
Abstract
Hydrothermal vents, which are highly plausible habitable environments for life and of interest for some origin-of-life scenarios, may exist on icy moons such as Europa or Enceladus in addition to Earth. Some hydrothermal vent chimney structures are extremely porous and friable, making their reconstruction in the lab challenging (e.g., brucite or saponite in alkaline hydrothermal settings). Here, we present the results from our efforts to reconstruct a simplified chimney structure directly out of mineral powder using binder jet additive manufacturing. Olivine sand was chosen for this initial method development effort since it represents a naturally occurring seafloor material and is inexpensively available in large quantities in powder form. The crystal structure of olivine used for the print was not modified during the process, as confirmed by powder X-ray diffraction (XRD). To characterize the microstructure of our 3D printed precipitates, we used computed tomography (CT) X-ray scan techniques. We also evaluated a chimney precipitate from a sample collected from the Prony Hydrothermal Field (PHF), southern New Caledonia, an alkaline system driven by serpentinization with mineralogy composed of brucite and carbonates. While not directly comparable from a mineralogical point of view, the microstructure and porosity of both precipitates was similar, suggesting that our 3D printing technique may be a valuable tool for future astrobiology research on hydrothermal vent precipitates.
1. Introduction
Since the discovery of deep-sea hydrothermal vents in 1977 (Lonsdale, 1977; Corliss et al., 1979), they have been a subject of great interest to the scientific community, particularly with their implications for the possibility for life to exist elsewhere in the Solar System (Lowell and DuBose, 2005; Vance et al., 2007; Russell et al., 2014; Hsu et al., 2015; Hendrix et al., 2019) and as possible sites for the origin of life (Russell and Hall, 1997; Martin et al., 2008). There is much interest in being able to study the chemical/prebiotic/electrochemical processes that occur in hydrothermal chimney systems, even beyond conditions found in Earth field sites in order to simulate putative hydrothermal vents that might support life on other planets or moons. (Barge and White, 2017). Field samples have provided a wealth of information about the structure and chemistry of hydrothermal chimneys (Herzig and Hannington, 1995; Kelley et al., 2005; German and Seyfried, 2013; Yamamoto et al., 2013; Price and Giovannelli, 2017). There are significant limitations, however, in using hydrothermal chimney field samples to conduct laboratory experiments, and in any case such samples would be inappropriate for simulation of vents on icy moons such as Europa or Enceladus. It is possible to create analog chimney systems in the laboratory by using processes which result in in situ precipitation of chimney structures (Turner and Campbell, 1987; Russell et al., 1989; Turner, 1995; Mielke et al., 2011; Herschy et al., 2014; Barge et al., 2015a; White et al., 2015), but accurate simulation of actual vent conditions is challenging (Barge and White, 2017) due to difficulties associated with recreating the extreme field conditions (temperature, pressure, steep chemical gradients). These lab-grown chimneys are valuable for testing how minerals precipitate into self-assembling porous and permeable structures that transect chemical gradients, allowing for laboratory simulations of proposed origin-of-life processes or investigations of habitability. However, a downside of growing simulated chimneys from scratch is that often these injection chemical garden structures are non-reproducible in terms of morphology, structure, and surface area, and are very fragile and difficult to extract for analysis (Barge et al., 2015a; Barge and White, 2017). In situ laboratory chimney structures are also difficult to use in subsequent experiments once formed, for example, to flow different successive fluids through the pores or to entrain organics or microbes, since the precipitates cannot be easily removed from the solutions in which they were originally precipitated. Experimentally, it would be desirable to have a chimney structure that is physically robust, mineralogically/chemically realistic, and porous and permeable to fluid: a structure which could be composed of materials of interest, for example, for electrochemical or organic synthesis studies and placed in a simulated ocean vial as a scaffold to (for example) separate contrasting simulated ocean and vent fluids and/or adsorb organics or biological material. This kind of laboratory hydrothermal chimney simulation would be very useful to better study the nuances of astrobiologically relevant vent systems. For example, in black smoker systems, metal sulfide chimneys can be composed of electrochemically active materials (Nakamura et al., 2010) that create “geo-fuel cell” systems (Yamamoto et al., 2013, 2017) potentially capable of CO2 reduction and prebiotic organic synthesis (Nakamura et al., 2010; Yamamoto et al., 2013, 2017; Yamaguchi et al., 2014; Li et al., 2018). In alkaline vent systems, chimneys can be composed of, for example, brucite, saponite, iron hydroxides, or carbonates; these form porous media that transect the vent's natural pH, Eh, and ion gradients, providing abundant surface area for supporting life or perhaps reactions toward life's emergence (Russell and Hall, 1997; Kelley et al., 2001; Price and Giovannelli, 2017).
