
Abstract
Abstract
Effects of a lipase-rich solid enzymatic preparation produced by the fungus Penicillium restrictum in solid-state fermentation were evaluated in up-flow anaerobic sludge blanket reactors treating poultry slaughterhouse wastewater with 800 mg oil and grease (O&G)/L. Reactors operated at 30°C under two organic load rates (3.9 and 7.3 kg chemical oxygen demand [COD]/m3·day). The reactor fed with previously hydrolyzed wastewater showed higher methane production values, as well as high COD removal levels (367 and 882 mL CH4/day and 90.4% and 93.5% at 1st and 2nd regimen, respectively). In the reactor fed with raw wastewater, 178 and 642 mL CH4/day and 89.8% and 91.0% of COD removal were verified at 1st and 2nd regimen, respectively. Although differences are not so significant in terms of COD removal and biogas production, the greatest impact on the implementation of solid enzymatic preparation in the prehydrolysis step was the better operating conditions: in the control reactor, frequent episodes of clogging of the effluent and biogas outputs by scum accumulated on the liquid surface were verified, what did not occur in the reactor fed with the previously hydrolyzed wastewater, even after 276 days of continuous operation. Analysis of O&G in the scum and biomass collected from different heights of the sludge bed and photos of the three-phase separator and liquid surface at the end of the operation period from both reactors showed an accumulation of fat significantly higher in the control reactor. Results confirm the effectiveness of the prehydrolysis step in the treatment of wastewater with high fat content.
Introduction
Lipids, for presenting a lower hydrolysis rate when compared with other organic fractions, often harm the biological treatment of wastewaters (Masse et al., 2001a, 2001b). In addition, the possible application of anaerobic processes to treat wastewaters with high concentrations of lipids and proteins such as wastewaters from slaughterhouses is likely due to high amounts of methane that can be recovered in the digestion process. However, anaerobic reactors have little use in the treatment of wastewaters with high levels of fat due to operational problems arising from the accumulation of fat inside them (Demirel et al., 2005; Jeganathan et al., 2006; Rosa et al., 2009).
For satisfactory treatment, the fat load in the wastewater should be reduced by appropriate management in the industry and the use of fat retention equipments such as oil-water separators and flotation. Fat not removed in the primary stage of treatment reaches the biological reactor, and fat adsorption may occur on the surface of the anaerobic sludge, which hinders the transport of soluble substrates for biomass and, consequently reduces the conversion rate of substrates and the development of sludge with low activity and high flotation tendency (Perle et al., 1995; Hwu et al., 1998; Ruiz et al., 1997; Rollón, 1999). Moreover, long-chain fatty acids (LCFA) derived from the hydrolysis step of fats are known inhibitors of anaerobic bacteria and methanogenic archaea (Hanaki et al., 1981; Koster and Cramer, 1987; Angelidaki and Ahring, 1992; Perle et al., 1995; Lalman and Bagley, 2002).
Studies have shown that under appropriate conditions (low organic load fed to the reactor, efficient and expensive pretreatment systems, and a strict acidity and alkalinity control) the anaerobic sludge could degrade LCFA efficiently, leading to the production of large amounts of biogas (Borja et al., 1995; Ruiz et al., 1997; Massé and Masse, 2001; Wang and Banks, 2003; Pereira et al., 2004; Henrik and Ahring, 2006). These results represent a breakthrough in the anaerobic digestion of wastewaters containing lipids/LCFA, as the treatment of these wastewaters has been considered limited due to the toxic effects of LCFA and inhibitory on anaerobic bacteria and archaea. However, in several of these works, the application of higher organic loads reduced the COD removal efficiency, resulting in sludge loss and flotation and even the collapse of the reactor.
A large number of pretreatment systems (grease-trap, tilted plate separators, dissolved air flotation systems, and physicochemical treatment) are employed to remove oil and grease (O&G) from these wastewaters before the main treatment process itself, which is generally of biological nature. However, the cost of such reagents is high, the removal efficiency of dissolved and/or emulsified O&G is low, and extremely problematic sludge is produced (Cammarota and Freire, 2006). Thus, new technologies are necessary to enable efficient anaerobic treatment and energy recovery of wastewaters rich in lipids/LCFA. The specific application of lipases or enzyme pools with high lipase activity in wastewater treatment has shown a promising technology (Cail et al., 1986; Masse et al., 2001b, 2003; Cammarota and Freire, 2006). Lipases generally act in the organic-aqueous phase, catalyzing the hydrolysis of ester carboxylic links from triglycerides into diglycerides, monoglycerides, glycerol, and fatty acids (Jaeger et al., 1994). This hydrolytic step before further biological treatment favors the organic matter assimilation process by the microbial consortium due to a reduction in the diameter of particles to be treated. This increases the surface area and facilitates contact between organic matter and biomass.
