
Abstract
Abstract
The effect of wood particle properties and operation conditions on conversion rates and bed temperatures were investigated experimentally in fixed-bed reactors. Conversion rates were strongly dependent on initial moisture and size of the solid particles as well as on air feed. Experimental setups were modeled numerically with the assumption of the fixed bed representing a porous medium composed of spherical particles that undergo drying and pyrolysis with simultaneous burnout and gasification of the volatile and solid (char) pyrolysis products. The model described experimental results with good accuracy. Further investigations with different fuels and fuel mixtures were performed, and thus a comprehensive database is available to understand and predict the behavior of large industrial facilities, for example, biomass- and solid-recovered fuel incinerators with grate furnaces.
Introduction
The focus of this article is to highlight the relationship between batch experiments and continuous grate firings and to demonstrate the applicability of well-stirred reactor models (Stapf et al., 1997) to both laboratory-scale and industrial-scale systems.
Historical Review
Historically, investigation of the relationships of solid combustion in grate furnaces was developed parallel to the emergence of the first technical grate furnaces at the turn of the 18th/19th century in Europe. In 1916, Nusselt calculated coal combustion and gasification in a fixed-bed reactor using a combustion rate based on the total stoichiometry with consideration of diffusion, mass, and energy balances (Nusselt, 1916). Subsequently, Werkmeister (1932) published the results of experimental investigations of fixed-bed combustion using different coals and determined characteristic quantities such as furnace power (corresponding to the mass-conversion rate [MCR] in our model), furnace heat load, air number, and ignition time. He observed the classical two-phase combustion behavior: first, combustion of the released volatiles and of the remaining solid carbon, and finally, pure char burnout. Comparative experiments were performed with different coals and with variable amounts of feeding air. In 1939, Traustel extended the studies to include an estimation of the slagging tendency in a fixed bed during gasification (Traustel, 1939). He proposed equilibrium calculations for gasification and combustion reactions. By comparing calculated and experimentally-determined gas concentrations, he was able to validate his calculations. In 1973, Rogers conducted systematic studies of the influence of material and operation parameters on the combustion behavior (Rogers, 1973). The influence of the amount of primary air, fuel moisture, and the inert fraction of fuel on the combustion behavior was simulated using a synthetic fuel of wooden boxes and metal cans. He observed that the ignition front moved at a constant speed through the bed from top to bottom, and measured maximum temperatures at the bottom of the fixed bed. He also found that the ignition-front velocity slows down with increasing fuel moisture and that ignition and mass conversion rates decrease with an increasing amount of feeding air. He found his results apply qualitatively to continuous grate firings.
In 2000, Shin and Choi published the results of modeling studies and experiments in a fixed bed with wood spheres as a function of particle size, amount of air, and heating value (Shin and Choi, 2000). They defined the flame-front velocity and the mass-conversion rate. The experimentally determined that flame-front velocity decreased with increasing particle diameter, increased linearly with the heating value, and a bell-shaped curve was obtained as a function of the amount of air. Compared to the experiment, their mathematical model revealed correct tendencies, while absolute values partly differed from the measured values by 100%. Experiments similar to those described here were carried out previously by other authors and analyzed by numerical models (e.g., Saastamoinen et al., 2000; Horttanainen et al., 2002; Mastellone et al., 2003; Yang et al., 2005).
Experimental studies of the combustion behavior were performed and integral kinetic parameters were determined for modeling the combustion of waste by Neese (1996) and Liebrich (2003). The kinetic data obtained in the fixed bed were incorporated in the mathematical model of the combustion of waste in continuous grate systems by Beckmann (1995).
Yang et al. (2002) supplied the computer model FLIC for calculating fixed-bed combustion. They performed experiments with waste wood, fabrics, cardboard, and mixtures of these materials. They found excellent agreement between modeling and experiments for wood. They confirmed the occurrence of two distinct combustion phases, as observed by Werkmeister (1932) earlier. They determined an MCR value for both phases and a local air number as a function of the specific amount of primary air.
Apart from the continuum models described here, a single-particle model is presently being developed for the fixed bed on the basis of pulse–mass and energy balances by Scherer and coworkers (2008). By means of this model, it will be possible to simulate the movement of particles during combustion while using the discrete element method. Similar approaches were developed by Peters and coworkers (2003) (see below investigations at Karlsruhe Institute of Technology [KIT]).
In our laboratory at the KIT Institute of Technical Chemistry, fixed-bed combustion has been investigated for many years:
• In 1997, Richers published results of combustion experiments in the KLEAA fixed-bed reactor with wood, straw, and SRF as a function of moisture, primary air volume flow, particle diameter, and the inert fraction (Richers, 1997). He determined characteristic quantities, such as the ignition speed and the combustion time. • Based on these and other experiments, Peters and coworkers (2003) developed a single-particle model in 2003, which yielded a satisfactory agreement between calculation and experiment for dry wood particles. However, considerable deviations between calculated values and experiments were obtained for moist wood. • In 2006, Schumacher achieved better agreement between calculation and experiment after adapting kinetic modeling parameters to the experiments, such as reaction rate constants and activation energy (Schumacher, 2006). He validated his model with combustion experiments using model fuels in the KLEAA fixed bed at variable primary air volume flows, particle sizes, fuel moistures, inert fractions, and primary air temperatures. Then, he evaluated the experiments with the help of characteristic quantities, such as temperature front velocity and specific carbon conversion rate. • Bleckwehl (2010) performed comprehensive experiments at the KLEAA facility to develop and to validate a model to transfer fixed-bed results to a continuous grate system. With the help of these characteristic quantities, such as MCR, which are determined empirically from combustion experiments in the KLEAA fixed bed, the length of a continuous grate can be estimated. The KLEAA results were compared with experiments at our pilot-scale grate furnace TAMARA. For low-ash fuels, satisfactory agreement was observed. When the ash fraction in the fuel increases, the influence of stoking also increases.
