
Abstract
Abstract
An efficient method for recovering polyhydroxyalkanoate (PHA) from bacterial cell was developed by using a low concentration of sodium hydroxide (NaOH). In this study, the effectiveness of low-concentration NaOH on PHA recovery from recombinant Cupriavidus necator was investigated by testing several NaOH concentrations, in relation to digestion time and reaction temperature. Gas chromatography (GC) analysis showed that PHA with more than 96% purity and recovery yield can be achieved after the recovery process which involved treatment of lyophilized cells with 0.05 M NaOH at 4°C for 3 h. GC analysis was supported by transmission electron microscope images and associated with considerable release of protein after NaOH addition. The recovery process developed herein was found effective in recovering PHA even from cells with low PHA content, with only 13% reduction in molecular weight (Mw). Ultimately, the present method could be an alternative to the PHA recovery by organic solvents, with added values such as being simple, nontoxic and environmental friendly.
Introduction
PHA recovery using organic solvents, chemical reagents, or surfactants has the drawbacks of high cost and serious pollution. These methods are, therefore, difficult to be commercialized (Xuejun, 2006). Thus, developing a cleaner recovery system without the use of solvent is essential to eliminate the usage of halogenated solvents such as chloroform. It has been found that some of the chemical recovery treatments such as alkaline pH shock, anionic detergents such as sodium dodecyl sulfate (SDS), and EDTA permit the partial release of intracellular products (Harrison et al., 1991). Strazzullo et al. (2008) reported a simplified and effective method for direct PHA recovery from humid biomass of Halomonas campaniensis using SDS. Apart from SDS, NaOH is also used to recover PHA. NaOH causes saponification of the lipid layer in the cell wall and increases the cell permeability that helps release the nonpolymeric protein material without rupturing the cells (Harrison et al., 1991; Jacquel et al., 2008). Choi and Lee (1999) reported the digestion of a non-PHA biomass of recombinant E. coli in 0.1 M NaOH at 30°C for 1 h. More than 90% purity and recovery yield was obtained from the cells with 77% polyhydroxybutyrate (PHB) content. A highly pure PHA can be obtained using a concentrated alkaline solution. However, it caused PHA losses and also molecular size reduction (Yang, 2007). Another approach is by direct addition of NaOH to fermentation broth (Choi and Lee, 1999; Lee et al., 1999; Lu, 2006). There are several other strategies in PHA recovery with NaOH (Gorenflo et al., 2001; Jiang et al., 2006); however, in order to apply the recovery process on a large scale, further improvements are required.
This study aims at developing an improved recovery process for recombinant C. necator with low initial PHA content, by using a low concentration of NaOH (≤0.1 M) without compromising on the PHA purity and recovery yield.
Experimental Protocols
PHA-containing biomass
Recombinant C. necator containing 38.3% PHA was kindly provided by Dr. Sudesh (Universiti Sains Malaysia, Penang, Malaysia). Cells containing PHA were separated from the fermentation broth by centrifugation at 15,000 g for 5 min at 30°C. Pellets were washed with distilled water to remove residual broth and lyophilized (VirTis Bench Top 2K, 4K, and 6K Freeze Dryer; SP Industries, Inc.) before use.
PHA Recovery
In this study, single and interaction effects of three different variables, that is, concentration of NaOH (0.01, 0.05, and 0.1 M), digestion time (1, 3, and 5 h), and temperature (4°C and 30°C) on PHA recovery process were investigated using a factorial experimental design. Twenty milliliter of NaOH solution was added to lyophilized cells in a 50 mL centrifuge tube to prepare cell suspensions with a concentration of 20 g/L. The cell was digested with NaOH at a specified temperature and time duration. After the treatment, the non-PHA cellular material (NPCM) was separated from PHA granules by centrifugation at 15,000 g for 20 min. Then, 1% (v/v) of ethanol (96%, Fisher, analytical grade) was added to the cell pellet and mixed well. The mixture was incubated at 30°C in a rotary orbital shaker, agitated at 200 rpm for 3 h. The mixture was centrifuged at 15,000 g for 10 min, rinsed with distilled water for the removal of residual ethanol, and centrifuged at 15,000 g for 10 min. All centrifugation steps were carried out at 4°C. Finally, the pellet was subjected to freeze drying for further analysis. Protein concentration in the supernatant and average mass of every fraction was measured in each step of the recovery process. All the experiments were carried out in triplicate.
