
Abstract
Abstract
Leather processing involves conversion of putrescible hide/skin into nonputrescible leather. This results in generation of both solid and liquid wastes. Solid waste disposal is increasingly becoming a huge challenge to tanners due to paucity of landfill sites and strict environmental legislations worldwide. Hence, finding a holistic solution to the tannery solid waste disposal problem is a challenge for researchers. In this context, use of solid waste for treatment of toxic pollutants in liquid waste is emerging as a new paradigm for solid waste generated from tanneries. Tannery solid wastes such as fleshings, trimmings, and shavings are proteinous wastes. Hence, they contain functional groups that can complex with many metals and organic molecules such as dyes. This article presents an overview of the solid wastes emanating from tanneries and the various disposal methods practiced with special emphasis on the utilization of these wastes to treat toxic liquid pollutants.
Introduction
The wastes that are generated from this industry enable it to fall in the “red” category. Red means that the particular industry is in the category where the damage it causes to the environment is considered as high and not allowed to operate in the India's capital. With the present pollution control and treatment technologies, it is possible to reduce a considerable amount of liquid waste that is generated without causing serious damage to the environment. However, the major problem the industry is presently facing is disposal of the solid wastes that are generated by the various operations right from tanning to finished products (Kolomaznik et al., 2008). A part of these wastes such as trimmings, splits, and shavings are used in the manufacture of leather boards, whereas a major part of the wastes are dumped. The unavailability of dumping sites is now increasing the pressure on the tanning industries to come up with new ways to address these wastes.
Solid Waste: A New Source for Creating Wealth
Industrial solid waste is an important part of the total waste problem. The amount of industrial solid waste is growing in many countries; therefore, waste management and waste treatment methods are of utmost importance. Solid waste primarily falls into two categories: hazardous waste and nonhazardous waste. Nonhazardous waste consists of building and demolition waste (glass, wood, tar, scrap, etc.), combustible waste (office waste, activated carbon etc.), noncombustible waste (shredder waste, salts, etc.), and coating used in the metal industry. Hazardous waste consists of contaminated soil, mud, sludge, residues from treated waste, and so on. Since the hazardous waste poses a great potential environmental threat, it is managed more strictly than other categories. Similar to municipal waste, most hazardous waste is managed in accordance with national governmental requirements. Requirements are set for issues such as operating permits for the treatment, storage, or disposal of hazardous waste. There are several treatment methods or stages that are followed to dispose or treat wastes: (i) re-use of waste, (ii) treatment, (iii) storage, and (iv) disposal methods.
Many by-products from various industrial activities that have traditionally been treated as waste are now being viewed as “new raw materials” (Hu et al., 2011). The solid wastes produced by different industries are being categorized according to their composition. Although various treatment methods are being practiced as per norms of the legislation, the disposal costs continue to rise.
Solid Waste Generation During Leather Processing
Leather processing involves a series of operations. It can be broadly classified into pretanning, tanning, post-tanning, and finishing (Heidemann, 1993). The input-output profile of leather processing is given in Fig. 1 (Thanikaivelan et al., 2005). A typical pattern of solid sludge generated from various tannery operations for 100 tons of processing capacity of leathers is as shown in Table 1 (Buljan, 1994). The wastes generated from leather industry can be broadly classified into tanned and untanned wastes (Tahiri et al., 2009). The characteristics of these wastes are described next.
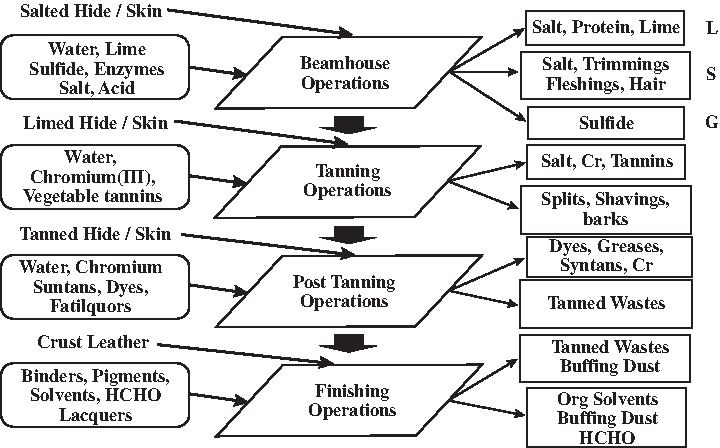
Input-output profile of leather processing.
