
Abstract
Abstract
To improve the desulfurization efficiency of sorbents at low cost, modified semi-coke was used as the substrate for mixed metal oxides (ZFM; oxides of zinc [Zn], iron [Fe], and manganese [Mn]) in hot gas desulfurization. Performance of the prepared ZFM/modified semi-coke (MS) sorbents were evaluated in a fixed-bed reactor in the temperature range 400–550°C. Results showed that the molar ratio of Mn to Zn, effect of the substrate, the calcination temperature, and the sulfidation temperature influenced the performance of the sorbents. Optimum conditions for the preparation of the ZFM/MS sorbents were molar ratio of Mn(NO3)2·6H2O, Zn(NO3)2, and Fe(NO3)3, 0.6:1:2; mass ratio of ZFM0.6 to modified semi-coke support, 1:1; and calcination temperature, 600°C. The ZFM0.6/MS sorbent thus prepared exhibited the best sorption sulfur capacity of 27.46% at 450°C.
Introduction
Kinetic experiments in thermo-balance and short-term performance tests in different types of reactors have shown that zinc ferrites can be used as regenerable sorbents for hot gas cleanup (Gupta et al., 1992). However, as coal gas contains a large fraction of H2 and has a high CO/CO2 ratio, the metal oxides are reduced either into their metallic state or to the corresponding metal carbides. This reduces the mechanical strength as well as the sulfur capacity of the sorbents in long-term tests of sulfidation and regeneration cycles (Hartman and Coughlin, 1976; Ayala and Marsh, 1991; Ozdemir and Bardakci, 1999). The development of H2S sorbents by adding some other metal oxides to improve zinc ferrites stability has been studied in detail. For example, titanium dioxide, commonly used to modify zinc oxide, increases the stability of this sorbent under the strong reducing power of the coal gas (Lew et al., 1992). However, the textural properties of the fresh or regenerated sorbents are also modified because nucleation and the rate of growth of spinel-structured compounds during calcination or regeneration are highly affected (Garcıa et al., 1997). Further, though the addition of Ti prevents the vaporization of Zn, extensive spalling and cracking of the pellet remain serious problems in the development of zinc ferrite sorbents (Ko et al., 2007).
Westmoreland et al. (1977) showed that manganese oxide (MnO) was also suitable for high-temperature H2S removal. MnO is stable in strong reduced atmospheres, can effectually inhabit the vaporization of Zn, and can also improve the mechanical strength and sulfur capacity of the sorbent (Ko et al., 2007). Therefore, Mn-based mixed oxide sorbents attracted the attention of different research groups (Bakker et al., 2003; Yoon et al., 2003; Zhang et al., 2003; Karayilan et al., 2005).
Sorbent supports help disperse the active components and thereby increase the surface area of sorbents. The support materials presently used for sorbents in hot gas desulfurization are primarily composed of Al2O3, SiO2, or activated carbon (Danh and Teresa, 2005; Yu et al., 2006; Xie et al., 2007). In industrial-scale systems, where large quantities of support are required, the support material used must be economic and easily available. A research group in Kansai University prepared ZnFe2O4 using activated carbon and other carbon materials as supports. These carbon-supported ferrites exhibited much higher desulfurization ability than the corresponding unsupported ferrites (Ikenaga et al., 2002, 2004). Semi-coke, a by-product of coking, is similar to active carbon in some chemical and physical properties but much cheaper than the latter. Hence it is a feasible support for sorbents in high-temperature coal-gas desulfurization.
In this study, modified semi-coke was used as the support for mixed metal oxide sorbents (Zn–Fe–Mn) to improve their performance. Effects of support, calcination temperature, sulfidation temperature, and molar ratio of MnO2 and ZnFe2O4 on the performance of sorbents were studied.
Materials and Methods
Preparation of support
Raw semi-coke, modified by oxidation with nitric acid and activation with steam (89.54% C, 1.77% H, 3.66% O, 0.76%N, and 0.19% S), was used as the support for sorbent. The support had a pore volume of 0.081 cm3/g and a surface area of 142.6 cm2/g. Zn(NO3)2·6H2O, Fe(NO3)3·9H2O, Mn(NO3)2·6H2O, and aqueous ammonia (approx. 26%) were used to prepare the sorbent.
