
Abstract
Abstract
Fouling is one of the most common problems encountered when using membranes in treatment applications of papermaking wastewater. The alkaline peroxide mechanical pulping (APMP) process has been widely adopted all over the world. However, reports on the membrane treatment of APMP plant effluent are relatively rare. It is mainly attributed to the high operational cost of membrane recovery and replacement. So, we originally investigated the cleaning protocols for the polyethersulfone (PES) membranes fouled by APMP plant effluent. To maximize flux recovery, four chemical cleaning protocols were explored to clean the fouled membranes. Parameters evaluated included flux recovery percent, total solids, dichromate chemical oxygen demand (CODCr), five-day biochemical oxygen demand (BOD5), and color retentions of membranes. Scanning electron microscopy with an energy dispersive x-ray analyzer (SEM-EDX) and attenuated total reflection Fourier-transformed infrared spectroscopy (ATR-FTIR) were employed to give a more precise assessment of the cleaning processes. Results showed that the cleaning protocol of “0.2 wt% Triton X-100+absorbent cotton” presented the strongest cleaning effectiveness for the fouled PES membranes. Flux of the fouled membrane recovered to 98.5% that of the pristine membrane, and the retention of total solids, CODCr, BOD5, and color of the cleaned membrane were approximate to those of the pristine membrane. Examinations of SEM-EDX and ATR-FTIR revealed that the cleaned membranes had similar appearances with the pristine membrane, as well as elemental and chemical compositions.
Introduction
The alkaline peroxide mechanical pulping (APMP) process has been widely adopted all over the world, especially in Asia (Liu et al., 2011), due to its advantages of high yield, high brightness, high strength, and low pollution. To achieve a closed wastewater loop, several APMP plants in the world have attempted to concentrate the total effluent by using a multieffect evaporation system. The concentrated effluent is then blended with black liquor to feed alkali recovery boilers. However, this process is always associated with very high energy consumption (Zhang et al., 2011).
In our previous pilot-scale membrane filtration experiments (Zhang et al., 2011), APMP plant effluent was concentrated by ultrafiltration with polyethersulfone (PES) flat-sheet membrane. It turned out that this process had a great potential for industrial-scale application due to its properties of energy/water saving and discharge reduction. However, the organic and inorganic materials in APMP plant effluent adhered to the surface and pores of the membrane, which fouled the membrane and deteriorated its performance, resulting in more costs in the form of energy use and membrane replacement problems.
Many approaches have been studied to minimize membrane fouling in recent years. These include pretreatment of feed water (Park et al., 2010; Even-Ezra et al., 2011; Manekar et al., 2011), hydrodynamic cleaning with high cross-flow velocity (Abdolmajid et al., 2010; Babel and Takizawa, 2011), optimization of chemical/operational conditions, such as pH and recovery ratio (Li et al., 2009; Pinelo et al., 2009), and modification of the membrane surface (Gao et al., 2011; Yu et al., 2011; Zou et al., 2011). However, more mechanistic studies of cleaning strategies based on physicochemical properties of PES membranes and APMP plant effluent are relatively rare. For this reason, it is desirable that various cleaning strategies for the effluent should be investigated along with characterization of membrane properties.
Based on our highly applicable results of the pilot-scale membrane process for the concentration of effluent from APMP plants (Zhang et al., 2011), the current study, thus, aims to maximize flux recovery of fouled PES membranes from the APMP plant effluent. We tried to use four chemical cleaning protocols to clean the fouled membranes with clean-in-place (CIP) operation. The cleaning effects were evaluated by the parameters of flux recovery percent and total solids, dichromate chemical oxygen demand (CODCr), five-day biochemical oxygen demand (BOD5), and color retentions of membranes. Meanwhile, the scanning electron microscope with an energy dispersive x-ray analyzer (SEM-EDX) and attenuated total reflection Fourier-transformed infrared spectroscopy (ATR-FTIR) were employed to give a more precise assessment and a better understanding of the cleaning processes.
Experimental
Materials
Apparatus
The membrane-fouling and CIP experiments were conducted using a flat-sheet cross-flow filtration apparatus, which is one part of the self-designed multifunctional membrane separation equipment at the facility. The available membrane area of the flat-sheet cross-flow module used was 0.063 m2. Figures 1 and 2, respectively, show the photographic appearance and a schematic diagram of the multifunctional membrane separation equipment. The shaded region represents the flat-sheet cross-flow filtration apparatus used.
