
Abstract
This is a two-part review describing the planning, engineering, and design considerations for building a new repository for biological and environmental samples. Part I addresses the physical infrastructure requirements for a repository; Part II will cover equipment and costing. Planning for construction of a new repository is a complex process requiring comprehensive preplanning and adherence to many regulatory and safety requirements. Guidance and a planning timeline are provided for many of the physical aspects and large capital acquisition costs for the expansion of an existing repository, or the creation of a new repository facility, using an available unoccupied building such as a former warehouse. This article provides a comprehensive set of information about every aspect of repository construction and operation to be considered in the planning process, and also addresses all aspects of designing and constructing a new repository in an existing structure. The engineering and design parameters for the repository are discussed in detail.
Planning
D
To begin the repository development process, a number of questions need to be answered:
• What is the purpose of this repository, and how should it function? • How will the repository be funded, both initially and over the long term? • What specimens or materials will be collected? • What is the anticipated storage format of the samples? Will there be multiple specimen storage formats? • How long will these materials be stored? • How will the materials be distributed? • To whom, for what, and under what controlled processes will the materials be distributed? • Will the repository perform any pre-storage processing or post-collection testing? • What size is the anticipated collection (if an entire collection is being transferred in at once)? How rapidly will the new collection(s) grow? • How long can the physical repository accommodate anticipated collection growth? What plans are in place for expansion of utilities and security procedures over time? • Is distribution of these materials expected to be a significant portion of the repository's workload? • What temperature(s) will be required for optimal storage of the anticipated collection(s)? • Will the samples require any special handling or permits and secure storage, such as required for Centers for Disease Control and Prevention (CDC) Select Agents, animal samples subject to Convention on International Trade in Endangered Species (CITES) requirements, or forensic samples requiring chain of custody control? • Are there other legal requirements for the repository or samples, such as Clinical Laboratory Improvement Amendments (CLIA)-mandated retention times for pathology samples? • What security plans are needed for physical security of the materials and data, and for limited access to the facility?
… and many more!
Planning a new repository also differs somewhat from planning a new facility with an existing repository or collection. Typically, there is more certainty in the planning for expanding an existing repository, since many of the parameters and operational issues are already known. This review will concentrate on larger repositories, but will also discuss some of the common issues associated with a new collection.
A decision to proceed with the project starts the sequence of events. The building requirements are developed during the process of establishing the rough design and a budget. Engineering design follows through with the details and creation of the drawings, which are used, in turn, to develop the final budget, obtain construction permits, and perform the work.
For the purposes of this discussion, materials will be considered that require environmental storage requirements at or below room temperature. The most common storage temperatures are ambient (+10°C to +24°C), refrigerated (+4°C to 8°C), −20°C, −40°C, −80°C, and cryogenic (<−130°C). The focus for the facility requirements is for a repository of 50 or more storage units [the equivalent of >1,200 ft3 (34 m3) of storage capacity]. The choice of the minimum size for consideration is also based on economics, since this is approximately the minimum size at which economies of scale allow for use of automated systems and redundancy. For a smaller but growing repository, it is wise to consider to what scale the repository will grow over time, and to plan for infrastructure that will readily accommodate the anticipated growth at a minimum cost and at the lowest level of disruption to the operation.
Physical Site Selection and Acquisition
There are two common reasons for the selection of the physical site of a repository: either to enlarge an existing structure, or to build a completely new facility. In the first case, if the repository will be developed within the existing confines of a research facility or hospital, the floor space available is essentially predetermined, and planning what is feasible within the existing space and determining what changes and modifications are needed becomes the objective. Before acceptance, the available space must be evaluated to ensure that the needs of the repository can be accommodated to meet the original vision. Items to be considered include the following (which are discussed more fully later in this article):
• Growth potential: Is the floor space available sufficient to meet the current and anticipated needs of the repository? • Allowable floor loading (lbs/ft2 or kg/m2): Loaded freezers and storage units are heavy. Most have casters to facilitate moving, and the resulting point loading can be quite high. • Access: Fairly large equipment will be brought in periodically, and supplies such as dry ice, liquid nitrogen (LN2), or carbon dioxide (CO2) tanks, shipping boxes, and lab supplies will be delivered regularly. Depending on the purpose of the repository, significant volumes of samples may also arrive regularly for processing and storage. Doors should be tall and wide enough to accommodate the largest anticipated freezer. Currently, the largest cryogenic freezers are 5 ft (1.524 m) in diameter, requiring a door at least 6 ft (1.83 m) wide. Special consideration is necessary if the repository is located above or below ground level. A ramp or freight elevator is required, although in special cases, equipment must be moved in and out with a crane or other lifting equipment. • Power: Sufficient power must be available to support the current and future needs of the repository. It is extremely expensive to acquire more electrical capacity than already exists in a facility, so initial planning for future expansion is critical. • Heating, ventilation, and air-conditioning (HVAC): Sufficient air-conditioning capacity must be available, or additional capacity must be added to meet current and future needs. Mechanical freezers generate significant amounts of heat, and a guaranteed-to-fail scenario is a large number of mechanical freezers generating too much heat in a small room with inadequate HVAC. Adequate ventilation and oxygen (O2) sensors are also important considerations if the facility will use LN2 as a refrigerant or employ significant amounts of CO2, especially if the facility will be located below grade.
The second design case involves creating a new repository by renovating an existing building acquired via either purchase or lease. Most commonly, existing empty warehouse space is utilized because it is relatively inexpensive, available in most areas, and readily upgraded for use as a repository. For this discussion, it will be assumed that an existing facility will be leased. The design and construction of a new building is beyond the scope of this review.