Further experiments on this issue are in preparation. The continuum model presented here was developed parallel to the experimental studies. It covers heating, drying, and pyrolysis, as well as homogeneous gas-phase reactions and heterogeneous char burnout.
Theory
The fixed bed has a cylindrical shape, and is assumed to be composed of monolayers of spherical particles arranged in closest packing. The uppermost layers exchange radiation with the furnace walls and with the postflame gases according their free surface, that is, the surface fraction not shielded by other layers. Each monolayer constitutes a single reaction unit with its own composition and temperature, but without axial or radial gradients. Energy exchange between the layers occurs by convection, conduction, and radiation, and mass exchange occurs only by gas-phase transport. Energy and mass conservation are controlled in each calculated transport step. These assumptions result in an essentially one-dimensional description of the fixed bed and the conversion process with only axial gradients in temperature, mass loading, and composition. The spatial and temporal resolution along the bed height is directly associated with the particle size and changes during the conversion process.
Heat balances are set up for the solid and gas phases of each layer to obtain differential equations for the time dependencies of the corresponding temperatures. The differential equations have the following general structure:
Herein, the first two terms determine the radiative heat fluxes between solid and wall, as well as between solid and flue gas. The third term is based on Nusselt's number for spheres (e.g., Wakao and Kaguei, 1982), and represents the convective heat exchanged between the solid and the gas. The fourth term gives the heat transfer between neighboring layers by conduction and radiation. The numerical expressions for the single contributions are given in the literature [e.g., Eq. (6) in Schlünder, 1984]. As a first approximation, the particles are assumed to be thermally thin with a negligible temperature gradient along the particle diameter. For particles larger than ∼30-mm inner diameter (i.d.), modified heat transfer coefficients should be used that are valid over an extended range of Biot numbers (Yang et al., 2005). The last term describes the relevant heats of vaporization, ΔVH/Δt, and heats of combustion reactions, ΔRH/Δt, as also the enthalpy change due to volatilized matter (the reaction enthalpy of pyrolysis is ∼0 for wood).
The time dependence of the gas temperature is written in an analogous way:
In Equation (2), the first term considers radiative heat exchange between the gas above the top of the fuel bed and the surrounding walls; the second term is the radiative heat flux between solid and flue gas; the third term is convective and conductive heat exchanged between solid and gas; and the fourth term represents the enthalpy changes due to vaporization, reaction, and volatilization, as known from Equation (1). The last two terms refer to the enthalpy changes due to the gas flow into and out of the layer. The emissivity of the solid is set constant to 0.9, whereas the emissivities and absorptivities of CO2 and water vapour are calculated as a function of partial pressures and temperature from literature evaluations (Kohlgrüber, 1986).
Note that Equations (1) and (2) include incremental changes of some properties, indicated by Δ, which are calculated as finite differences between successive integration steps. This procedure greatly reduces the numerical effort.
The chemical analysis of the beechwood particles corresponded to a sum composition of C6H9O4 (neglecting trace elements such as S and N) with ∼1 wt% ash and 20 wt% Cfix, where Cfix denotes residual char. Char is formed both directly and via intermediate tar in the pyrolysis of biomass (e.g., Peters, 1999; Mastellone et al., 2003). As first approximation, intermediate tar formation was neglected in the model, the various hydrocarbons were summarized as methane, and the yields of gaseous products were estimated according to literature data (e.g., Scott et al., 1985; Di Blasi et al., 1999):
Using the first-order rate constant recommended by Di Blasi (2008), k=4.4×109 exp(−141,000/RT) sec−1. The heterogeneous degradation of char was calculated in the way proposed by Specht (1993), setting dmC/dt=−keff FC MC P*/RT, using the spherical particle surface to calculate the specific surface FC of the developing char, and using the difference between actual and equilibrium gas pressures as effective gas pressure P*. The following heterogeneous reactions and their effective rate constants were used:
The relative importance of these reactions is subject to both temperature and availability of the reaction partners. For example, at typical bed temperatures around 1000°C, Reaction (R4) dominates under oxygen-rich conditions, and Reaction (R5) may only play a role during the final burnout of carbon. Under conditions of oxygen deficiency, the slow steam gasification and Boudouard reactions [Reactions (R2) and (R3)] may have some importance.
During pyrolysis and char degradation, particle shrinking is considered due to changes of mass and density. Particle shrinking is directly associated to a reduction of bed height, which is calculated from the particle diameters, assuming closest packing. No explicit ignition model is needed in these calculations, since ignition occurs simply due to formation of a combustible mixture at a sufficiently high temperature.
A number of one-step mechanisms were tested to describe the combustion of the pyrolysis gases in a homogeneous gas phase, and the following reactions, rate expressions, and rate constants were adopted (Specht, 1993; Shin and Choi, 2000; Yang et al., 2002; Ménard, 2003):
The necessary thermodynamic data were taken from standard tabulations (Chase et al., 1982), and the system of differential equations defined above was solved by an optimized subroutine from Harwell Subroutine Library (Curtis, 1979), which employs a Gear method with automatic step size control.
