
Abstract
Abstract
An increasing demand for bio-based vehicle fuels and impending harsher regulations of CO2 emissions are driving the development of a second generation of ethanol fuel processes. These processes will increase yields and make new feedstocks available, as they are designed to handle lignocellulosic materials such as wood. In order to achieve a sound financial economy of such a process, as well as an acceptable degree of energy efficiency, it is of the utmost importance that the lignin produced has a high dry content. An experimental study was conducted on lignin slurry from a pilot plant in the north of Sweden, in which the lignin slurry was filtered, pressed, and characterized. The dewatering was evaluated with the classical filtration equation by determining the average specific filtration resistance of the filter cakes. Compared with previous work, relatively low values of the specific filtration resistance were obtained. It is probable that the low values were an effect of the high amount of cellulose fibers present in the lignin residue. Cellulose content of the material produced in a commercially viable process will be much lower and likely result in increased filtration resistance as shown in previous work. Determination of local filtration properties is necessary for efficient design and scale-up of dewatering equipment for compressible materials. To the authors' knowledge, the local results presented are the first such measurements on material that has been produced in a pilot plant.
Introduction
The forest industry in Sweden leaves behind a large amount of unused material (in the form of tree tops and branches); in addition, the country has an annual surplus from the forests (The Swedish Forest Industries, 2010). This makes a lignocellulosic ethanol fuel processs, using wood as the raw material, an interesting alternative for supplying part of the country's energy demand in the transportation sector. The handling of the lignin byproduct in a second-generation ethanol fuel process is very important, as it has a great impact on the energy and material balances of the entire process: the ultimate handling of the lignin byproduct is, therefore, one of the most important issues in determining whether or not the process can be commercially realized. For every ton of ethanol that is produced, approximately a ton of lignin is produced as a byproduct; since the latent heat of combustion of the two products is approximately the same, it is equally important that both be recovered. The lignin could then be burnt to recover the heat of combustion or possibly, in the future, be refined and used as a feedstock for further processing. In both scenarios, the lignin will have to be dewatered first; one viable means of dewatering could be filtration. Previous work in the field shows that lignin tends to form compressible filter beds, that is, the filtration resistance of the bed increases with increasing pressure (Sedin et al., 2003). The collapse of the particle structure as a result of compression makes the bed increasingly denser, thus limiting the pore size and blocking the passage of the filtrate, which, in turn, complicates the dewatering process. Moreover, the question of how the pressed filter cake should be treated remains open. Depending on the circumstances and downstream processes washing, air purging might come into question.
Previous work by Johansson and Theliander (2003) has dealt with the filtration of lignin from a bench-scale process. The lignin material studied in this work, however, was produced in a pilot plant, capable of producing 300–400 L of ethanol per day. The different, and less ideal, process conditions in the pilot plant means that the properties of the lignin produced in it should differ from those of the lignin produced on a bench scale. The goal of the present work is to extend current knowledge of the dewatering, by filtration, of lignin derived from the ethanol fuel process in order to improve the design of filtration equipment used for this purpose.
Experimental Setup
The experimental setup used has been featured in previous studies of both filtration and washing by, for example, Sedin et al. (2003) and Lindau et al. (2007); see Fig. 1. It consists of a cylindrical filtration chamber, the walls of which consist of 15 mm thick Plexiglas with an inner diameter of 60 mm. The bottom of the chamber is a perforated metal plate, and the top is comprised of a press piston capable of pressures up to 60 bars. A position sensor monitors the height of the piston. Eight capillary tubes are positioned at varying heights at the bottom of the chamber, thus enabling measurement of local pressure profiles during the course of the experiments. A gamma radiation source of 241Am and a scintillation detector are aligned in such a way that the radiation path passes through the chamber horizontally. Measuring the attenuation of the gamma radiation allows the solidosity, that is, the solid concentration, of a certain height to be calculated. The source and detector rest on a metal bridge that can be adjusted to the desirable height by means of a set of metal rods of predetermined specific lengths. Scales are used for weighing the filtrate. During the experiments, a personal computer logs the readout from the pressure sensors of the capillary tubes, the attenuation from the scintillation device, the piston height of the position sensor, and the weight of the filtrate from the scales.
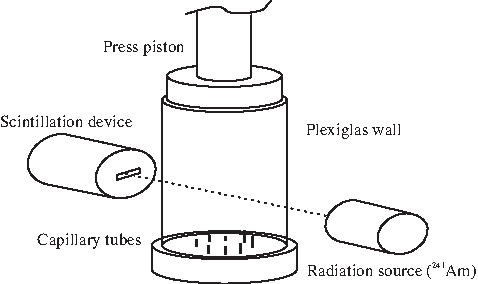
Schematic representation of the filter press.