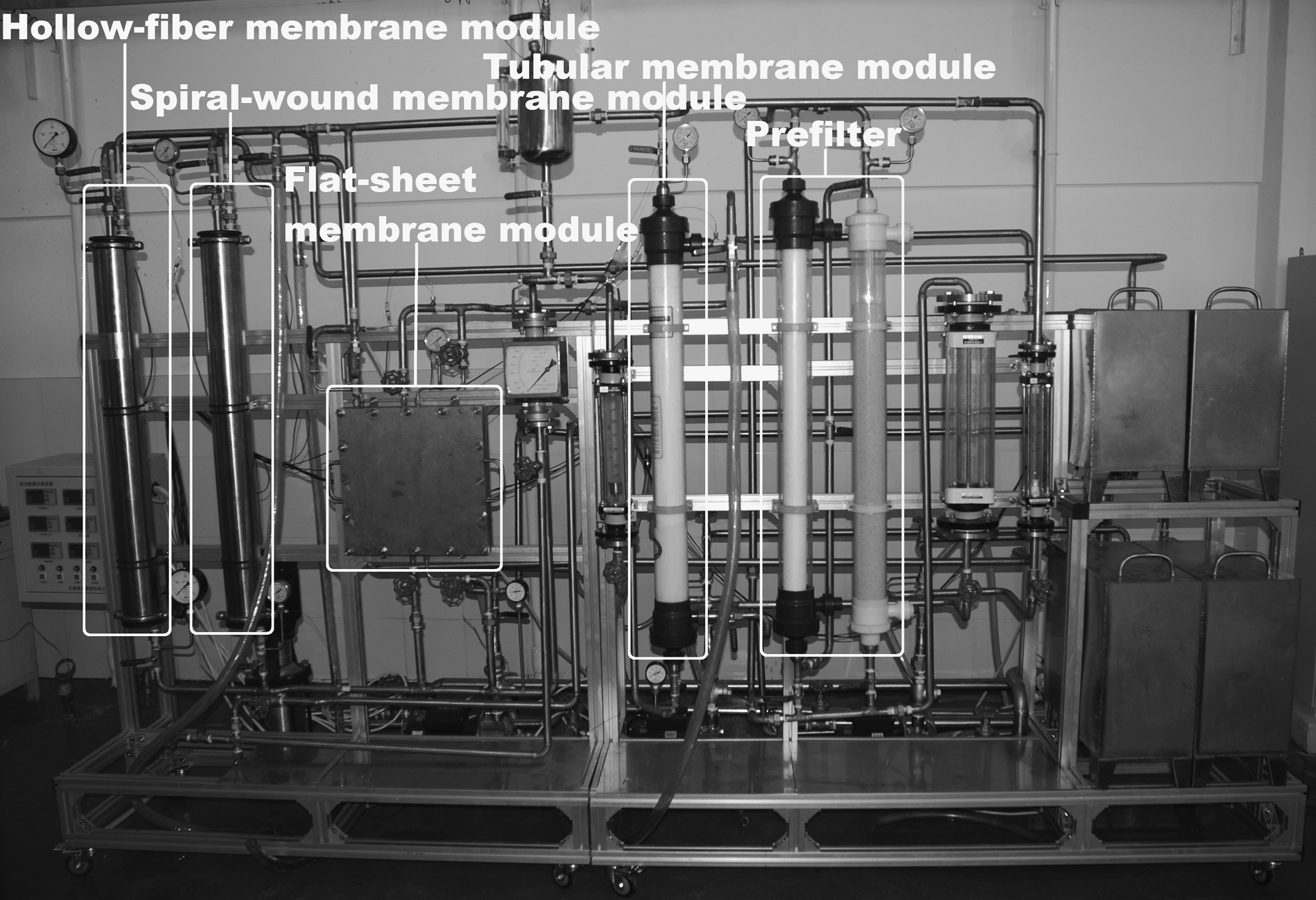
Self-designed multifunctional membrane separation equipment.