Analytical procedures
The purity of PHA was determined using gas chromatography (GC) (Agilent Technologies, Agilent GC Chemstation 7890A) with benzoic acid as an internal standard as described by Braunegg et al. (1978). PHA recovery yield was quantified as the purity of the total mass of sample recovered to a known amount of PHA in the biomass (Supplementary Data). The total soluble protein concentration was measured by modified Bradford method with bovine serum albumin as the standard (Bradford, 1976). The composition of isolated polymer was analyzed by recording the proton nuclear magnetic resonance (1H NMR) spectra of the product on a Varian Unity Inova 500 NMR spectrometer, with operating conditions previously reported (Ahmad et al., 2010). The molecular weight (Mw) of PHA was determined using Shimadzu 10A gas permeation chromatography at 40°C and a 10 Å refractive index detector with Shodex K-806M and K-802 columns. Chloroform was used as an eluent at a flow rate of 0.8 mL/min, and a sample concentration of 1.0 mg/mL was applied. Polystyrene standards with low polydispersity were used to make a calibration curve (Amirul et al., 2008). Finally, cell morphology and PHA granules before and after recovery treatments were observed under a transmission electron microscope (TEM) (Hitachi H7100 TEM) using the method previously reported (Mumtaz et al., 2009).
Data analysis
The results of the experiment were analyzed by MSTAT-C software, and comparisons between experimental data average were accomplished by Duncan's multiple range test at 5% (p<0.05) alpha level. Microsoft Excel was used for plotting graphs.
Results and Discussion
Single effect of variables on PHA recovery
In this study, the effect of some variables, that is, NaOH concentration, digestion time, and temperature on the extraction of PHA from recombinant C. necator was clarified using factorial experimental design. Figures 1–3 show the single effect of variables on the recovery yield and purity of the PHA. PHA purity was significantly (p<0.05) improved by increasing the NaOH concentration from 0.01 to 0.05 M (Fig. 1). This is due to an increase in protein removal as a result of enhanced cell wall permeability under alkaline solution (Jiang et al., 2006). This is supported by analysis of protein content in the supernatant after each washing step, which will be further discussed in another section. However, a further increase of NaOH concentration to 0.1 M did not give any significant difference with regared to the PHA purity and recovery yield. Based on these results, NaOH with a concentration of 0.05 M was chosen as the suitable concentration for PHA recovery process.

Effect of NaOH concentration on PHA extraction from recombinant Cupriavidus necator. Data shown are the means of triplicate tests. Mean data accompanied by different superscript letters are significantly different (Duncan's multiple range test, p<0.05). NaOH, sodium hydroxide; PHA, polyhydroxyalkanoate.