In a previous study, Valladão et al. (2007) examined the anaerobic biodegradability of wastewaters from poultry abattoirs, raw and pretreated with 0.1% (w/v) of a solid enzymatic preparation (SEP) rich in lipases produced by solid state fermentation, both with initial content of 1,200 mg O&G/L. Four days later, the previously hydrolyzed wastewater had 85% of COD removal and 175 mL of biogas production, whereas the raw wastewater had 53% and 37 mL. Given the evidence of better biodegradability of wastewaters enzymatically prehydrolyzed in these systems (100 mL penicillin-type flasks), it became necessary to monitor the treatment in up-flow anaerobic sludge blanket reactors (UASB) already used by various industries. Thus, the aim of this study was to evaluate the performance of two UASB reactors treating poultry slaughterhouse wastewater with high fat content, a reactor being fed with previously hydrolyzed wastewater and another reactor fed with raw wastewater.
Materials and Methods
Solid-state fermentation
The enzyme pool was produced using solid-state fermentation of the fungus Penicillium restrictum, which was isolated from an Orbignya oleifera (babassu) oil extraction of industrial waste (Freire et al., 1997). The agro-industrial waste generated in the babassu seed oil extraction stage, known as babassu cake, was used as a culture medium. This cake was supplemented with 2.5% (w/w) molasses, a waste product from the sugar industry, and inoculated with a suspension of P. restrictum spores (107 spores/g cake). The fermentation was carried out in lab-scale tray-type bioreactors containing 10 g of cake forming a 1-cm deep layer. It was incubated for 20 h in a fermentation chamber with a controlled temperature of 35°C and a humidity of 70%. At the end of the fermentation process, part of the fermented cake was sampled for determination of lipase activity, the most important enzyme in the pool (average value of 56.8 ± 10.9 U/g). In this condition, the protease activity was minimal (average value of 13.0 ± 3.0 U/g), which is important for the stability of the lipase present in the SEP. The remainder of the fermented cake was dried for 4 h at 45°C. It was then wrapped in plastic sacks and frozen (−20°C) until use.
Wastewater and sludge characterization
The wastewater used was collected in a local poultry slaughterhouse after the flotation step, analyzed using standard methodologies (Greenberg et al., 1992), and kept at −20°C until use. The wastewater was added to fat collected in the same place in sufficient quantity to obtain O&G concentration of 800 mg/L. This concentration was chosen based on the characteristics of the wastewater generated by the plant and also on the results of previous works (Valladão et al., 2007). After analysis (85.8% ± 8.9% water and 0.01% to 11% [dry weight] O&G), the fat was stored at −20°C until being added to the wastewater. The anaerobic sludge was collected in the UASB reactor in operation in the same slaughterhouse, presenting concentration of volatile suspended solids (VSS) of 11,461 mg/L and specific methanogenic activity of 0.10–0.16 g CODCH4/gVSS
Enzymatic hydrolysis of the O&G
Wastewater from poultry abattoirs containing 800 mg O&G/L was pretreated with 0.1% (w/v) of the SEP for 4 h at 30°C and 120 rpm after the specified O&G concentration was adjusted; and the pH was brought to 7.0 ± 0.2. This hydrolysis condition was named best in terms of efficiency and cost in a previous study (Valladão et al., 2009). After hydrolysis, the babassu cake was separated from the wastewater by means of screening (mesh 14); and the filtrate (hydrolyzed wastewater) was maintained at 4°C until being used in the bioreactor feed.