Untanned wastes
Trimmings (raw hide)
One of the early operations in a tannery is trimming of neck and tail pieces from hides/skins to provide a shape to the final leather. Nonremoval of these pieces may decrease the efficiency of machine operations. The head and belly rounds and other trimmings are estimated to be around 6% (Buljan et al., 1997). The head/neck pieces can be processed into vegetable tanned leathers, and those leathers are subsequently converted into open-type sandals. The smaller raw trimmings are collected, stored, and sent to glue/gelatin and animal feed manufacturing units. The potential of hide collagen for human consumption as food supplement has been explored by substituting wet or dry fibrous collagen in meat-based products. The utilization of the collagen rich hide and skin trimmings for preparation of cosmetic hair care formulations, for example, shampoos, perming lotion, and bleaching aids, has been made possible (IUE-2, 2008).
Green fleshings
In some countries, the raw hides undergo fleshing operation yielding green fleshings and fatty tissues. This operation is carried out before washing and soaking. The yield of green fleshings is estimated to be 10% on the weight of the raw hide (Buljan et al., 1997). Since these fleshings are not contaminated with chemicals, they are invariably rendered along with the other inedible offals of the abattoir consisting of meat and bone. The end product obtained is used as meat-cum-bone meal. Green fleshings are also used to produce tallow, which is a raw material for the cosmetic and cleaning products industry and is also added to different food items such as cookies. If the market's price for those uses is low, tallow can be used as fuel for steamers.
Limed fleshings
Limed fleshings are obtained while scraping out the limed hides and skin either by hand or by machines. The fleshings are proteinaceous in nature comprising cutaneous muscle layers and sub cutaneous adhering tissues, which are undesirable in the subsequent operations of leather manufacture. The availability of limed fleshings is 35% on the wet weight of the raw hides (70% moisture). The limed fleshings are collected by the glue manufacturers and also by feed manufacturers.
The composition of the limed fleshings is indicated below (Fathima et al., 2005).
Moisture content, 78%–80% Ash content, 8.3% Total nitrogen, 15.2%
The fleshings obtained by employing machines in tanneries are potentially thermal denatured. The utilization of the same fleshings for glue manufacture is not economically viable. Similarly, fleshings obtained from hides treated with a high percentage of sodium sulfide are found to be unfit for the production of glue. They are at best disposed through landfill. Disposal of such fleshings is currently a serious problem.
Limed trimmings
After the fleshing operation, the hides and skins are trimmed to remove the ragged and torn edges. These trimmings are proteinaceous in nature and found to be good raw material for glue, technical gelatin, and animal feed (IUE-2, 2008). The limed trimmings are 2%–7% on the wet weight of the hides (Buljan et al., 1997). Limed fleshings can also be used to produce tallow by preboiling to separate the fats from the other components. Then, the process to obtain tallow continues in the same way as for green fleshings. Notwithstanding the acidity index in general is higher than the index of the tallow obtained from green fleshings, the quality of the tallow is good enough for cosmetic purposes.
Hair and wool
The hides and skins are treated with lime and sodium sulfide to remove hair/wool. Since hair and wool are valuable commodities, the goat and sheep skins are painted with lime and sulfide on the flesh side. After the treatment, which is known as hair saving process, hair and wool are removed mechanically or manually. Lime sulfide treatment of hides leads to pulping of hair; and as such, pulping leads to environmental problems if the pulping is not screened by using suitable mechanical means and prevented from entering the wastewater stream. Hair constitutes 10%–12% on the weight of the animal, which is also dependent on the season of the year; for instance, it is higher in winter (Saravanabhavan et al., 2005). Wool shares 15%–20% of the body weight depending on the breed and climatic conditions (Piper et al., 2009). The coarse hair and wool are collected, washed well, and used in carpet manufacturing. Hair could be also be hydrolyzed to produce fertilizers (Yilmaz et al., 2007).
Tanned wastes
Chrome trimmings
Excess water from chrome-tanned leather is removed before splitting and shaving. In this process, the hide develops pleats at the edges, which are trimmed out. If not, they may interfere in the forthcoming operations such as splitting and shaving operation. Sometimes, they may damage the hides and skins or sides in the machine operation. These trimmings (estimated at 5.5%–6% of wet weight of hides) are collected from the tannery and utilized in the manufacture of leather boards and bricks production, using a low pressure and temperature process to avoid oxidation of Cr3+ to Cr6+. The use of chromed trimmings in fertilizer/leather meal applications is known (Taylor et al., 1999). Chrome trimmings may also be dechromed and processed into glue and commercial gelatin.
Chrome splits
The splits obtained during the splitting operation are very thin in substance and cannot be utilized. As solid waste, chrome splits account for 4%–6% of total waste. They are collected and used as raw material in the leather board industry. In most of the chrome wastes, the chrome content as Cr2O3 is found to be 2.0%–2.5%. Currently, these wastes are collected by feed manufacturers and are steam treated and converted into a leather meal. In many countries, cattle splits, which are ∼1–1.5 m2 in area and 6–10 kg in weight, are retanned and dyed to obtain chamois leather and are also used to produce casual and sport shoes.