An alternate approach to in situ simulated chimney growth is to directly build the chimney structure using an additive manufacturing approach, as described here. 3D printing via the binder jet process uses a small amount of binder to hold particles together (Gokuldoss et al., 2017). The binder can be inorganic or organic, and the particles can be metallic or ceramic (here we used organic binder with ceramic particles). Binder jet processes allow the formation of 3D structures of particles which would otherwise not bind together without being heated substantially. Compared to selective laser melting (SLM) and electron beam melting (EBM), binder jet printing is much more benign and less likely to affect the chemical composition or crystal structure of the particulate. The goal of this work was to demonstrate that a vent chimney–like structure could be built by using a mineral (olivine) with a minimum amount of organic binder. Olivine was selected because it is inexpensively available in large amounts in powder form as olivine sand; large quantities of the mineral powder are needed for the initial development of 3D printing procedures that could then be applied to other minerals relevant to specific types of vents. Olivine is a relevant mineral that would be present in some hydrothermal vent systems, though hydrothermal chimneys themselves are not composed of olivine. Previous work utilizing powders derived from vent materials with polymeric binders has produced useful results for modeling hydrothermal systems electrochemically; in this work, the chimney mineral powder and binder formed a flat electrode surface for use in a fuel cell (Barge et al., 2018). A binder jet process can be thought of as similar to electrode fabrication in three dimensions instead of two, because the basic process combines the active material (powder) with an inert organic binder. In the binder jet process, a CAD model of the geometry to be printed is sliced horizontally into layers, based on which a layer-by-layer tool path is generated. A thin layer of sand is then spread uniformly by a re-coater blade, and a binder is deposited by a print head in the appropriate tool path for the respective layer. The process then repeats itself layer by layer until the part geometry is complete. There are several parameters which can be varied when using binder jet printers, including the size/morphology of the particulate material, the ratio of binder to particulate, print speed, layer thickness, binder chemistry, print geometry, curing temperature, and so on. In addition, postprocess parameters such as de-binding, sintering, and/or infiltration of the pore space via a lower-melting-point material may be used or varied. These parameters should have a significant effect on the pore size and shape of the resulting chimney structure.
To determine the efficacy of binder jet printing for making hydrothermal chimney analogs that are structurally realistic, comparisons to authentic samples must be made. To facilitate this comparison, computed tomography (CT) scanning (previously shown to be informative in determining 3D structures of hydrothermal chimneys [Tivey and Singh, 1997; Stanulla et al., 2017]) was employed on both the printed samples and a field sample of a hydrothermal chimney from the Prony Hydrothermal Field (PHF), southern New Caledonia (Monnin et al., 2014). The PHF is a shallow-sea vent system driven by serpentinization, a process thought to occur on other planetary bodies like Mars, Europa, Enceladus, and perhaps Titan (Ehlmann et al., 2010; Vance and Melwani Daswani, 2020). At Prony, mixing of warm (T max ∼ 40°C) alkaline (pH ∼11), highly reducing, OH--rich and Ca2+-rich fluids with ambient seawater results in precipitation of brucite (MgOH) and carbonates (CaCO3), including calcite and aragonite. The PHF has the same types of warm, alkaline vent fluid and redox/pH gradients as the deep-sea Lost City Hydrothermal Field (Kelley et al., 2001); these alkaline vents also host similar conditions to those proposed for putative hydrothermal activity on Enceladus (Hsu et al., 2015; Tobie, 2015; Waite et al., 2017). Samples were collected during a recent expedition to the site and air-dried before analysis. Although the chemical composition of the field sample is dramatically different from the 3D printed sample, we were interested only in the internal structure of the natural vent sample and how it compared to the 3D printed sample.
