
Abstract
Abstract
Hot-melt granulation of waste plastics as a renewable raw material emits fumes with unpleasant plastic-burning odors during the heating (160°C–200°C) process. This study uses sodium hypochlorite (NaOCl) solution in series with alkaline hydrogen peroxide (H2O2) solution in a two-stage scrubbing process to remove volatile organic compounds (VOCs) and the associated odors from polypropylene hot-melting exhaust gas. Laboratory scrubbing bottles with a liquid volume of 600 mL were used with the hot-melt gas injected into the system at a rate of 1 L/min at 25°C. Results indicate that by purging the test gas through a solution with available chlorine (Cl2) of 15–50 mg/L at an unadjusted pH (9.3–10) for oxidation of the absorbed odorous compounds, and then through a solution with pH in the range of 12.0–12.5 and 0.35% H2O2 for absorption and reduction of Cl2 (<3.8 ppm) in the exhaust gas from the oxidation liquid, ∼90% of the VOCs in the range of 45–204 ppm (expressed as methane equivalent) were removed. Estimations indicate that it requires around 1.38, 0.0173, and 0.0318 kg of NaOCl solution (12% available Cl2), H2O2 solution (35% H2O2), and sodium hydroxide solution (45% NaOH), respectively, for scrubbing 1000 normal cubic meters (Nm3) of the exhaust gas. Chemical costs totalled approximately US $0.25. This study has developed a new, effective, and economic process for reducing odorous compounds in hot-melt gas.
Introduction
Related studies have been done by some researchers. Yamashita et al. (2009) showed that hot-melt virgin low-density PE emits various quantities of aldehydes, ketones, organic acids, and other organic compounds. All the emitted volatile organic compounds (VOCs) are harmful to the plant's workers and the neighboring inhabitants and the associated odor may raise public complaints. Other studies have also reported various VOC emission factors or compounds (Hoff and Jacobsson, 1981; Forrest et al., 1995; Barlow et al., 1996; Adams et al., 1999; Xiang et al., 2002).
As indicated in Fig. 1, for control of the emitted fumes to prevent them from venting to the operation area and the plant's perimeters, emitted fumes should be collected by two hoods, one set at above the gas vent hole located at approximately the middle point of the heated screw smelter and the other at the exit end of the smelter. The collected gas streams are then combined and conducted to a control system. In general, an electrostatic precipitator is used to remove the mists in the collected gas and the mist removal efficiency depends strongly on the size and electrostatic conductivity of the mists. The odorous VOCs should further be controlled to eliminate possible public complaints when contact with the vent gas.
