
Abstract
Abstract
Microwave sintering has shown significant advantages in recent years against conventional sintering procedures, emerging as an innovative method for sintering a variety of materials. Efficiency of microwave-assisted sintering is significantly impacted by the volume of fly ash samples treated in a microwave reactor. In this study, fly ash from a municipal solid waste incinerator (MSWI) was treated with microwave sintering. Four different additives (Al2O3 powder, γ-Al2O3, SiO2, and Kaolin) were used to evaluate their effects on microwave sintering. Weight ratios of the fly ash/additive mixtures are recommended: compositions of the sintered products ranged from 99:1 to 4:1 for the FA/A and FA/γA samples, and from 99:1 to 1:1 for the FA/S and FA/K samples. Leaching tests of heavy metals in the glass–ceramics showed that samples that contained aluminosilicates as the main crystal immobilized heavy metal ions effectively. The obtained products were demonstrated to constitute an alternative to natural materials. In general, this study was exploratory in nature and was also performed on a laboratory scale; however, results give encouraging results when microwave sintering is compared to more conventional technology. This research will provide the underpinning science of the fundamental interactions within these processes for scaling-up for the pilot or industrial plant.
Introduction
Microwave radiation has been widely used in many applications (Fang et al., 1996; Clark et al., 2000; Jones et al., 2002; Hsieh et al., 2007; Katsuki et al., 2008; Kim and Batchelor, 2009; Torec et al., 2009; Li et al., 2010; Liao et al., 2010; Lee and Jou, 2011), but application of microwave sintering to treat fly ash generated from MSW incineration is a relatively new concept. Microwaves are nonionizing electromagnetic waves with frequencies in the range of 300 MHz to 300 GHz. Compared to conventional heating technologies, microwave radiation, with the characteristics of polar oscillation and dielectric loss, offers the advantage of selective, uniform, and rapid heating. Microwave heating generally means dielectric heating, which heats up dielectric substances in an electromagnetic field. Because of the alternating high frequencies in the electromagnetic field, molecules collide with others, creating friction and generating heat (Haque, 1999; Wu et al., 2002). The power absorbed by a dielectric substance, P (W/m3), can be expressed as follows:
where E=strength of the electromagnetic field (V/m); σ=total effective conductivity (S/m); f=frequency of the electromagnetic field (GHz); ɛ0=dielectric constant of vacuum (8.86×10–12 faraday/m [1 faraday≈96.485 kC]); and
where T=temperature (°C), t=time (s); ρ=density of the material (kg/m3); and Cp=specific heat capacity of the material (m2/[s2∙K]) (Clark et al., 2000; Oghbaei and Mirzaee, 2010).
The
The main objective of this study is to evaluate the effects of microwave power and different additives on sintering of MSWI fly ash.
Materials and Methods
The fly ash sample was obtained from an MSWI plant in Taiwan. The composition of the fly ash was determined by a modified microwave digestion method (Hsieh et al., 2007) and analyzed by induced coupled plasma–atomic emission spectrophotometry (ICP-AES, type: Jobin Yvon JY24). Fly ash samples, with or without additives, were compacted into cylindrical tablets with a compacting load of 5 kg/cm2. Each tablet had a weight of 1.0 g with a diameter of 11 mm and a thickness of ∼10 mm. An experimental microwave oven was used to sinter these tablets. In each sintering run, 4 or 10 tablets were put in a ceramic crucible (11 cm in diameter). Fly ash samples and their sintered products were analyzed by X-ray diffraction (XRD) and scanning electron microscopy (SEM). Before these analyses, the sintered fly ash samples were ground to <150 μm.
In the experimental runs to evaluate the effects of microwave power and process time on sintering of fly ash samples (without additives), 10 fly ash tablets were used in each run. The microwave power used ranged from 500 to 800 W and the radiation times from 1 to 50 min. Consequently, the applied energies in these experiments ranged from 3.0×104 to 2.4×106 J (Table 1).
Energy applied values are reported in joules (J).
Four compounds (Al2O3, γ-Al2O3, SiO2, and kaolin powder) with different
Basicity values are reported in % CaO/SiO2.