Experimental
Experimental studies for characterizing the combustion properties of the solid fuels were carried out in the fixed-bed reactor KLEAA, which is sketched out in Fig. 1. The major components of the facility are the primary combustion chamber with the fixed bed, the electrically heated furnace, the secondary combustion chamber, and the flue gas cleaning system consisting of a heat exchanger, a baghouse filter, and a carbon absorber. For the addition of the fuel, the primary combustion chamber is disconnected from the furnace. The fuel bed is 23-cm i.d. and 25-cm high, so it has a volume of 10 L and allows to use solid fuel fractions with particle diameters up to 80 mm. A number of thermocouples are placed in 20-mm intervals along the chamber axis to measure the central bed temperature. Moreover, the chamber is placed on a self-aligning bearing balance system, to monitor the weight loss during a combustion experiment. The furnace walls above the fixed bed and the secondary combustion chamber can be heated electrically to temperatures of 1100°C. The primary air (up to 50 N·m3/h) is supplied at the bed bottom through a sintered metal plate and can be preheated up to 300°C. For the online measurement of gas concentrations above the bed, a water-cooled pipe is used to transport the gases to the analyzers. CO, CO2, and H2O are analyzed by infrared techniques, Corganic by flame ionization, H2 by heat conductivity, and O2 by paramagnetism. Similar gas measurements can be undertaken at the inlet and outlet of the secondary reaction chamber. More details of the reactor are given in Bleckwehl (2010), Kolb et al. (2008), and Gehrmann et al. (2010). It is a major advantage of this test facility that the fuels need not be crushed to determine the influence of particle diameter or shape on the combustion behavior of the bulk bed. This accounts for the heterogeneity of technically relevant fuels.

Schematic representation of the KLEAA fixed-bed reactor.