In selecting a site/facility, a number of factors should be considered. A knowledgeable commercial real-estate professional can help with some of these factors:
• Location: Is the facility under consideration located in an area that can be readily accessed? Is user or client access required? Are there any special access requirements? Will samples be acquired locally (e.g., to a medical center with all on-site collection and processing) or shipped via air courier from distant collection sites, with truck delivery, or both? Would the location cause any unacceptable delay? Can equipment and supplies be readily delivered? • Construction: Is the facility located in an area that is prone to natural disasters such as earthquakes, hurricanes, tornadoes, floods, or sinkholes? If so, is the building constructed to handle such occurrences? • Zoning: Is the facility zoned for its anticipated use (as a repository)? Generally, this consideration is covered under a standard commercial zoning code. • Existing electrical power: Does the facility have enough incoming electrical power to meet anticipated needs? Typically, warehouses have limited electrical capacity (e.g., 2,000 A at 220/240 V). Is the capacity available sufficient, or must capacity be added (which can be costly)? Is the available commercial power reliable? Where is the power grid location for the facility? A location that can be served by two grids has a distinct advantage for reliability. Being on the same grid as a hospital or significant government facility is also a major advantage, as this power grid will receive priority restoration in the event of an outage.
There are number of economic/business considerations when leasing a building to construct a repository. Economically, the facility should be planned for at least 10 years of occupation. Most commercial leases are for at least 5 years. Considering the expense of renovating a building for use as a repository, the lease agreement should include the right to extend the lease period at a reasonable cost.
Most warehouse-type buildings are leased as “dark, cold space,” also called a “shell” or “box” lease. This terminology means the exterior of the building is usually finished, but the interior is totally unfinished, with exposed studs and minimal lighting and heating. The interior must then be designed and built out by the lessee/tenant (the repository operator) to meet their exact requirements. It is common to lease space such as this as “triple net,” which means the tenant pays the property tax, insurance, and maintenance in addition to the rent. Another common feature of warehouse-space leases is for the lessor/property owner to provide or fund a portion of the “tenant improvements” to the facility. This feature is a negotiated amount or set of improvements covered by the lease payments. In some cases, the lease cost is adjusted to cover these costs.
Space and Capacity Planning
As an initial step, the potential size of the repository must be estimated to provide guidance in determining if available space is adequate for the projected needs. These space-requiring functions must be considered:
• Storage units, including square footage for units in place, as well as aisle space to move units in during acquisition and out for repairs/replacement. • Material handling and circulation. • Receiving areas (including external loading docks) to check materials in and accept delivery of supplies, and supply storage areas. • Packing and shipping space for sending out retrieved materials. • Utility and building controls. • Office areas, including space for personnel, computers, and communications equipment. • Laboratory clean space, including that needed for hoods (and this estimate will increase depending on the Biosafety Level to which the facility must be accredited) if sample processing is planned. • Autoclaves, with their electrical and plumbing considerations. It is a truism that scientists generally avoid discarding samples. Repositories seldom shrink, and instead usually expand beyond their anticipated capacities. As such, if economics allow, it is better to be generous in present and future space planning, particularly for the freezer and refrigeration units and any dry ambient storage.
Traditionally, repository sizing has been based on the number of specimens/samples being stored. Storage unit capacity was based on the use of 2-mL cryovials stored in 5″ × 5″ × 2″ freezer boxes, generally cardboard, on a 9 × 9 grid (81 samples per box). Freezer manufacturers tended to base their published storage capacity on the same box, but using a 10 × 10 grid, which yielded an apparent 23% larger capacity. Most repository personnel disliked the 10 × 10 format because samples were difficult to retrieve, especially since gloves must be worn when working with frozen samples. Technology is changing this paradigm, however. Today's repository storage capabilities must preserve samples in a wide variety of format sizes. Most importantly, advances in analytical technology have reduced the volume of sample needed for analysis from mL to μL. Storage formats other than cryovials have also become common. Blood bags, plastic cryo-straws, and tissue cassettes are widely used. Microtiter plates, cryovials, and micro-tubes with capacities from 0.5 to 3.0 mL and larger, with several different configurations, are now common. Other box-size formats are now on the market, such as the Society for Biomolecular Sciences (SBS) standard1,2 used in conjunction with laboratory automation, as well as a variety of cardboard, plastic, and metal boxes now available from various manufacturers.
A repository may also store a wide variety of specimens with totally different environmental requirements. Some repositories have the luxury of controlling the sample formats they handle, while commercial repositories must accept almost any format. In planning a repository facility, it is wise to anticipate the range, type, and format of specimens that will be accepted, and plan necessary storage, space, and HVAC accordingly.
The sizes of refrigeration units offered by various manufacturers and used in large repositories are fairly standard. Sizes of the larger freezers have increased slightly recently. The −20°C and −80°C mechanical freezers are typically 23–29 ft3 (668–815 L) in capacity. The −20°C units are usually upright (vertical) models, similar to household freezers. The “ultra-low” mechanical freezers may be either upright or chest (horizontal) models. The type chosen depends on operational philosophy and available floor space. Upright units are more space efficient; typically, two upright units occupy the space of one chest unit. For this reason, most repositories choose upright models. However, if the anticipated storage is active, with material being moved in and out regularly, chest freezers are superior because physics applies. When the door on an upright freezer is opened, cold air falls out. The freezer will go into a high temperature alarm in ∼3–5 min. In a chest freezer, only the top of the material is exposed when the lid is raised, and the user typically has 7–15 min before the unit goes into alarm, and then only the material stored at the top of the freezer is affected. Furthermore, chest freezers recover to their optimal operating temperature more rapidly, since the volume of cold air loss is less. A disadvantage to be considered is the extra time required to retrieve items that may be stored at the very bottom of the freezer.