2. Experimental
3D printing was performed on an ExOne binder jet printing system. The binder was 70–90% 2-methoxyethanol with 0–20% diethylene glycol. Printing parameters were 100% saturation, 41.726 μL drop volume, 100 μm layer thickness, 31.750 μm x-axis drop spacing, 32.855 μm y-axis drop spacing, 100 mm/s print speed. Printed samples were cured after printing at 100–120°C. Olivine sand (a solid solution of forsterite, Mg2SiO4, and fayalite, Fe2SiO4, 200 mesh particle size) was used as received from Power Technology, Inc., with chemical composition provided by the manufacturer (MgO = 45% to 49%, SiO2 = 39% to 42%, FeO = 6% to 8%, CaO = 0.2% to 0.3%, Cr = 0.1% to 0.4%, Ni = 0.1% to 0.3%, Al2O3 = 0.2% to 0.8%, and trace elements = 0.3% to 0.5%). CT scans were performed on a North Star Imaging X5000, using a 225 kV directional X-ray source. Both field and printed samples were scanned with 75 kV accelerating voltage and 75 μA beam current, at 12.5 FPS. To take advantage of available Geometric Unsharpness, a sub-pixel interpolation mode was used which greatly increased the total number of individual radiographs; 10,000 images for each printed sample and 12,150 images for the field sample, with voxel resolutions of 7.6 and 7 μm respectively. Resulting CT data sets were analyzed and images produced using VGSTUDIO MAX. X-Ray diffraction (XRD) of the printed sample was performed on a Malvern Panalytical Aeris X-ray powder diffractometer with a Cu source.
3. Results
Chemical analysis was performed with XRD directly on a printed sample (Fig. 1), confirming that the sample was primarily composed of forsterite (Mg2SiO4). Fayalite (Fe2SiO4) may also be present, however, at a much lower concentration than forsterite. There are also many unidentified peaks, which likely correspond to the other minor components in the sample as indicated by the supplier, and consistent with the nature of natural olivine sand.
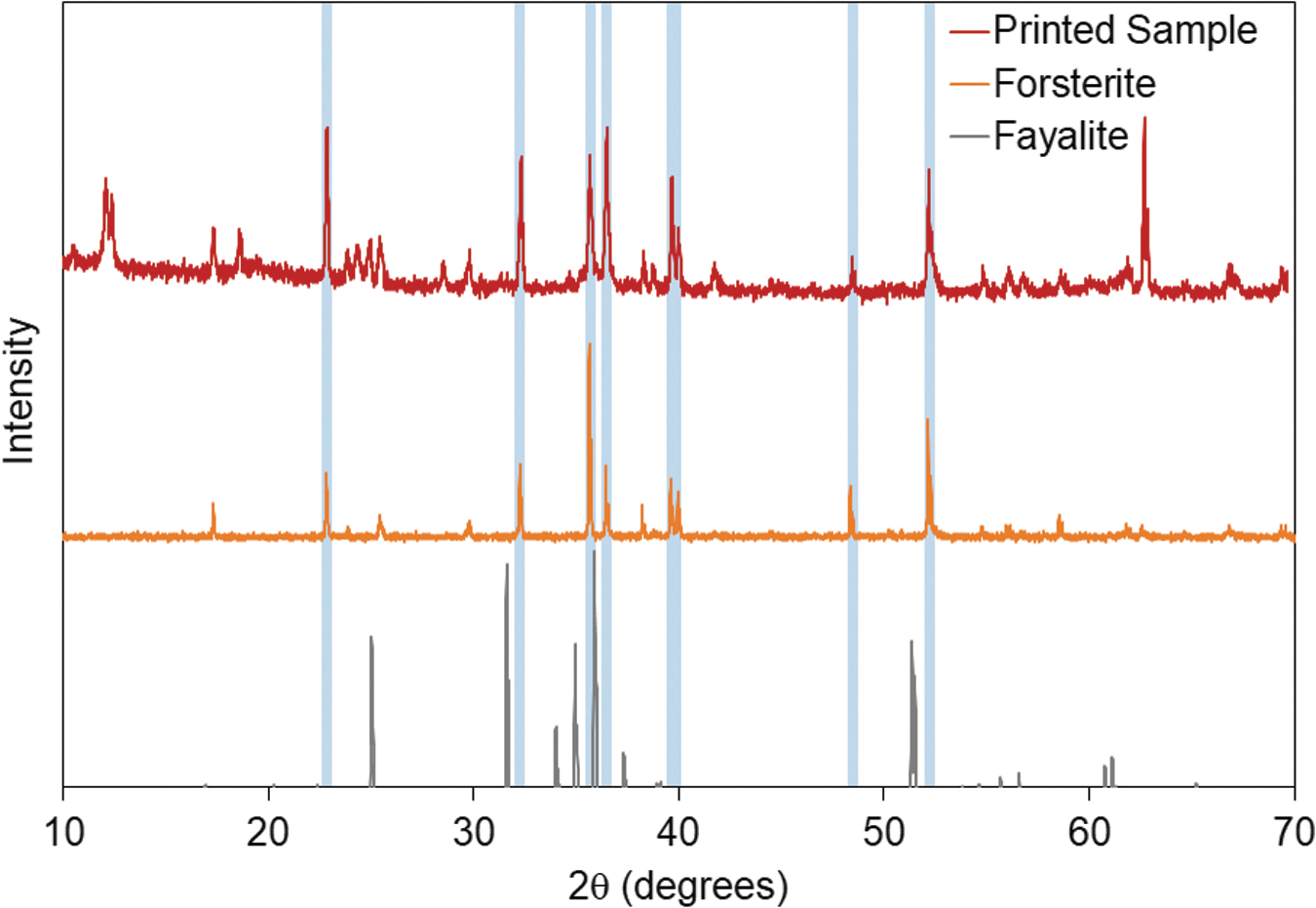
X-ray powder diffraction of printed vent sample (red trace), forsterite reference spectrum from the RRUFF database (ID: R040057, orange trace), and fayalite reference spectrum from the RRUFF database (ID: R070157, gray trace). Overlapping peaks have been highlighted in blue.