To start an experiment, the fuel is fed into the primary combustion chamber, and the furnace walls are heated up electrically to a defined wall temperature (e.g., 900°C). When the desired wall temperature is reached, the primary combustion chamber is moved to and connected to the hot furnace, and simultaneously, the primary air is started. During the combustion experiment, the following measurements are performed:
• temperature versus time at various heights in the primary combustion chamber (5 s intervals) • weight of the fixed bed versus time (5 s intervals) • gas concentrations (O2, H2O, H2, CO, CO2, and organic carbon) versus time above the fixed bed (gas sample 1 in Fig. 1) and at the inlet and outlet of the secondary reaction chamber (gas samples 2 and 3 in Fig. 1).
The experiments reported in detail here were performed with spherical beechwood particles of 10-mm diameter with an initial moisture content adjusted from 8 to 43 wt%. The primary air supply was kept constant at 10 N·m3/h, which corresponds to a specific airflow of 310 kg/(h·m2). The inlet air temperature was ambient, and the furnace wall was heated to 900°C in all experiments. The model calculations were performed for 10-mm particles with initial moisture contents of 8 and 30 wt%.
Results
Figure 2 shows a typical result of measured bed temperatures as a function of time. Starting from the bed top, steep temperature gradients are observed to occur progressively from large to small heights along the chamber axis, which reflect the reaction front travelling from bed top to bed bottom. Before ignition, there is no clear distinction whether solid or gas temperatures are measured, whereas after passage of the reaction front, only the gas temperature is measured. Figure 3 shows the gas temperatures calculated for the above experimental conditions. The calculated gas temperatures compare well to the experimental results of Fig. 2.
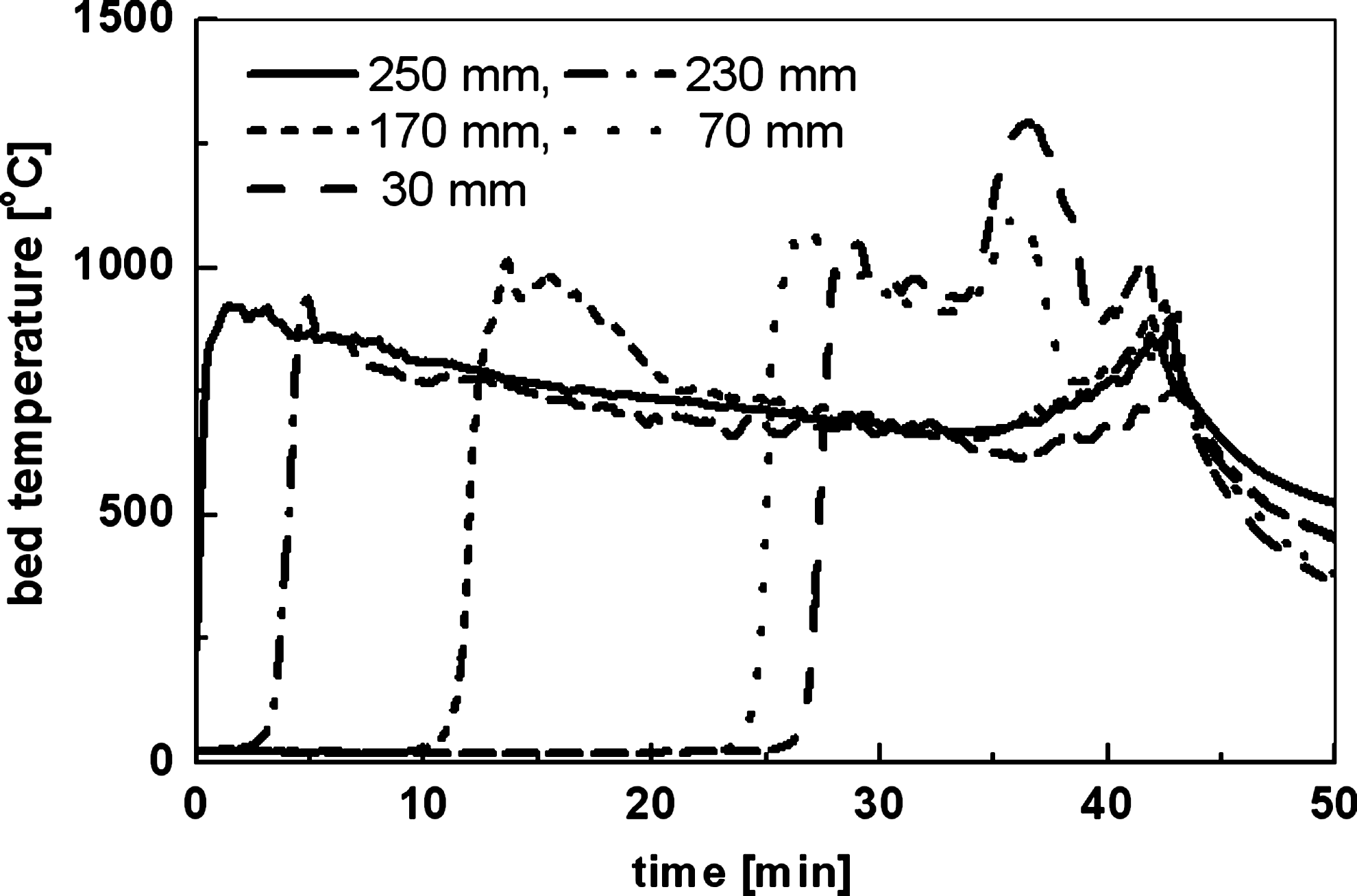
Measured bed temperatures at various heights above bed bottom during combustion of beechwood spheres, 10-mm inner diameter (i.d.), 8 wt% moisture.
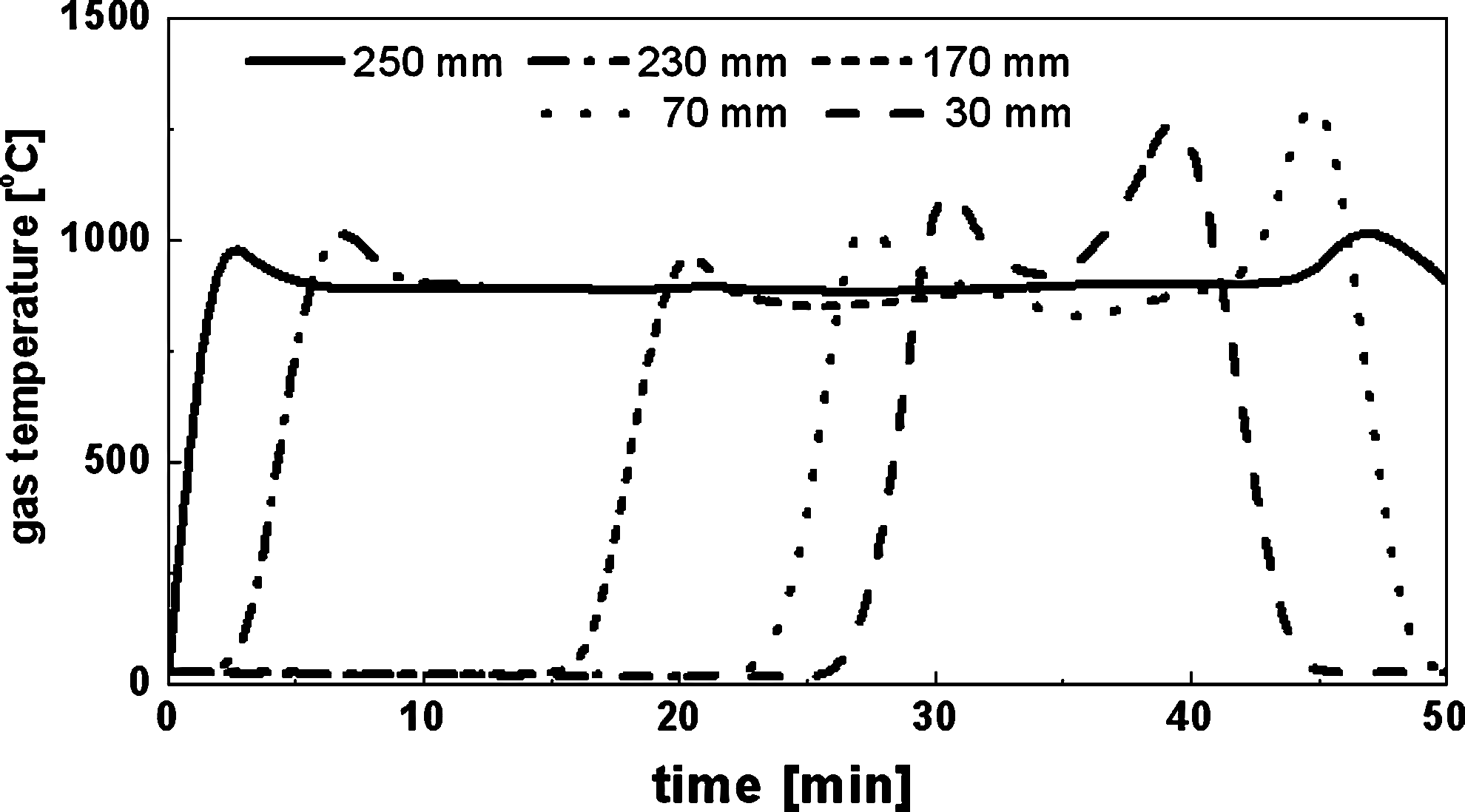
Calculated gas temperatures at various heights above bed bottom during combustion of beechwood spheres, 10-mm i.d., 8 wt% moisture.