Results and Discussion
The composition of the fly ash samples determined from acid digestion analysis are summarized in Table 3. The major elements in the fly ash are Ca>Cl>Si>Na>Al. The fly ash also contained relatively high levels of heavy metals: 9737, 4485, 1423, 2276, and 376 mg/kg for Zn, Pb, Cu, Cd, and Cr, respectively. The tested fly ash samples contained high content of water-soluble compounds (i.e., halite [NaCl] and sylvite [KCl]) and Ca corresponding to CaO concentrations of 42.5%. The Al content (Al2O3 concentrations of 4.4%) and Si content (SiO2 concentrations of 9.4%) were relatively low.
From visual inspection, 10 tablets of the fly ash, without additives, were completely sintered after 10 min of microwave radiation at 500 W. The total energy applied was 3×105 J (Table 1), which corresponds to 3×104 J/g of fly ash. Under microwave power settings of 600 and 700 W, the fly ash samples were completely sintered at 8 and 4 min, respectively. The energy supplied was 2.88×104 J/g of fly ash at 600 W, and even smaller, 1.68×104 J/g of fly ash, at 700 W. The radiation time required for sintering decreased expectedly as the microwave power increased. The required energy per unit mass of fly ash decreased with an increase in microwave power setting. From the perpsective of energy savings, use of a larger microwave power with a shorter process time to sinter fly ash seems promising.
The TCLP heavy metal concentrations of samples after sintering with various microwave power settings (500, 600, 700, and 800 W) were determined. Concentrations of Cr, Cd, Cu and Zn of the TCLP leachates were lower than the regulatory limits (5.0, 1.0, 15.0 and 25.0 mg/L) in all cases. The lead concentrations met the regulatory limit of 5.0 mg/L only when the fly ash tablet was sintered for >10 min at microwave power of 500 W or stronger.
Composition of the fly ash mixtures tested in this study are shown in the Al2O3–SiO2–CaO (Na2O, K2O, etc.) ternary diagram (Fig. 1). The trapezoidal region in the ternary diagram depicts the zone in which all 10 tablets were sintered under microwave 600 W for 50 min. The applied energy (1.8×106 J) was the same for all these sintered samples. The data points for FA/A and FA/γA overlap in this ternary diagram. All the samples were sintered besides the FA/A and FA/γA mixtures with the fly ash to additive ratios of 1:1 and 2:1. Aluminum(III) oxide is regarded as an excellent absorber of microwave energy and considered as a dielectric (Haque, 1999). However, when the dose of aluminum(III) oxide exceeds a specific amount (i.e., FA/A and FA/γA mixtures with fly ash–to–additive ratios of 1:1 and 2:1), it becomes undesirable for sintering of fly ash mixtures. It is supposed that the overdose aluminum(III) oxide may compete with the microwave-adsorbing materials in the fly ash for the microwave energy that contributes to the dissipation of microwave energy on increasing temperature. As the temperature is not high enough, the sintering of fly ash or formation of spinel structure (Hsieh et al., 2008) cannot proceed.

Al2O3–SiO2–CaO (Na2O, K2O, etc.) ternary diagram of admixtures. *: FA/A, ●: FA/S, ▼: FA/K, ■: FA/γA (Note: The data points for FA/A and FA/γA are overlapped).
Because the absorption power P is relevant to
Table 4 shows the lead concentrations of the TCLP leachate for 4 and 10 tablets of various fly ash/additive ratios sintered under the same operating conditions (600 W for 50 min). For the trials of 10 tablets, the lead concentrations were all below the regulatory limit of 5.0 mg/L. The results suggested that the capabilities of Al2O3 and γ-Al2O3 in absorbing microwaves are similar in the electromagnetic field. For 4 tablets, many of the samples had lead concentrations that exceeded the regulatory limit, and the values scattered widely. In all of the experiments, the total applied energy was the same at 1.8×106 J. The applied energy per unit mass for the experiments of 4 tablets was 4.5×105 J/g of mixture, which is 2.5×higher than that for 10 tablets (at 1.8×105 J/g of mixture). With a larger applied energy per unit mass, one would expect that the 4 tablets would be sintered better than the corresponding 10 tablets; however, the experimental results show the opposite.
Leachate concentrations of lead are reported in mg/L.