Chrome shavings
Chrome shavings are obtained as waste material when chrome-tanned leather undergoes the process of shaving operation. Chrome shavings in fibrous shredded form are available as 1%–2% on the weight of the raw hide (Rao et al., 2002). The chromium present in chrome shavings is in trivalent state. The current purpose of collection of chrome shavings is mainly for utilizing them as leather meal, which is hydrolyzed in a similar manner to poultry feathers and used as a supplemental protein source for livestock.
Crust leather trimmings
Generally, crust leathers (leathers obtained after retanning, dyeing, and fatliquoring operations) are trimmed after staking, toggling, and nailing to remove the torn and ragged edges for aesthetic value and also for processing the leather in the subsequent machine without any damage. The crust leather trimmings are also collected and used for making leather boards and production of bricks.
Buffing dust
The crust leathers are buffed on the flesh side and sometimes on the grain side. The buffing (done on flesh side) and snuffing operation (done on the grain side to produce specialty leathers such as nubuck) generates fine lightweight leather fluffy mass.
Finished leather trimmings
After finishing, the leathers are trimmed at the edges uniformly. The purpose of trimming is aesthetic and also for easy measurement of the leather.
Present Disposal Methods of Solid Waste from Tanneries
Fleshings
Fleshing wastes from tanneries are characterized by a very high water and protein content (Zhang et al., 2006). Hydrolysis with alkaline proteinase results in fat (4%–12% of the total mass of the initial material), collagen hydrolysate (5%–10%), and protein concentrate (1%–3% yield). Purification of the collagen hydrolysate fraction into edible gelatin has been carried out (Simeonova and Dalev, 1996).
Fleshings are generally used in the manufacture of glue, adhesives, and gelatin (Gaidau et al., 2009). Both delimed fleshings and residual hair have been found to be important sources of protein with several applications as biological fertilizers in agriculture or horticulture (Rangel-Serrano et al., 2003). Chicken feed supplement, plastics, surface-active agents, artificial leather, raw material for fungicides and bactericides, and pure amino acids have been among the proposed uses for fleshings not processed into glue and gelatin. Animal feed supplement has received the most attention, as it offers a potential for large-scale utilization. Accelerated digestion of fleshings using proteolytic bacteria and further processing to biomethanation has been studied (Vasudevan and Ravindran, 2007). Liquefied tannery fleshings and sludge in combination with cow dung has been utilized for biogas production (Vasudevan and Ravindran, 2007). A heat-stable alkaline protease produced by Paecilomuces lilacinus, a fungal isolate, was used for hydrolysis (Chakraborty and Sarkar, 1998). Enzymatic hydrolysis of protein waste can be enhanced by power ultrasound, which has been shown to give a better digestion yield of fleshings (Jian et al., 2008). Combination of enzyme and ultrasound is a promising clean technology for the handling of untanned solid leather waste (Song et al., 2008).
The possible use of fleshing fat in the production of biodiesel (fatty acid methyl esters) by trans-esterification for use as a replacement for fossil fuels was attempted (Colak et al., 2005). The fat was released from the waste by boiling with water under high-speed grinding, dried, and used without further refining for the production of fatty acid methyl ethers. Thus, a contaminating waste can be transformed into an environmentally friendly fuel, providing economical and ecological profits. Fleshings with a high fat content, fluidized by heating, were treated with sulfuric acid; and the fats were extracted along with biodiesel (biofuel based on fatty-acid methyl esters). The fats were converted by the catalytic trans-esterification process into fatty-acid methyl esters, after suitable purifying, as biodiesel or heating biofuels (Stepan et al., 2009; Crispim et al., 2010). Biodiesel obtained from this fat material was characterized by parameters according to EN 14214 standard, showing good compliance in almost all of the evaluated specifications.
Alkaline hydrolysates of fleshings have been used as fillers and syntans, and good exhaustion and leather properties have been reported (Castiello et al., 2006). Enzymatically modified leather waste has also been used as fillers in leather production (Taylor et al., 2006). These polymerized potential filler products were characterized for their physical properties and molecular weight distribution (degree of polymerization). These products were applied to wet blue and evaluated again using florescent labels to monitor their filling capability. It was shown that the proteins were evenly distributed throughout the hide and, more importantly, were not removed during the washing steps (Taylor et al., 2007). The blends composed of whey protein isolate, a by-product of the cheese industry; and small amounts of gelatin, a by-product of the leather industry, could be effectively used as filling agents for both shoe upper and upholstery leather (Balada et al., 2009).
Trimmings
Untanned trimmings can be a good source for production of collagen (Maffia et al., 2002). Extraction of high-molecular-weight protein and enzymic hydrolysis of the residue from pig and fish skin has been reported. The extract had been found to have properties for use as a cosmetic material due to its high water retention capacity, ability to repair rough skin, lack of any odor problem, and absence of harmful effects on skin (Morimura et al., 2002).