Experimental Procedure
The slurry used in this work was produced at the Sekab pilot plant in Örnsköldsvik, Sweden; a simplified overview of the process can be seen in Fig. 2. Wood chips (Picea abies) were impregnated with SO2 (1.5 mass-%). The material was then heat-treated with steam at a pressure of 18 bars for a duration of 5–7 min. The pressure was then rapidly lowered, causing the wood matrix to disintegrate further. After cooling, cellulase enzymes (Novozymes) were added to the mix together with yeast in a simultaneous saccharification and fermentation step; the residence time in the fermentation vat was 96 h. The material was then distilled, with most of the ethanol being recovered at the top and the lignin-water slurry at the bottom. Although the main objective of the distillation process is to recover ethanol, it has the added advantage of reducing both the specific filtration resistance of the lignin, Johansson (2005), and the amount of material to be filtered. Two twenty liter samples of the same slurry were collected and sent to the laboratory in Gothenburg. They were stored in a refrigerated room until the experiments were performed, 4 weeks later. Measurements of particle size distribution by laser diffraction were made, and the dry content was determined by drying over-night in an oven. No significant changes in either of these properties were noted during the storage period.

Simplified overview of the pilot plant in Örnsköldsvik. The lignin/water slurry from the lower end of the distillation tower was sent to the laboratory in Gothenburg.
Two filter papers (Munktell grade 5) were used as the filter medium. Slurry was poured into a stirred temporary storage tank, which was then pressurized at three bars. The attenuation of the empty filter chamber was measured as a point of calibration for the solidosity measurements. Computer logging was then started, and the slurry was let into the filter chamber simultaneously; a valve at the top of the chamber was used to ventilate out air as the slurry filled it up. When it was full, the feed valve was closed. Pressure was then applied to the piston, thus starting the filtration phase. The experiment was left to run until the filter cake had been pressed to equilibrium porosity, after which it was removed and weighed in both wet and dry conditions to determine the dry content. The filtrate was also dried to determine the content of sugars and salts, which were subtracted from the dry content of the cake. Samples taken of the dry cakes were washed, dried again, and then used for analysis of chemical composition after acid hydrolysis (Theander and Westerlund, 1986); thus, a measurement of the degree of hydrolyzation was achieved. The Klason lignin, that is, the solid residue after hydrolysis in sulphuric acid at 125°C for the duration of 60 min, was filtered away, and the filtrate was used for determination of acid soluble lignin by UV-spectrometry at 205 nm. The filtrate was also analyzed with high-performance liquid chromatography to determine the carbohydrate composition.
Mathematical Background
The classical filtration equation formed the basis on which the experiments were evaluated. It is based on the Darcy equation (Darcy, 1856) and has been developed by others as described in Tien and Bai (2003). In the case of constant pressure filtration, it can be written as shown in Equation (1).
t is time, V the volume of filtrate, μ the dynamic viscosity, αav the average specific filtration resistance of the bed, c is the mass of the solids in the cake divided by the filtrate volume, Rm is the resistance of the filter medium, A is the cross-sectional area of the filter, and Δp is the pressure difference over the total bed. Plotting dt/dV versus V will yield a straight line, the slope and intercept of which can be used to determine αav and Rm. It is also possible to obtain the average specific filtration resistance from the integrated form of Equation (1), as presented in Equation (2).
Equation (1) is more sensitive to sudden changes during filtration and, consequently, is used to detect disturbances in the flow of the filtrate. Equation (2), on the other hand, averages out instant changes and measurement errors and is, therefore, more commonly used in the filtration literature. Equation (3), given next, illustrates the attenuation of gamma radiation, which is governed by the Lambert-Beer law (Bertin, 1975).
I is the radiation intensity, I0 the background intensity in the case of no attenuation, μa is the attenuation coefficient for the attenuating material, and x is the length of the radiation path. The attenuation of several species can be combined linearly and written, in the case of lignin and water, as Equation (4).
Given that the total radiation path where attenuation is possible is equal to the diameter of the filtration chamber, d, Equation (4) can be rewritten as Equation (5) and used to determine the solidosity φ.