In addition, thermal runaway in microwave processing is an important phenomenon that depends on the
Several review articles describe the temperature dependence of
where ρ and Cp are the density and specific heat of the material, respectively, and qloss is the rate of heat loss, which normally includes losses due to convection and radiation. Both qloss and P are functions of temperature. Starting from some critical temperature, when P continues to exceed qloss, thermal runaway will occur. Since qloss increases with T, the increase of
The absorbed energy needs to be conserved and transformed to raise the temperature about 750–1000°C for sintering of fly ash. From Equation (2), the amount of energy adsorbed, Q (J), and the corresponding temperature change, ΔT, can be derived as follows:
where Vs (m3)=volume of the sample and M (kg)=mass or weight of the sample. Assuming that the electromagnetic field is uniform throughout the sample and the mixture is homogeneous, the amount of energy adsorbed (Q) will depend on the volume of sample (Vs). The
From Equation (5), the larger volume of 10 tablets may contribute to a better sintering efficiency than that of 4 tablets. Total microwave energy (Q) adsorbed by the samples of 10 tablets was higher than that of the samples of 4 tablets (i.e., about 2.5 times) when the energy supplied was the same (600 W×50 min=1.8×106 J). However, the actual energy absorbed by the dielectric substance calculated from Equation (5) should be smaller than the amount of energy supplied. The actual energy absorbed depends on the
where q=energy radiated per second; ɛ=emissivity (0–1); σ=the Stefan–Boltzmann constant (5.67×10–8 J/[s·m2·K4]); A=surface area of tablets (m2); and T=temperature in Kelvin. If a tablet at temperature T is surrounded by a cavity at temperature T0, the net heat flow is given by the following equation:
The application of APC ash, from an MSWI in Shanghai, China, was made as ceramic bricks by sintering between 950°C and 1100°C. The sintering process involves four steps: increase temperature to 100°C and stay constant for 20 min; increase temperature to 600°C and stay constant for 20 min; increase temperature to 800°C and stay constant for 20 min; and increase temperature to the final sintering temperature and stay constant for 30 min (Zhang and Qi, 2012). However, we found that the microwave sintering of MSWI fly ash was carried out at 700 W for 4 min in the study. The fly ash tablets could be sintered with a shorter time.