From these measurements and calculations, the following combustion parameters can be derived:
• The reaction front velocity, uRF=−dh/dt, which describes the decrease of the fuel bed height h with time. The location of the reaction front is attributed to the inflection points of the temperature-rise curves in Figs. 2 and 3. • The ignition rate, IR=uRF·ρbed, describes the amount of fuel ignited per unit area and time due to the movement of the reaction front. The ignition rate can be used as a scale-up parameter to an industrial process and to estimate the location on the grate where the reaction front reaches the grate bars, indicating the end of the fuel ignition. • The mass conversion rate, MCR, which is the mass loss rate per unit area and time. For an easy comparison of IR and MCR, the latter is corrected by the ash content of the fuel: MCR=dm/Fgrate·(xash−1)·dt. The mass conversion rate allows estimation of the proper length of an industrial grate.
These key parameters have been defined by other authors in very similar ways (Shin and Choi, 2000; Ryu et al., 2007). Since they are not scale-dependent, which is shown in the thesis by Bleckwehl (2010), they are of direct relevance for large-scale applications.
Figures 4 and 5 show plots of the reaction-front velocity, ignition rate, and mass conversion rate as function of initial fuel moisture. The results obtained by experiment and model calculation agree quite well and indicate a decrease of the leading parameters with increasing water content of the fuel. Ryu et al. (2007) reported somewhat larger ignition rates for wood particles that were measured at higher primary air flow rates.
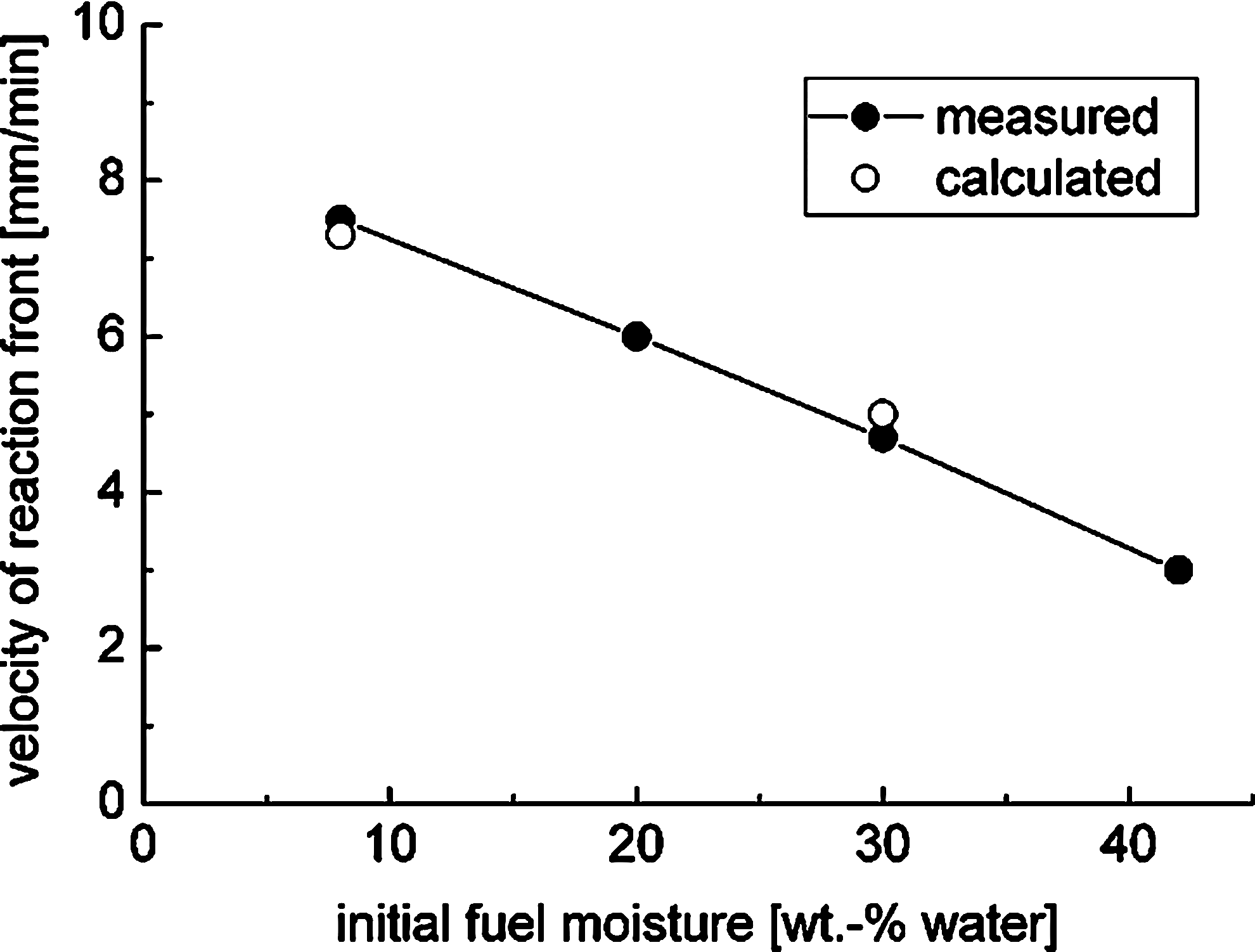
Average reaction front velocity during combustion of beechwood spheres, 10-mm i.d., 8–43 wt% moisture.