Experimental equipment
The anaerobic treatment was carried out in two UASB reactors that were built using acrylic fiber (1.87 L total volume and 1.5 L usable volume). The dimensions of the reactors were 8.5 cm in diameter and 33.0 cm in height. A perforated plate with 1.0 mm-diameter holes was placed at the conical base of the reactors so as to allow a better distribution of feed and to prevent the formation of preferential channels. Three sampling points were located at 5, 13, and 20 cm from the base of the reactor. The biogas was vented in the upper portion of the UASB reactors immediately after passing through a three-phase separation system, consisting of three baffle plates 10.5 cm height and 7.0 cm in diameter fastened to a central stem and positioned alternately with a 1.5 cm overlap and at an angle of 30°. The gas bubbles were separated from the sludge and from the effluent when passing through the plates, and they were directed to the biogas outlet canalization in the upper part of the reactor by the plates themselves (Caixeta et al., 2002). A schematic representation of the reactor used in the experiments is shown in Fig. 1. After inoculation with 600 mL anaerobic sludge, the continuous feed (daily prepared to prevent deterioration) started with hydraulic retention times of 20 h. One reactor was fed with wastewater enzymatically pretreated (called Test Reactor), whereas the other was fed with raw wastewater (nonenzymatically treated, called Control Reactor). The reactors operated at 30°C for 276 days being fed to maintain a constant organic loading rate (OLR). During operation, two regimes according to the organic load were evaluated: 1st (3.9 kg COD/m3
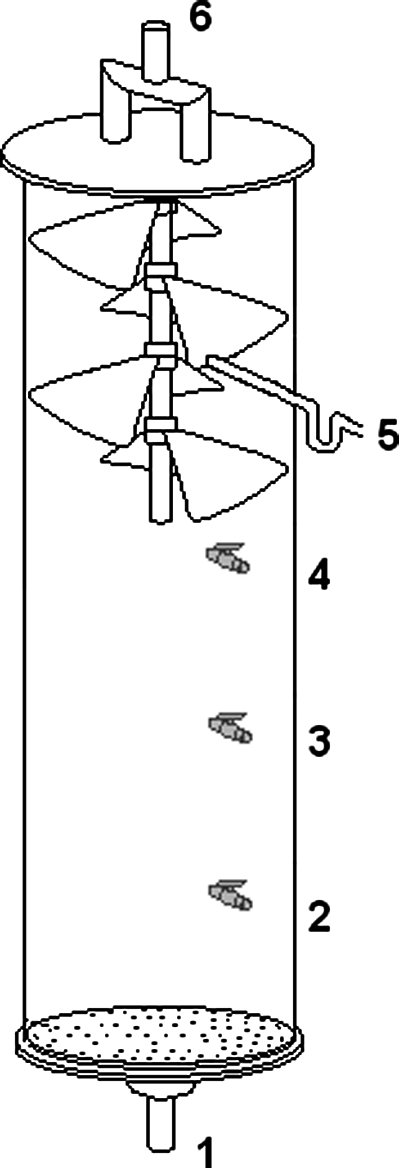
Schematic drawing of experimental up-flow anaerobic sludge blanket reactor. Feed (1), sampling points (2 to 4), effluent outlet (5), biogas outlet (6).
Both reactors had their performance monitored by analysis of pH, COD, volatile acidity, alkalinity, turbidity, O&G, methane, and biogas production. The parameters used to monitor the UASB reactors were analyzed through Student t test with significance level of 5% using the Statgraph software 5.1.
Analytical methods
The lipase activity of the fermented cake (SEP) was determined for each solid-state fermentation that was conducted according to Gombert et al. (1999). After fermentation, phosphate buffer (100 mM, pH 7.0, 5 mL/g) was added to each tray containing the fermented solids. The enzyme extraction was carried out in a rotary shaker at 35°C and 200 rpm for 20 min. Later, solid-liquid separation was performed by pressing followed by centrifugation at 2,000 g for 2 min (Gombert et al., 1999). The supernatant was used for lipase activity determination (Freire et al., 1997) and then stored at −20°C for other analyses. One lipase unit was defined as the amount of enzyme that catalyzes the release of 1 μmole of fatty acids per minute under assay conditions. The biogas volume was measured by means of liquid displacement in gas meters containing acidified saline solution, and the methane percentage was measured through gaseous chromatography with thermal conductivity detector in Shimadzu equipment, model GC–17A. All parameters used in the fat, wastewater, and sludge characterization and in the bioreactor monitoring process were determined according to the Standard methods (Greenberg et al., 1992).
Results and Discussion
Table 1 shows the results for the analyses of the wastewater obtained in eight different samples throughout the study. COD, biochemical oxygen demand (BOD5), and O&G values showed large variation, because the wastewaters were submitted to different operational procedures in each industry, but these results are consistent with those reported in literature. In the industry of this study, since the raw wastewater can display up to 1,200 mg O&G/L, a dissolved air flotation system was used for separation of fats and suspended solids before the biological treatment (UASB reactor). The O&G values presented in Table 1 show that the flotation equipment meets the O&G removal requirements. The average BOD5/COD ratio presented by the wastewater collected (0.63) indicates satisfactory biodegradability.
Collected after flotation unit.
COD, chemical oxygen demand; BOD5, biochemical oxygen demand; O&G, oil and grease.
Throughout the operation period, variable values of influent COD were obtained in both reactors. This variability of input values was corrected by adjusting the input flow to obtain constant OLR values over the operation period and similar between the two reactors. Table 2 summarizes the results obtained during the operation of the Control and Test reactors in both feeding regimes: in the 1st regime, the OLR was maintained at around 4 kg COD/m3
Volume at 25°C/1 atm.
OLR, organic loading rate; VFA, volatile falty acids.