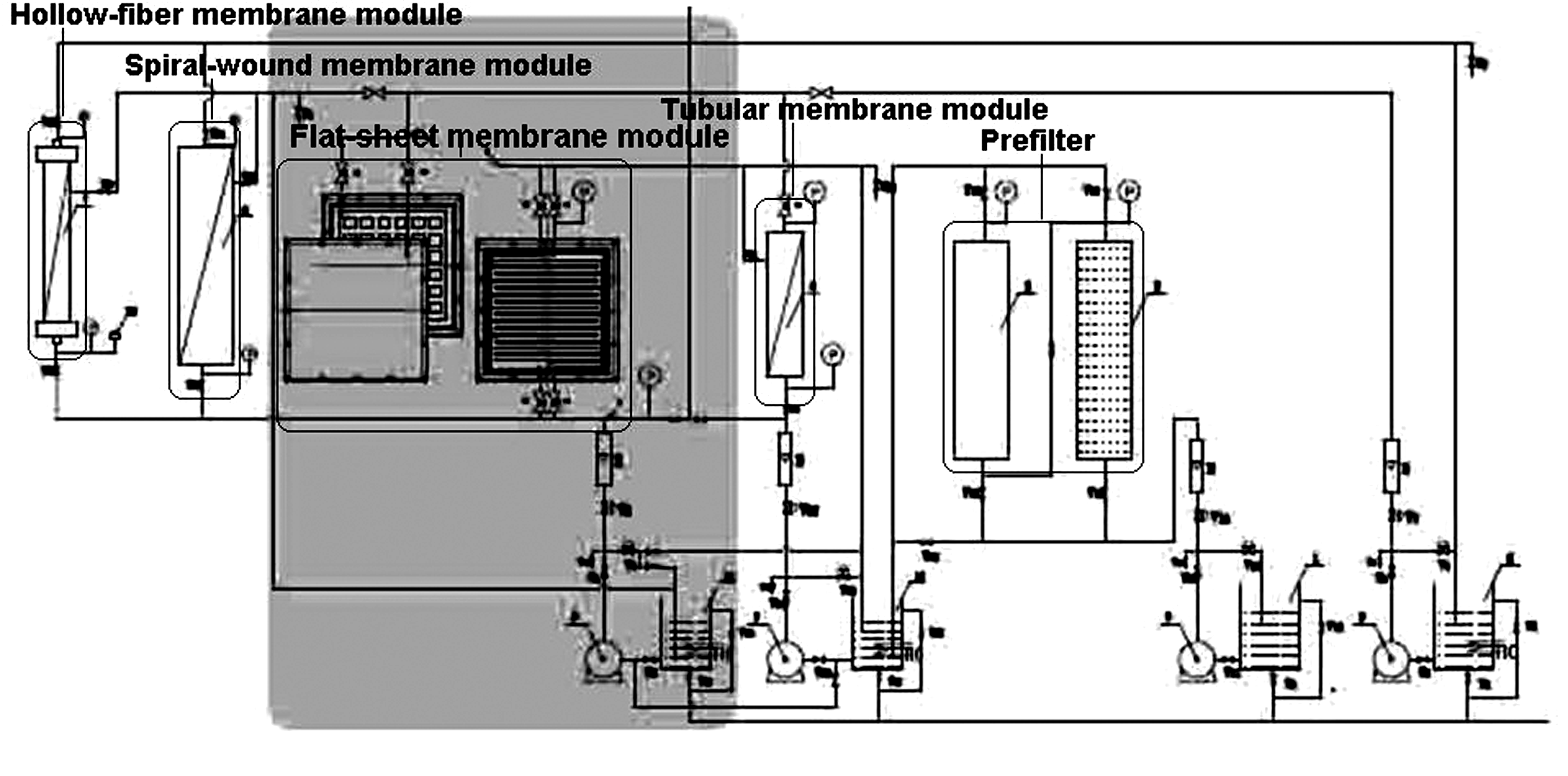
Schematic diagram of the self-designed multifunctional membrane separation equipment. Shaded region indicates the flat-sheet membrane module mainly used in this experiment.
Membrane
According to our previous experimental results (Zhang et al., 2011), a PES 10 flat-sheet membrane, produced by Sepro Membrane with the molecular weight cutoff of 10,000 Da was chosen for this work. Table 1 shows its characteristics.
pH was measured at 20°C.