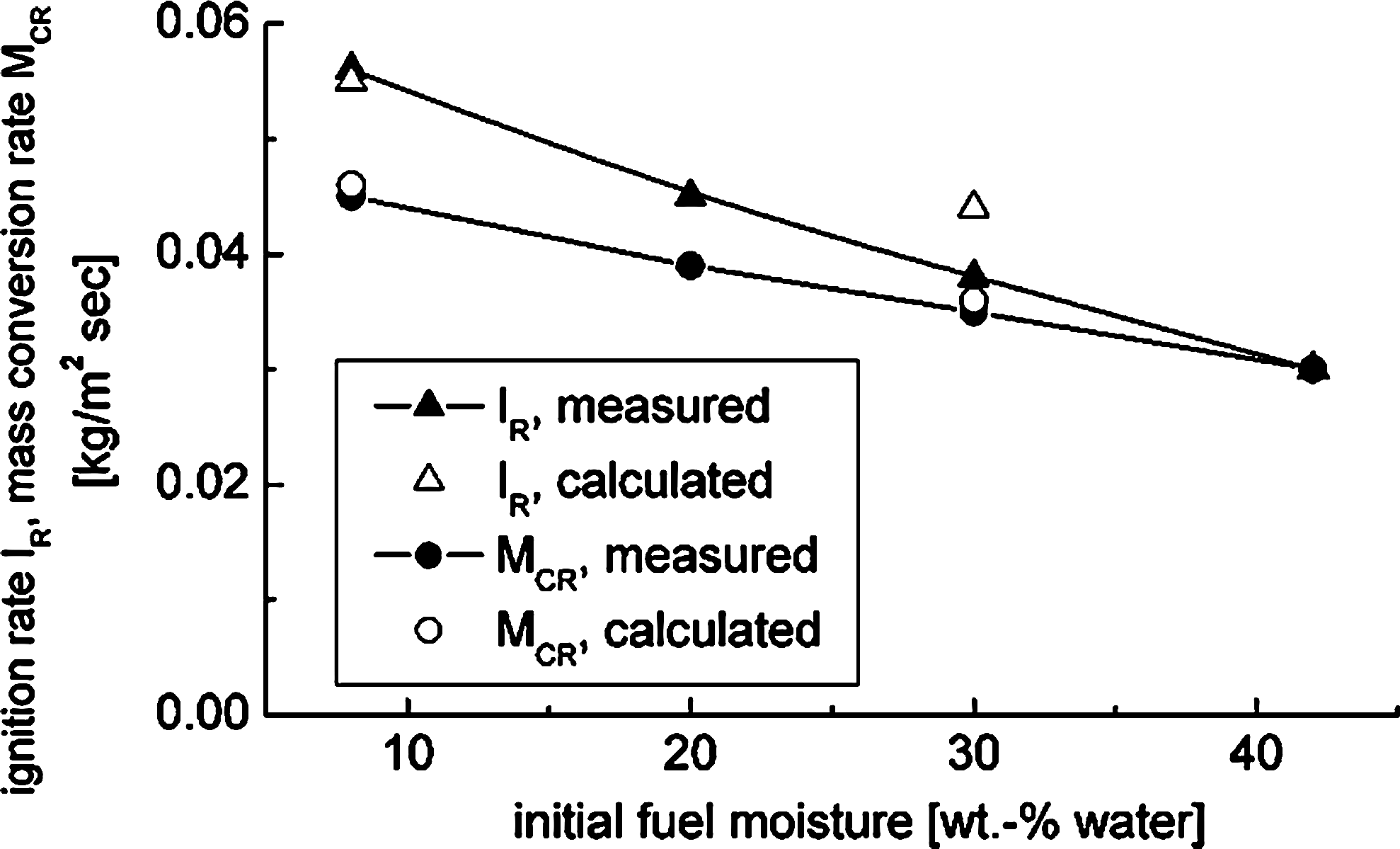
Average ignition rate and mass conversion rate during combustion of beechwood spheres, 10-mm i.d., 8–43 wt% moisture.
Figure 6 shows gas concentrations measured directly above the fixed bed. Oxygen is consumed very fast during the first few minutes of reaction time. Water vapor and CO2 appear as initial major products with concentrations above 10 vol%. H2 and gaseous organic carbon reach constant concentrations between 5 and 10 vol% during much of the process, whereas the CO concentration increases gradually up to 20 vol% at the end of the stationary combustion phase. Finally, in the carbon-burning phase the CO concentration rises steeply to ∼30 vol%. Similar results were reported for waste wood (Ryu et al., 2007). The corresponding model results are shown in Fig. 7. The model calculation reproduces the experimental findings for the major flue gas components with a good quantitative agreement. Further model developments will focus on effects due to nonspherical particles that are investigated by experiments currently.