Tanned trimmings have been used as polymer-waste composite materials for manufacturing soles. These composite materials contain 65%–75% of leather trimmings and 25%–35% of binder containing poly(vinyl chloride) (PVC). Leather scraps, metals, and thermosetting resins were mixed and molded by compression-polymerization, which resulted in composites for brake pads. Chromium-free collagen hydrolysate with properties useful as foliar growth enhancers and biostimulators for fruit and vegetable crops was obtained by using chemical and chemical-enzymatic hydrolysis (Lacatus et al., 2009).
The insulating properties of fibers were exploited for the preparation of collagen-polyisocyanate composite resistant to fire and collagen-synthetic rubber composite usable as phonic insulators (Okamura and Shirai, 1976); Okamura et al., 1980; Cioca and Fertell, 1982). Various polymeric materials have been blended with leather wastes to prepare composites of different functional properties (Guetet, 1966).
Chrome shavings
Alkaline hydrolysis is widely used for treatment of chrome shavings, which results in chrome recovery and isolation of protein fractions. Several processes have been developed where enzymes have been applied to extract hydrolyzed and gelable protein products (Taylor et al., 1992a, 1992b, 1994a, 1994b, 1995, 1999; Brown et al., 1994, 1996; Cabeza et al., 1998, 1999a, 1999b, 1999c). The process involves treatment of chrome shavings with magnesium oxide to recover proteins in the form of gelatin, which also results in sludge with high content of chromium. Organic volatile bases have also been used for dechromation of chrome shavings, which had resulted in increased yield of soluble protein with relatively low ash content (Kolomaznik et al., 2000). The recovered chromium salts could be used to tan hides, as pigment for glassmaking, for manufacture of heat-resistant bricks (Warrier et al., 1995). The influence of surfactants on the gelatin isolated from chrome shavings was studied to avoid foam formation (Cabeza et al., 1999a). Biodegradation of chrome shavings using Aspergillus carbonarius isolate in solid-state fermentation has been studied (Katsifas et al., 2004). Approximately 97% liquefaction of the tannery waste was achieved, and the liquid obtained from long-term experiments was used to recover chromium. The resulting alkaline chromium sulfate solution was found to be useful in tanning procedures.
Alkaline process for recovery of proteins in the aqueous phase of treated tanning wastes and the metallic salts in the cake has been reported (Tahiri et al., 2006). The recovered chrome has been used for synthesis of a pigment for paint industry and also for preparation of basic chromium sulfate (BCS) (Tahiri et al., 2001a, 2001b, 2004). A retanning agent was synthesized from chrome shavings hydrolysate without dechroming and modified with vinyl monomers (Ma et al., 2004). It has been shown that good stretch and filling properties can be obtained from leather retanned with this agent.
Production of leather-like composites using chemically modified short leather fibers has been made using emulsion polymerization (Madera-Santana et al., 2002). The grafting of acrylate monomers onto collagenous or soluble collagenous substrates, leather, and hide powder has been reported earlier (Jordan and Feairheller, 1980; Jordan et al., 1982). Grafting increased the compatibility of leather fibers with several commodity polymers used in the shoe industry. The chemical modification was carried out by aqueous emulsion polymerization initiated by a redox system. About 60% monomer conversion and about 50% to 70% improvement in grafting efficiency was achieved. Leather fibers with PVC and methyl methacrylate (MMA) have been made into composites, which find use in shoe industry (Madera-Santana et al., 1998; Madera-Santana and Moreno, 1999; Abanas et al., 2001). The kinetics of grafting of glycidyl methacrylate (GMA) onto leather was studied with different chemical initiation systems (Shaffei et al., 2008). The ammonium per sulfate and acetone bisulfite initiator system was found to be a better system for increasing the rate of grafting copolymerization of GMA onto leather, and this system also improved the emulsification. Graft co-polymerization is a well-known method for modification of the chemical and physical properties of polymeric materials. Various commercial polymers are being used as the grafting substrate (Taher et al., 1998). Grafting emulsion co-polymerization of MMA with butyl acrylate of different molar ratios onto natural leather was carried out using redox initiation systems (Badran et al., 2007). The results showed enhanced mechanical properties and water adsorption of the treated samples.
Solid Wastes to Treat Toxic Liquid Wastes: A New Paradigm
The solid waste emanating from tanneries is a major concern among tanners and environmentalists alike, as scarcity of land is a major constraint of land disposal method. Also, these solid wastes are rich in protein matter, which also have economical value. Hence, evaluation of the existing practices for waste disposal and development of more effective alternatives to reuse and final disposal of solid waste is the need of the hour. It has been recently attempted to minimize the adverse environmental effects caused by the indiscriminate disposal of solid wastes, especially the hazardous waste such as lime fleshings (containing sulfides) and chrome shavings. The feasibility of removal of toxic liquid wastes using solid waste as represented in Fig. 2 has also been studied.