PWF was measured under the conditions: TMP at 2 bar, FT at 25°C, CFV at 0 m/s.
PES, polyethersulfone; PO, polyolefin; MWCO, molecular weight cutoff; PWF, pure-water flux; TMP, transmembrane pressure; FT, feed temperature; CFV, cross-flow velocity.
Effluent
The APMP plant effluent came from Sun Paper Co., which uses poplar as the raw material for production of its APMP. The effluent, pretreated with a 150-μm bend screen, was used as the feed for the membrane fouling and CIP experiments. The main parameters of the feed are presented in Table 2.
BOD5, five-day biochemical oxygen demand; CODCr, dichromate chemical oxygen demand.
Cleaning agents
All the cleaning agents used here were supplied by Sinopharm Chemical Reagent, except Triton X-100, which came from Rohm and Haas Co.
Triton X-100 (C14H22O(C2H4O)n) is a nonionic surfactant that has a hydrophilic polyethylene oxide group and a hydrocarbon lipophilic or a hydrophobic group. It is related to the Pluronic range of detergents.
Methods
Each fouling and CIP experiment consisted of six stages: initial pure-water flux, fouling, first tap-water rinse, middle pure-water flux, chemical cleaning, and final pure-water flux. The successive steps of one complete experiment together with the filtration operating conditions are presented in Table 3.
Membrane fouling protocol
The fouling procedure of PES 10 flat-sheet membrane started with a pure-water flux measurement under the following standard conditions: duration 10 min, cross-flow velocity (CFV) 2 m/s, transmembrane pressure (TMP) at 2 bar, feed temperature (FT) at 25°C. This was followed by a fouling with the APMP plant effluent under the conditions of: duration 300 min, CFV 2 m/s, TMP at 3 bar, and FT at 50°C, which simulated the optimal process of concentrating the APMP plant effluent with PES flat-sheet membrane obtained from our previous study (Zhang et al., 2011). The volume of APMP plant effluent used was 15 L. Then, the fouled membrane was subsequently rinsed for 10 min, and a pure-water flux measurement was taken according to the standard conditions once again.
Membrane cleaning protocol
Generally speaking, the main components in the effluent were carbohydrates, extractives, lignin, low-molecular weight organic acids, proteins, and inorganic ions, which were expected to be removed from the membrane (Zhang et al., 2011). Based on this composition, the cleaning procedure of fouled membrane started with the pure-water flux measurement under the standard conditions followed by the four cleaning protocols presented in Table 4. Meanwhile, a subsequent pure-water flux measurement was taken after every step of the cleaning protocols under the standard conditions. The percentage flux recovery due to cleaning is defined in Equation (1),
Cleaning conditions: CFV at 2 m/s, TMP at 2 bar, FT at 25°C.
EDTA, ethylenediaminetetraacetic acid; LAS, sodium dodecyl benzene sulfonate.
where %Jr is the percentage flux recovery, Jfc is the pure-water flux of a membrane subjected to fouling and cleaning protocols, and Ju is the pure-water flux of a pristine membrane.
Retention analysis
Total solids, CODCr, BOD5, and color retentions of the pristine and optimal protocol cleaned membranes were tested to monitor the damage degree of the membranes caused by the cleaning agents.
SEM-EDX analysis
The dried membrane samples were imaged by the KYKY-2800B SEM with 20-kV accelerating voltage and 12-mm working distance. The samples were coated with a 45-nm thick gold layer before analysis. And then, samples without the gold layer coming from the same membranes were measured by the NORAN SYSTEM 7 EDX analysis system with 20-kV accelerating voltage and 9.1° take-off angle to determine the foulants' distribution and elemental composition on the surface of membranes.
ATR-FTIR analysis
ATR-FTIR spectra were recorded on a Nicolet spectrometer (model 5PC; Thermo Electron). The ATR accessory contained a ZnSe crystal at a nominal incident angle of 45°, yielding ∼12 internal reflections at the sample surface. All spectra were recorded at 25°C.