One fundamental limitation in our current process is that the resulting printed sample, though it was quite robust in air and it could be picked up without breaking, began to disintegrate when submerged in water. Since the end goal is to create a method that can be used to 3D print hydrothermal vent chimney substrates for ocean simulations, this is an aspect that will have to be improved upon in subsequent experiments. Future work will focus on coating the mineral particles with a small amount of inert polymeric binder (i.e., phenolic resin) prior to printing, which will allow the parts to remain solid after exposure to liquids. High mechanical strength was not a target of this work as long as the part remained solid during light handling; this is acceptable and analogous to real hydrothermal chimneys, which are sometimes quite porous and fragile.
Figure 2A shows a selection of cylinders and tubes that were 3D printed using the olivine sand. All cylinders were 15 mm in outer diameter (OD), with 2–5 mm inner diameter (ID) holes. For one of the cylinders, a lattice was placed at one end of the hole, effectively capping the cylinder with large pores (Fig. 2B). The CT scan gives a clear view that the lattice has partially blocked the tube opening at one end, leaving large, interconnected voids. CT analysis of this portion of the structure indicated that it would not allow fluid to flow through it, illustrating the challenge of designing void structures on this scale. Because of the additive nature of 3D printing, where layers are built upon other layers, the extra powder must have a removal pathway, or it will become trapped in the voids once the part has been completed. Future designs would need to incorporate specific geometry to allow powder removal after printing. Although this may seem like a limitation, natural structures are unlikely to have large, completely enclosed internal voids, which is the only scenario where 3D printing could not be used to recreate the geometry.