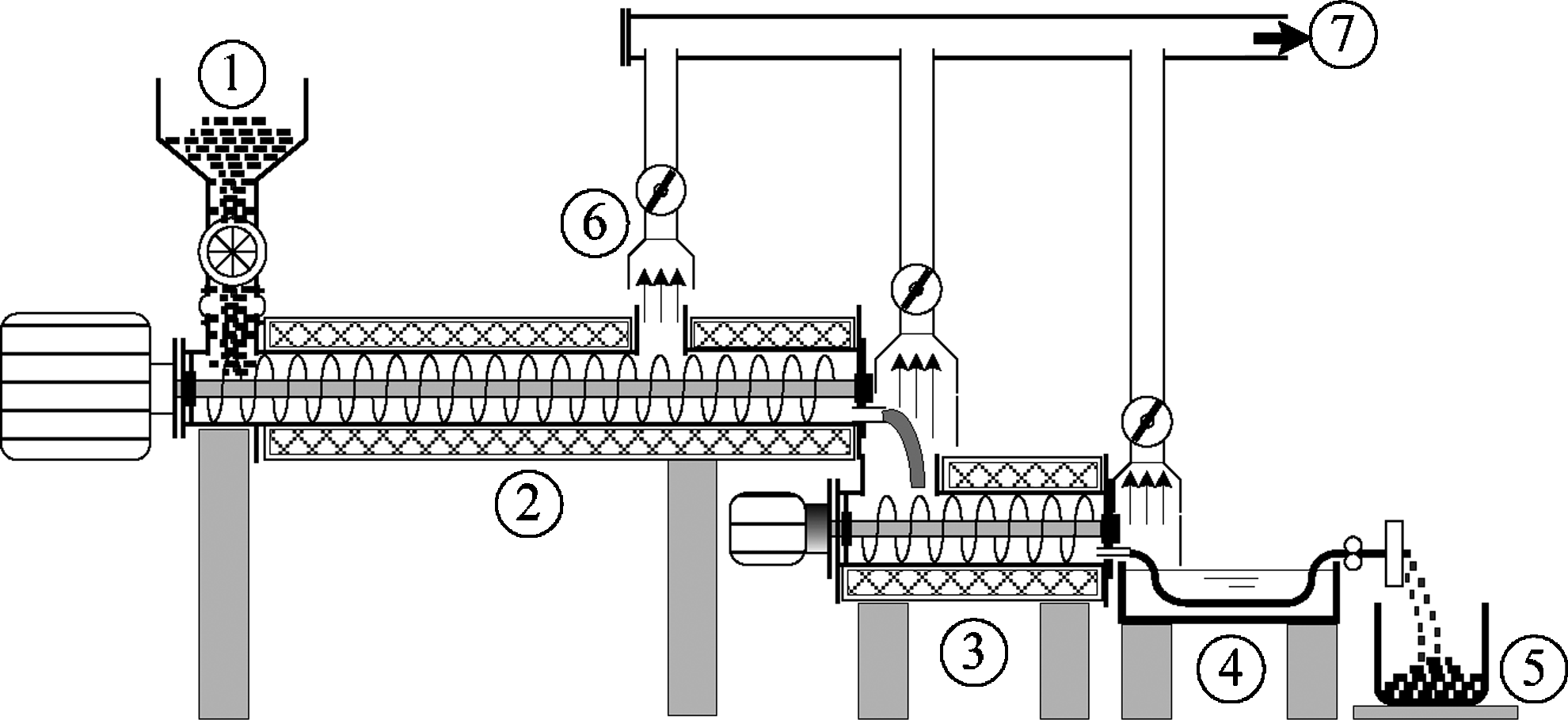
Schematic diagram of a plastic smelting and extrusion system. 1, waste plastic flakes/chips; 2, electric-heated smelter; 3, extruder; 4, water chiller; 5, recycled plastic pellets; 6, fume hood and waste gas collecting conduct; 7, fume gas to control system.
Chemical scrubbing can be used for the control of waste gases with VOCs. Aqueous sodium hypochlorite (NaOCl) was found to be among the most effective oxidants. A few studies focused on the hypochlorite oxidation of aqueous organics, such as benzene, toluene, xylenes, phenolates, aldehydes, and ketones (Zerbonia et al., 1995).
Chungsiriporn et al. (2006) proposed the removal of toluene from waste air using a spray wet scrubber combining the absorption and oxidation reaction. The aqueous NaOCl solution was used as the scrubbing liquid in the system. Mirafzal and Lozeva (1998) presented the phase-transfer catalyzed oxidation of alcohols with NaOCl in ethyl acetate media that resulted in good to excellent yield of aldehydes or ketones as oxidized products.
Cheng and Hsieh (2010) integrated the chemical scrubber with NaOCl and surfactant to remove hydrocarbons in cooking oil fumes. Results indicated that suitable operating parameters of the NaOCl scrubber system at pH 6.5, 200 ppm of NaOCl and 11 L/m3 of liquid/gas ratio were proposed. With the conditions, nonmethane hydrocarbons (NMHC) in the cooking fumes could be removed from 19±13 to 4±2 mg (as methane)/m3. The study did not indicate, however, which components in the fume gas were removed or oxidized.
In addition, a commercial process used an empty chamber in which a diluted NaOCl solution with a suitable pH is sprayed for the absorption of low concentrations of benzene, toluene, and some other VOCs (total 0.5–13 ppm) in the gas introduced to the chamber. Depending on the desired destruction efficiency, the design gas–liquid contact times can be varied from 10 to 60 s. In general, the removal efficiency for benzene was effectively 100%.
To the authors' knowledge, there is no report on the removal of VOCs or odorous compounds from waste plastic smelting and extruding processes. In the present study, chemical scrubbing technology using NaOCl as an oxidant for VOCs and odors and alkaline hydrogen peroxide (H2O2) as a reducing agent for the emitted chlorine (Cl2) from the oxidation liquid was tried, to test its applicability to the odor control of the smelting operations for PP recovery. Emission characteristics, effects of pH and concentration of the available Cl2 on the VOC and odor removal efficiencies, and if the fixed pH of 12.5 and H2O2 concentration of 0.35% could remove emitted Cl2 in the exhaust gas from the oxidation liquid will be presented in the present study.
