
Abstract
Abstract
Due to the constraints of landfill space and environmental concern, disposal of sludge from municipal water purification plants becomes environmentally challenging and costly in Taiwan. The objective of this study was to evaluate the feasibility of beneficial use of sludge from water purification plants in concrete for local construction applications. Chemical and physical characteristics (granulometry, moisture content, specific gravity, absorption capacity, and chemical compositions) of the sludge were first determined. The mean particle size of the dried sludge is smaller than 3.2 μm and it can be classified as silt with high plasticity. Concrete specimens were then made of various amounts of the sludge and a solidification agent, and their properties were examined. Addition of sludge reduces the mechanical strength of the concrete; on the other hand, addition of the solidification agent increases the mechanical strength of the concrete to an acceptable range. The strength of the specimen was higher than the typically required strength of 210 kgf/cm2. The concrete specimens could meet the compressive strength requirement with as low as 2% solidification agent and up to 30% sludge as a fine aggregate replacement. The results of the slump test indicate that the workability of most sludge/solidification agent/cement mixtures also falls into the acceptable range of 14–26 cm. The low toxicity characteristic leaching procedure (TCLP) leachate concentrations, good mechanical property, appropriate workability, and a lower disposal cost make the use of water purification plant sludge in concrete mix a viable alternative for beneficial use.
Introduction
Several technologies have been developed for reuse of sludges from municipal water purification plants; for example, uses of them to produce eco-brick and cement have been successfully demonstrated and applied (Allenman and Berman, 1984; Tay, 1987; Yamazaki et al., 1994; Onaka, 2000; Monzo et al., 2003). A study has been conducted earlier to evaluate feasibility of using the sludges from these five water purification plants as part of the raw materials for manufacturing cement or brick. It is actually feasible, and has been practiced for years in Taipei, but these manufacturing plants are located relatively far away from these water purification plants so that the transportation cost becomes prohibitively expensive.
Using wastewater sludge as part of the admixture in concrete has been reported in literature. The high organic content (40%–60%) of wastewater sludge makes it unsuitable for medium-to-high strength reinforced concrete (Yague et al., 2005; Almir and Francis, 2009). With a much lower heavy metal and organic content than wastewater sludge, the sludge from water purification plants can be a better candidate as part of concrete admixtures.
With heavy on-going construction activities in the metropolitan area of Taipei, concrete admixture is always in great demand. If the sludge from water purification plants can be successfully used as part of the fine aggregate in concrete mix, they are beneficially reused, instead of costly disposal. To the best of our knowledge, this research is the first one that uses sludge from water purification plants in concrete mix. This study aimed to evaluate the physical, chemical, and mechanical properties of concretes containing sludge as part of the fine aggregate. The main objective of this study was to explore the potential for beneficial uses of water purification plant sludge in local construction.
Materials and Methods
Sludge from water purification plant
The sludge samples used in this study were obtained from Gongguang Water Purification Plant in Taipei. The main sources of sludge are from backwash wastewater and sedimentation sludge during water purification. After dewatering, gravity thickening, and pressure filtration, the final product is fresh sludge cake containing 30% to 40% water. After being natural-dried for 7–14 days, the average moisture content of the sludge is about 13% by weight. The following parameters were characterized:
• physical properties (granulometry, humidity, liquidity, plasticity, specific gravity, and absorption capacity); • chemical properties (pH, percentage of organic material, main elements, and toxicity characteristic leaching procedure [TCLP]); • mineralogical properties of the inorganic crystalline fraction using X-ray diffraction.
Cement mix
1. Cement: standard type II Portland cement. The main components include CaO (63.6%) and SiO2 (22.7%), as shown in Table 1.
2. Mixing water: tap water (the chlorine residual was less than 0.8 mg/L).
3. Aggregates: the coarse aggregate fraction was crushed limestone with a maximum size of 25 mm and water absorption of 0.57%. The fine aggregate fraction was local river sand with a fineness modulus of 2.53 and water absorption of 0.71%. This grading met ASTM C33 requirements (ASTM C33, 2004).
4. Sludge was used to replace 20%, 25%, or 30% by weight of the fine aggregate.
5. Superplasticizer: Type F superplasticizer (sulfonated naphthalene formaldehyde based) was used as an admixture according to ASTM C494 (2004).
6. Solidification agent: The main components include CaSO4 (61.5%) and CaO (31.4%) as shown in Table 1. In our experiments, the solidification agent was added at a ratio of 0%, 2%, 4%, or 6% of the sludge by weight.
