound statistical methods should be used in the data collection and analysis.
In addition, to make sure that the process performance stays within the certified parameters, the lyophilization equipment should have periodic certification done. Equipment certification or requalification is typically only done “per reason.” Calibration checks, for instance, are performed based on performance rather than ongoing process verification management. Qualification is carried out as part of IQ/OQ and not after every PQ run. Requalifications are therefore carried out in accordance with the site validation master plan and the change management processes. If qualifications are not performed, an explanation should be given. Figure 5 shows the recommended best practices for lyophilization validation. 67,68
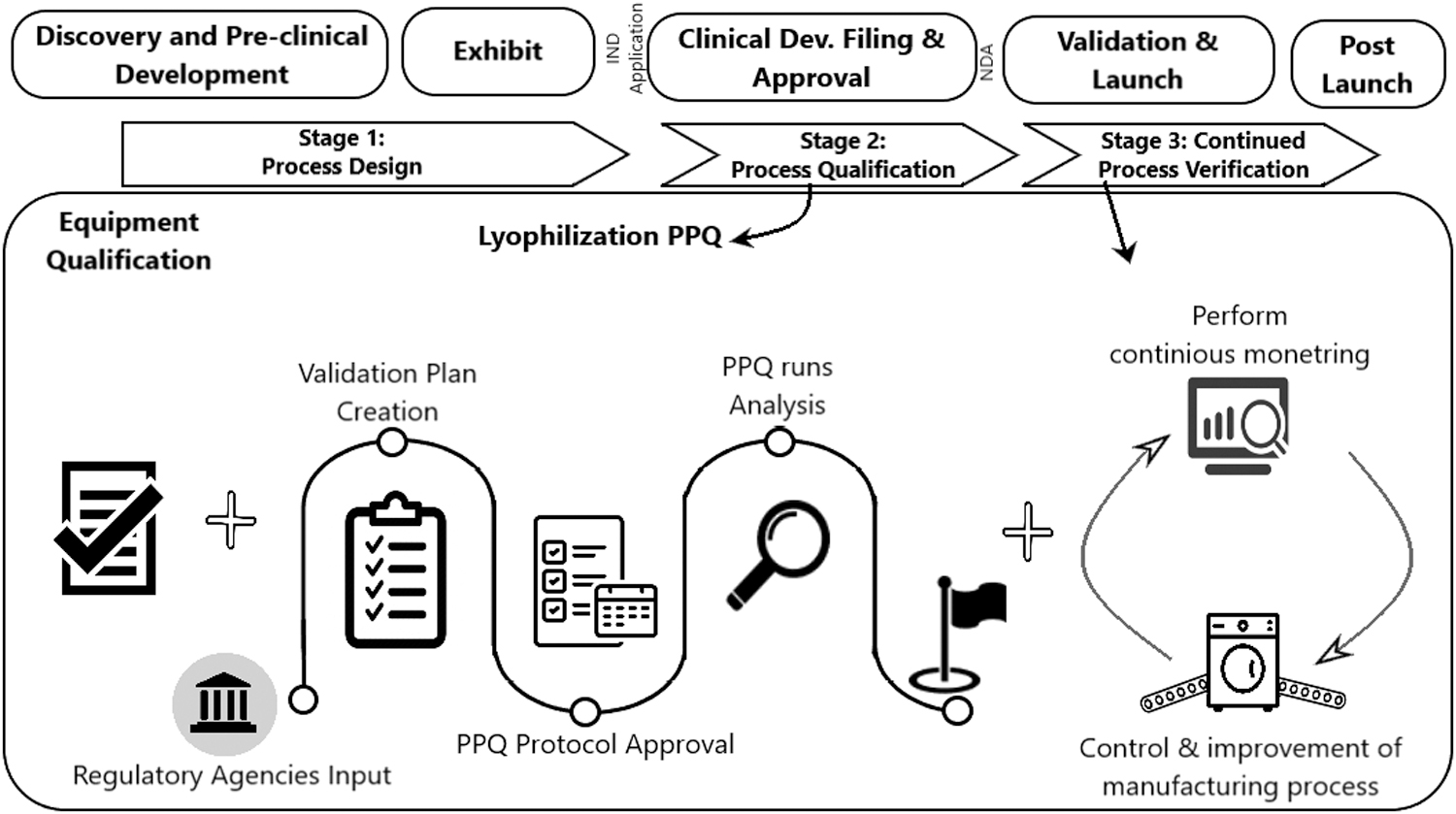
Recommended best practices for lyophilization validation.