Materials and Methods
Experimental
Schematics of the experimental systems are shown in Figs. 2 and 3. Figure 2 shows a gas generation oven (Hipoint Precision Oven, Type: OV-40) in which 100 g waste PP plastic chips were placed in an aluminum foil plate and the oven heated to around 190°C–200°C to melt the plastics. Comparing the system shown in Fig. 2 with the field system, the screw extrusion operation shown in Fig. 1 gives the melted plastics a shear force that may crack the polymer chains and emit cracked hydrocarbons. In addition, in an extruder pelletizer, the exposure of the heated plastics to air is reduced as compared with that in the oven shown in Fig. 2. Hence, the setup shown in Fig. 2 could only be partially related to Fig. 1 on the electric heating of the plastic flakes. The emitted gas for testing was only a simulated one. Experiences showed that it requires around 30 min to heat up the oven to the desired temperature. Fume gas was generated after a heating time of 60–90 min, which was then drawn by a gas pump (Airchek Sampler, Type: 224-PCXR4) operated at 5 L/min and the collected gas stored in two 20-L Teflon bags for each batch of the melted plastics. A gas sample in each bag was immediately drawn for total hydrocarbon (THC) analysis. Before the absorption test, the gas sample in the 20-L bag was transferred by a sampling pump to a 40-L bag followed by introducing 20 L of the ambient air in the laboratory to the bag. The diluted gas was ready for the scrubbing test.
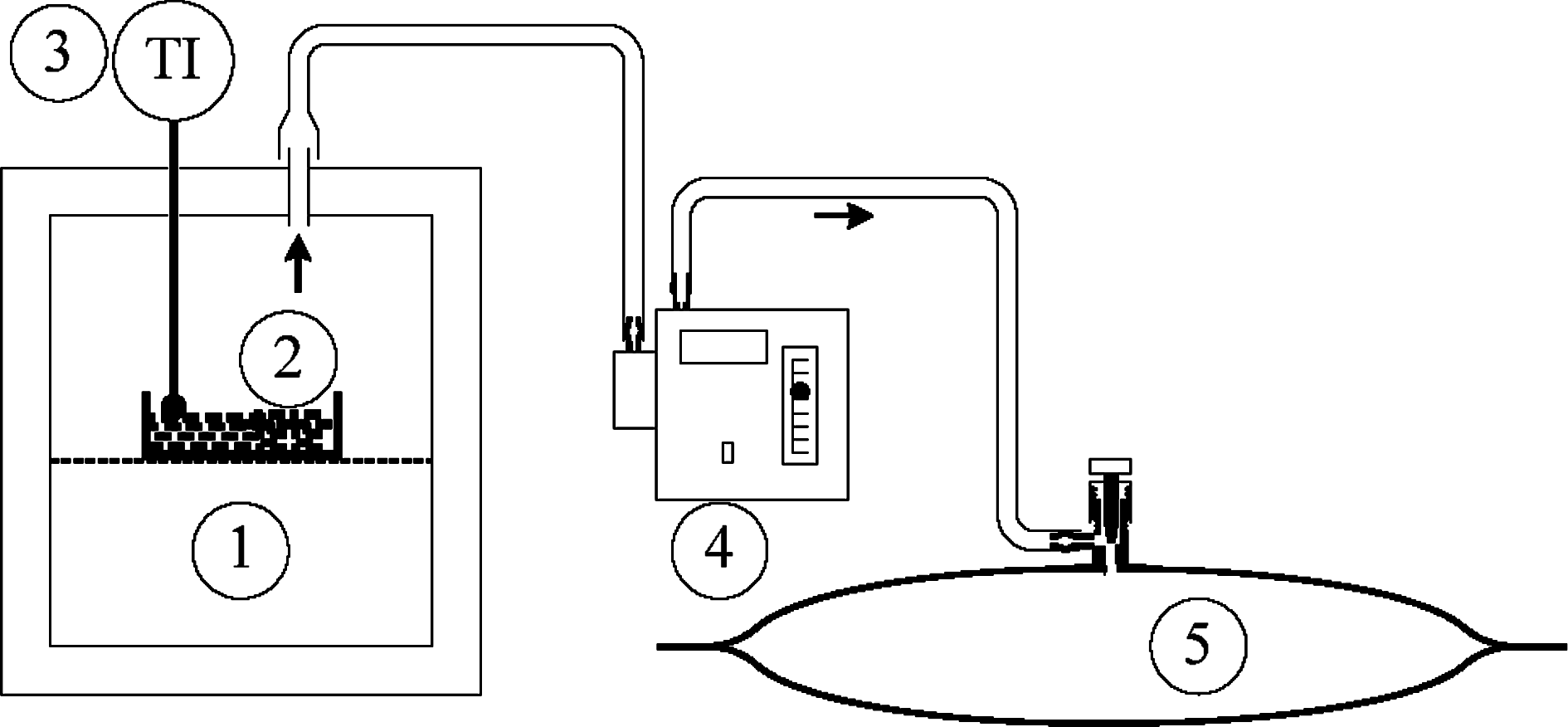
Schematic diagram of the waste gas generation and collection facility. 1, oven; 2, waste plastic chips; 3, temperature indicator; 4, gas pump (5 L/min); 5, waste gas storage bag (20 L).