After the preparation of the raw wastewater (wastewater + fat) and hydrolysis of the pretreated wastewater (0.1% SEP for 4 h), the pH was adjusted to 7.0. During operation, there was an increasing trend in pH values of effluents (outputs) of both reactors. However, the values remained within the range described as ideal for the operation of UASB reactors (Table 2), even with both reactors presenting high volatile fatty acids (VFA)/alkalinity ratio values. The control reactor showed increased VFA/Alkalinity ratio during the 1st regime, from 0.7 up to 7.9 near the 100th day of operation. Then, this relationship stabilized between 6 and 8, with only some values outside this range. The behavior observed in the 1st regime was due to increasing VFA concentrations and alkalinity virtually constant throughout the operation period of the control reactor. This result is probably due to the accumulation of organic acids in the medium as a result of the inhibition of sensitive microorganisms such as acetogenic bacteria and methanogenic archaea (Koster and Cramer, 1987; Hwu et al., 1998). In the 2nd regime, the VFA concentration still increases, but probably a larger population of acidogenic bacteria and consequently higher consumption of VFA by stabilizing the VFA/alkalinity ratio were observed. Rosa et al. (2009) found an anaerobic bacterium that oxidizes unsaturated fatty acids (probably Syntrophomonas wolfei) in the inoculum from a poultry slaughterhouse wastewater treatment system that treats poultry slaughterhouse effluent with high fat levels and in regimens without fat and with 1,200 mg/L O&G without prehydrolysis of an anaerobic digester. This microorganism was abundant during the acclimation period and in subsequent regimens. In the test reactor, there was an increase in the VFA/Alkalinity ratio throughout the 1st regime (from 1.6 to 9.2), then, a decrease in the 2nd regime due to the drop in acid production, returning to values close to the beginning of operation (1.9–3.4). Possibly, the use of a solid enzyme preparation in the preliminary step mostly composed of lipases specific for substrates (fats) favored the formation of shorter-chain fatty acids, which are rapidly assimilated; whereas in the control bioreactor, the acids formed only by the microorganisms present in the influent and in the anaerobic consortium may be LCFA, which are known inhibitors of methanogenic microorganisms.
Large variability and higher turbidity were observed in samples collected at the output of the control reactor over the entire operation period when compared with results obtained in samples from the test reactor. The average turbidity in the effluent from the control reactor was 1.3 and 1.8 times higher than in the 1st and 2nd regimes of the test reactor, respectively. The averages obtained during the 2nd regime were higher than those obtained in the 1st regime (1.5 and 1.1 times higher for control and test reactors, respectively), showing correlation with the increased organic load applied to the reactors. Turbidity measurements were performed to assess the loss of solids with the effluent stream. The higher values found for the control reactor indicate a greater washout of cells, which can be attributed to the presence of low-density fat particles. These particles tend to float and carry part of the biomass to the surface of the reactor, reducing the sludge concentration in the bed and the effluent quality. Cammarota et al. (2001) treated dairy wastewater containing high O&G levels (868 mg/L) in an UASB reactor and observed effluents with high turbidity (757 NTU). When the same dairy wastewater started being enzymatically pretreated with 0.1% (w/v) of SEP, turbidity was reduced by 75%. Both turbidity and VSS had lower values, whereas the O&G content in the feeding mixture was kept at 200–400 mg/L. When the O&G content increased to 700–800 mg/L, these parameters increased considerably and showed great variability.
Variations in the COD removal efficiencies in the anaerobic reactors throughout the operational period and under two feeding conditions are shown in Fig. 2 and Table 2. A very similar profile between results of the test and control reactors can be observed. Both had an initial adjustment period, with increasing removal values until about the 50th day of operation. After this adjustment period, high removal rates were maintained throughout the operation in both regimes. Only from the 200th day of operation, the control reactor seemed to have greater instability, but still maintaining removal rate values higher than 80%. Despite the high and very similar average values, the control reactor, when compared with the test reactor, had nine episodes of clogging at the effluent output, three episodes at the 1st regime and six at the 2nd regime (arrows in Fig. 2), indicating that there was an accumulation of nonmetabolized fat inside the reactor. In fact, large discrepancies between COD removal and methane production during the treatment of wastewater containing fats are found due to physical adsorption of fat to the sludge surface. This adsorption is partly responsible for the high removal efficiencies observed during the operation of the reactors (Sousa, 2006). In these cases, high COD removal values could be obtained, which does not necessarily mean that fat is being metabolized and converted into methane. In assessing the lipid profile, it was observed that the nonhydrolyzed wastewater (0 h, fed into the Control reactor) had more than twice the amount of fats in the form of triacylglycerols in the wastewater than the wastewater hydrolyzed for 4 h (fed into the Test reactor). Caixeta et al. (2002), treating slaughterhouse wastewater containing between 40 and 600 mg O&G/L in UASB reactor, observed COD removal rates ranging from 77% to 91%. However, Ruiz et al. (1997), treating slaughterhouse wastewater containing 8,000 mg/L of COD in UASB reactor followed by anaerobic filter, achieved COD removal rates from 60% to 90%; but when high organic loads were applied, problems such as flotation and loss of biomass occurred. Pereira et al. (2002) achieved COD removal rates from 70% to 80% during treatment of oleic acid in two different anaerobic reactors operating at up to 8 kg COD/m3
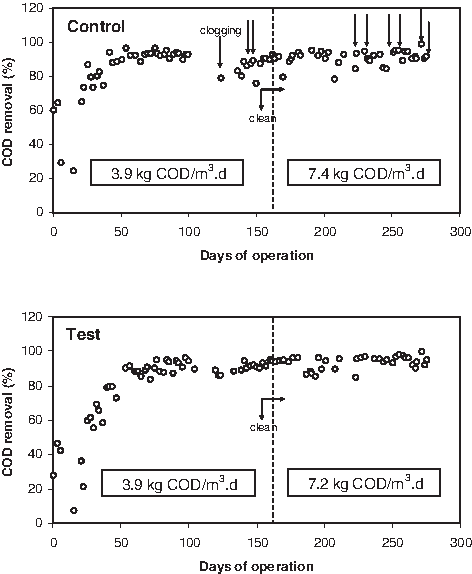
Chemical oxygen demand removal efficiency in control and test bioreactors during both operation regimes. Vertical arrows indicate episodes of blockage of biogas and effluent outputs in the control reactor. Horizontal arrows indicate the opening of the reactor for cleaning before the beginning of the 2nd regime.