Results and Discussion
Flux recovery
The pure-water flux of the pristine PES 10 flat-sheet membrane was 141.3 L/(m2·h). The same value obtained after fouling by APMP plant effluent was 20.5 L/(m2·h). The effects of different cleaning protocols upon the PES membranes fouled with APMP plant effluent are shown in Table 5. In all cases, the pure-water flux finally displayed a substantial increase when the cleaning procedure finished. The cleaned membranes showed flux recoveries of 65.5% and 73.4% following the cleaning protocols I and II, respectively. The corresponding recovery data for the cleaning protocols III and IV were 55.6% and 98.5%.
According to the effects of flux recovery in these membrane cleaning experiments, there is no doubt that the cleaning protocol of “0.2 wt% Triton X-100+absorbent cotton” is an effective cleaning procedure for the PES membranes fouled by APMP plant effluent, with a flux recovery of 98.5%. The possible reason for the optimal cleaning effect of Triton X-100 may be explained as follows: Triton X-100 is a nonionic surfactant with a hydrophilic group and a hydrophobic group. During the cleaning process, the foultants on the surface of the membrane were connected to the hydrophobic groups of Triton X-100, and washed away with the cleaning water solvent. Afterward, Triton X-100 orientated itself with the hydrophobic C6H4 group anchoring to the membrane and the hydrophilic CH2CH2O groups facing toward the aqueous phase, which could avoid refouling.
Retention analysis
To observe the damage degree of PES membrane caused by the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol, retention analyses were performed on the pristine membranes and the membranes recovered with the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol. As the results showed in Table 6, the values of total solids, CODCr, BOD5, and color of the cleaned membrane's permeate were 7.41 g/L, 5458 mg/L, 3527 mg/L, and 140 PtCo, respectively, which were quite close to the values of the pristine membrane's (7.50 g/L, 5740 mg/L, 3757 mg/L, and 147 PtCo, respectively), under the same filtration conditions. The little drops of these values were due to the foulant residual on the membrane after cleaning. These results suggested that the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol caused little damage to the PES membrane.