Preparation of sorbent
Mixed metal oxides (ZFM; oxides of Zn, Fe, and Mn) were supported upon modified semi-coke (MS) by co-precipitation using ultrasonic irradiation (900 W, 1.5 hours). MS (100-mesh pass) was put into a solution of Zn(NO3)2, Fe(NO3)3, and Mn(NO3)2·6H2O. Aqueous ammonia was added into this suspension, with stirring under ultrasonic irradiation, until the pH reached 10. The co-precipitated solution was dumped into a beaker, followed by boiling at around 80°C for 1–2 hours to remove the ammonia residue. After filtration and drying at 120°C for 4 hours, the resulting materials were thermally treated at 500–800°C in a nitrogen atmosphere for 3 hours, mixed with kaolin, and grounded to powder of 100 mesh size. Distilled water was added into this powder to form a slurry and then extruded in a syringe to cylindrical shapes 3 mm in diameter as well as height. The extrudates were dried overnight at 120°C and then calcined in a muffle furnace at 600°C for 4 hours to obtain ZFM/MS sorbents with good mechanical strength. Table 1 describes the prepared sorbents.
Molar ratio of Mn(NO3)2·6H2O to Zn(NO3)2·6H2O at a constant molar ratio of Zn(NO3)2·6H2O to Fe(NO3)3·9H2O.
ZFM, Zn–Fe–Mn mixed metal oxide sorbents; MS, modified semi-coke.
Characterization of sorbents
The fresh as well as sulfided sorbents were analyzed by powder X-ray diffraction in an X-ray diffractometer (D/max-2500) using monochromatized Cu Kα radiation. The surface chemical composition of the sorbents was studied by X-ray photoelectron spectroscopy (XPS).
Adsorption of H2S
Sulfidation experiments were carried out in a fixed-bed quartz reactor (19 mm in diameter, about 650 mm in length) in the temperature range 400–550°C at a space velocity of 2000 hour−1 at normal pressure. About 20 mL of the sorbents was charged into the bed in the isothermal region of the reactor. Simulated coal gas with a composition by volume of H2S (0.2–0.3%), CO (27%), H2 (39.58%), CO2 (12%), and N2 (balance gas) was used in sulfidation. The outlet gases from the reactor were analyzed using a gas chromatograph (GC) equipped with a thermal conductivity detector and a flame photometric detector. The H2S breakthrough point was defined as that point at which H2S concentration in the outlet gases exceeded 20% of that in the inlet gas. Sulfur capacity was calculated using the following equation:
Results and Discussion
Effects of molar ratio of Mn to Zn
The effects of the molar ratio of Mn to Zn, which actually means the molar ratio of Mn(NO3)2·6H2O to Zn(NO3)2, on breakthrough behaviors were investigated at 500°C. The sorbents used in this experiment were named as a series of ZFM/MS. The mass ratio of the active components (ZFM) to MS was 1:1 and the molar ratio of Zn to Fe was 1:2 in all these sorbents, but the molar ratios of Mn to Zn were different. All sorbents were calcined at 600°C. As shown in Fig. 1, the breakthrough time increased with the molar ratio of Mn to Zn when the ratio was lower than 0.6. Further increase in the ratio from 0.6 to 1.0 led to a decrease in the breakthrough time. Table 2 presents the breakthrough sulfur capacity of the sorbents. ZFM0.6/MS exhibited the highest sulfur capacity of 18.31%, whereas ZFM0/MS, which did not contain Mn, had the lowest capacity. This indicates that addition of Mn to Zn–Fe–O sorbent is beneficial. These results should also be explained based on the kinetics of sulfidation process.

Effect of molar ratio of Mn to Zn on desulfurization.
The removal of H2S by a porous solid metal oxide is a typical noncatalytic gas–solid reaction. In the absence of extra diffusion, the first step in desulfurization should be the diffusion of H2S into the pores and then into the inner surface of the sorbent, followed by absorption of H2S on the sorbent surface and subsequent dissociation of H2S into HS− and H+. The absorbed H2S then reacts with the fresh metal oxide on the surface to form metal sulfide. Once the product layer is formed on the outer surface, S2−/HS− on the surface will have to diffuse through this product layer into the inner surface for further reaction to take place. In the meantime, O2− in the inner surface migrates to the surface of the solid. Significant interparticle diffusion (in the pore space and in the product layer) limitation is usually considered in sulfidation processes. According to Polychronopoulou et al. (2005a), migration of Fe ions through the inner surface of Fe–Mn–Zn–Ti–O during sulfidation is facilitated by the presence of Mn. Mn plays a similar role in the ZFM/MS sorbent, as described earlier. At a constant mass ratio of active components to MS, an increase in the molar ratio of Mn to Zn indicated an increase of Mn and decrease of Zn and Fe. Mn has a relatively lower activity compared to Zn. Therefore, a negative effect was found when the molar ratio of Mn to Zn was further increased.