The percentages of methane in biogas samples collected from the control reactor showed greater variation during the 1st regime (between 53% and 82%). In the 2nd regime, this variability was much smaller, mostly from the 220th day of operation (between 52% and 62%). As in the control reactor, the percentage of methane produced during the 1st regime in the test reactor (between 59% and 83%) had greater variation when compared with the 2nd regime (between 54% and 66%); but this variation was lower than that observed in the control reactor. For both reactors, the mean values achieved during the 1st regime were higher than those obtained in the 2nd regime, the values of the test reactor being higher than those of the control reactor in both operation regimes (Table 2).
Methane production in control and test reactors was more stable during the 1st regime, but with lower values when compared with the 2nd regime. This increase in production from the 1st to the 2nd regime was expected due to the increased organic load applied to the reactors. For both reactors, the specific methane production values obtained (34.1 and 63.6 mL CH4/g CODconsumed for the 1st and 2nd regimes for the control reactor and 81.6 and 89.1 mL CH4/g CODconsumed for the 1st and 2nd regimes for the test reactor) were much lower than the theoretical value expected (382 mL CH4/g CODconsumed at 25°C/1 atm). This result indicates accumulation of nonmetabolized organic matter inside the reactors. Nevertheless, the operation of the test reactor, which receives the same organic load applied to the control reactor, generated larger volumes of methane in both regimes adopted (Table 2). The results are consistent with those reported by Sayed and de Zeeuw (1988), treating wastewater from a slaughterhouse in UASB reactor. The results obtained by these authors lead to the conclusion that this system can satisfactorily treat organic loads of up to 5 kg COD/m3
Observing the statistical analysis conducted with average values obtained in the evaluation of both UASB reactors (Table 3), there are significant differences, always favorable to the operation of the test reactor for the COD removal during the 2nd regime and for the methane production in 1st and 2nd regimes. These findings underscore the benefit of the enzymatic treatment as a preliminary step for the treatment of slaughterhouse wastewaters containing high fat content in UASB reactors.
Volume at 25°C/1 atm.
Y, comparison between values shows statistical significance; N, comparison between values do not show statistical significance; C1/C2, comparison between average values obtained in control reactor in the 1st and 2nd regimes; T1/T2, comparison between average values obtained in test reactor in the 1st and 2nd regimes; C1/T1, comparison between average values obtained in control and test reactors in the 1st regime; C2/T2, comparison between average values obtained in control and test reactors in the 2nd regime.
At the end of each operation regimen of control and test reactors, an analysis was performed to obtain the biomass profile and the accumulation of fat in the sludge bed. The concentrations of VSS obtained in samples collected in the sampling points along the height of the bioreactors are shown in Table 4. According to literature, UASB reactors should have a solid concentration after inoculation in the range of 20–40 g VSS/L (Stronach et al., 1986). The concentration of solids after inoculation of both reactors (4.2 and 4.3 g/L for control and test reactors, respectively) was below that recommended in literature. However, in the test reactor, a value compatible with literature was already reached in the 1st regime, remaining high within the expected range also in the 2nd regime. In the control reactor at the end of the 1st regime, the concentration of solids remained below recommended levels, a fact probably related to loss of biomass due to the formation of scum. Some authors have reported that wastewaters with high fat and protein contents are not appropriate for granulation of the biomass in UASB reactors (Vidal et al., 2000). In the 2nd regime, the increased concentration of solids is probably related to accumulation of fat in the sludge from the reactor and not specifically to the generation of biomass. According to Batstone (1999), fat can impair the reactor performance, involving the granule, which decreases the mass transfer and causes washing of cells or inhibition of the activity. In the reactor fed with the addition of SEP, the enzymatic pool provided the fat degradation and improved the fat assimilation by microorganisms, allowing the VSS concentration to remain high.