The footprint of most upright freezers of the size under consideration is 9–13 ft2 (2.74–3.96 m). Typically, freezers are 36–49″ (91.5–125 cm) in width, 34–38″ (86–97 cm) in depth, and ∼78″ (198 cm) high. Freezer height is important because it allows use of a standard height door [80″ (203 cm)] when moving the freezer in/out of the repository. Double doors or other wide-opening doors will be required to accommodate the width when moving freezers into the repository. For each freezer, space must be allowed at the front for access to the material being stored, and at the rear to allow for air circulation to remove heat from the compressor. Excess heat buildup around the compressors can cause failure and reduced service life. The width of the freezer is its door, so 9–16 ft2 (0.84–1.5 m2) per freezer is required. Thus, upright freezers require 20–30 ft2 (1.9–2.8 m2) per unit, and chest freezers require ∼50 ft2 (4.6 m2).
Refrigerators are available in a wider variety of sizes, but the same parameters are used to establish floor space requirements.
LN2 freezers (or Dewars) come in a wide variety of sizes, ranging in diameter from ∼2 to 5 ft (0.6–1.5 m). For a large-scale repository, the most common size will be the largest standard unit, which is 5 ft (1.5 m) in diameter. These freezers can be placed close together, leaving space in front for access. Allowing minimal side and rear space, each freezer will need ∼40 ft2 (3.7 m2). The largest LN2 freezers have ∼43 ft3 (1.2 m3) of storage area, which will accommodate 600 5″ × 5″ × 2″ (12.7 cm × 12.7 cm × 5 cm) freezer boxes.
For rough estimation purposes, freezer floor space and storage capacity equivalencies are shown in Table 1, and nominal freezer floor space and capacity factors are shown in Table 2.
LN2, liquid nitrogen.
Minimum floor space, and for capacity variations, add vertical space. Not all interior space is usable for storage; aisles are required for access.
In any configuration, space must be allowed for sufficient aisle space for transferring material in and out, and for moving the freezer units themselves. For mechanical units, rows should be a minimum of 5 ft (1.5 m) deep. For the largest LN2 freezers, a row spacing of 6 ft (1.8 m) is recommended.
When storage requirements are large, refrigerators, −20°C freezers, and occasionally −40°C freezers are constructed as walk-in units. Besides providing a significant number of square feet of floor space, walk-in units can also utilize vertical space. Virtually any size unit and location, including upper stories (“mezzanines”) and high bays, are possible. Because the compressor/evaporator units are mounted externally, only additional space for access into the storage units is needed.
In planning a repository, space must also be provided for backup refrigerators and freezers. All refrigerators and freezers will fail eventually. When a storage unit fails, the equipment must be promptly repaired (within a few hours) or the material moved to a spare unit to maintain the required thermal environment to prevent sample degradation. Backup storage capacity equal to the largest individual storage unit at a given temperature is required. Mechanical freezers should have 5%–10% of the total number of units on standby as backup, and LN2 freezers should be backed up at a rate of 3%–5%. 3 These backup units must be maintained at operating temperature. A non-functioning unit requires a significant amount of time to reach the required operating temperature (“cool-down time”). Typically, the lower the temperature needed, the longer the time required to meet the operating temperature. This cool-down time is well in excess of that in which samples will degrade if the equipment is initially at room temperature.
Planning Timelines
A typical timeline for developing a new repository in an existing structure is given in Table 3.
Major repositories have been brought online in as quickly as 120 days, but 6–9 months is a much more comfortable time frame. If a building must be constructed, 9–18 months must be added to the cycle. (Not included here is any significant start-up time.)
Some of the equipment necessary is designed and/or made to order with significant lead times. Typical items would be electrical switchgear, generators, walk-in freezers or refrigerators, and lab case work. A significant variable in the project is often dealing with issues in obtaining the necessary building and operational permits. Depending on local conditions, this can often be a very frustrating process and can cause significant delays.
If special permits are necessary, or the facility is to be operated under the Food and Drug Administration's (FDA) current Good Manufacturing Practice (cGMP) guidelines, additional time will be required to test and document the equipment and processes (IQ/OQ/PQ). 4 In general, mechanical freezers should be started and monitored for several days before being placed in service. Walk-in units will require at least a week to stabilize and temperature map (to ensure uniform temperature with no hot or cold spots) because all walk-ins are at least semi-custom construction. LN2 freezers take 3–4 days to stabilize at optimal operating temperature.
Facilities
When setting up a new facility, it is very important to engage someone with an Architectural/Engineering (A/E) skill set for guidance through the detail design, permitting, and build processes. This resource can be internal, independent, or contracted with an A/E firm. Detailed drawings and plans will be required to obtain the required building permits. A plethora of national standards and state and local codes must be met. The permitting process can be quite involved, lengthy, and relatively expensive (thousands of dollars).
Building permits are important because the process of obtaining them can make or break the timeline. Permits notify the governmental agencies that control and manage construction and building codes that work is to be performed, provide the basis for review to ensure that codes are being met, and trigger the inspection process that ensures that the results conform to the code requirements. Permits are required for any work, such as the overall building, mechanical, plumbing, fire sprinkler systems and alarms, ground disturbance, and electrical (including low voltage). The type of permit depends on the governing agency and may include a utility company, or one or more city, county, state, or federal agencies.