Water content of the original sludge cake was first adjusted from 13% to 27% to make the sludge cake workable. Admixture, water, and superplasticizer were added to the sludge; the mixture was completely mixed to form a slurry. Then, according to the prespecified percentages, cement, slag, aggregate, and the solidification agent were added into the slurry, and mixed thoroughly to form the concrete.
Concrete specimen tests
A minimum compressive strength of 210 kgf/cm2 is required for typical construction applications, and a series of experiments were conducted to evaluate the compressive strengths of concrete specimens containing sludge from the water purification plant. The test specimens were prepared using sludge as part of fine aggregate fraction (20%, 25%, or 30%) and the solidification agent as an admixture (0%, 2%, 4%, or 6% of the sludge). Details of the concrete mix proportions are presented in Table 2. Because the water content of original sludge cake is 13%, the quantity of water added was adjusted to have the same water-to-binder (W/B) ratio. The combined dry weights of the fine aggregate and the sludge were fixed at 609 kg. The other components in the mixture including cement, slag, superplasticizer, and coarse aggregate were fixed at the constant ratios.
The unit of all materials is kilogram.
Based the same ratio of added water. Since the original water content of the sludge is 13%, the quantity of added water was adjusted accordingly.
For the nomenclature of the specimens, C denotes the solidification agent as an admixture to the sludge, and S represents the sludge as part of the fine aggregate. For example, specimen C2S20 denotes that the solidification agent was added as 2% of the sludge and the sludge was used to replace 20% of the fine aggregate in the cement mix.
The concrete specimens used in this study were made into 10 × 20 cm cylinders. There were six concrete samples in each batch. The concrete cylinders were cured in saturated limewater at 23°C and tested for compressive strength at ages of 7, 14, and 28 days, respectively (ASTM C39, 2004).
The properties of the concrete specimens were determined in triplicate using the following methods:
Results and Discussion
Characterization of sludge
Physical characteristics
To be considered as an admixture of concrete mix, the particle size distribution of the sludge was first characterized (Fig. 1). The granulometry was performed after the sludge had been dried at 105°C for 2 h (CNS 386, 2002). The mean particle size of the dried sludge was smaller than 3.2 μm, that is, smaller than 200 mesh (<75 μm), so it could be classified as fine-grained soil (CNS 1240, 2004).

Granulometry of dried purification sludge.
Table 3 summarizes the typical physical characteristics of sludge from the water purification plant (Taipei Water Department, 2002). The sludge with a high liquid limit provides an extra high water absorption capacity. According to unified soil classification system, the water purification plant sludge could be further classified as MH, that is, silt (inorganic sediment or fine sand) with high plasticity.
Source: Taipei Water Department, 2002.
USCS, unified soil classification system.
Chemical characteristics
The main composition of the sludge from the water purification plant was determined by performing X-ray diffraction analysis, and the results are summarized in Table 1. The inorganic minerals that formed the sludge were SiO2 and Al2O3. The largest fraction is SiO2 (54.7% by weight), which might come from natural soil scoured by rainfall. The percentage of Al2O3 is 24.1%, which might come mainly from coagulants used in water purification (i.e., polyaluminum chloride, PAC). The elemental composition of the water purification plant sludge is shown in Table 4. Aluminum element is relatively high that conforms to the aforementioned statement that use of aluminum-based coagulants leads to high aluminum content in the sludge. The concentrations of heavy metals such as Hg, Cr, and Pb are low; it implies that there are no significant sources of pollutants of this kind in the source water. Consequently, the sludge from this water purification plant is considered nontoxic and safe for reuse.
Elemental concentrations of the sludge were determined by extraction of metals soluble in aqua regia in accordance with NIEA S321.63B (2003).
Compressive strength of concrete specimen
An appropriate W/B, that is, the water to cement materials, including cement, slag, and superplasticizer, was first determined. The W/B values of concrete mix typically range from 0.4 to 0.5, and a lower W/B value would yield a concrete specimen of stronger mechanical property. However, due to the high water absorption capacity of the sludge used, a W/B ratio of 0.62 was used in our study.
A preliminary test was also conducted to determine the applicable range of sludge that could reasonably be used as admixture in the concrete mix. Based on the W/B ratio of 0.62, the C0S0 concrete specimen (i.e., without sludge and the solidification agent) was examined to serve as a control, but a workable concrete specimen could not be formed after the curing period. On the other hand, for samples containing more than 30% sludge as fine aggregate replacement in the cement mix, the mechanical properties were very poor. Consequently, the experiments were focused on the concrete mix with 20%, 25%, and 30% sludge used as a partial substitute of the fine aggregate.