VSS, volatile suspended solids.
The amount of O&G adhered to the biomass was also determined in each section of the reactors. In reviewing the data from O&G in the sludge along the height of the reactors (Fig. 3), it appears that there was an accumulation of fat in the sludge blanket of both reactors over time. However, in the reactor that received the previously hydrolyzed wastewater, this accumulation was much lower. Considering only the most concentrated region in the biomass (in the control reactor, the sum of sections 1 and 2, and in the test reactor, the sum of sections 1 to 3), an average accumulated fat concentration in relation to biomass concentration (VSS) of 105.1 ± 24.7 mg/g in the 1st regime was observed in the control reactor, which increased to 456.8 ± 18.4 mg/g in the 2nd regime, indicating an increase of more than four times. In the test reactor, this value in the 1st regime was 58.8 ± 4.9 mg/g and increased to 138.5 ± 40.7 mg/g in the 2nd regime, indicating an increase of only two times. Nevertheless, in the 2nd regime, the accumulated fat concentration was thrice lower in the test reactor.
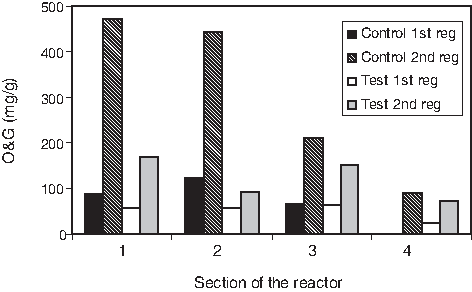
Oil and grease concentration accumulated in the sludge (milligram per gram of volatile suspended solids) in different sections of the control and test reactors at the end of each operation regime.
Analyzing the cell yield calculated at the end of the 1st and 2nd regimes (Table 5), a marked reduction in the biomass growth in both reactors could be observed. Even in the 1st regime, the values were much lower than expected for anaerobic reactors. According to Speece (1996), the anaerobic oxidation of long- and short-chain fatty acids presents a performance of 0.04 to 0.11 and 0.025 to 0.047 g VSS/g COD, respectively. The control reactor showed cell yield lower in the 1st regime when compared with the test reactor. This suggests that the substrate fed into the test reactor was better used for energy production and microbial growth during this period. The cell yield in this reactor (0.028 g VSS/g COD) is similar to that reported by Borja et al. (1995) in a reactor in which the bottom two-thirds were occupied by a sludge blanket and the top one-third by submerged clay rings, using slaughterhouse wastewater as substrate (0.029 g VSS/g COD). However, in the 2nd regime, both reactors showed the same and much lower cell yield, probably due to a slower absorption rate of the feeding organic load (two times higher in this regime) by the fat accumulation in the sludge bed.
TSS, total suspended solids.
The VSS/total suspended solids (TSS) ratio obtained for both reactors (Table 5), as well as previously discussed O&G accumulated in the sludge, also suggests this hypothesis. The sludge used as inoculum in the reactors showed a high content of inorganic salts, creating a VSS/TSS ratio smaller than that usually found for biomass (0.7–0.9). Comparing the initial values (0.36 to 0.37) with those obtained at the end of the 1st and 2nd regimes (0.65–0.73), there is an increase in the ratio, which can be partly attributed to the accumulation of O&G in biomass. At the end of the both operation regimes, the reactors were opened to evaluate the scum production and fat accumulation in the sludge at different heights and to perform a cleanup of the three-phase separators. These openings were needed for cleaning, especially after repetitive episodes of clogging at the control reactor outlet. Figures 4 and 5 show the accumulation level of nonbiodegradable material, particularly fats, in the three-phase separators of control and test reactors at the end of the 2nd regime. These figures show the fat accumulation in the three-phase separator of the control reactor at the end of the operation. The same material adhered to the separator of the control reactor was found blocking its outlet, confirming the deleterious effect of the fat accumulation in the operation of the reactor fed without enzymatic pretreatment. Observing the three-phase separator of the test reactor, little (2nd regime) or virtually no (1st regime) fat accumulation was observed. It is emphasized that the test reactor did not show any episode of clogging or any other operational problem throughout the study period (276 days), once again demonstrating the benefits of the pre-enzymatic treatment in anaerobic biological treatment of wastewaters from poultry processing industry with high fat content.