Selection of cylindrical olivine-printed parts with various tube thicknesses (
The major goal of this project was to recreate the porous structure of a hydrothermal vent chimney by using additive manufacturing techniques. To determine how similar the 3D printed parts were to the hydrothermal vents, measurements were also made on the vent chimney sample from Prony. Unfortunately, since this sample was friable and irregularly shaped, traditional porosity measurements (Zhu et al., 2007) could not be made on it. Figure 3 shows the results from CT scan comparisons to the sample chimney (Fig. 3A, 3B) with a 3D printed sample with a vertical (Fig. 3C) and horizontal (Fig. 3D) cross-section. While the vent sample has far more complex fractal-type internal geometry than the 3D printed part, the overall structure and porosity are similar in many cases. The non-spherical olivine particles used in the print appear to have generated significant porosity in the finished part and led to a microstructure which is visually similar to the vent sample. Replicating the complicated geometry seen in the CT scan of the vent precipitate could enable a similar level of complexity to be printed in future studies.
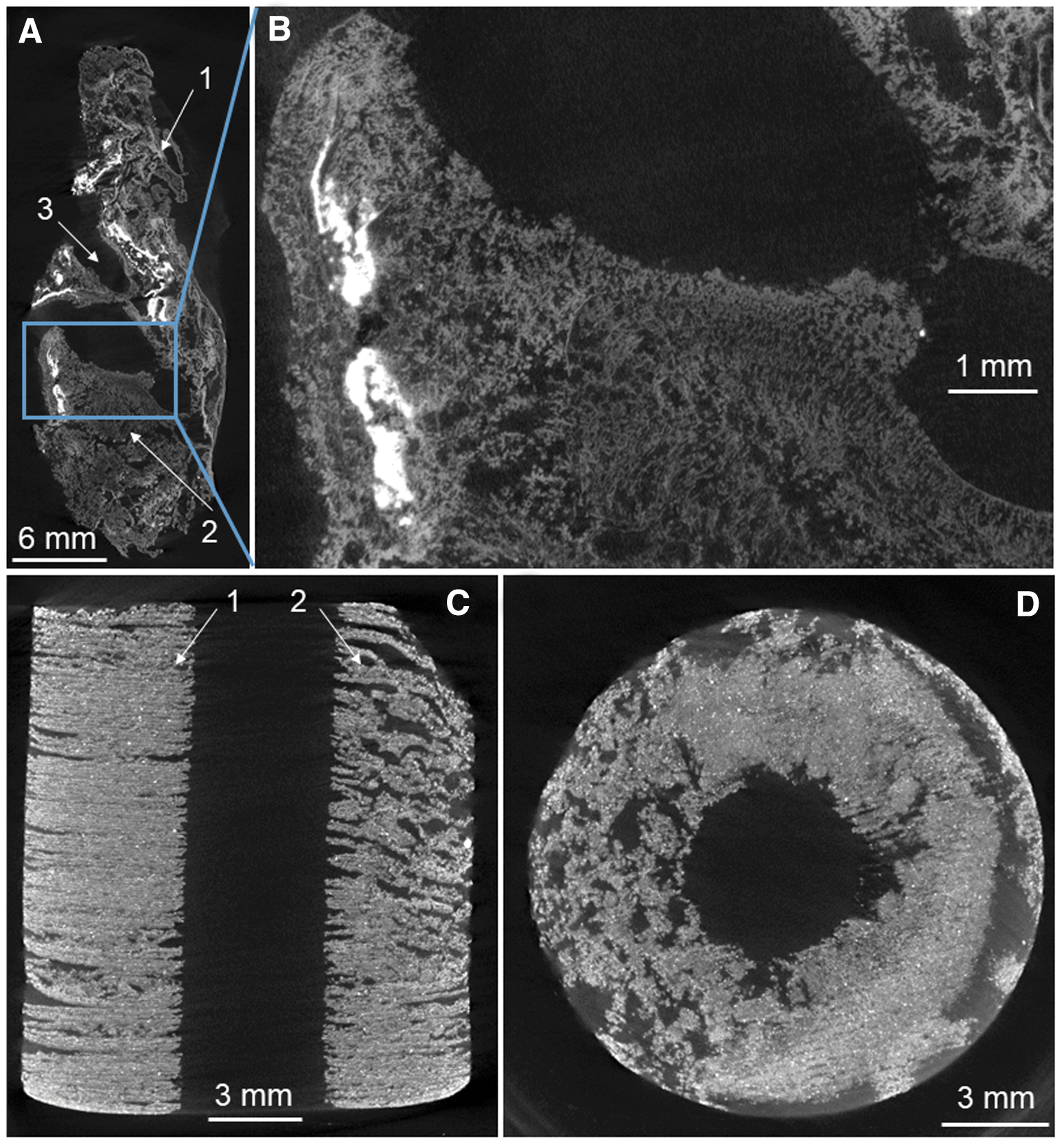
CT scan comparison between natural vent sample (full view
Using the data collected during the CT scan, we were able to attain estimates for the porosity and tortuosity, and void fraction could be made by using computational approaches. Table 1 lists the results of these estimates for two different regions from the printed sample and three regions from the natural vent sample. The approximate location of each region is indicated in Fig. 3 (labels 1, 2, and 3 on Fig. 3A and labels 1 and 2 on Fig. 3C). Vent area 1 consisted of dense regions and medium-sized open pores toward the top of the precipitate, as observed in Fig. 3A. Vent area 2 is in a visually more open portion of the sample, toward the bottom of the CT scan in Fig. 3A, right below a large void. Vent area 3 is a section that includes an area of large pores in the middle of the sample. Print area 1 is a rectangular volume approximating the left half of the print as displayed in Fig. 3C, while Print area 2 is from the right half. The permeability is much higher for the right half (Print area 2), which agrees with a visual inspection of the right half of Fig. 3C.
Permeability Simulation Quantitative Results
4. Discussion
Natural hydrothermal chimneys can vary greatly in terms of physical properties such as porosity, composition, and permeability. The range of porosity in our printed “chimney” was ∼18–40%, compared to porosity of ∼36–53% measured in the Prony chimney sample (Table 1), which is a reasonable match, but it is also important to take into account that hydrothermal chimneys in nature are highly variable in terms of porosity, even within the same chimney. For example, previous studies have measured porosities of 5–10% for a black smoker chimney (Tivey and Singh, 1997), 43–87% for white smoker chimneys (Tivey and Singh, 1997; Kormas et al., 2006), 7.4–56.7 % in the Lost City