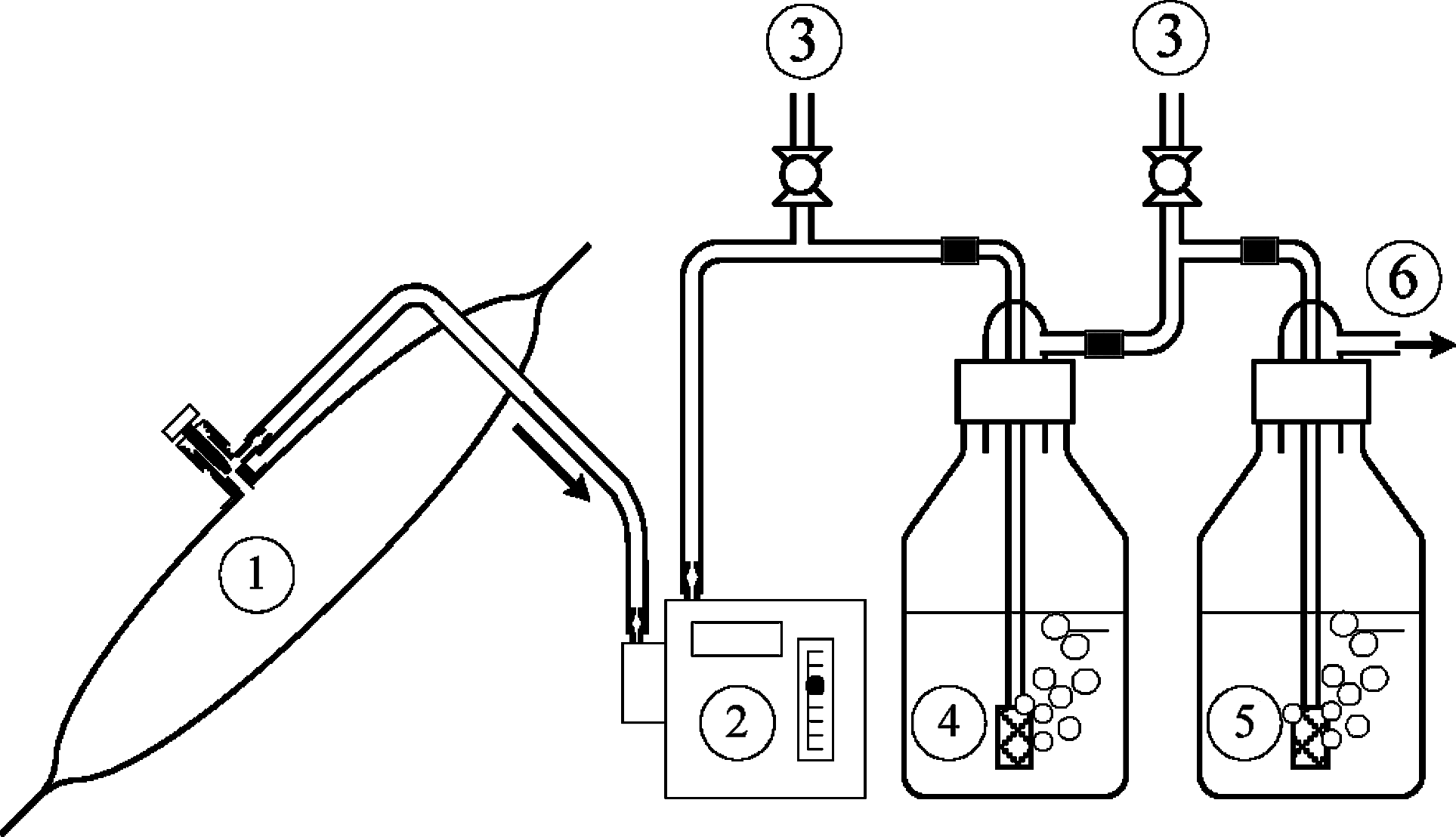
Schematic diagram of the chemical scrubbing system. 1, waste gas storage bag (40 L); 2, gas pump (operated at 1.0 L/min); 3, gas sampling port; 4, oxidation scrubber; 5, reduction scrubber; 6, scrubbed gas vent.