The compressive strength with 20%, 25%, and 30% sludge used as a partial substitute for fine aggregate without the solidification agent is shown in Fig. 2a. For all sludge contents, the mechanical strength increased as the curing time of the concrete increased. The presence of sludge reduced the mechanical strength of the concrete, and this decrease accelerated as the sludge content increased. The sludge from the water purification plant had 4.4% organic matter content, and it was higher than the general soils (0.8%–1.2%) or inorganic aggregate. Introducing sludge from water purification plants into cement mix may cause changes in the properties of the cement, due to the presence of organic matter and heavy metals that may interfere with the hardening reactions (Mangialardi et al., 1998; Pan et al., 2003; Lin et al., 2009). The compressive strength of C0S30 specimen with sludge content of 30% as a partial substitute for fine aggregate is 202 kgf/cm2, which is lower than the typically required strength of 210 kgf/cm2. It would not be acceptable for applications that required concrete of high compressive strength. According to the criterion of aggregate in ASTM C117-04 (2004), the percentage of aggregate passing 200-mesh sieve (<75 μm) should be less than 5%. However, as shown in Fig. 1, 91% of the sludge is smaller than 75 μm. Too many fine particles in the aggregate will wrap them around the surface of the bigger admixture, and reduce the cohesiveness between cement and admixture that decreases the mechanical strength of the concrete. Therefore, a solidification agent was added in the subsequent tests to increase the mechanical strength.
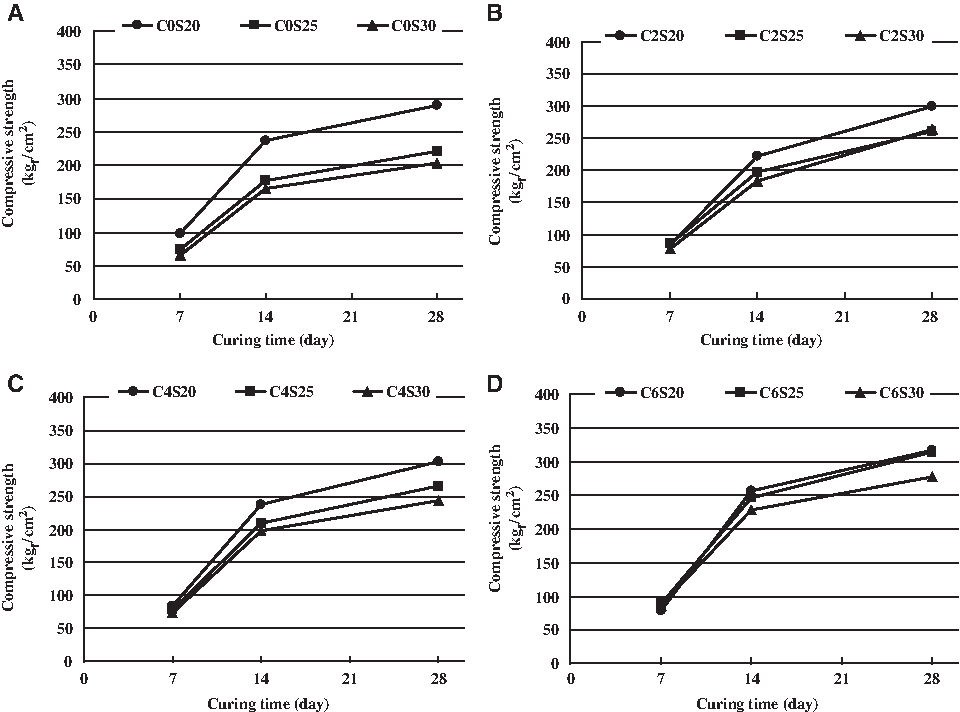
The compressive strengths of concrete as a function of the sludge and the solidification agent added:
The results with the solidification agent being added to the sludge content at 2%, 4%, and 6% are shown in Fig. 2b, c, and d, respectively. The solidification agent effectively improves the mechanical strength of the concrete specimen. After 28 days of curing time, the compressive strengths of all specimens were considerably greater than 210 kgf/cm2. The compressive strengths of all the concrete specimens increased with the amounts of the solidification agent added. Especially for the high dose of the solidification agent, it would result in a significant increase in the compressive strength. For example, when compared to the C0S25 specimen without the solidification agent, the compressive strength of C6S25 specimen (with 6% solidification agent) was 313.8 kgf/cm2, 42.6% higher than that of C0S25 specimen.