While waiting for issuance of the permits, items with long lead times (such as electrical switchgear, generators, walk-in freezers or refrigerators, and laboratory case work) may be purchased, and upon receipt of permits, the actual construction work can begin.
After construction has been completed, inspections are performed, and based on approvals, the facility can be occupied and equipment installed. At this point, the construction project ends and startup begins.
A dedicated, experienced project team (Fig. 1) will ensure timely completion and a quality facility. Both the customer and the construction organizations should assign key personnel who comprise the project team. If the facility is being leased, the owner's site manager(s) may also be involved in the design and construction processes.
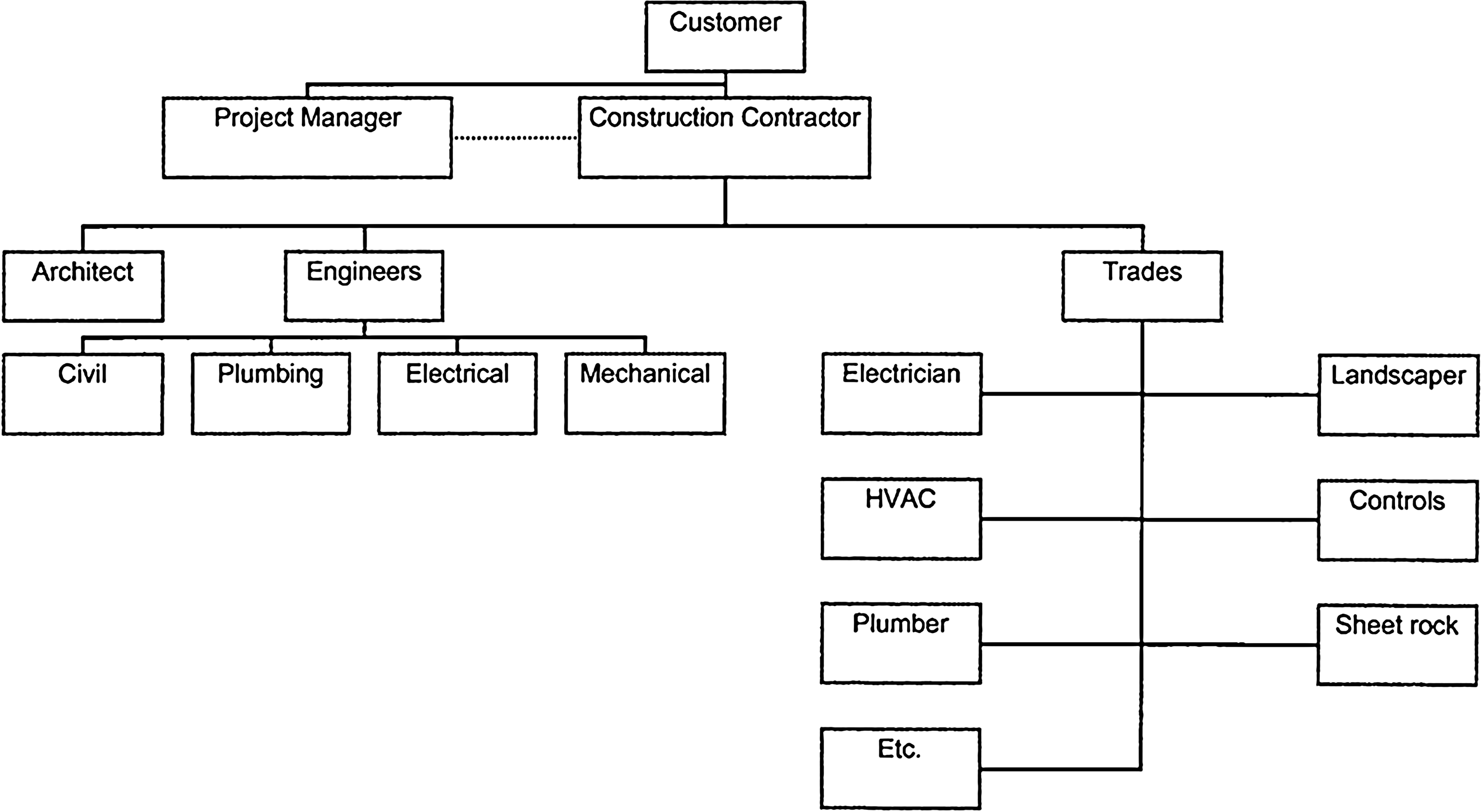
Project team.
The customer team drives the project by establishing the basic requirements, monitoring results, and, most importantly, funding the project. The team may be led by the facilities manager or the primary user of the facility, and generally consists of a project manager, future users of the facility, and the physical plant manager of the building. The project manager can belong to the customer's organization or can be contracted from outside to oversee the project. The customer team leader usually has a direct relationship with the project manager and the construction contractor. The project manager oversees the project for the customer, recommends changes to project timing, approves design changes within the scope of the budget, and, depending on the individual's level of involvement, may also recommend design changes. The customer's facility manager should be involved in the project from the beginning. He/she will learn what systems are being installed (and for what reasons), especially laboratory setups, computer systems, alarm monitoring, laboratory equipment, and freezers. The information acquired will be used in the operation of the facility, and will broaden understanding of the rationale for various systems and procedures.