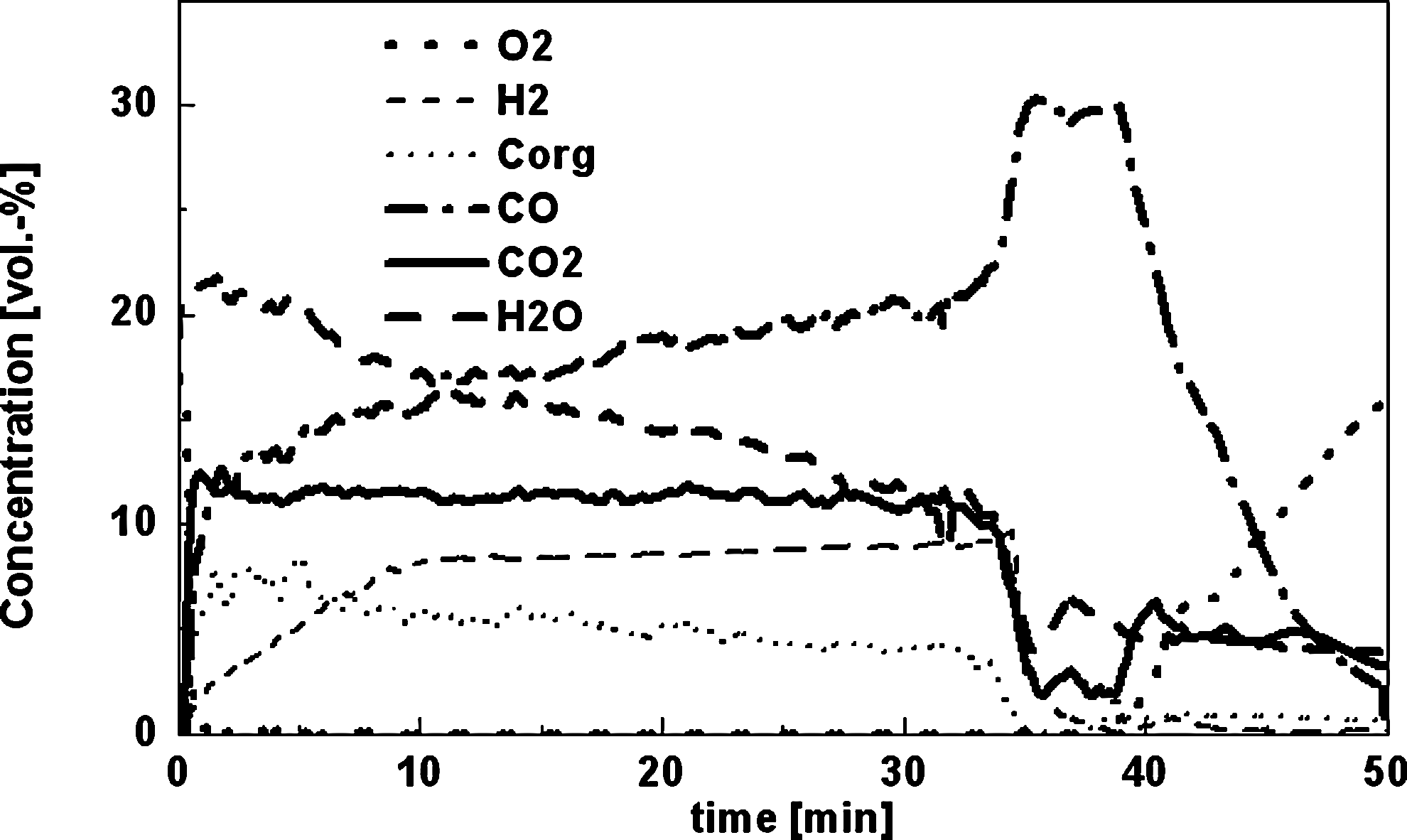
Over bed gas concentrations measured during combustion of beechwood spheres, 10-mm i.d., 8 wt% moisture.
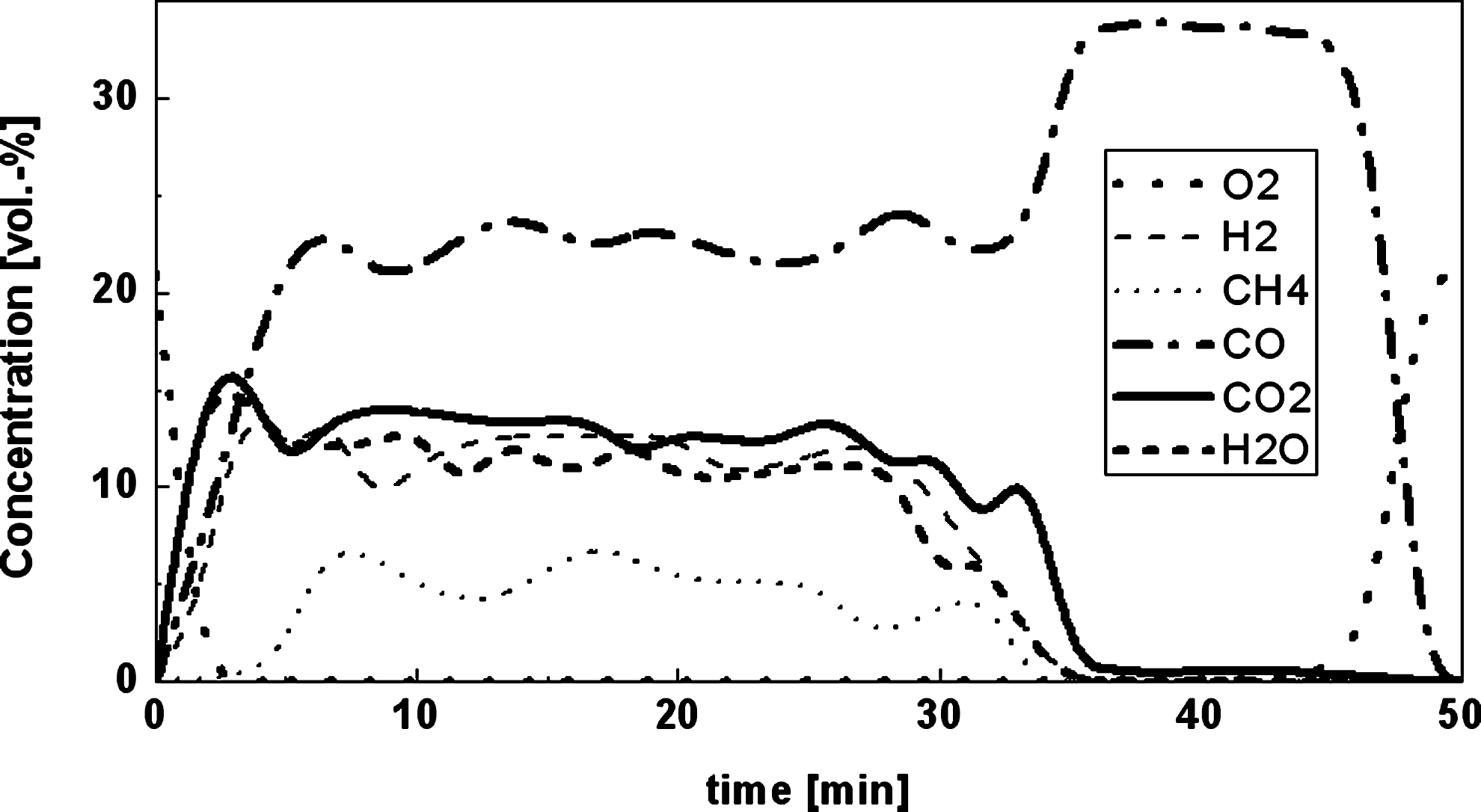
Over bed gas concentrations calculated during combustion of beechwood spheres, 10-mm i.d., 8 wt% moisture.
Discussion
In case of nonheated primary air, the combustion of moist fuels is known to comprise the following distinct phases (Peters, 2003; Bleckwehl, 2010):
• heat-up of the bed top by radiation from the furnace walls and the combustion gases • heat-up and drying of the fuel by heat conduction, convection, and by radiative heat transfer • release of volatile compounds by pyrolysis • ignition of the volatiles and the residual char upon contact with oxygen • volatile burning with parallel or subsequent burnout of char.
From bed top to bed bottom, all fuel layers undergo these stages sequentially, hence the reaction front moves opposite to the primary air flow down to the grate. Depending upon the amount of residual char, a second reaction front may form thereafter, which is due to carbon burnout, and which then travels upward in the direction of the primary air flow. The initial fuel moisture influences the length and the clear temporal separation of these process steps to a great extent: In the case of very dry fuel, the volatiles ignite and burn quite readily, and well before the char-burning phase. In the case of very moist fuel, the ignition and burning of the volatiles are delayed substantially such that the volatile and the char-burning phases can no longer be distinguished experimentally. Therefore, as shown in Fig. 5, the ignition rate is higher than the mass-conversion rate at low initial fuel moisture, then it decreases with increasing fuel moisture, and eventually it attains the same value as the mass-conversion rate. These results could also be confirmed at the pilot-scale grate incinerator TAMARA in our laboratory (Gehrmann et al., 2010), where low fuel moisture led to high conversion rates and to comparatively high CO and CO2 concentrations, like those in Fig. 7.
Conclusions