SUPERCRITICAL DRYING
Nowadays, there are several types of commercial equipment from laboratory to industrial scale to accomplish SCFE. For achieving this, a setup has been designed in which SCFE and Dryer are combined together, and the components setup comprises the pump, extractor vessel, separator, depressurization valve, vacuum, and a lyophilizer system. The circulation of the SC-CO2 into a heated extraction system is managed by a valve. During the extraction process, raw material is introduced into an extractor vessel, which has temperature and pressure controls to maintain the proper conditions. To keep the solid substance in place and allow the CO2 to move through it while maintaining the proper water content and particle size, the treated herbal material is often placed into a basket housing filters on both ends. 69
The basket is sealed properly after placing it into the extraction vessel, and the SC-CO2 is incorporated into the system at tank pressure; simultaneously the depressurization valve is closed, to ensure no leaks in the system. The thermocouple present inside the extraction vessel is for temperature control. They yield better results from the inside than from the outside of the vessel; they fail to record the temperature increase due to the pressure difference of CO2. The depressurization valve can be opened to start the flow of SC-CO2 through the cell only when critical parameters such as temperature and pressure of the extractor are stable.
Products are collected through a tap located in the lower part of the separators. Therefore, SC-CO2 extracts and transports the final product that can be solubilized at a specific temperature and pressure. Upon lowering pressure, SC-CO2 changes to a gaseous phase, separate from the extract, and the extract is collected in the separation vessel. 70 –72 Then, SC-CO2, which is in the gaseous form, supplied to the compressor, where it will again be compressed to liquid CO2.
The liquid SC-CO2 is now transferred to the shelves of the dryer where it can serve as a chilling agent (nearly −50°C) for the crystallization of liquid in the sample, which is to be dried in a lyophilizer. Then, heat is provided to the shelves, and pressure is maintained below the critical point of water; that is, 0.0098°C and 4.58 mmHg. And so, secondary drying will be done by rising the temperature to ∼50°C–60°C. At last, after passing from the lyophilizer again liquid CO2 is transferred to the CO2 tank. 73,74 Figure 6 illustrates the proposed model of SCFE and Dryer.

Proposed model of SCFE and dryer.