The scrubbing system shown in Fig. 3 consists of a gas pump and two 1000-mL scrubbing bottles. The first bottle (oxidation scrubber) was filled with 600 mL of aqueous NaOCl solution for absorbing and oxidizing the chemicals from the fume gas at a fixed influent flow rate of 1 L/min. The second bottle (reduction scrubber) contained 600 mL of an aqueous H2O2 and sodium hydroxide (NaOH) solution for absorbing and reducing the Cl2 gas stripped from the oxidation solution. The associated reductive chemical reaction is:
The gas and the scrubbing liquors were all kept at 24°C–26°C.
In the course of reaction, gas samples were collected by sampling bags for analysis of THC, NMHC, Cl2, and odor intensity. Scrubbing liquors were also sampled for analysis of pH and residual Cl2. After each test, initial concentration of NaOCl or pH was adjusted to test its gas-cleaning effect. The H2O2 solution in the second bottle was kept at an initial concentration of 0.35% and adjusted to pH 12.5 by 25% (w/w) NaOH solution. Around 34 mL of the NaOH solution or 10 g pure NaOH was required for 1 L of the H2O2 solution.
Materials
Waste PP plastics (mostly containers for instant foods) used in this study were collected from community recycling stations. The collected plastic material was cut into pieces of approximately 1 square inch (2.54 cm×2.54 cm) in size and water washed. The recycled material contained metal oxide pigments, which may catalyze the cracking of polymer chains and oxidation of the cracked hydrocarbons. Actually, some virgin PP pellets are manufactured by blending pigmented and nonpigmented PP pellets before being fed into pellet machines. Therefore, properties of the simulated emitted gas are believed to be similar to those emitted from commercial machines.
All chemicals (aqueous NaOCl solution with 12% [w/w] available Cl2, 35% [w/w] aqueous H2O2 solution, and NaOH) were reagent grade.
Analytical
THC and NMHC concentrations in gas samples were analyzed with a portable flame ionization detector (FID;TVA-1000B, Thermo). Compositions of VOCs in gas samples were analyzed by a gas chromatography (6890N Series GC System, Agilent) and a mass spectrometry (5973 Network Mass Selective Detector, Agilent).
A chlorine analyzer (ToxiRAE II, 045-0516-000, RAE Systems) was used for the analysis of gaseous Cl2 concentrations. The colorimetry method (USEPA, 1983) was used for the detection of residual Cl2 in the scubbering liquor. A pocket colorimeter (Cat No.58700-00; HACH Co.) was used for the color determination.
The triangle odor bag method, used in Japan since 1972, was used to evaluate the odor intensity of the gas samples (Iwasaki, 2003). The method is an air dilution approach using statistical methods in which the odor index is measured. The odor intensity or concentration is expressed as dilution times (dimensionless) to threshold.
Results and Discussion
Effects of initial available Cl2 concentration on the NMHC removal
Table 1 shows experimental data for the oxidation scrubbing liquid and those of the calculated specific Cl2 consumption for the 18 test runs. As shown in the table, initial available Cl2 concentrations varied from 13 to 340 mg/L, with no adjustment of pH and the initial pH varying from 9.03 to 10.6. NMHC in the influent gas varied from 21 to 286 ppm (expressed as methane equivalent). Table 2 shows the associated experimental data of the 18 test runs for the reduction scrubbing liquid and data on the calculated fractional Cl2 purged from the oxidation scrubbing liquid.
Time-averaged NMHC concentration of the influent gas to the oxidation scrubbing liquid.
NMHC concentration of the effluent gas from the reduction scrubbing liquid at the end of the absorption test.