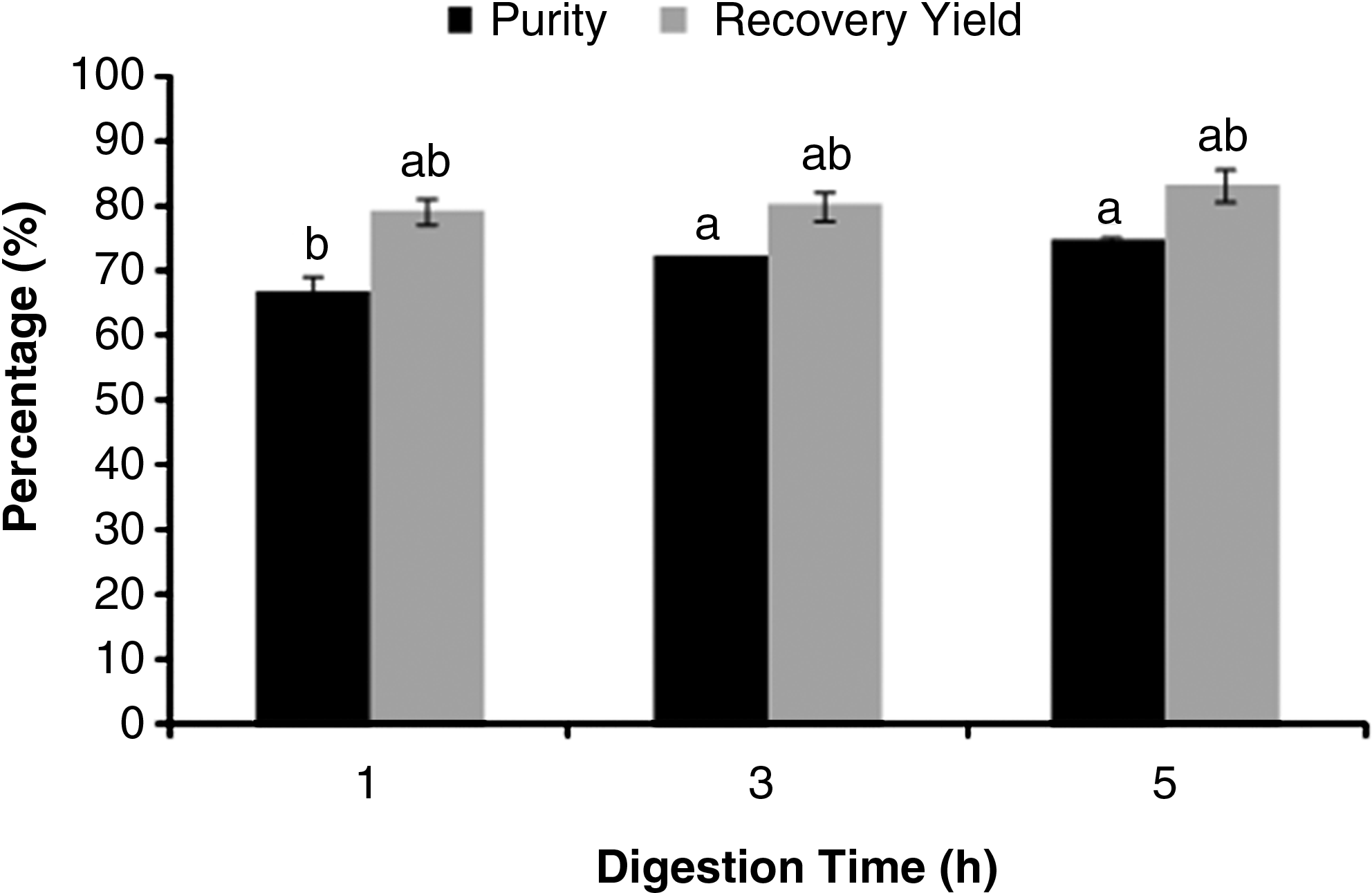
Effect of digestion time on PHA extraction from recombinant C. necator. Data shown are the means of triplicate tests. Mean data accompanied by different superscript letters are significantly different (Duncan's multiple range test, p<0.05).