X-ray diffraction (XRD) patterns of ZFM/MS (Fig. 2) show character peaks, which may be attributed to ZnFe2O4, ZnMnO3, or MnFe2O4. XPS characterization was also performed for fresh as well as sulfided ZFM0.6/MS sorbents for further clarity. As shown in Table 3, in the fresh sorbent, Mn 2p3/2 has a binding energy of 642.3–642.5 eV, which corresponds to Mn4+ (Al-Sagheer and Zaki, 2000), as indicated by the existence of ZnMnO3 in XRD. The Fe 2p3/2 peak with a binding energy of 711–712 eV corresponds to an Fe(III)-O environment according to Thomas et al. (1998). In the sulfided ZFM0.6/MS, Mn 2p3/2 has a binding energy of 641.6 eV, which accounts for Mn3+ (Al-Sagheer and Zaki, 2000). This indicates that only ZnFe2O4 and ZnMnO3 existed in the sorbent, and the Mn in ZnMnO3 was reduced during sulfidation. Based on XPS and XRD analyses, the following reactions involving Mn4+ in ZFM0.6/MS are suggested (Polychronopoulou et al., 2005a):
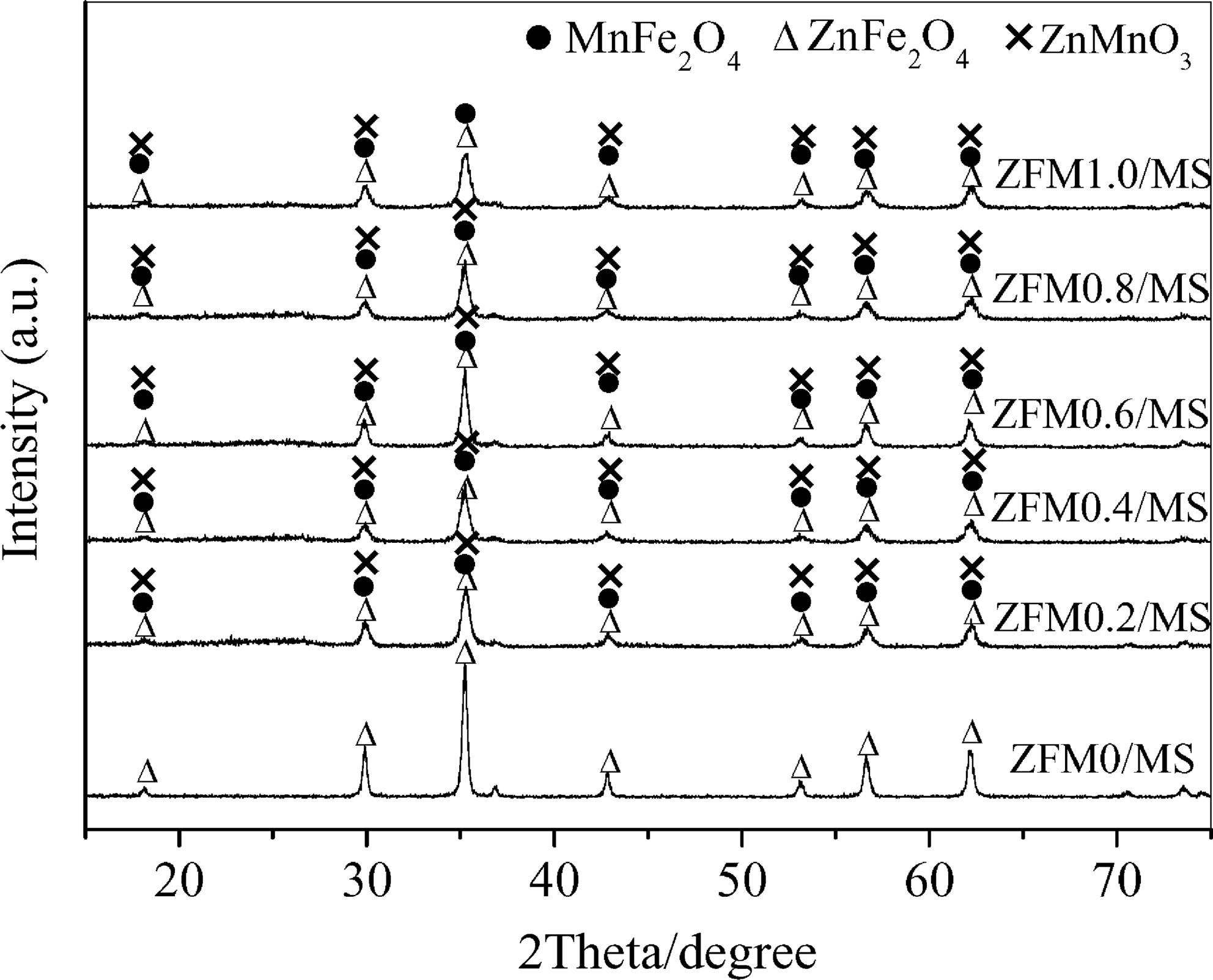
X-ray diffraction (XRD) spectra of ZFM/MS with varying molar ratios of Mn to Zn in mixed metal oxides.