Filtration conditions: CFV at 2 m/s, TMP at 3 bar, FT at 50°C, duration at 60 min.
SEM-EDX analysis
Figure 3 shows the PES membranes, respectively, in pristine, fouled, and the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol recovered states. Deposition can be seen in the form of nodules and aggregates, which are >1 μm in the fouled membranes (Fig. 3b, c). In the cleaned membranes (Fig. 3d), the majority of the larger aggregates had been removed from the membrane surface, but a number of smaller deposits still remained within the structure.

Scanning electron microscope images of pristine
Along with the SEM observation, an EDX analysis was performed to detect the elements on the surfaces of the pristine, fouled, and “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol recovered PES membranes. The analysis results are presented in Figure 4. The elemental composition of the membrane treated with the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol were close to the pristine membrane's, except the slightly higher Si and Ca contents. This was also carried out as a cross check for the flux recovery and retention analysis experiments.
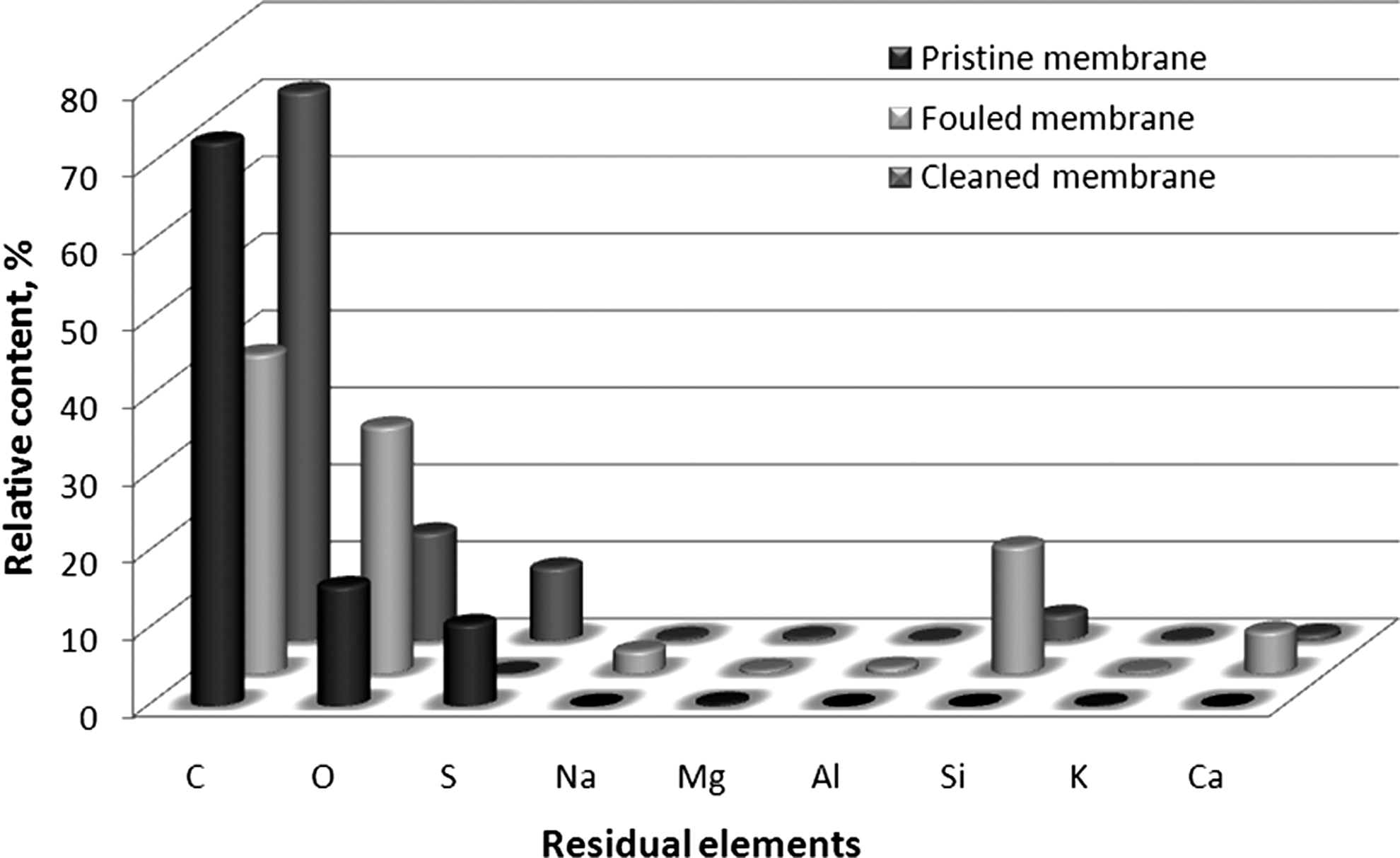
Residual elements on surfaces of pristine, fouled, and “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol recovered PES membranes.
ATR-FTIR analysis
The ATR-FTIR spectra of the pristine, fouled, and “0.2 wt% Triton X-100+absorbent cotton” cleaning protocols are shown in Figure 5, and the peak assignments are given in Table 7. The strong bands at 1650, 1662, and 1667 cm−1 represent aromatic bands characteristic of the PES membrane. The sharp absorption peak at 1130 cm−1 was ascribed to the symmetric vibration of the SO2 group, and the distinct peak at 1331 cm−1 to C–H vibrations. The spectrum of the membrane treated with the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol is also close to that of the pristine membrane spectrum. The main difference is an extra peak in the spectrum of the cleaned membrane around wave number 2360 cm−1, attributed to –C≡C– vibration, which was lower in the pristine membrane, indicating a trace residue of the organic pollutants from the APMP plant effluent. Therefore, the spectra support the flux recovery data, which indicated that the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol is indeed effective.