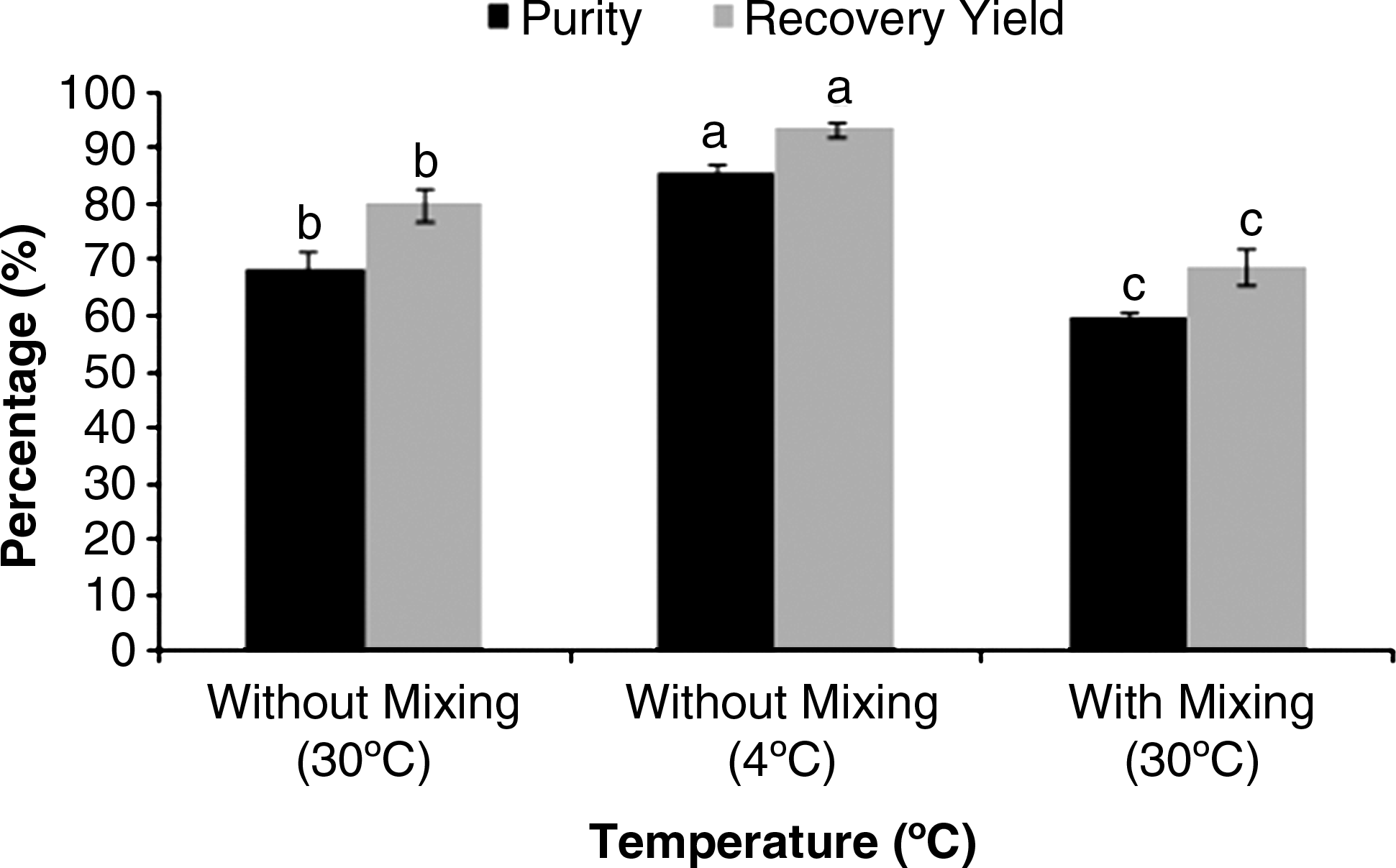
Effect of temperature on PHA extraction from recombinant C. necator. Data shown are the means of triplicate tests. Mean data accompanied by different superscript letters are significantly different (Duncan's multiple range test, p<0.05).
The purity of PHA recovered from recombinant C. necator using NaOH was found to increase significantly from 66.8% to 72.3% as the digestion time was extended from 1 to 3 h. The prolonged digestion time from 3 to 5 h did not give any marked difference in PHA purity and recovery yield (Fig. 2). This shows that NPCM digestion by NaOH is fast and takes place in a short time (Yu et al., 2005). This finding is in agreement with Jiang et al. (2006), who found that a further extension of digestion time did not produce a significant effect on PHA purity. In this study, 3 h was found to be the optimal digestion time for the PHA recovery from recombinant C. necator.
The effect of temperature on PHA recovery was studied by incubating cells at 4°C and 30°C with or without mixing. As shown in Fig. 3, the purity and recovery yield for PHA recovered from recombinant C. necator at 4°C were significantly higher than those recovered at 30°C (85.5% purity, 93.6% recovery yield). Harrison et al. (1991) showed that alkaline treatment of biomass in pH 10.5 at 7°C for <1 min could substantially improve disruption efficiency. It has been postulated that lower temperature resulted in PHA precipitation during extraction, which facilitates the separation procedure (Jiang et al., 2006).