The XRD results of the sintered fly ash samples with or without additives are illustrated in Fig. 2. Aluminosilicates were formed after microwave sintering, which can be attributed to the restraint and immobilization of heavy metals. Gehlenite (Ca2Al2SiO7), mayenite (Ca12Al14O33), anorthite (CaAl2Si2O8·4H2O), sanidine [(NaK)(Si3Al)O8], and grossular [Ca3Al2(SiO4)2(OH)4] were formed after microwave radiation in the fly ash with or without additives. The major glass–ceramic materials were gehlenite, mayenite, and anorthite in FA/A (9:1), anorthite in FA/γA (9:1), sanidine in FA/S (9:1), and mayenite and grossular in FA/K (9:1). Fang et al. (1996) found that the sintered bodies of fly ash from a coal power generation plant are made of glass–ceramic material, with mullite (Al6Si2O13) as the major crystalline phase.
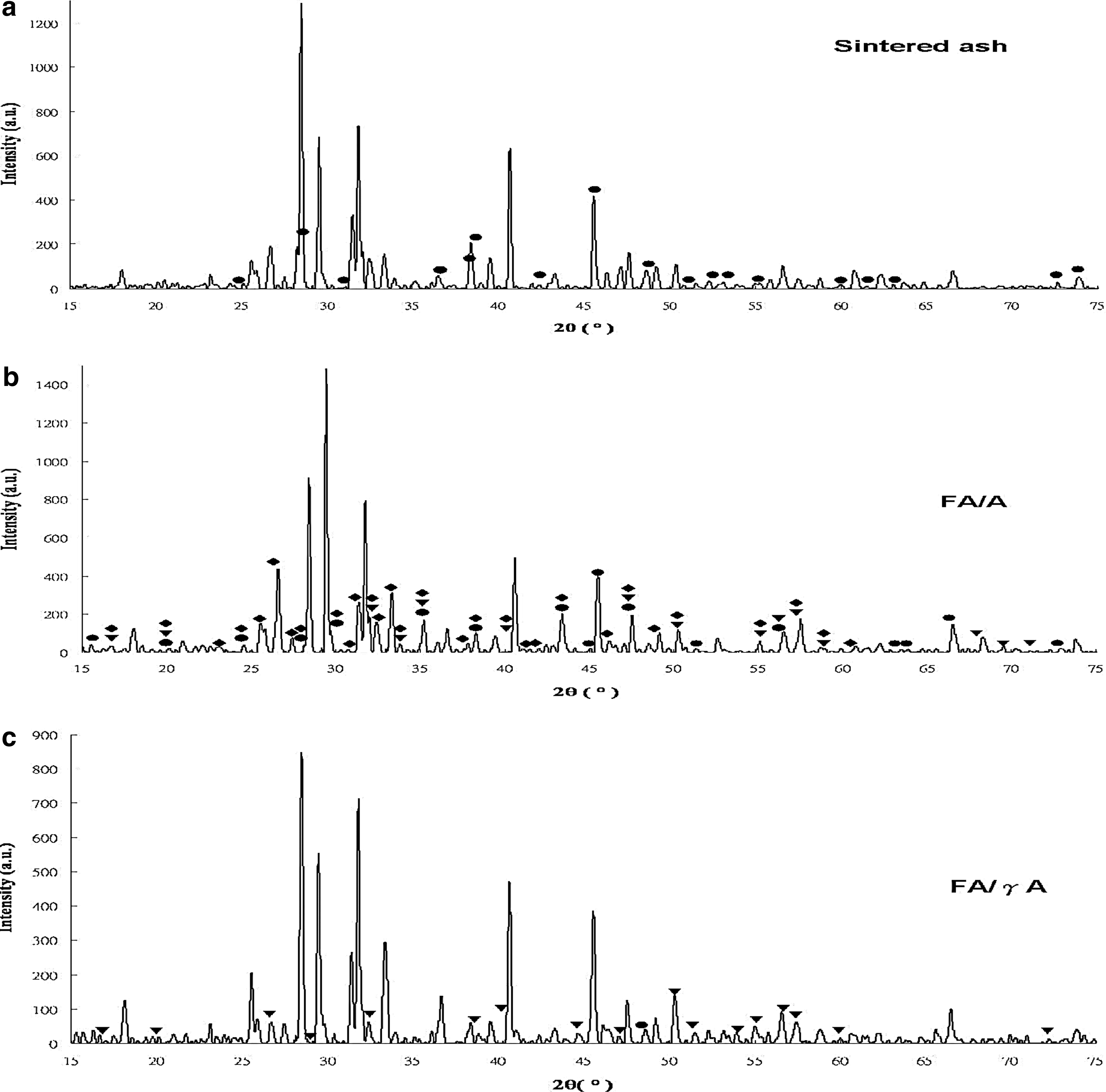
X-ray diffraction results of fly ash and other sintered mixtures:
The SEM results (Fig. 3) demonstrated the micrographs of the raw fly ash and its sintered products. The fractured surface morphology of raw fly ash was quite different from that of its sintered products. Raw fly ash exhibited a loose structure (Fig. 3a), while the sintered products became smooth (Fig. 3b) without showing large pores. As the fly ash became sintered, the grains coalescenced, and the void of the fly ash decreased. The sintered fly ash was denser, and heavy metals were immobilized due to the formation of glass–ceramic materials (Chang and Chen, 2003; Chou et al., 2009). The higher leaching resistance of heavy metals in the aluminosilicates can be attributed to (1) a well-dispersed discontinuous phase containing the heavy metals, (2) a layered microstructure comprising a core that is highly loaded with heavy metals and surrounded by a shell that is free from heavy metals, and (3) gradient concentration of the inclusion phase containing the heavy metals.