The other primary sulfidation reaction involving ZnFe2O4 in ZFM0.6/MS is suggested as:
Effects of calcination temperature
The effects of calcination temperature on the ZFM0.6/MS sorbents were evaluated at a temperature of 500°C. Before sulfidation, the fresh sorbents were subjected to XRD analyses as presented in Fig. 3. The breakthrough curves of sorbents are shown in Fig. 4.
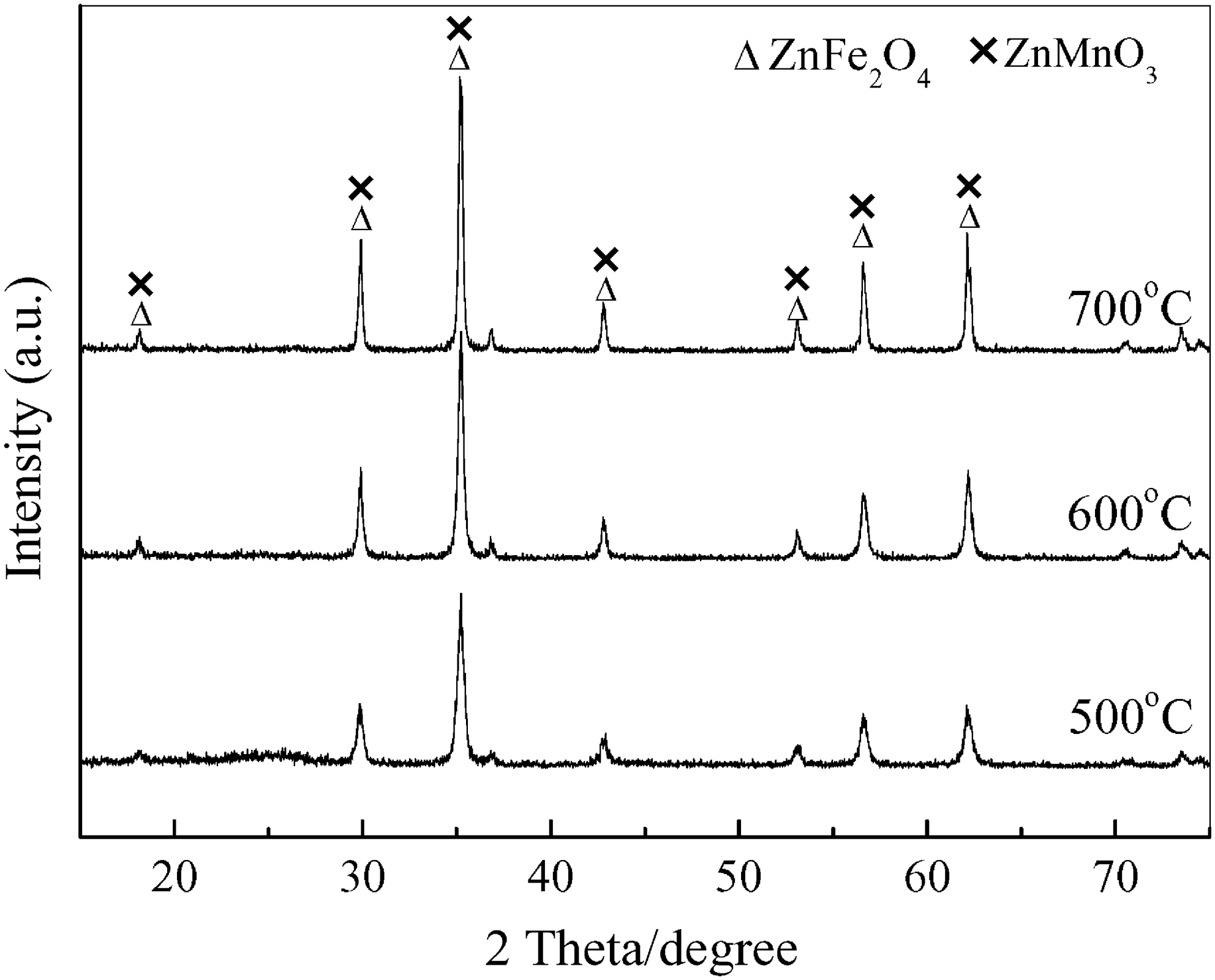
XRD spectra of supported active component calcinated at varying temperatures.