Interaction effect of variables on PHA recovery
Another valuable exploratory analysis tool for factorial experiments is interaction plots of the variables that help determine the improved conditions (Box et al., 2005). The interaction effects between different NaOH concentration, digestion time, and temperature on PHA recovery is shown in Table 1. It was found that the improved condition for PHA extraction from recombinant C. necator is to digest the PHA samples with 0.05 M NaOH for 3 h at 4°C, which resulted in 96.6% purity and 96.9% recovery yield. Table 2 compares the results on the PHA extraction by chloroform and NaOH treatment reported in the literature with the current study. It is interesting to note that the NaOH concentration used in this study is lower than other previous studies. Moreover, lower temperature was employed in this study, whereas most of the reported treatment was carried out in the range of 22°C–50°C. More interestingly, this method showed better performance for recombinant C. necator compared with others, even when the starting materials had a lower amount of PHA in the cells. So, it can be extrapolated that by using cells containing a higher initial PHA content, even higher purity and/or yield could be achieved by this method.
Data shown are the means of triplicate tests.
Mean data accompanied by different superscript letters are significantly different (Duncan's multiple range test, p<0.05).
Soluble protein concentration and mass balance
Since cellular proteins are considered one of the most important impurities to be removed in purifying PHA, the removal efficiency of soluble protein during the recovery and purification steps was determined. The result showed that most of soluble protein removal occurred during NaOH digestion (Table 3). This finding supports our earlier discussion that relates the improvement of cell wall permeability and increased protein release as a function of NaOH concentration. The remaining fraction of soluble protein was removed during ethanol and water washing as the purification steps, and, finally, PHA with a high degree of purity could be achieved by this treatment (Table 3).