The construction contractor's team includes their project manager, an onsite manager, architects, engineers, and the tradesmen. The construction company project manager incorporates design changes, bills the customer, and manages costs within the established budget. The construction company has architects and engineers on staff, and may work with other architects on specialized portions such as room furnishings, casework, plumbing, and so on. An on-site construction supervisor/manager coordinates activities of subcontractors, reviews project flow, maintains quality standards, and recommends changes to timing of activities (the objective being to minimize the overall length of the project). Subcontractors in the trades perform skilled system and building work during the construction process. They respond to requests for quotes, propose costs, and carry out the work of construction and facilities installation.
Other key participants in the process are the utility companies responsible for water, electric, and gas service. Each has their own function in terms of engineering and maintenance. Vendors for specialty items such as LN2 storage and distribution, storage temperature monitoring, and custom storage units should be consulted for proper application and installation of their products.
The following discussion covers many of the topics that should be considered and discussed fully with the A/E resource.
Floors
The A/E should evaluate the potential floor loading to ensure that the floor has sufficient strength to support the planned weight, particularly in the freezer areas. For a concrete floor on ground level, strength should not be a problem. However, for a repository located on an upper level, floor loading must be considered. Mechanical ultra-low freezers [−80°C (−112°F)] typically weigh 750–950 lbs (340–440 kg) plus the weight of racks and samples, ∼400 lbs (185 kg). Large LN2 freezers weigh 1,700 lbs (770 kg) empty and ∼4,000–4,600 lbs (1,820–2,090 kg) when loaded with LN2, storage racks, and samples.
A reinforced concrete floor with a sealant is normally recommended for the storage areas. Penetrating sealers such as silanes, siloxanes, and silicates are preferred. 5 Resilient flooring (vinyl, etc.) and coatings such as epoxy are generally not recommended. Resilient flooring is easily gouged by the freezer casters, and along with epoxy or concrete, is also susceptible to cracking and breaking if exposed to a LN2 spill.
Areas such as the California earthquake zones have very specific building codes that will apply. If uncoated concrete is not permissible, a metal covering is suggested.
No matter what type flooring is utilized, it should be fairly smooth and even to accommodate the use of carts to transport samples, but not so smooth as to be slippery.
Lighting
Proper consideration of lighting in a repository should yield a working environment that is safe and pleasant to work in while minimizing the associated energy costs. Although appearing simple, lighting is a complex subject that should be addressed with the assistance of the A/E resource. Illumination levels and associated light color temperature impact how easily and accurately tasks can be accomplished in the repository.
Illumination levels are often measured or specified as footcandles (FC) in the United States, originally defined as the illumination of an object by a candle 1 ft away. 6 The international measurement is lux, and 1.0 FC is equivalent to 10.76 lux. In the past, brightness was described in terms of watts (W), which is actually a measure of energy consumption. Brightness is more appropriately measured as lumens (lm). 7 Color temperature also plays a part in how people perceive color. Most industrial lighting is in the “cool white” range (∼5,000°K) which provides fairly neutral color perception (“moderate”), skewed neither to the red-yellow (“warm”) nor to the “blue-green” (cold).
Light standards have been established by the American National Standards Institute and the Illuminating Engineering Society in North America (ANSI/IES-RP-7-1991). The US Occupational Safety and Health Administration (OSHA) has established minimum lighting levels for various types of tasks. 8 If the repository storage area is considered an “active storeroom,” the OSHA code would require a minimum illumination of 10 FC. For office areas, the minimum is 30 FC. In addition, task lighting may be required where close work is required (e.g., reading barcoded labels on cryotubes).
The most common forms of lighting in warehouse-type facilities are metal halide and fluorescent. Fluorescent lighting is typically used in office areas and labs. While relatively efficient, fluorescent lighting fixtures should be used with the smallest bulbs consistent with the amount of light needed to minimize power consumption. Bulb size is expressed in 1/8″ diameter increments, so a T12 bulb is 1.5″ in diameter, and a T8 is 1.0″ in diameter. Older T12 and T10 bulbs consumed 40 W per bulb, but the newer T8 consumes 32 W per bulb. Efficient reflectors that direct the light to the needed area should also be employed. These lamps have a rated service life of the order of 20,000 h if left on for >3 h at a time. Frequently turning the lamps off and on will shorten service life. The lamps do lose efficiency over time, typically only emitting 50% of their initial light at burnout. An advantage of florescent lights is that they are relatively inexpensive to purchase. A relatively high number of fixtures/lamps are required to light a repository, especially if the ceilings are high. Task lighting fixtures should be positioned above the openings of storage units no higher than 11–12 ft above the floor (to facilitate replacement of lamps), but high enough to permit movement of equipment beneath them.
Light-emitting diode 9 (LED) bulbs, composed of an array of individual LEDs, have become more common and offer significant efficiencies in terms of energy consumption and service life. Currently, they are still relatively expensive to purchase, but their cost is dropping rapidly. A 100-W incandescent bulb, which is no longer manufactured or sold in the US, emits ∼1,800 lm compared with ∼800 lm for most of the LED lamps currently marketed. LED bulbs labeled as “100 W replacement” are now readily available, and have a service life of up to 50,000 h. They are not sensitive to on/off cycles and are “instant-on.” This technology is rapidly advancing, with higher output lamps being introduced. The light from an LED bulb is highly directional unless deliberately diffused. LED bulbs that directly replace T8 fluorescent lights in the same fixtures are readily available. While more expensive to purchase, these LEDs are recommended over the T8s because they will have a longer life and cost less to operate.
When comparing power consumption and heat generation of bulbs rated for similar light output, 10 an LED bulb consumes 10%–15% of the energy required for an incandescent bulb, and generates 4%–6% of the heat. A fluorescent bulb [compact fluorescent lamp (CFL)] bulb consumes 20%–25% of the power and releases 35% of the heat of an incandescent bulb.