The combustion of beechwood particles in a fixed-bed reactor was investigated experimentally and by model calculation. It was shown that the combustion behavior of biomass particles changes with particle properties such as initial moisture and size. Moreover, it depends on operational parameters such as primary air flow and furnace wall temperature. From the measured temperature history of the fixed bed, nonscale-dependent key parameters can be derived that help to predict and understand the combustion behavior of continuously operated moving-grate incinerators. The model calculation was shown to give reliable results for the gas and solid temperatures of the fixed bed. Therefore, measured and calculated key parameters show good agreement. The calculated gas concentrations agree reasonably well with the experimental data.
Ignition rate and mass conversion rate depend on the initial fuel moisture in somewhat different ways, and this could be interpreted in terms of different temporal behavior of the relevant combustion phases. Moreover, by comparison with previous pilot-scale experiments at a moving-grate incinerator, these key parameters have been validated to be appropriate tools for the design of grate incinerators, and also, they can be used for optimum process operation, such as adjustment of air supply in dependence of fuel properties.
From previous investigations, a large experimental database is available for the combustion behavior of different fuels (different types of biomass, several coal types, and SRF) under various operation conditions. Further development of the model calculation will help to understand and interpret the experimental results and to extrapolate them to conditions that go beyond the application range of the batch reactor. The model contains all mechanisms of heat and mass transfer necessary to obtain a good representation of the overall combustion process in a fixed bed. Effects leading to 3D gradients (e.g., channeling) are not in the present focus. Currently, the mathematical model is under further development for application to nonspherical particles.
Footnotes
Author Disclosure Statement
No competing financial interests exist.