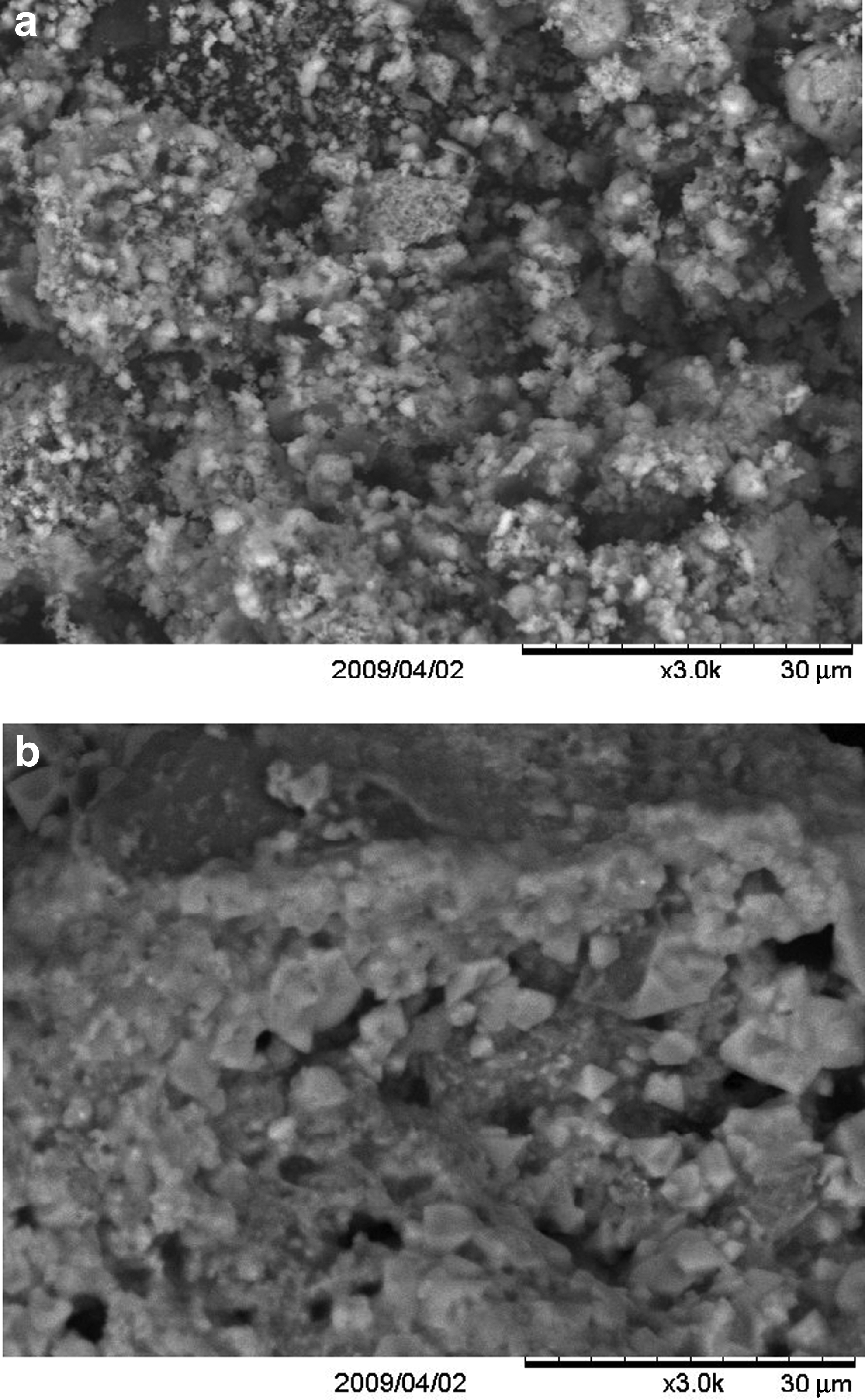
Scanning electron microscopy of the raw fly ash and its sintered products
Conclusions
The following conclusions can be derived from the results of this study:
1. This research will provide the underpinning science of the fundamental interactions within these processes for scaling-up (for the pilot or industrial plant). 2. Weight ratios of the fly ash/additive mixtures are recommended: compositions of the sintered products ranged from 99:1 to 4:1 for the FA/A and FA/γA samples, and from 99:1 to 1:1 for the FA/S and FA/K samples. 3. In a microwave field, samples with a larger volume and mass may absorb microwave energy more efficiently. 4. The restraint and immobilization of heavy metals is attributed to the formation of gehlenite (Ca2Al2SiO7), mayenite (Ca12Al14O33), anorthite (CaAl2Si2O8·4H2O), sanidine ((NaK)(Si3Al)O8), and grossular (Ca3Al2(SiO4)2(OH)4).
Footnotes
Acknowledgments
The authors express their gratitude to the Ministry of Economic Affairs of the Republic of China (Contract No. 97-EC-17-A-10-S1-0007) for financial support.
Disclosure Statement
No competing financial interests exist.