Cl2 consumption (kg) for removing one kg of NMHC (expressed as CH4 equivalent) from the influent gas, as calculated by dividing Cl2 consumed (listed in Table 3) by the mass of NMHC removed from the gas in the test run.
V, total test gas volume (evaluated at 25°C±2°C) introduced to the scrubbing system in the test run; Cl2, chlorine; NMHC, nonmethane hydrocarbons; ND, no data.
Mass of Cl2 being purged from the oxidation liquid, as calculated by Equation (3).
Mass of Cl2 consumed in the in the test run, as calculated by Equation (2).
Fraction Cl2 purged=Cl2 purged/Cl2 consumed.
In Tables 1 and 2, the calculated data on the Cl2 consumption need to be explained. Cl2 may be consumed due to the oxidation of the influent NMHC and to being purged from the oxidation liquid to the effluent gas. The mass of Cl2 consumption (in mg) can be estimated as follows:
where Δ[Cl2]L (mg/L) is the difference of available Cl2 concentrations in the oxidation liquid at the initial and end of the absorption test and 0.60 L is the oxidation liquid volume.
Cl2 being purged from the oxidation liquid may account for a significant part of the consumption. The purged mass (in mg) can be estimated as follows:
where [Cl2]G (ppm) is the average Cl2 concentration in the effluent gas from the oxidation liquid at the initial and end of the absorption test, V (m3) is the total test gas volume (evaluated at 25°C±2°C) introduced to the scrubbing system in the test run. The quotient (71 mg/m3)/(24.5 ppm) converts the volumetric concentration (ppm) to mass–volume concentration (mg/m3) for gaseous Cl2 at the condition of atmospheric pressure and 25°C.
For calculating the specific Cl2 consumption listed in column [8] of Table 2, it is required to estimate the total mass of NMHC removed from the gas in a test run. The mass (in mg) can be estimated by the following equation:
where Δ[NMHC]G (ppm) is the average of the difference of NMHC concentrations in the influent and effluent gas at the initial and end of the absorption test. The quotient (16 mg/m3)/(24.5 ppm) converts the volumetric concentration (ppm) of gaseous NMHC (expressed as methane equivalent) to the mass–volume concentration (mg/m3) for the gas at the condition of atmospheric pressure and 25°C.
Tables 1 and 2 and Fig. 4 show variations of NMHC removal efficiency and solution pH with the initial available Cl2 concentration ([Cl2]0) of the oxidation scrubbing solution. Results show optimal initial available Cl2 concentrations of around 15–50 mg/L for achieving a NMHC removal of around 90%. The higher NMHC removal at the lower [Cl2]0 might result from the lower pH (9.3–10), which gives a higher ratio of [HOCl]/([HOCl]+[OCl−]). Hypochloric acid (HOCl) has a stronger oxidation power than hypochlorite ion (OCl−). Intuitively, the lower pH might result in a higher Cl2 loss to the effluent gas from the oxidation liquid; however, this was not true as observed from the data shown in Table 2. The fractional loss of Cl2 from the purged gas was all less than 8.8% with most data in the range of 0%–4.5%. Hence, oxidation of the influent NMHC with the [Cl2]0 kept in the range of 15–50 mg/L is adequate for practical applications.
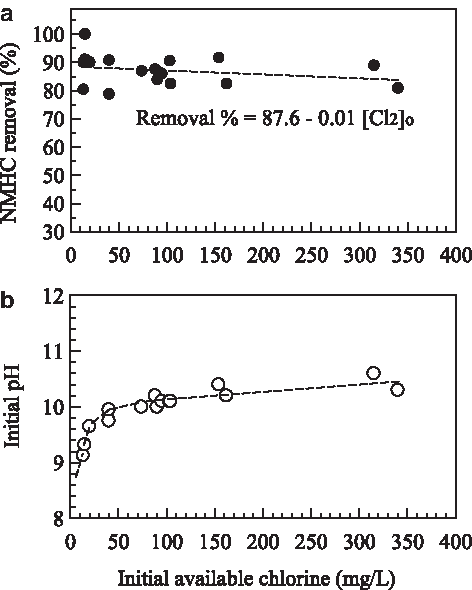
Variations of nonmethane hydrocarbons (NMHC) removal efficiency
Data shown in Table 2 also show that conditions with pH in the range of 12.0–12.5 and 0.35% H2O2 in the reduction liquid, the effluent gas from the liquid had no detectable Cl2 and other odors.