This finding was further supported by the transmission electron micrograph of the PHA granules synthesized by recombinant C. necator before and after the recovery treatment (Fig. 4). Figure 4a shows a well-defined structure of the recombinant cell before NaOH treatment with intact cell wall. Besides, the PHA granules were found to coalesce occupying the whole cell and a small amount of NPCM was left after NaOH treatment (Fig. 4b). Harrison (1991) reported the NaOH saponifying the protein and lipopolysaccharide components of the cell wall and, hence, improving the purity of PHA granules.
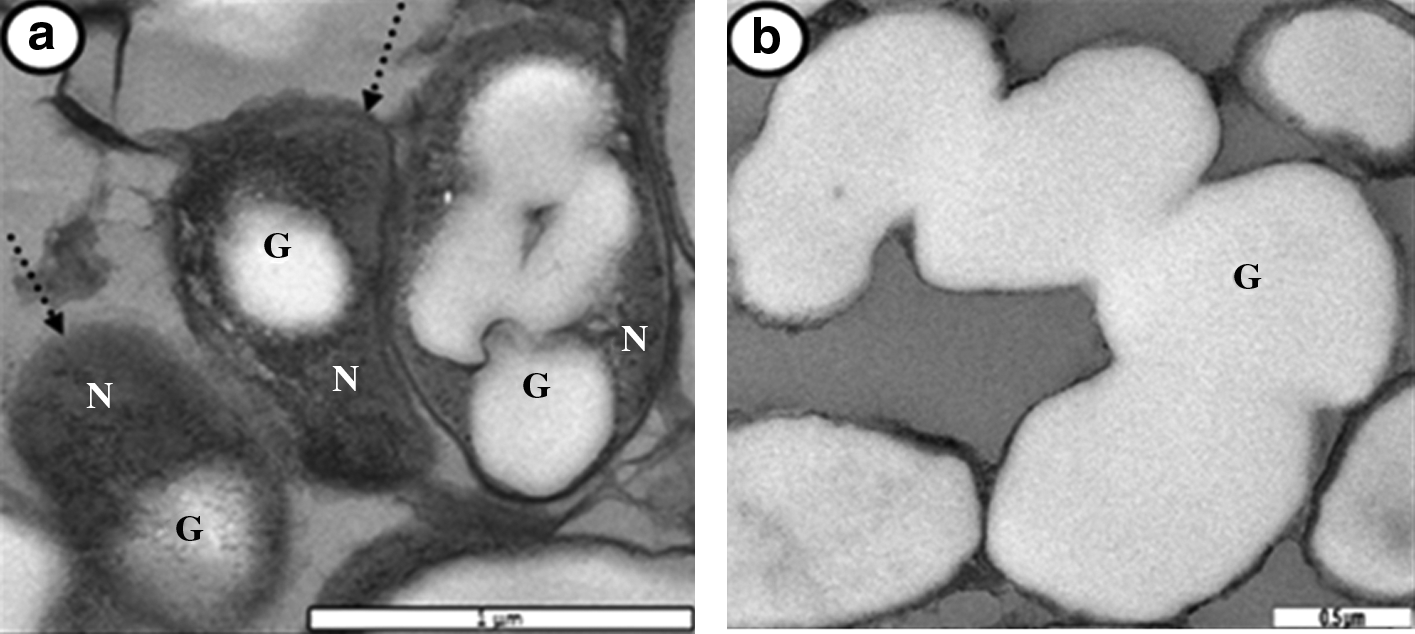
Transmission electron microscope images of PHA granules before and after recovery process
Mass balance for the recovery process was done to demonstrate that a considerable amount of PHA, NPCM, and moisture was lost during the NaOH recovery process (Fig 5). PHA and NPCM losses could be related to the increase in viscosity of solution that caused mass transfer limitation during centrifugation.

Mass balance of PHA extraction from recombinant C. necator using 0.05 M NaOH at 4°C for 3 h.
Characterization of PHA
1H NMR analysis
Figure 6 shows the 1H NMR spectrum of PHA from recombinant C. necator before and after NaOH treatment (0.05 M NaOH at 4°C for 3 h). Based on the GC result, the PHA synthesized by recombinant C. necator was a PHBHHx, containing 2 mol% of hexanoate (3HHx) fraction. The presence of 3HHx units in the copolymer was attributed by the three signals: a triplet at 0.9 ppm, a methylene resonance at 2.5 ppm, and a methine resonance at 5.25 ppm (Fig. 6a, b). NMR spectrum for PHA sample before recovery showed some unknown peaks at δ=2.3–2.4 ppm, which were regarded as the impurities (Fig. 6a). The impurities were efficiently removed after the extraction process, and a PHA with 96.6% purity was obtained (Fig. 6b).