Repositories occupying high bay space frequently use metal halide lighting. A smaller number of these fixtures/bulbs is required to light a repository, thereby consuming less power in total. However, the bulbs operate at a very high temperature, adding heat that must then be removed by the HVAC system. The service life of a metal halide bulb is in the order of 6,000–15,000 h. The output efficiency of the metal halide lamps does decrease with time. In addition, as a safety consideration, the bulbs must have a full cover because they can explode upon failure. It does require several minutes for these bulbs to reach full output intensity after starting. Thus, they should not be used where frequent on/off switching is needed.
Induction lighting is now becoming much more common in the US, and is already extensively employed in Europe. These fixtures/bulbs do not have a filament; power is transmitted into the bulb via a magnetic or electric field. They have a long life (60,000–100,000 h), have low energy consumption, and produce minimal heat generation compared with the metal halide devices. They are available in a number of formats and sizes, and are very applicable to the high bay applications in many repositories, as well as for external lighting.
The costs in time and material for replacing light bulbs can be quite significant. Replacement can also be difficult if the lights are located over equipment, mounted in a high ceiling, or on rooftops or poles for outdoor lights.
A simple way to improve lighting in the repository significantly is to paint the ceiling a reflective white so that all the scattered light generated may be better used. Going from a typical gray ceiling to a white ceiling yields a significant change in the apparent brightness of an industrial space for a fairly low cost over time.
Power
The growth and expansion of many repositories has been limited by the lack of available electric power. Power demand is driven by mechanical refrigerators and freezers, and by the air-conditioning necessary to support them. Ultralow freezers typically consume ∼15–22 KW/day, although one manufacturer's freezer uses <10 KW/day. 11
Mechanical freezers are available in 120-V and 208/240-V versions, with limited availability at 460/480 V. The 208/240-V units and the 460/480-V units may be available in both single- and three-phase configuration. The higher-voltage models are typically more efficient, especially for large refrigerators and freezers. The largest storage units are only available in 208/240 V and 460/480 V 3-phase configurations. Walk-in refrigerators and freezers have larger compressors, and also typically operate at the higher voltages.
For the initial repository design, the maximum anticipated electricity draw of the repository when filled to its design capacity should be calculated, and sufficient amps of electrical current must be brought to the site. Switchgear to distribute the power within the facility can be added incrementally, but it is extremely difficult and expensive to add capacity later. Hence, primary power should always be brought in initially at the highest economically possible level. For most large repositories, this means 3-phase power at 460/480 V.
While relatively nominal compared with freezer and HVAC needs, care must also be taken to assure sufficient power for lighting, computers, alarm systems, and most lab equipment.
Repositories are typically highly dependent on electric power. Therefore, loss of commercial power must be considered when planning because it will inevitably occur. On-site generator capacity capable of supplying all the critical power needs is the normal approach. Generators may be fueled by diesel, natural gas, or propane. Consideration must be given to how long the fuel supply will last, and how will resupply be accomplished. While the typical commercial power outage may only be for a few hours, outages measured in days must be considered and planned for. No single type of fuel can be said to be the perfect solution. In a sustained outage, the typical diesel generator fuel tank must be refilled periodically—usually every 4–48 h. While a large on-site fuel tank may be part of the solution, storing large quantities of diesel fuel requires special environmental permits and construction, which can be quite costly. If a large storage tank is not used, another method of resupply must be used. If the power outage is regional, suppliers may not have power to their pumps to dispense fuel. Roads may not be passable due to snow or flooding. While natural gas may appear to be the ideal answer, some parts of the US have faced curtailment of supply. The same resupply issues also apply if propane is employed. Recent technology improvements are now making it possible to run more than one type of fuel in a generator. Units that can change between natural gas and propane, or diesel and propane, are available at a modest cost premium.
Beyond a certain capacity/horsepower rating, typically 350 KW or 469 horsepower, additional Environmental Protection Agency (EPA) requirements and permits may apply. For this reason, and for redundancy, large repositories will typically be supplied by 2 or more generators.
It is also prudent to consider what happens if one of the generators fails in service. To mitigate this risk, electrical “paralleling gear” may be employed, which allows power from any generator to be routed to multiple circuits within the facility. Triage protocols can be employed to keep the most critical refrigeration units functioning.
In some areas, electrical “brownouts” are common, and occur when electrical demands are very high and power companies reduce voltage spread load to prevent a total loss of power (“blackout”). The most serious effect of a “brownout” in the repository is to make the refrigeration compressors work less efficiently, drawing more power for the same output, and overheating, which can lead to failure, both immediately and in reduced service life. Fortunately, computer power supplies are insensitive to voltage changes, and will continue to function normally under “brownout” conditions.
In this era of computers and electronic controls, prudence dictates that critical equipment must be protected from power surges, spikes, and similar events. Power protection and/or conditioning is appropriate, either at the individual piece of equipment, on a large scale for the facility as a whole, or possibly both functions for the most critical and valuable equipment. Computers and computer-driven monitoring and control devices should be equipped with uninterruptible power supplies (UPS), which come in two varieties: (1) a high-speed switch that diverts the power supply to a battery source if commercial power is lost, and (2) the “true” UPS in which the device is always supplied by power from a battery, being charged by the line supply. This inverter/converter design provides a constant voltage—smoothing the variations in line supply caused by equipment being turned on and off, brownouts, and blackouts. In either type of battery backup system, the battery capacity must be sized to allow time for orderly shutdown of equipment, providing sufficient power to run the computers and sensitive equipment until generators can be brought online or until commercial power is restored.