Feasibility of removal of toxic liquid wastes using solid waste.
The ability of chrome shavings and buffing dust to remove motor oils and oily waste from demineralized water and sea water has been reported (Gammoun et al., 2007). The light-density, porous tanned waste granules float on the surface of water and remove hydrocarbons and oil films. The sorption capacity of these wastes has been shown to be 6.5–7.6 g/g of waste. Wet-white shavings, which contain Zr(IV), have been shown to act as good adsorbents for As(V). The sorption capacity was found to increase with increasing zirconium content. About 60.9 mg/g of removal was achieved with 75 mg/L as initial concentration of As(V) at pH 4.0 at an adsorbent dosage of 1 g/L (Jiao et al., 2009). The adsorption kinetics were found to follow pseudo-second-order reaction, and the Langmuir isotherm better described the adsorption of As(V) to Zr loaded adsorbent. The use of chrome shavings for removal of As(V) and Cr(VI) was studied by Oliveira et al. (2008a). It has been shown that about 133 mg/g of Cr(VI) and 26 mg/g of As(V) can be removed by using the chrome shavings. The adsorption was found to follow the Langmuir isotherm, which implied a monolayer adsorption. Chrome-tanned wastes have also been demonstrated as a low-cost abundant adsorbent material with high adsorption ability for removing dye methylene blue (80 mg/g) and textile dye reactive red (163 mg/g) (Oliveira et al., 2007).
Activated carbon prepared by pyrolysis from buffing dust and chrome-tanned shavings was shown to have high surface area (Yilmaz et al., 2007; Oliveira et al., 2008b). The yields of carboneous residue (chars) were between 37.5% and 48.5%, and their calorific value was between 4300 and 6000 kcal/kg. The highest surface area of 799.5 m2/g was obtained from Cr-tanned shavings. The activated carbon, thus, prepared from chrome shavings was used for removal of dyes. Activated carbon prepared from buffing dust was also shown to act as a good adsorbent for treatment of dye containing wastewaters (Sekaran et al., 1998). The adsorption capacity of activated carbon (activation temperature, 800°C) was found to be 6.24 mg/g with the following reaction conditions: pH, 3.5; temperature, 30°C; and dye concentration, 6.25 mg/L.
As a part of the chrome-free and less-chrome tanning approach, newer tannages based on phosphonium salts are being attempted (Fathima et al., 2004a, 2005, 2006, 2007, 2011a). Tanning using oxazolidine releases free formaldehyde. Collagen extracted from phosphonium-tanned leathers has been used as a scavenger for formaldehyde (Qiang et al., 2009; Wang et al., 2009). The extraction of collagen was carried out by different methods (acid, alkali, and alkaline protease hydrolysis treatment). The mixing of hyper-branched polymer with terminal amidogen of collagen resulted in thickening of the product, and a better rate has been shown to result in better filling properties of leathers. The percentage of formaldehyde removal and thickening rate of collagen were 51.8% and 10.4%, respectively. Fe(III)- and Al(III)-loaded skin splits wastes have been used for removal of phosphate from industrial wastewaters (Huang et al., 2009). The adsorption capacity of Fe-loaded skin splits was found to be better than Al-loaded skin splits due to the stronger chelating ability of Fe. The adsorption capacity of Fe loaded splits was about 68 mg/g and that of Al loaded splits was 19.5 mg/g when an initial concentration of phosphate was 93 mg/L.
Utilization of fleshings for removal of Cr(VI)
Various treatment methods have been reported for removal of Cr(VI), and adsorption of Cr(VI) onto activated carbon is the most widely used technique (Candela et al., 1995). However, the high cost of regeneration of activated carbon makes it a not-so economical process. The removal of toxic Cr(VI) using iron-treated fleshings had been successfully attempted (Fathima et al., 2005). In this study, Cr(VI) solution was prepared from potassium dichromate, and the removal studies were carried out. For the removal of Cr(VI), the adsorbent has to be modified so as to enable it to bind with the anionic Cr(VI). The modification of sorbent by grafting of ligands has been proposed as a way to improve sorption properties: for example, Denizli et al. (1997) incorporate a dye ligand onto synthetic polymers to enhance its metal ion sorption properties. Such metal treatment can proceed by adsorption and/or precipitation steps of the corresponding salts into the porous structure of the adsorbent. Fleshings contain proteins such as collagen, which have carboxyl groups that can coordinately complex with metal ions such as Fe3+ to give a cationic Fe(III) complex (Ramos et al., 1994; Raji and Anirudhan, 1998). This cationic complex can bind to the anionic Cr2O72− [Eq. (1)]. To establish the role of iron, the Cr(VI) removal experiments were carried out with both raw and iron-treated fleshings with an initial Cr(VI) concentration of 50 mg/L. It was observed that the raw fleshings have 8% as against the 98% Cr(VI) removal efficiency of the iron-treated fleshings after a treatment time of 5 h. This confirms that it is the cationic Fe3+ complex which binds the anionic Cr(VI).