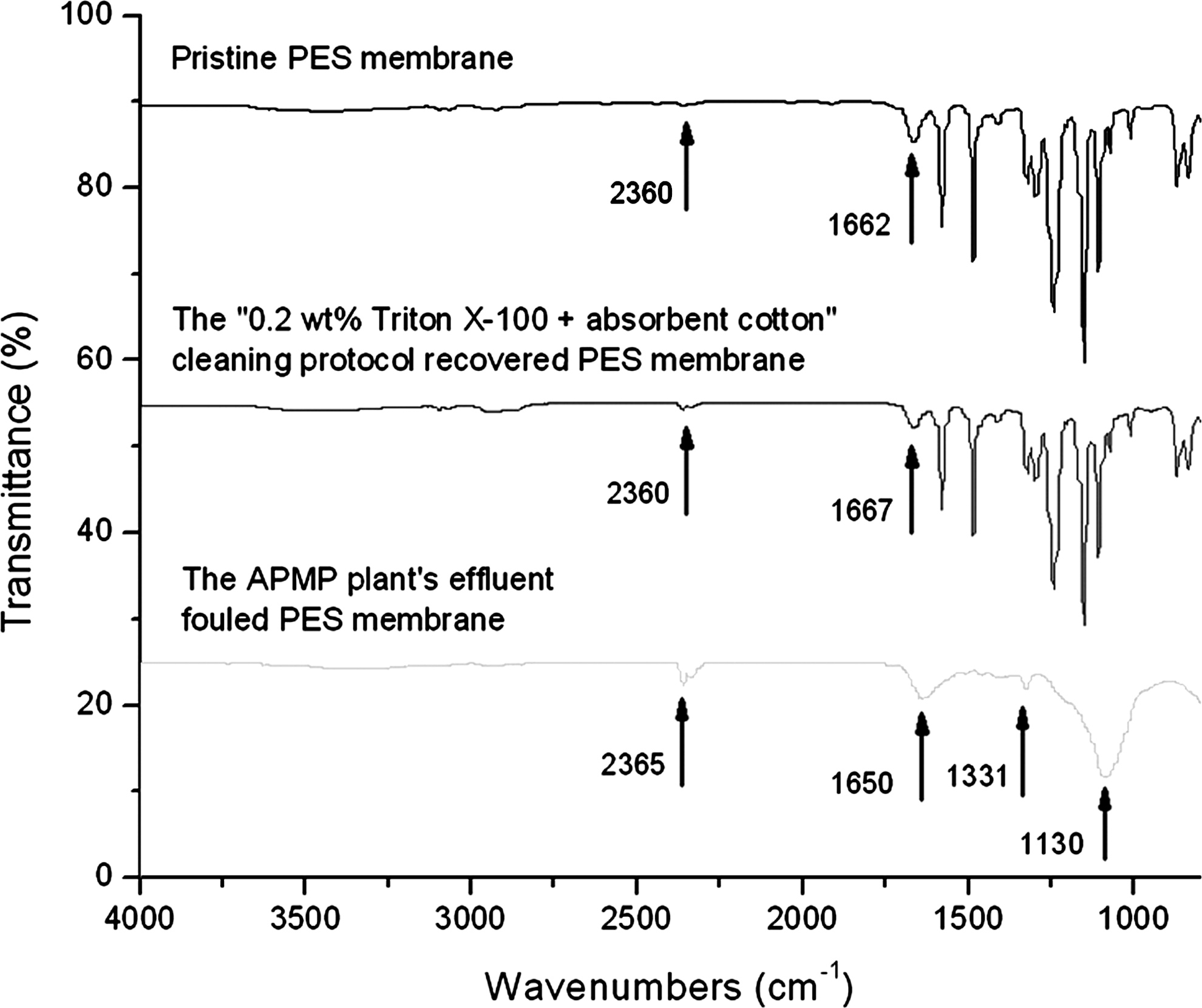
Attenuated total reflection flourier transformed infrared spectroscopy spectra of the pristine, fouled, and “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol recovered PES membranes.
Source: Coates, 2000.
Conclusions
For a PES membrane that has been fouled by the effluent from an APMP plant, the cleaning protocol of “0.2 wt% Triton X-100+absorbent cotton” presented a strong cleaning effectiveness with a flux recovery of 98.5%. The retentions of total solids, CODCr, BOD5, and color of the cleaned membrane were approximately the same as a pristine membrane. The cleaned membrane displayed SEM images, an EDX elemental composition, and an ATR-FTIR chemical composition that were close to those of the pristine membrane. This also supported the flux recovery data, which indicated that the PES membrane fouled in this way had been recovered effectively with the “0.2 wt% Triton X-100+absorbent cotton” cleaning protocol.
Footnotes
Acknowledgments
The authors gratefully acknowledge the research funding provided for this program by the National Key Technology R&D Program during the 11th Five-Year Plan Period of China (2006BAD32B07), the Open-ended Fund of State Key Laboratory of Pulp and Paper Engineering, South China University of Technology (201027), and the Scientific Research Foundation for the Junior Teachers, Zhejiang Sci-Tech University (1001821-Y).
Author Disclosure Statement
The authors declare that no competing financial interests exist.