HVAC
The design of laboratories that will use biosafety level 2 or higher practices should provide for a negative airflow from the common or outside areas into the laboratory, particularly when constructing new facilities. The quantity of air exchanges, which is not mandated, could range from 4–12 exchanges/h to provide airflow into the area, and should be balanced with the draw caused by operation of biosafety cabinets and/or an exhaust fan. All air exiting a biosafety level 2 or higher facility must be HEPA-filtered, in either the exhaust air ducts or the biosafety cabinets.
Freezers and self-contained refrigerators generate large amounts of heat. Mechanical cold-storage systems must be maintained at ≤75°F (27°C) for optimum compressor life. The ultra-cold (−80°C) freezers will fail rapidly at higher ambient temperatures, although most will now function up to 90°F (32°C). Sufficient air-conditioning must be provided to maintain both the temperature and air flow around the units for localized cooling.
Total HVAC requirements for the repository should be computed as part of the design process.
Walk-in units usually have their compressors mounted outside the facility—on the ground or roof—and do not contribute significantly to the heat load. Each ultra-low freezer generates ∼3,200 BTU/h. One ton of air-conditioning equals 12,000 BTU/h. Therefore, a little over a quarter of a ton of air-conditioning is needed for each ultra-low mechanical freezer.
Most repositories will employ HVAC systems with the compressors and evaporators located externally to the repository space, generally on the building roof. Here, air is cooled on the roof and ducted into and recirculated through the repository. Warm air is exhausted out of the repository via hot-air returns. Care in design must be taken to ensure the exhaust air is far enough from the intake ducts that the hot air is not “tight-looped” and brought directly back into the building.
Conventionally, the cooled air from the rooftop units is moved into the repository and distributed through insulated rectangular metal or spiral ducts. An innovation that saves significant construction cost is the use of a fabric tube sized for the amount of air being moved. It is suspended by metal loops mounted to the ceiling. The fabric tube has holes to let the cool air flow out and down to the floor. This type of ducting is lightweight, and easier and less expensive to install.
“Split systems” are now available in which only the cooling fluid is circulated between the compressor located on the outside of the building and the functional area. The evaporator is located inside the facility and cools the air. These systems can be very energy efficient when properly applied.
Cryogenic freezers do not need supplemental air-conditioning, and they also provide a small amount of cooling to their surroundings. (Hence, one component of the repository HVAC equation could be co-locating mechanical and cryogenic freezers.) They will consume slightly more LN2 at high ambient temperatures, but this usage increase is seldom significant.
Large repositories employing mechanical freezers seldom require heating. If mechanical units are used for a significant amount of the overall storage, the refrigeration units generate enough heat that air-conditioning is usually required on all but the coldest days. Office areas and shipping/receiving areas may require supplemental heat for the comfort of the employees. The exception to this rule is repositories that store highly sensitive materials, such as vaccines and biopharmaceuticals. These materials must be maintained over a very narrow temperature range (typically +2°C to +8°C). Here, heat may be required to prevent freezing of the materials or their containers.
Access/Loading Docks
Movement of equipment and materials into the repository should be carefully considered during planning and design. Fire codes will dictate the minimum number and sizes of doors. Ideally, the repository will be located at ground level for easy access, but frequently they must be constructed on upper floors or below grade. Since freezer units are bulky and difficult to maneuver, the repository must have at least one set of doors (preferably double doors) with a minimum clear opening of 5.5 ft (1.7 m) to bring in large freezers and supplies. Standard door height [6′8″ (2 m)] is normally sufficient.
The types of materials and supplies to be brought in, the frequency of deliveries, and where in the repository the material will be used and stored are important access considerations. Dry ice may be required for shipping or for emergency refrigeration (and proper disposal of the accumulated dry ice from received shipments must be considered as a waste to prevent excessive CO2 inhalation by workers). Shipping materials, especially insulated containers, can be very bulky, and are usually received or shipped on pallets. If samples will be shipped/received frequently, easy access to these areas is needed.
The repository should have a dock for moving materials in and out, with access though a large door—usually a roll-up style. A dock allows a large truck to back in for easy unloading/loading. In North America, the standard dock height is 48–52″, but may be as high as 55″. A dock plate bridges the gap between the truck and the dock to accommodate a fork truck or pallet jack. If a standard height dock is not available, equipment and supplies can be moved via a ramp, but this alternative can become precarious when large freezers or bulk supplies are involved.
If the repository is to be located above or below grade, a freight elevator will be required. The elevator should be sized and rated to hold the largest anticipated freezer and pallets.
Security
The basic elements of a security system, physical and biological, belong in every repository operation. Security considerations should start the facility design process so that all access points may be carefully considered and properly secured. Depending upon the level of security needed, the basic construction of the building becomes a consideration: metal skin, block, or precast concrete. The number and type of doors are considerations for these warehouse facilities. Personnel doors are necessary for normal access and emergency egress. Building codes will specify the minimum number, size, and placement of emergency exits.
An electronic security system is an essential consideration, providing alarms at all entry points, including windows. Along with entry-way control, motion sensors are commonly employed when no one is scheduled to be in the repository. These sensors can be set to cover not only the common points of entry, but also the ceiling areas. Electronic locks on doors have become the norm, with tracking systems keeping records of who accesses the repository and when. The systems can be programmed to give individuals access only during specified hours. The security system should be monitored at all times; the facility and storage unit alarm systems are monitored at the site during normal working hours, and by either automatic call-out or a third-party provider—or both—during off-hours. Normal practice is for the alarm conditions to be sequenced, with the alarm being local/sounded internally initially, then being sounded externally if the correct response codes are not entered within a specified time period. Video surveillance has become inexpensive, and should be included in all security systems.