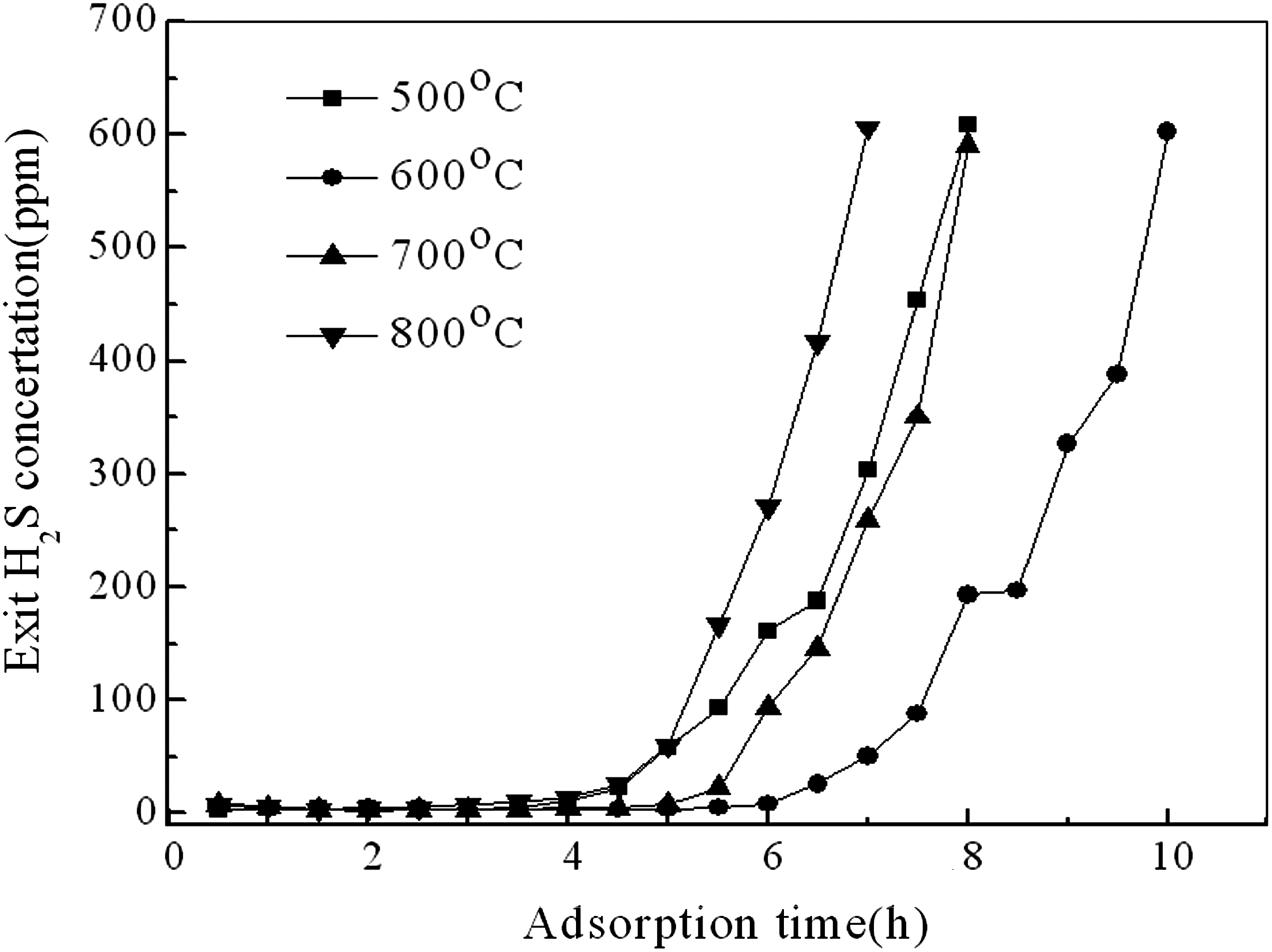
Effect of calcination temperature on sorbent desulfurization.