carbonate chimney (Ludwig et al., 2006), and up to 25% in chimneys from the Strytan alkaline vent (Stanulla et al., 2017). In future iterations of this work, we will also need to take into account creating structures that are not a homogeneous porous material but that have the ability to vary physical and chemical properties in a wider range and from chimney interior to exterior. For example, black smoker vent chimneys can grow in stages with an initial porous growth phase due to turbulent mixing, followed by increase in chimney wall thickness and porosity reduction as minerals precipitate in the pores (Tivey, 1995). Alkaline vents such as Lost City have more diffuse, moderate-temperature fluid flows that form more porous structures, in which vent and ocean fluids could continue to react for tens of thousands of years (Früh-Green et al., 2003). The difference in physical structure and, therefore, fluid flow properties in different types of vent structures could be significant for testing chemical or biological properties of these systems; physical and chemical properties of a chimney can also change with time depending on mineral precipitation/dissolution (Gribbin, 2011; Cardoso and Cartwright, 2017). Hydrothermal vent chimney studies represent one potential area of interest for 3D printed mineral structures, but 3D printing opens up the possibility of printing virtually any structure out of a mineral of interest. By using specialized printers, it may even be possible to vary the mineral used during printing, allowing the construction of 3D structures with built-in mineral compositional gradients.
Binders clearly require significant development as well, with the goal of achieving stable structures with good resolution and the minimum amount of inert binder. Particle size and shape and resultant effect on flowability and formation of uniform, consistent layers have major implications for powder bed–based additive manufacturing processes like binder jet printing (Sames et al., 2016); and the 200 mesh olivine sand procured for this project proved challenging to work with in the ExOne printer due to the roughness of the particles and high surface area for moisture adsorption, which reduced flowability compared to larger, more spherical particles typically recommended for use in binder jet printers. The binder used in this study was composed of 2-methoxyethanol and diethylene glycol in a roughly 85:15 ratio. These ethers are primarily used as solvents to aid the particles in packing together and are volatized by heating at 100–120°C following the print. As a result, there should be little to no polymeric binder in the finished parts. If it is necessary to completely remove the binder, researchers may consider solvents, higher temperature, vacuum, or a combination of these techniques to completely remove these solvents if desired. Alternatively, a binder like Teflon will likely be inert and present in such small quantities as to not affect the results. The main goal of producing porous mineral structures with the desired geometry was achieved on these small test pieces.