Electronic locks are now available for freezers, and can tie into the overall security system to record data such as who accessed the storage unit and for how long the door was opened.
For storage of specimens such as the high-threat Select Agents, additional security measures may be necessary, such as bars over vents and skylights, block construction or steel mesh in walls shared with other organizations, and iris or fingerprint scans for entry into the highest security areas.
Biosecurity for repositories is a relatively new requirement. The original concept of biosecurity revolved around minimizing the spread of disease among animals and plants, including introduction of invasive species. The definition has quickly expanded to encompass control of the spread of disease (HIV/AIDS, SARS, Co-V MERS, Ebola, etc.), and the control of potential agents of bioterrorism—anything that presents a threat to public health or national security. A program for biosecurity in a repository and laboratory will include physical security, personnel security, material control and accountability, transport, information, and program management. 12
A security assessment of a facility has become a normal requirement in government Requests for Proposals (RFPs). In most cases, a separate biosecurity plan and information technology security plan must also be included in the response. The need for these plans should be included in the design of the repository and the procedures and policies of operation.
Safety Considerations
When designing for cryogenic and CO2 storage and handling systems, the requirements of the National Fire Protection Association Code 55—“Compressed Gases and Cryogenic Fluids Code” should be considered.
LN2 Handling
LN2 is a super-cooled substance that normally exists at a temperature of −196°C [−321°F (77°K)], and is produced by cryogenic distillation of liquidized air. Nitrogen is inert in either liquid or gaseous form. It is comprised of 78.09% of normal dry air, is non-corrosive, and by displacing oxygen, prevents corrosion in the materials it surrounds.
One of the properties of LN2 is that it will boil and gasify immediately upon coming into contact with any warmer surface, forming an insulating blanket around the surface. Upon boiling and expanding to room temperature [20°C (68°F)], it expands 694 times, which can cause dangerous pressure in vessels if it is confined.
When using a super-cooled liquid, great care must be taken to prevent any spills. Flesh will “burn” when exposed to these temperatures, as demonstrated by the fact that LN2 is commonly used in some types of medical procedures, especially dermatology, to “burn off” sections of skin or parts that have become diseased. Materials being removed from LN2 freezers are also initially at the same temperature. Safety precautions must be taken in handling the liquid or frozen materials, including the use of personal protective equipment (PPE) such as lab coats, aprons, safety goggles, safety glasses, face shields, and insulated gloves. Spills of the liquid can damage flooring, embrittle and crack plastic equipment, and cause some materials to shatter due to thermal shock.
The boiling LN2 will displace O2, so adequate ventilation must be provided and a method of rapid air change put in place. Standard practice is to utilize O2 sensors in areas where LN2 freezers are located. A dual set-point alarm system is usually used, where an initial alarm is activated at ∼20.5% O2, and a second “evacuate” alarm when the O2 concentration in the air drops <19.5%. 13 O2 depletion can occur relatively gradually during freezer-filling operations, or catastrophically in the event of a line rupture or when the bulk tank is overfilled, causing its pressure relief valves to open. In these emergency cases, a “white-out” can occur in seconds, as the dropping temperature turns the moisture in the air to snow. Visibility can go to 0 in a few seconds, and with the associated O2 depletion, personnel must be evacuated immediately. This possibility must be considered in the repository design and operation. Provision must be made for fans to draw the N2 out and bring air in, and air packs can be strategically placed to allow rescue of personnel. However, in today's regulatory environment, the proper use of air packs requires training and certification, and brings a certain degree of liability.
Another important safety consideration is that the bottom of a freezer will contain any mold, fungi, bacteria, viruses, and so on that drifted into the freezer while the lid was open. These organisms are well preserved and completely viable. Therefore, after any maintenance requiring emptying the freezer, the residual LN2 in the freezer should be allowed to evaporate, and then the tank should be cleaned and disinfected before it is returned to use.
CO2
CO2 normally is present in the air at a concentration of ∼0.035%. Concentrations >0.5% are toxic and can cause unconsciousness and death, so care must be taken when using CO2/dry ice to ensure that the room where it is employed is well ventilated. CO2 monitors are suggested if there is any possibility of CO2 buildup.
Dry ice is commonly used in the repository to hold samples at lower temperatures while performing processing and shipping tasks, and as an emergency refrigerant when a freezer fails. Proper insulated gloves must be worn when handling dry ice, as freezer burns can readily occur if the material is allowed to contact the skin. Dry ice is normally stored in insulated containers; its temperature is −78.5°C (−109.3°F).
Use of CO2 in walk-in freezers should be prohibited, with appropriate signage placed outside and inside all of these units. The biggest threat for CO2 inhalation by personnel normally comes when samples cooled with dry ice are received at the end of the working day, and the box is placed in the walk-in freezer for processing the next morning. Dry ice will sublimate into gaseous CO2 at normal atmospheric pressure, building up inside the walk-in freezer, and cause rapid loss of consciousness if someone enters and closes the door behind them to work in the freezer.
Hence, requiring the use of motion sensors for employees working in walk-in refrigerators and freezers is recommended. These devices, also frequently employed by firefighters and referred to as “man-down” units, send out an alarm signal when the person wearing the devices stops moving for a predetermined amount of time. At a minimum, a “buddy system” (two people working together) should be used when personnel must go in/out of walk-in units for any length of time.
Footnotes
Author Disclosure Statement
No competing financial interests exist.