The effect of pH and the initial concentration of Cr(VI) on the removal of Cr(VI) by iron-treated fleshings have also been carried out. The ultimate adsorption capacity of iron-treated fleshings is 51 mg of Cr(VI) per gram of fleshings; whereas that of untreated fleshings is 9 mg/g, such that iron treatment increases the adsorption capacity of fleshings to 51 mg/g. The measured adsorption kinetics is well described by a pseudo-second-order kinetic model. The uptake of Cr(VI) by fleshings is best described by the Langmuir adsorption isotherm model. X-ray photoelectron spectroscopic (XPS) studies show that iron is incorporated into the protein matrix. Shifts in XPS spectra suggest that dichromate binding occurs with iron at active adsorption sites and that iron-treated fleshings remove Cr(VI) without reducing it to Cr(III). This study shows that iron-treated fleshings can be effectively used as adsorbent for removal of Cr(VI).
Utilization of fleshings and trimmings for removal of dyes
Though various dye removal technologies are reported (Aravindhan et al., 2006; Fathima et al., 2008), utilization of fleshings for removal of acid blue 113 dye has been attempted only recently (Fathima et al., 2011b). Since fleshings are biodegradable materials, glutaraldehyde crosslinking has been done to provide stability to the adsorbent. It is known that glutaraldehyde crosslinking results in imparting thermal and enzymatic stability to collagens (Fathima et al., 2004b). The parameters such as pH, salt concentration, adsorbent dosage, and initial concentration of dye have been standardized. About 90% dye removal has been achieved by treating 100 mg/L dye solution with 12 g/L of glutaraldehyde crosslinked fleshings. The dye removal has been found to follow the Langmuir type of adsorption isotherm.
Steps involved in the preparation of organically stabilized trimmings and subsequent use of the same for the removal of color have been studied and are presented in Fig. 3 (Fathima et al., 2009). Raw trimmings are basically proteinaceous matter, which is rich in various reactive groups such as amino and carboxyl. When this is brought in contact with glutaraldehyde, the amino groups in the proteinaceous waste react and form an imine linkage. This results in the stabilization of the protein against bacterial and thermal degradation (Fathima et al., 2004b). Dye removal studies were carried out using this organically stabilized proteinaceous waste (OST). When the adsorbent is contacted with the dye solution at pH 4.5, the free amino groups become protonated and form salt bridges with the dye molecules.
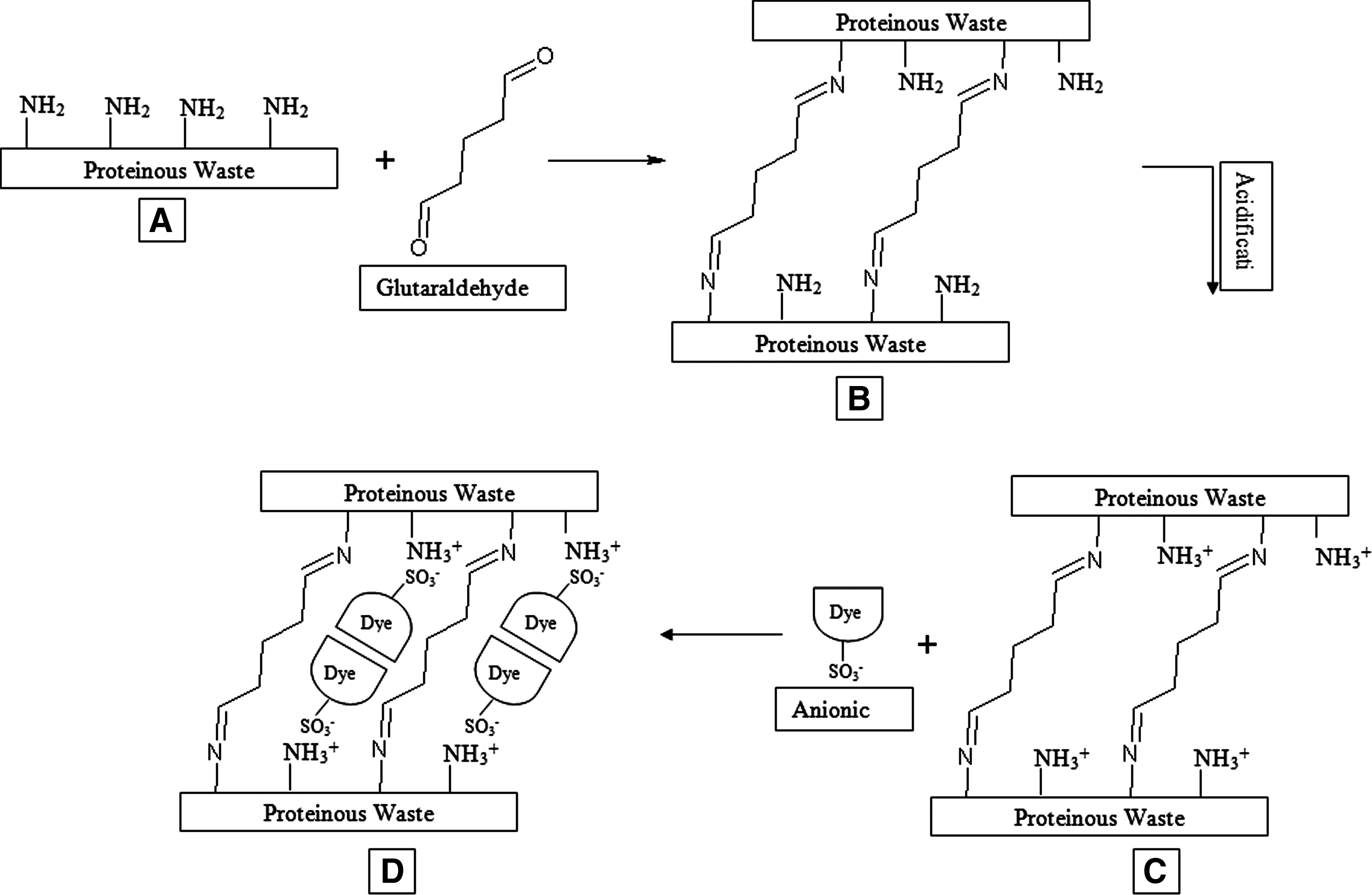
Utilization of trimmings for removal of dyes. Raw trimmings
Parameters such as pH, salt concentration, adsorbent dosage, and initial concentration of dye were standardized. To study the potential of the prepared adsorbent on the removal of dyes from real-world wastewaters, industrial effluent studies were carried out. This study is essential, as it checks the feasibility of the adsorbent to perform in conditions where other chemicals (syntans and fatliquors used in leather manufacture) present will compete for the same available sites. Wastewater from a sectional stream employing the same dye as used for batch experiments was collected from a tannery. The optimized parameters from batch experiments were used for the wastewater from a commercial tannery. From the