Figure 3 shows that increasing the calcination temperature to 700°C led to a narrowing of characteristic peaks of the phases, indicating that the crystallite size increased with calcination temperature. Figure 4 shows that the sorbent calcined at 600°C had the longest breakthrough time of almost 10 hours and the highest sulfur capacity of 18.31%. The sorbent calcined at 500°C had the lowest sulfur capacity of 14.68%. This may be because, at 500°C, the decomposition of the metal precursors was not complete, thus leading to poor performance of the sorbent. However, when the calcination temperature increased from 600°C to 800°C, the crystallite grew larger and the contact area of H2S decreased. This resulted in reduced sulfur capacity (Ikenaga et al., 2002).
Effects of sulfidation temperature
To evaluate the effect of temperature on desulfurization of the ZFM0.6/MS sorbent, sulfidation was carried out in the temperature range 400–550°C. The breakthrough curves obtained are shown in Fig. 5. The breakthrough sulfur capacity increased from 13.35% to 27.46% as the temperature increased from 400°C to 450°C, and decreased to 17.37% when the temperature rose to 550°C. The sorbent performed best at 450°C. This is because, as the reaction temperature rises, the intrinsic reactivity of the solid and the interparticle diffusion increase, which in turn favor sulfidation. However, due to the strong reductive atmosphere with almost 67% of H2 and CO in gas, deep reduction of Fe2O3 to FeO or even to Fe may happen at 550°C, which can retard sulfidation (Focht, 1988).
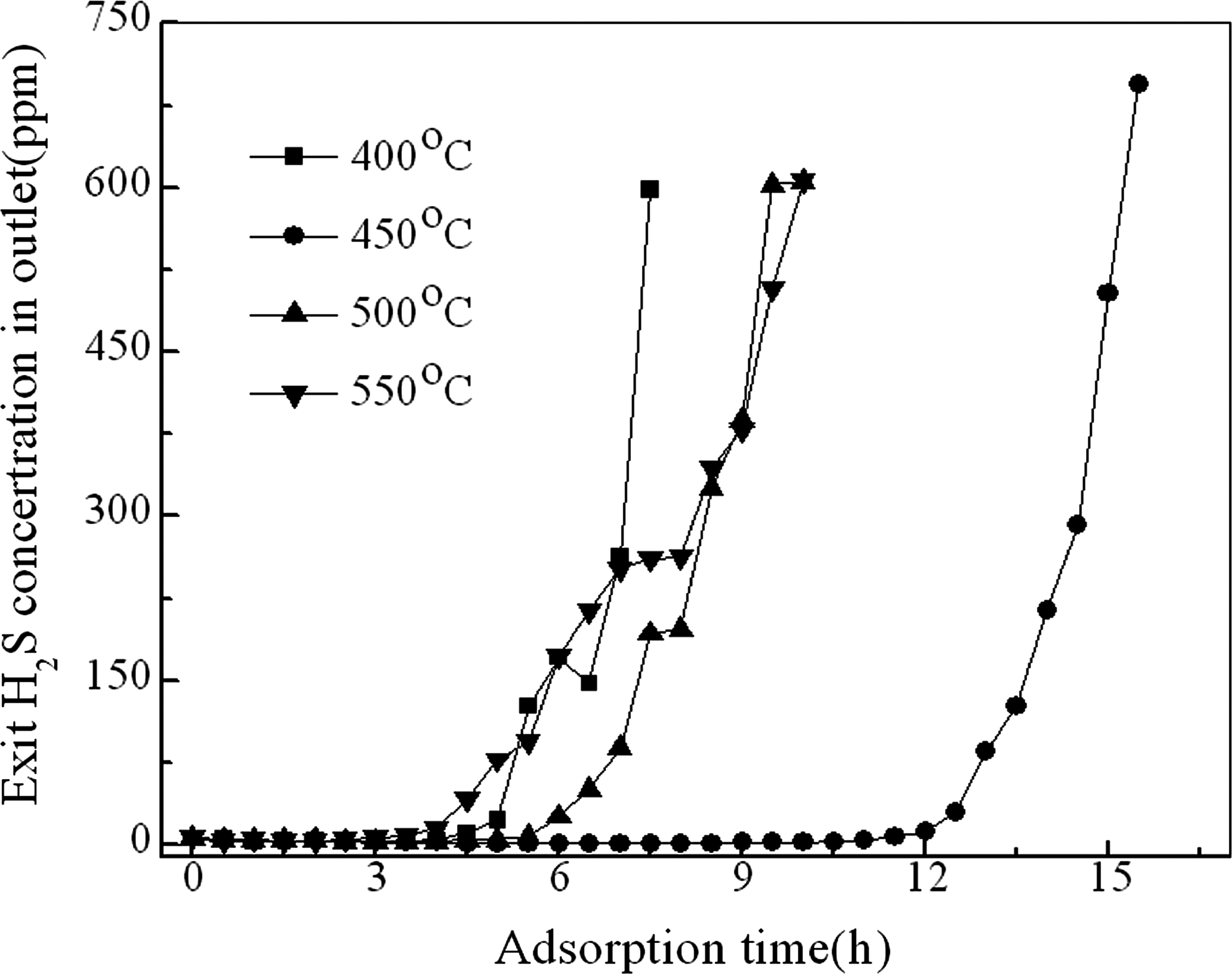