The various areas within the printed structure give vastly different values for permeability in particular, as well as tortuosity and void fraction. Despite the observed presence of large voids in Vent area 3, the permeability of this region is not as high as for Vent area 1, likely due to the high surface area and open pore structure varying from larger pores to micropores present in Vent area 2. Vent area 2 has the lowest permeability, most closely matching Print area 1, likely due to the overall void fraction of the region and it possessing only small pores. This region would likely be the easiest to replicate using additive manufacturing, because it can be approximated with many rough particles stacked loosely together. Large voids such as those in Vent area 3 can be easily modeled geometrically with 3D modeling software and are well within the resolution of the 3D printer to replicate. Regions like Vent area 1 are the most challenging to replicate when using 3D printing because they require very small voids to be incorporated into a porous structure. These voids can be modeled in 3D beforehand (as was attempted for the capped cylinder in Fig. 2B), but these structures run the risk of leaving behind loose mineral powder because the voids are not large enough to let the excess material fall out easily. A solution to this problem is to carefully design the voids so that there is a path for loose powder to flow out of the final printed structure. However, there is much work to be done to improve on this technique before demonstrating it can be useful with other minerals and/or more complex geometries.
5. Conclusions
Hydrothermal chimneys are porous, permeable, chemically reactive environments that can function as flow-through reactors (Barge et al., 2015a) and drive electrochemical (Nakamura et al., 2010; Yamamoto et al., 2013; Barge et al., 2015b), biological (Kelley et al., 2001), and potentially prebiotic processes (Russell and Hall, 2006; Russell et al., 2014; Li et al., 2018). There is much interest in simulating chimneys in the laboratory to understand whether these environments could drive the origin and sustenance of life on other worlds (Russell et al., 2014; Barge and White, 2017), but in situ chimney growth typically does not produce very robust structures. Development of a method to produce a compositionally and physically realistic porous media chimney analog that could be used as a reactive scaffold for astrobiology experiments would be an important advance for hydrothermal vent experimentation. Here, we applied the relatively new technique of binder jet additive manufacturing to reconstruction of simulated hydrothermal vent chimneys and demonstrated the capability to print porous structures using mineral particles. Binder jet printing was selected instead of SLM or EBM because it minimizes the heat stress to the particles (thereby avoiding possibility of chemical/phase/structural changes in desired vent material) and instead relies on a small amount of organic binder that maintains the structural integrity of the part. For this initial study, a standard ether solvent-based binder was used, but any binder system could in principle be used to achieve the robustness and inertness desired.
As a proof-of-concept study, only simple hollow cylinders were printed out of a readily available and inexpensive olivine sand to determine important parameters such as permeability. Future work will focus on recreating the 3D structures of natural vent samples based on CT scan data. In addition, other mineral powders will be investigated as they may represent more realistic or interesting analogs to minerals expected to be found in vent systems on early Earth or on ocean worlds. For conducting astrobiological studies in chimney pore spaces transected by hydrothermal gradients, it will be necessary to have the capability to produce structures that meet the following criteria: structurally robust when submerged in water; contain similar permeability/porosity as a natural vent chimney; and composed of the reactive minerals of interest. Demonstrating that we can print a sufficiently porous/permeable structure out of a relevant mineral (olivine) is a first step that paves the way toward the ability to print additional structures that are more diverse in terms of mineralogy and function.
Footnotes
Acknowledgments
This research was carried out at the Jet Propulsion Laboratory, California Institute of Technology, under a contract with NASA. This work was supported by JPL Research and Technology Development funds. L.M.B. was supported by the NASA Astrobiology Institute, Icy Worlds. R.P. thanks members of the HYDROPRONY team, Bernard Pelletier, and IRD Noumea for significant assistance during field collection of Prony samples (permit #3805-2018). Copyright 2020 California Institute of Technology, all rights reserved.
Associate Editor: Christopher McKay