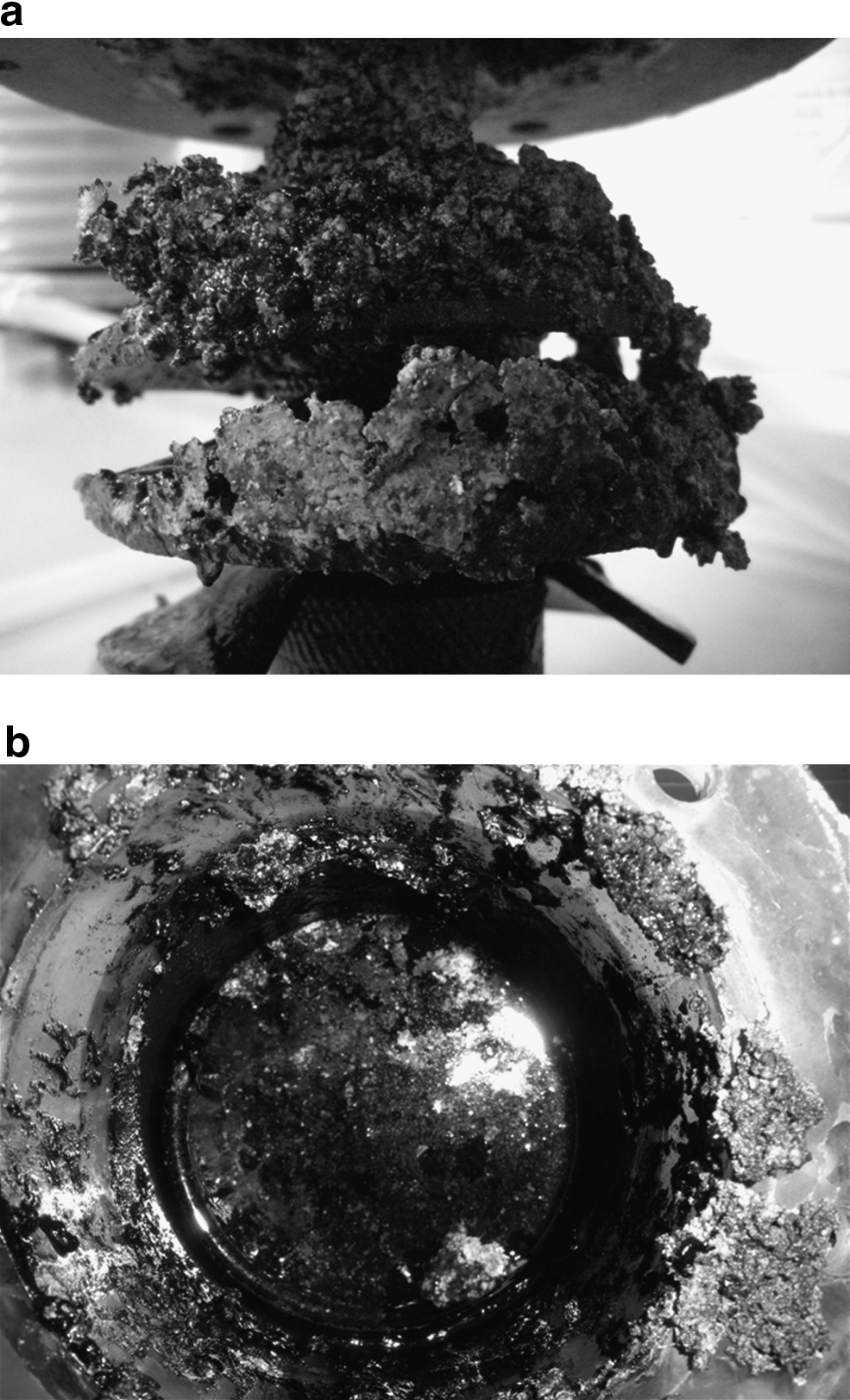
Three-phase separator (
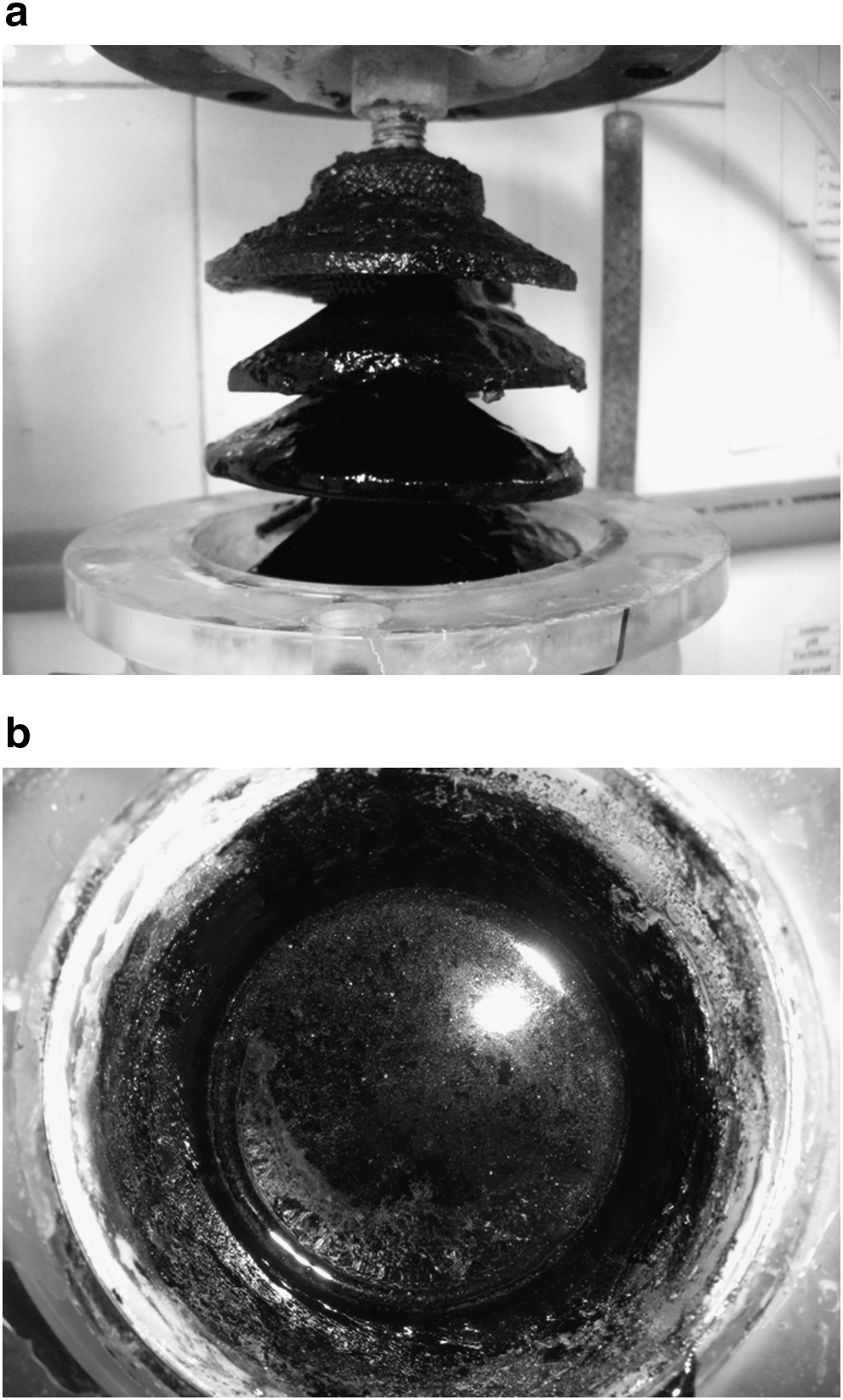
Three-phase separator (
The O&G fraction in the scum removed from three-phase separator UASB reactors during their cleaning was quantified. In the control reactor, the amount of scum was visually larger and contained 16% and 11% (wet basis) of O&G in its composition at the end of the 1st and 2nd regimes, respectively. Into the reactor fed with hydrolyzed wastewater, the amount of scum was smaller, containing about 4% of O&G at the end of the 1st regime and <1% at the end of the 2nd regime. The reduction of fat in the scum from the 1st to the 2nd regime may be related to less time elapsed between one cleaning and another. In the 1st regime, reactors operated for 161 days, whereas in the 2nd regime, reactors operated for 115 days only.
Conclusion
The results achieved in this work clearly suggest the importance and efficiency of application of enzymes obtained by SSF in the pretreatment of poultry slaughterhouse wastewaters with high fat content. The differences are significant in the application of 0.1% (w/v) SEP for 4 h. In the test reactor, higher methane production values were obtained in both operation regimes when compared with the control reactor, as well as high COD removal values. No operational problem was found in the test reactor throughout the operation period, whereas in the control reactor, despite high COD removal values, several operational problems were found during both operation regimes. Frequent episodes of blockage of the effluent and biogas outputs have led to the need of frequent cleaning of the three-phase separators, essential devices for the proper functioning of UASB-type reactors. Both the amount of scum formed as the fat concentration in the scum and biomass in different sludge fractions were significantly higher in the control reactor, thus showing the importance of the enzymatic pretreatment.
Footnotes
Acknowledgments
This work was supported by funds from the Coordenação de Aperfeiçoamento Pessoal de Nível Superior (CAPES), Conselho Nacional de Pesquisa e Desenvolvimento (CNPq), Fundação Carlos Chagas Filho de Amparo à Pesquisa no Estado do Rio de Janeiro (FAPERJ), and Global Ciência e Tecnologia Co. (GCT).
Author Disclosure Statement
No competing financial interests exist