Effect of sulfidation temperature on sorbent desulfurization.
Effects of support
To examine the effects of support on the performance of sorbents, XRD, scanning electron microscopy, and energy-dispersive X-ray spectroscopy (EDX) were used to characterize the supported sorbents. The effects of mass ratio of mixed metal oxides to MS on breakthrough curves were also investigated in a fixed-bed reactor at 450°C.
As shown in Fig. 6, the mixed metal oxides were highly dispersed on the support. EDX analysis results shown in Table 4 indicate that the molar ratio of Mn, Zn, and Fe is 4.80:15.21:7.58 in the bulk, which is very close to 0.6:1:2. This reveals that the distribution of the active components is uniform on the support.

Scanning electron microscopy image of ZFM0.6/MS.
The results of breakthrough experiments shown in Fig. 7 and Table 5 indicate that, in the first 7 hours, H2S concentration in the outlet gas was lower than 10 ppm for all sorbents. Then the bed was gradually broken through. ZFM0.6/MS had a significant breakthrough time of almost 16 hours and the highest sulfur capacity of 27.46%, whereas ZFM0.6/MS1 exhibited the lowest sulfur capacity of 18.93%. These results show that the optimum mass ratio of mixed metal oxides to MS was 10:10.
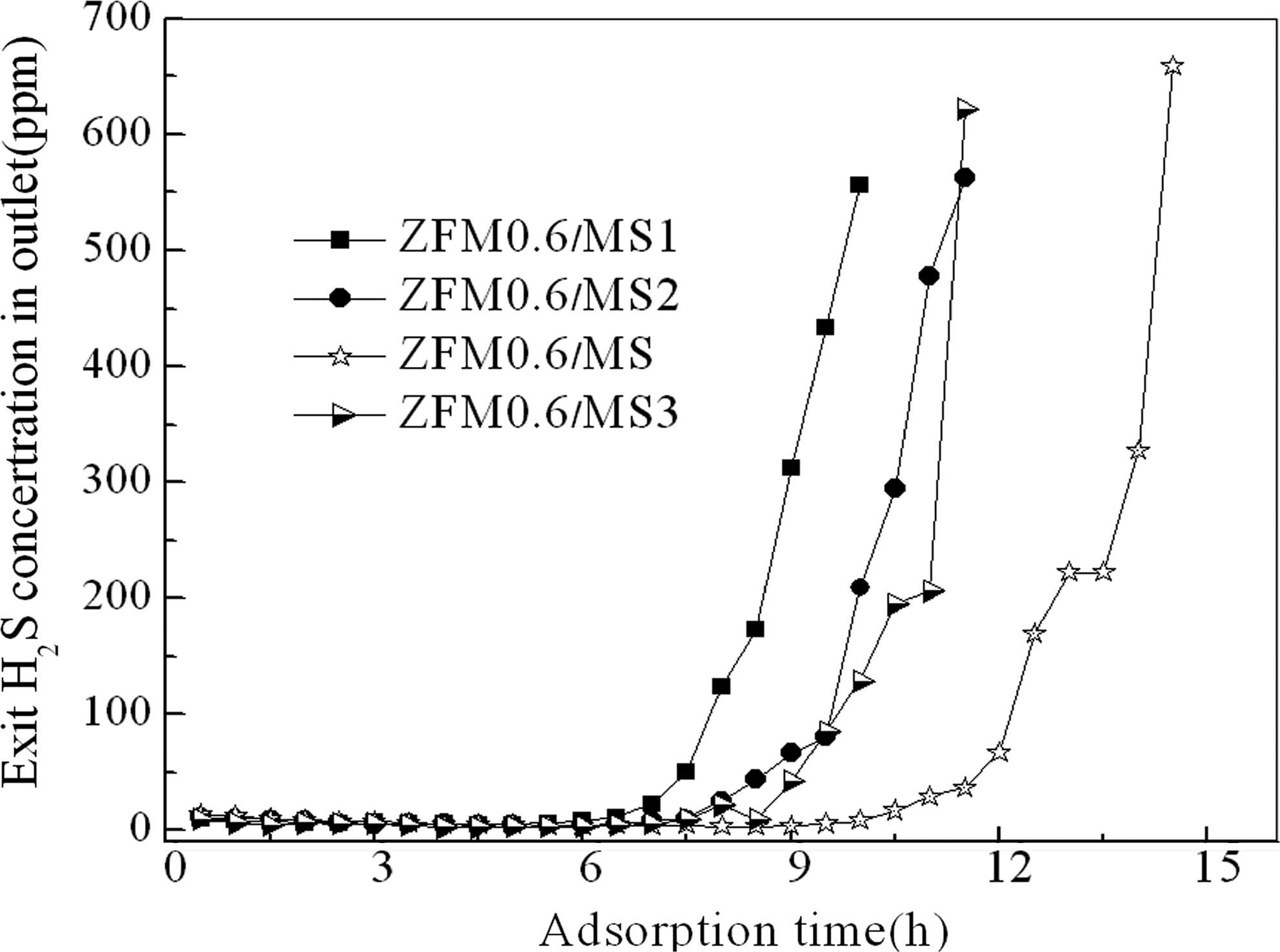
Effect of the mass ratio of modified semi-coke to active component on desulfurization.
As mentioned above, sulfidation of metal oxides is a noncatalytic gas–solid reaction characterized by the formation of a much larger solid product. This results in a very severe interparticle diffusional limitation. For this kind of pore-diminishing reactions, the