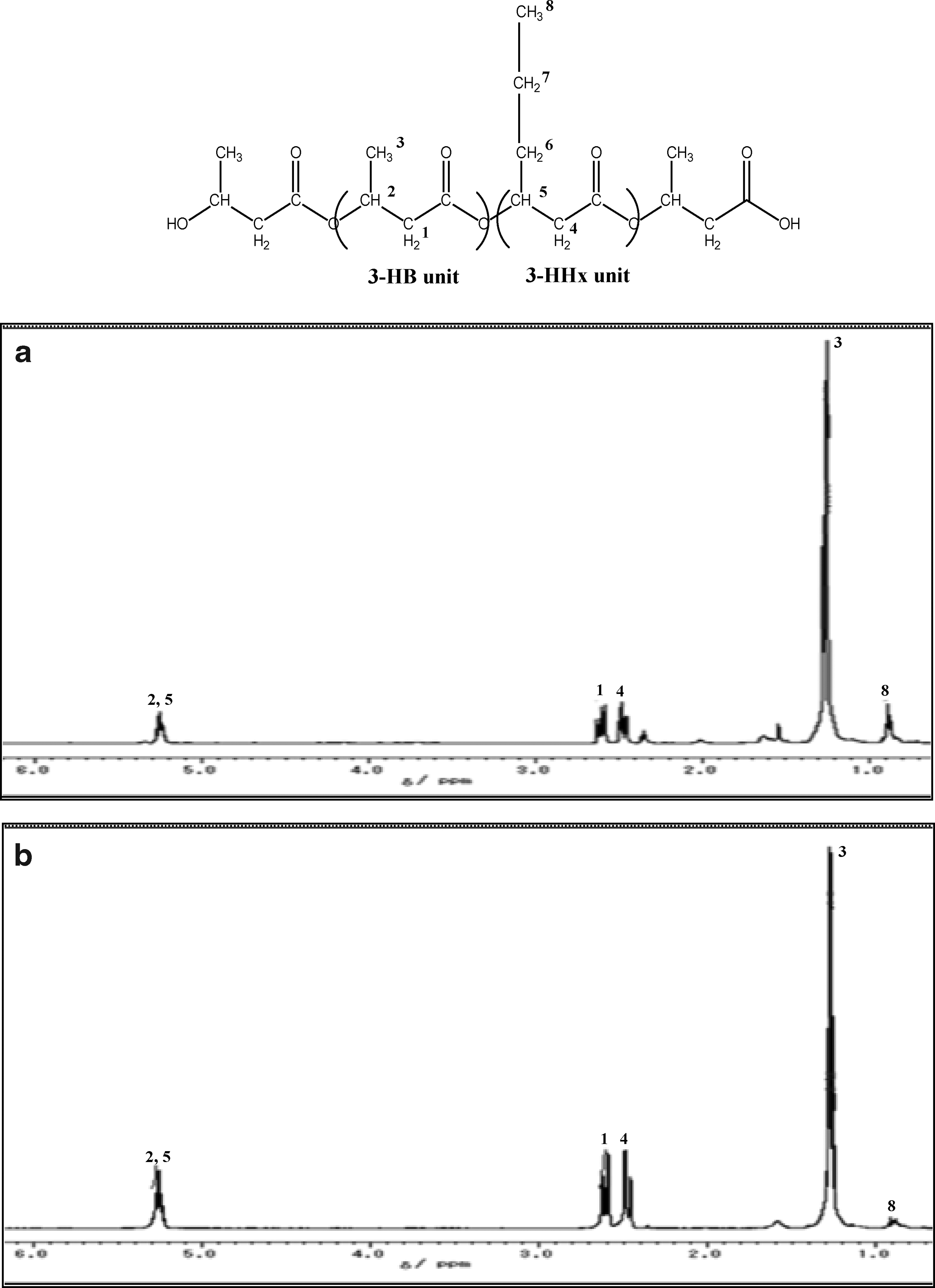
1H NMR spectrum of PHA from recombinant C. necator
Mw determination
Table 4 shows the weight average Mw of alkaline-extracted PHA from recombinant C. necator, with chloroform-extracted PHA as control. It shows that alkaline-extracted PHA has lower Mw compared with the control sample; however, the degradation can be neglected. Choi and Lee (1999) also found that alkaline extraction of PHA at a low temperature and a short digestion time caused little degradation of PHA.
Mn, number average molecular weight; Mw, weight average molecular weight; PDI, polydispersity index.
Summary
A sustainable PHA recovery process involving the use of low concentration of NaOH has been proposed. The results showed that PHA with more than 96% purity and recovery yield can be obtained by using 0.05 M NaOH at 4°C for 3 h, even from biomass containing low PHA content. Moreover, this alkaline treatment caused negligible degradation in Mw of PHA recovered from recombinant C. necator. Generally, the improved NaOH treatment can be a promising option for conventional extraction methods as it is efficient and simple. Further study is needed in order to study the feasibility of the proposed method for the industry.
Footnotes
Acknowledgments
The financial and technical support received from the Federal Land Development Authority (FELDA), Ministry of Science Technology and Innovation (MOSTI), Malaysia, and Japan Society for Promotion of Science (JSPS), Japan, is gratefully acknowledged. The authors are extremely grateful to Dr. Kumar Sudesh of Universiti Sains Malaysia, Dr. Mei Ling Chong of Technology Park Malaysia, and Dr. Tabassum Mumtaz and Ms. Lian Ngit Yee of Universiti Putra Malaysia for their generous support during the experiments.
Author Disclosure Statement
No competing financial interests exist.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.