results, it has been seen that the percentage reduction of dye and the dye uptake capacity of the adsorbent have not been considerably reduced. The percentage reduction of dye from the tannery wastewater was found to be 91% as compared with 95% dye reduction in the case of synthetic dye solution under optimum conditions for fleshings. The slight reduction in the uptake could be attributed to the presence of neutral salts and other constituents in the tannery wastewater. Also, the uptake of dye from the tannery wastewater was found to be 33 mg/g for 12 g/L of the fleshings. The percentage reduction of dye from the tannery wastewater was found to be 87% as compared with 89% dye reduction in the case of synthetic dye solution under the conditions (initial concentration 200 mg/L; pH 4.5±0.5; and adsorbent dosage 12 g/L) for trimmings. Also, the uptake of dye from the tannery wastewater was found to be 14.5 mg/g for 12 g/L of the trimmings.
Utilization of chrome shavings for removal of tannins from tannery effluent
The ability of chromium-bearing leather shavings from the leather industry for the removal of vegetable tannins from mixed effluents containing tannins and chromium has been studied (Sreeram et al., 2004). This work is of significance especially in developing countries where the concept of leather complexes would provide for the coexistence of waste generators and chemical factories, which can use these wastes. Adsorption efficiency more than 80% has been obtained even when the tannin concentrations are as high as 6000 ppm. The tannin-adsorbed shavings were used for the preparation of Cr(III) sulfate. The chromium left behind after near complete removal of tannins was recovered by precipitative techniques and subsequently redissolved in sulfuric acid to generate Cr(III) sulfate. Figure 4 shows the three pots approach of removal of tannins using chrome shavings.

Three pots approach of removal of tannins using chrome shavings.
Manufacture of Tanning Salt from Pollutant-Loaded Solid Wastes: A Holistic Solution
The above-mentioned studies prove the efficiency of fleshings, trimmings, and chrome shavings as a potential adsorbent for liquid wastes. However, the disposal of pollutant-loaded adsorbent poses a similar solid waste disposal challenge. Hence, unless a solution is presented for the disposal of pollutant-loaded adsorbent, this method will not be practicable. During the manufacture of the tanning salt BCS, which is the most widely used tanning agent in the leather industry, the conversion of Cr(VI) to Cr(III) requires a reducing agent such as molasses. To judiciously utilize the pollutant-loaded adsorbent, it has been used as a reducing agent in the manufacture of BCS (Rao et al., 2002, 2004). The scheme showing the utilization of raw fleshings for the adsorption of dye from aqueous solution and using the same for the preparation of BCS is depicted in Fig. 5. The chrome content of the fleshings-reduced BCS salt was estimated to be 21%, which is on par with the commercially available BCS. The shrinkage temperature of leathers made using this BCS is found to be more than 110°C. The chromic oxide content in the wet blue leathers is in the range of 2.85%±0.5%. The color of the wet blue made from the fleshings-reduced BCS is comparable to that of commercial tanned leathers. This shows that the pollutant-loaded adsorbent could be effectively reused in the same industry.