GC-MSD examination
GC-MSD examination results (Table 3) indicate that octane, acrolein, acetone, 2-methylethyl ketone, and 4-methyl-2-pentanone were detected in the untreated test gas and almost all of them could be removed by the oxidation liquid. Trimethyl benzene and others were not effectively removed due possibly to their low water solubility and less reactivity with the oxidant.
VOC, volatile organic compound.
Olfactory test
Using Run 10-1 as an example, odor intensities of the influent gas could be reduced from 5500 (expressed as dilutions to threshold) to 98. The pungent burnt plastic odor in the test gas was almost completely removed. The odor intensity (98) of the scrubbed gas meets the regulation of <1000 for exhaust gas from an emission pipe with a height of <18 m above ground, as set by the EPA of Taiwan.
Cl2 consumption for the NMHC removal
In general, practical applications need data on Cl2 consumption for treating unit volume of the influent gas to estimate the chemical consumption cost. The volumetric Cl2 consumption (in kg Cl2 per 1000 normal cubic meters [Nm3] influent gas) can be estimated by the equation:
where specific Cl2 consumption is measured in kg Cl2/kg NMHC removal, and influent gas NMHC is measured in ppm as methane.
Figure 5 shows that the volumetric Cl2 consumption for the influent gas with NMHC from 32 to 204 ppm has an average of 0.165 and a standard deviation of 0.082 kg Cl2/1000 Nm3 influent gas. By the average value, it requires adding 165±82 mg Cl2/Nm3 or 50±25 ppm Cl2 to the influent gas to oxidize the NMHC. The average value can be used for cost estimation.
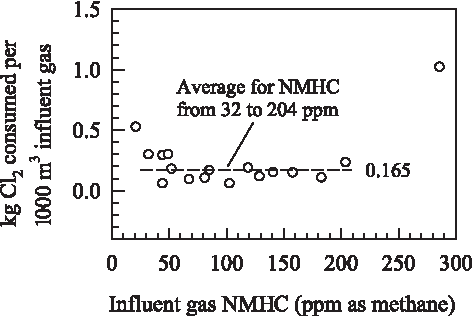
Variation of Cl2 consumption with NMHC concentration of influent gas to the oxidative scrubbing solution.
Estimation of chemical requirements
Solutions of NaOCl solution, H2O2, and NaOH are needed to add to the solutions of the two-stage chemical scrubbers used in the present study. As estimated by the previous section, an average of 0.165 kg of Cl2 (1.38 kg of 12% available Cl2 bleaching solution) is required for oxidizing 1000 Nm3 of the emitted gas from the recycled PP melting and granulation process. According to data shown in Table 3, effluent gas from the oxidation liquid (influent gas to the reduction liquid) has a maximum Cl2 of 3.8 ppm, and the chemicals required for reduction of the Cl2 introduced to the reduction liquid and neutralization of the reduced product (HCl) can be calculated by following the stoichiometry of Equation (2). Taking 1000 Nm3 of the influent gas with 4 ppm Cl2 to the reduction liquid as a base:
Table 4 lists the required amount of chemical for treating 1000 Nm3 of the emitted melting gas. Based on the local costs for the chemicals, around US $0.25 are required.
Conclusions
This study used a small-scale two-stage scrubbing method in a laboratory setting to remove odors and VOCs from PP melt exhaust gas. The following conclusions can be drawn:
1. By the oxidation solution with an available Cl2 of 15–50 mg/L at an unadjusted pH (9.3–10), and the reduction solution with pH in the range of 12.0–12.5 and 0.35% H2O2, around 90% of the hot-melt VOCs in the range of 45–204 ppm (expressed as methane equivalent) could be removed. Effluent gas from the system had no detectable Cl2 and other odors. 2. VOCs in the hot-melt exhaust consist mainly of acrolein, acetone, 2-butanone, and 4-methyl-2-pentanone. The two-stage chemical scrubbing process removed greater than 99% for all the main VOCs. 3. It requires around 1.38, 0.0173, and 0.0318 kg NaOCl solution (12% available Cl2), H2O2 solution (35% H2O2), and NaOH solution (45% NaOH), respectively, for scrubbing 1000 Nm3 of the exhaust gas. The chemicals cost a total of approximately US $0.25.
Footnotes
Author Disclosure Statement
No competing financial interests exist.