texture of the sorbent is quite important. In this study, when large quantities of metal oxides were supported on MS, the pore volume and pore size of the sorbent decreased. This had a negative effect on diffusion during sulfidation, leading to poor H2S removal. Further, large amounts of metal oxides on the support could easily induce the formation of a big crystallite, which is also not beneficial for the sulfidation reaction.
Conclusions
A series of semi-coke–supported mixed metal oxide (Mn, Zn, and Fe) sorbents were prepared to improve the performance of sorbents used in H2S removal as well as to cut the cost of the preparation. The sorbents were evaluated in a fixed-bed reactor in a simulated coal gas environment. The effects of molar ratios of Mn to Zn, the support, and the calcination and sulfidation temperatures on the breakthrough sulfur capacities were investigated. The preparation conditions for the ZFM/MS sorbents were optimized as follows: molar ratio of Mn(NO3)2·6H2O, Zn(NO3)2, and Fe(NO3)3, 0.6:1:2; mass ratio of ZFM0.6 to MS support, 1:1; and calcination temperature, 600°C. The ZFM0.6/MS sorbent prepared thus exhibited the best breakthrough sulfur capacity of 27.46% at 450°C.
Footnotes
Acknowledgments
This work was supported by the Ministry of Science and Technology of China under the grant no. G2005CB221203, the Key Programs for Science and Technology Development of Shanxi Province under contract no. 20080322035, Shanxi Scholarship Council of China (No. 2010–40) and Advanced Programs for the Returned Overseas Chinese Scholars.
Author Disclosure Statement
No competing financial interests exist.