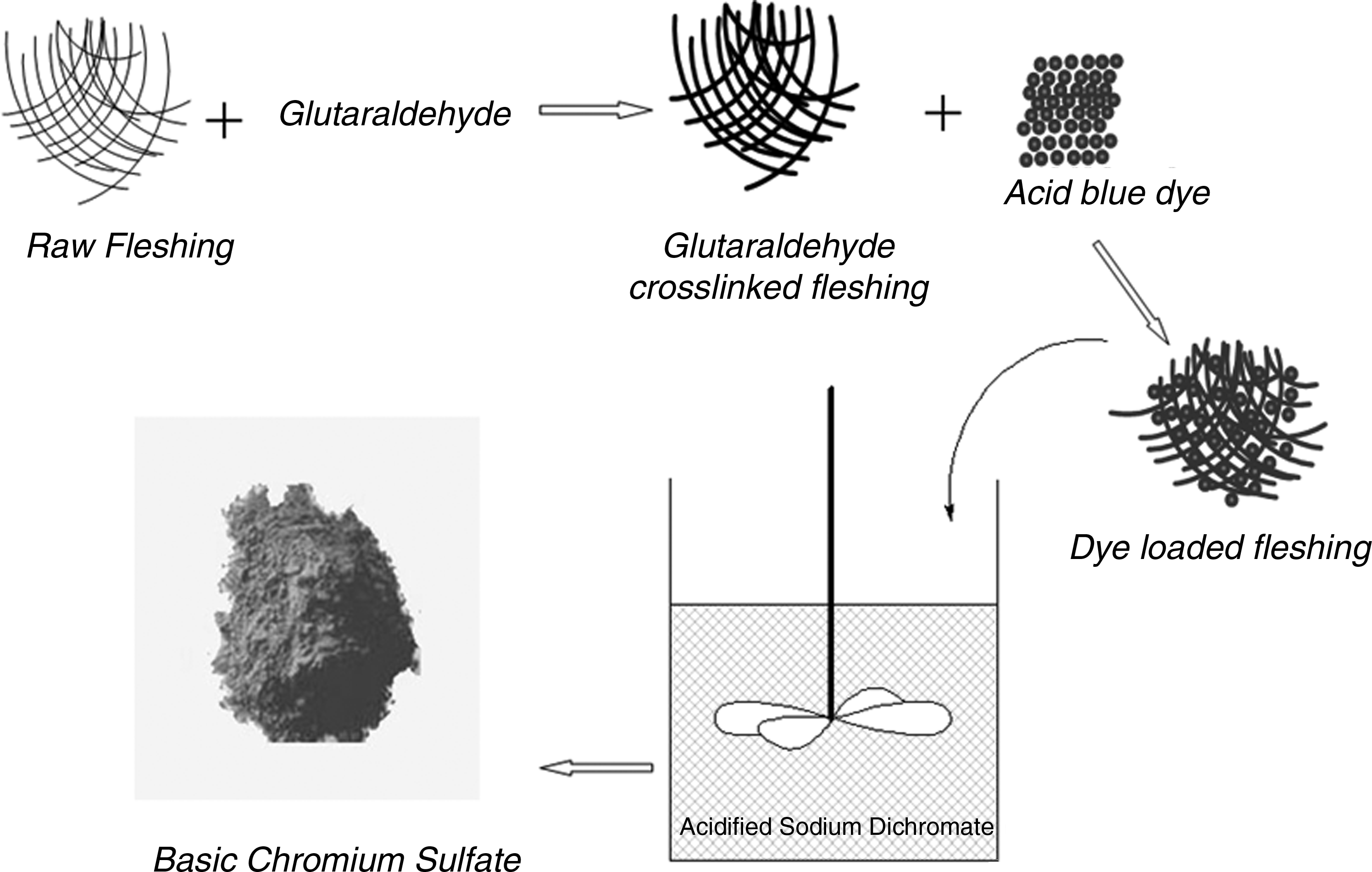
Utilization of raw fleshing for removal of dye and using the same for the preparation of basic chromium sulfate.
Summary and Conclusions
This article presents the various forms of solid wastes generated from the leather industry and the current methods of disposal employed. Recent work in this area has been effectively using these solid wastes as materials for treatment of toxic liquid pollutants. Future direction could be generation of composites and value-added materials from tannery solid waste.
Footnotes
Author Disclosure Statement
No competing financial interests exist.