The major components of the solidification agent are gypsum and lime, and they are added to alleviate the potential problem associated with the high water absorption capacity of sludge and to enhance the hardening process. The addition of an appropriate amount of solidification agents is necessary for using water purification plant sludge as part of the concrete mix.
Slump test
The slump characteristics of concrete specimens containing various amounts of the sludge and the solidification agent are shown in Fig. 3. The concrete slump tests were examined in accordance with ASTM C143 (2004). The slump is a common indicator of workability. A low slump value implies high plasticity and that is not proper for use in practice. An appropriate slump value is in the range of 14–26 cm for typical applications of concrete. Presence of sludge reduced the slump of the concrete, and the extent of reduction increased as the sludge content increased. The reduction might be caused by the high plasticity of sludge. On the other hand, addition of the solidification agent resulted in an increase in the slump. The results of the slump test indicate that the workability of most sludge/solidification agent/cement mixtures also falls into the acceptable range of 14–26 cm. Therefore, introducing sludge into a concrete mix with a solidification agent may affect the workability of the concrete mix. Appropriate proportions need to be determined and used for a given application.

The slump values of fresh concrete samples made from various dosages of sludge and solidification agent.
Toxicity characteristic leaching procedure
The sludge sample was examined by the TCLP in accordance with NIEA R201.13C (2004). All the concentrations of heavy metals in the leachates were very low (Table 5). It implies that there are no significant sources of pollutants of this kind in the source water. The sludge from the water purification plant is considered nontoxic and safe for reuse.
The specimen C6S30 (that contains the maximum amount of sludge, 30%) after a curing time of 28 days was also tested using TCLP. All the leaching concentrations of heavy metals were much lower than those of the raw sludge and all well below the criteria of Taiwan EPA. The inclusion of such a special waste product in a Portland cement matrix allowed most heavy metals to be fixed and, in turn, to precipitate in the form of metal hydroxide. Besides, cement with cohesive and adhesive characteristics provides effective immobilization and stabilization of heavy metals (Togerö, 2006; Chang et al., 2007). Therefore, use of water purification plant sludge as a partial substitute for aggregate in the cement mix poses no additional health risk in practical applications.
Economic analysis
Due to the constraints of landfill space and environmental concern, disposal of sludge from municipal water purification plants becomes environmentally challenging and costly in Taiwan. The cost of sludge landfill reaches as high as 89.5 U.S. dollars (USD)/ton (Table 6). Using the sludge as part of the raw materials for manufacturing cement or brick has been practiced for years, but the manufacturing plants are located relatively far away so that the transportation cost becomes significantly expensive (26.2–28.3 USD/ton). If sludge could be successfully used as part of the fine aggregate in concrete mix for local construction, it can eliminate the cost of sludge disposal (18.1 USD/ton). Besides, the fine aggregate comes from local river sand in Taiwan, and it is very expensive (more than 51.0 USD/ton). Therefore, using the sludge as part of the fine aggregate in concrete mix reduces the cost of concrete and the impact of environment.
Including the cost of solidification agent.
Conclusion
The sludge from the water purification plants in Taipei has little or no leaching potential of toxic substances. The mean particle size of the dried sludge is smaller than 3.2 μm and addition of sludge in concrete mix reduces the mechanical strength of the concrete. According to the criterion for aggregate in ASTM C117-04 (2004), the percentage of aggregate passing 200-mesh sieve (<75 μm) should be less than 5%. Otherwise, too many fine particles in the aggregate will wrap them around the surface of the bigger admixture, and reduce the cohesiveness between cement and admixture that decreases the mechanical strength of the concrete. Addition of an appropriate amount of solidification agents is necessary for using water purification plant sludge as part of the concrete mix. The solidification agent not only participates in the hardening process, but also alleviates the potential problem associated with the high water absorption capacity of sludge. Consequently, addition of the solidification agent increases the mechanical strength of concrete to much higher than the typically required strength of 210 kgf/cm2. The specimens could meet the compressive strength with as low as 2% solidification agent and up to 30% sludge as fine aggregate replacement.
The low TCLP leaching potential, good mechanical property, appropriate workability, and a lower disposal cost make the use of water purification plant sludge in concrete mix a viable alternative for beneficial use.
Footnotes
Acknowledgment
The authors thank Taipei Water Department for providing the sludge samples for this study.
Author Disclosure Statement
No competing financial interests exist.