Results and Discussion
Six experiments were conducted at different pressures. The results of measuring the filtrate are presented in Table 1. The porosity at the end of the filtration phase has been used to evaluate the specific filtration resistance. The final porosity of the filter cake after pressing varies with pressure: it seems to decrease with increased pressure. This is of interest if the lignin is to be combusted, as such an operation would require a rather dry cake. The specific filtration resistance can be seen to increase with increasing pressure. The absolute values of the specific filtration resistance indicate that the material is moderately difficult to filter. Typical orders of magnitude for easy to filter, moderately difficult to filter and hard to filter are 1010 and less, 1011 and higher than 1012 m/kg respectively. It can be seen in Table 1 that the integrated and differentiated α-values are in the same range, which indicates that there are no significant disturbances in the filtrate flow during the filtration phase. Although previous work by Sedin et al. (2003) on similar material produced at Lund University has not shown the same results, it nevertheless quotes average α-values in the order of magnitude of 1013–1014 m/kg. It should also be noted that the experiments performed on the material made on bench scale had an initial dry content of about 7%, that is, slightly lower than the experiments presented here. One reason for the different results probably stems from the relative high amount of fiber still present in the material from the pilot plant. Klason lignin and carbohydrate measurements showed that about 30 wt.% of the filter cakes consisted of carbohydrates, see Table 2. Since the sum of the identified fractions (i.e., the detection limit) was 90%, it is possible that the carbohydrate content accounted for up to 40 wt.%. The remaining 10 wt.% may also contain extractives, inorganic compounds, and byproducts from the hydrolysis and fermentation processes that are not detected in the analysis. Development of the pilot plant continues to decrease the residual fiber content.
The amount of yeast in the material was not determined.
The particle size distribution of the material was measured with a Malvern Mastersizer 2000, utilizing laser diffraction after treatment with ultrasound, for about a minute. The result can be seen in Fig. 3.

Particle size distribution of the lignin material. d(0.1)=3.8 μm, d(0.5)=19.5 μm and d(0.9)=75.4 μm.
The local pressure profiles obtained from the capillary tubes were used to determine the time at which the filtration phase ended. The liquid pressure falls rapidly at about 4,500 s, when the expression phase commences, and the stress is taken over by the solid matrix, as can be seen in Fig. 4.
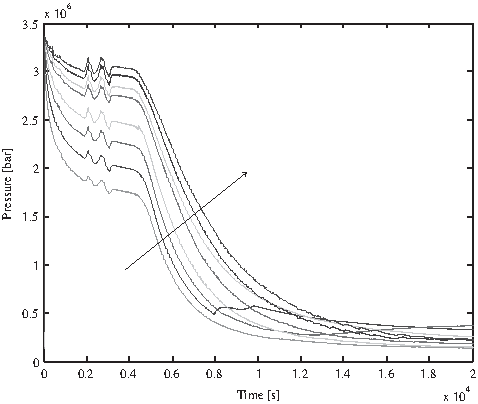
Local hydraulic pressure profiles at heights varying from 0.5 mm to 12 mm in the filter cake. Arrow indicates increasing distance from the filter medium.
The two disturbances in pressure during the filtration phase (before 4,500 s) are the result of two o-rings on the press piston passing into the chamber.
Several of the solidosity curves obtained from measurements of attenuation were found to yield unreasonable results, as the solidosity appeared to be very low. A possible explanation could be that small amounts of gas are trapped in the form of bubbles in the bed: its attenuation means that even small volumes will disturb the measurement greatly. Figure 5 depicts one of the more successful solidosity curves determined in the experiment, the local hydraulic pressures of which are shown in Fig. 4.

Solidosity at 12 mm above the filter medium measured by gamma ray attenuation.
The average specific filtration resistance and the particle size distribution were determined several times during the investigation and did not change significantly during storage.
Conclusions
It has been proved feasible to use the experimental setup on the material produced in the pilot plant. It was, however, found to be prone to foaming: this complicates the measuring of attenuation, as small amounts of gas trapped in the bed disturb the attenuation greatly. The material was easier to filter than was expected, which was probably a direct result of the presence of a relatively high amount of fiber. High amounts of fiber originate from a low hydrolysis yield. In a commercially viable process, however, smaller amounts of fiber would be present and, as such, the filtration resistance would be greatly increased.
A greater understanding of the filtration properties of lignin originating from ligno-cellulose-based ethanol is necessary. It also remains to be seen where, as well as how, the dewatering of lignin should take place in the process. Although the filtration properties of the lignin remain important, the way in which the dewatering process fits into the process as a whole should also be considered. The end use of the lignin product, be it fuel or feedstock, as well as where to place the dewatering operation in the process are yet to be determined.
Nomenclature
Footnotes
Acknowledgments
The funding of this project by the Swedish Energy Agency is much appreciated. Kind thanks are also extended to the staff at Sekab in Örnsköldsvik, Sweden, for their help and co-operation.
Author Disclosure Statement
No competing financial interests exist.