SC-CO2 Utilization in the Dryer
Freeze drying, which may provide dried products with high economic value, good sensory quality, and a greater amount of nutrient retention, is the ideal procedure for drying food as a whole, and for many vegetables and fruits. 75,76 Flavor, color, and appearance are largely retained; structural changes and shrinkage are generally avoided; mobility of the soluble solids is reduced; heat degradation is minimized; and the product's structure stays porous, permitting swift product rehydration. 76,77 A straight transition from a solid to a vapor form without melting or exposing the product to extreme heat is also implied by the procedure. However, because of the high-energy requirements and initial costs, freeze drying is only used in the industrial sector for products with a high additional benefit, such as baby food, instant products (protein, soups), exotic fruits, and veggies. 78
Since the mid-20th century, SCFs have been utilized as extraction solvents in the food and pharmaceutical industry. 79,80 Because of their special mix character, liquid-like solvating properties and density, diffusivity, and viscosity like gas, and being at temperatures and pressures above the critical point, SCFs are excellent solvents. 81 The fluid can also be recovered and utilized again. The agent utilized in supercritical processes used in food is CO2. 72
CO2 is nontoxic, noncarcinogenic, noncombustible, odorless, colorless, and chemically stable with the capacity to alter its thermophysical characteristics, such as viscosity, diffusivity, density, or dielectric constant, by modifying temperature and/or pressure. 81 Its use in the food industry is also permitted without a declaration. 82 The elimination of water during SC-CO2 drying is dependent on water dissolving in the SC-CO2, not on sublimation or vaporization. 80 The structure of the dried substance is retained because of these gas–liquid characteristics of SC-CO2. Surface tension effects at the vapor–liquid interfaces can cause the solid structure to collapse in traditional airdrying processes; however, these issues do not exist in SC-CO2 drying. 79,83
Furthermore, the drying process can be carried out at relatively low temperatures (for instance, 40°C) because CO2 has low critical values (304.1 K, 7.38 MPa). 84 The main disadvantage is that water dissolves rather poorly in SC-CO2 (2.5 mg/g at 40°C, 20 MPa). 83,85 When SC-CO2 is applied, the drying conditions are typically represented by pressures between 10 and 14 MPa, temperatures between 40°C and 60°C, and fluid flow rates between 80 and 220 kg/h. 86 –88 Plant material needs to be dried for a minimum of 6–16 h to reach the proper amount of dehydration.
According to Zambon et al., the temperature is a crucial process variable for reaching the proper amount of water activity since it directly influences the water solubility in SC-CO2. 88 Only at lower temperatures and longer drying times does the pressure significantly impact drying efficiency. 88 Studies have revealed that SC-CO2, which is routinely used to dry gels for industrial drying, may also be used to efficiently maintain decellularized esophageal scaffolds. 89 The use of SC-CO2 in food drying is yet restricted to a few products at the small pilot scale, 86,90 –93 and further research is still required for the development of SC-CO2 drying technologies at an industrial scale.
The pilot scale SC-CO2 drying unit utilized in this study is still not at a high technological readiness level, and needs more work before it can be employed in industry, 87 first of all, to confirm its efficacy under different working conditions. 94 According to earlier research, SC-CO2 treatment has a strong antibacterial impact on both bacteria and fungi. 95 –97 It enables the use of SC-CO2 drying as a potential “sustainable” strategy that can incorporate drying and pasteurization in a single step.
On the other side, recent studies have shown that SC-CO2 drying can create and maintain, for at least a minimum of 6 months, dried kiwi slices with pretty similar sensory quality and levels of customer acceptance to those obtained by freeze drying, provided the products are packaged in impermeable materials and an inert environment. 86,87,92
CONCLUSION
It is proposed to develop a novel processor by combining an extractor and a dryer. The multiuse of CO2 is facilitated because it is easily liquified at low temperatures and pressure. The CO2 can be utilized for solvent-free extraction, and the SC-CO2 used in the extractors can directly freeze the liquid preparations in dryers. Further, while performing SCFE, CO2 can be simultaneously used for the drying of same product that is used in extractor or can be used for other product separately. This article gives a brief idea that how we can perform validation of the proposed novel processor (Extractor-cum-dryer). The proposed processor can open up new opportunities in the future; however, further studies are indicated to explore the possibilities.
Footnotes
ACKNOWLEDGMENT
The author(s) thank Prof. Sunil Gupta (ISF College of Pharmacy, Moga, Punjab) for their guidance and suggestions for this concept.
AUTHORs' CONTRIBUTIONS
Mritunjay Kumar: Writing original draft; Yash Sharma: Data curation; Kanak Chahar: Data investigation; Lakshmi Kumari: Review and editing; Lopamudra Mishra: Revision; Preeti Patel: Checking and evaluation; Dilpreet Singh: Editing; Balak Das Kurmi: Conceptualization and supervision.
DISCLOSURE STATEMENT
The author(s) declared no conflict of interest.
FUNDING INFORMATION
No funding was received for this article.