
Abstract
Abstract
Biodiesel is an alternative fuel that is renewable, sustainable, and environmentally friendly. Several different methods of biodiesel production have been studied and proposed by many researchers. However, the environmental impact and energy aspect of the methods need to be evaluated. In this article, a noncatalytic biodiesel production with the superheated methanol vapor (SMV) method was compared with the conventional alkali-catalyzed production method in terms of its environmental performance using a life cycle assessment (LCA) tool. This study used original data from several regions in Indonesia. Given that the plant utilized fossil fuel as an energy source, the assessment shows that the SMV method produces higher greenhouse gas (GHG) emission and acidification, and consumes more energy than the catalytic method. Utilization of biomass waste as a substitute of fossil fuel can reduce the environmental impact and total energy consumption for both methods. Implementation of a methane capture system in a palm oil mill also had a big influence on the GHG savings of biodiesel production. Implementation of methane capture system in a palm oil mill along with the use of biomass waste as an energy source in the biodiesel plant significantly affected the GHG reduction in the SMV method. Therefore, the SMV method can be made feasible from an environmental and energy point of view by the utilization of biomass waste along its production line.
Introduction
F
Biodiesel can be made from a variety of vegetable oils and fats with a fatty acid ester composition. Palm oil is one of vegetable oils that are used as biodiesel feedstock. Indonesia is the current leading global palm oil producer; thus, palm oil–based biodiesel has the most potential to be developed in Indonesia.
Biodiesel is mainly produced by the transesterification process, which is a chemical reaction of any natural oil or fat with a short-chain alcohol such as methanol or ethanol. Methanol has been the most commonly used alcohol in the commercial production of biodiesel. The process can be catalytic by using a catalyst to enhance the reaction, or noncatalytic without using a catalyst. Three types of catalysts, namely, alkali, acid, and enzyme catalyst, could be used in the catalytic process. On the other hand, three methods of noncatalytic processes have been studied by many researchers: (1) the supercritical methanol method, where the transesterification process is conducted at high temperature and high pressure (350–450°C, 43–65 MPa) (Kusdiana and Saka, 2001); (2) the simultaneous reaction of transesterification and cracking (STING) method, which is a complex reaction of transesterification, pyrolysis, cracking, and oxidation in supercritical methanol conditions (Iijima et al., 2004); and (3) the superheated methanol method, where the transesterification process is conducted at high temperature (290°C) but atmospheric pressure (Yamazaki et al., 2007; Joelianingsih et al., 2008). Studies with various methods of biodiesel production processes have been conducted continuously because biodiesel can be feasible if it has a competitive price, an efficient production process, continuity of supply, and the assurance of an appropriate quality standard. The development and utilization of biodiesel as an alternate to fossil fuels still require a more advanced technological development to increase their feasibility (Nigam and Singh, 2011; Singh and Olsen, 2011).
Selection of the proper process in producing biodiesel becomes a crucial decision, not only because of its constant efficiency but also due to the environmental impact factors. Assessments of environmental impact and energy consumption during its lifecycle are indispensable to assess better technology, and thereby to select the best one, for biodiesel production. A thorough life cycle assessment (LCA) of biodiesel production, can provide information on the most critical path of the process that gives impact to the environment. Furthermore, an assessment of a possible alternative process and input could give the suggestion for improvement to the conventional way.
LCA is a systematic tool for assessing the environmental impacts associated with a product, process, and activity along its partial or whole lifecycle (Ciambrone, 1997) and has been standardized in the ISO 14040 series. Kiwjaroun et al. (2009) used LCA to compare the palm oil–based biodiesel production process by catalytic and noncatalytic (supercritical methanol) methods. It was found that the supercritical process generated a higher environmental impact and higher energy consumption. The supercritical methanol method needs high pressure to keep methanol in the supercritical state. However, there are still questions about the safety and energy aspects. To overcome these disadvantages, several researchers have studied the superheated methanol vapor (SMV) method, a process that occurs at atmospheric pressure.
The objective of this study is to compare the catalytic and noncatalytic (SMV) methods of crude palm oil (CPO)–based biodiesel production in terms of energy and emission factors using LCA as a tool.
Methodology
This study was conducted based on the standardized LCA tool. According to the standard, LCA consists of the following phases: goal and scope definition, inventory, impact assessment, and interpretation.
Goal and scope definition
The goal and scope definition stage of LCA defines the purpose of the study, the expected product of the study, the boundary conditions, the assumptions, and the functional unit (Todd and Curran, 1999). The goal of this study is to compare the energy consumption and the environmental impacts of CPO-based biodiesel production of the catalytic method to the noncatalytic (SMV) one. System boundaries of the study are shown by the dashed line in Fig. 1. The system boundary was drawn from land preparation (oil palm plantation) to biodiesel production in the biodiesel plant. Impact analysis is limited to the characterization stage for greenhouse gas (GHG) emission, acidification, eutrophication, and energy consumption. The functional unit for this study is 1 kg biodiesel.

Lifecycle diagram of crude palm oil (CPO) biodiesel under different processing methods. EFB, empty fruit bunch; FFB, fresh fruit bunch.
Around 1155 units of oil palm plantation have been established in Indonesia, owned by private companies, government, and smallholders, scattered in 22 provinces (BPS, 2012). This research focused on the effect of technology used for biodiesel production, such that only big plantations (private and government estates) were studied without assessing the small plantations (smallholder estates), since small plantations rarely own a biodiesel plant.
Palm oil mill effluent (POME) is the largest source of GHG in palm oil mill operation. During anaerobic digestion of POME in open ponds, methane gas is emitted into the atmosphere. To reduce GHG emissions, palm oil mills should implement methane capture technology for capturing and utilizing the methane gas, either for firing or electricity generation. Many palm oil mills in Indonesia have implemented methane capture technology; even though it is not yet all of the mills, the number is increasing due to the regulation of the Indonesian Government. In this study, the effect of the implementation of methane capture technology is analyzed and discussed.
Transportation from nursery to plantation, from plantation to palm oil mill, and from palm oil mill to biodiesel plant was also considered. Many biodiesel plants are located on the same site with the palm oil mill, while others are located outside the palm oil mill site, with an average distance from the palm oil mill to the biodiesel plant of about 100 km.
Large-scale biodiesel plants have already used biomass as an energy source along its production line. However, small-scale biodiesel plants still utilize fossil fuels. This study investigated the effect of those two fuel types to the environmental impact of the biodiesel production.
Scenario constructed
Two scenarios of biodiesel production were evaluated, as shown in Table 1. Scenario 1 is characterized by the absence of methane capture technology at the palm oil mill and utilization of industrial diesel oil (IDO) for boiler fuel at a biodiesel plant, whereas scenario 2 is characterized by the implementation of methane capture technology at a palm oil mill and utilization of biomass waste for the boiler at a biodiesel plant.
Inventory analysis
Life cycle inventory (LCI) analysis, the second phase of LCA, is a method to quantify the resource use, energy use, and environmental releases associated with the system being evaluated (Azapagic, 2006). The input and output associated with the system in the process of biodiesel production were identified and measured in functional unit of 1 kg biodiesel, including the generated emissions. The primary data were obtained from Oil Palm Plantation and Palm Oil Mill, in Banten Province, Indonesia. As an addition, secondary data from plant reports (Etika, 2012; Harianja, 2012; Situmorang, 2012) and literature review (Ditjen PPHP, 2006; BB Pengkajian, 2008; Sastrosayono, 2008; Sunarko, 2009; Allorerung et al., 2010; Hasanudin, 2010; Nazir and Setyaningsih, 2010; Hidayatno et al., 2011; Lubis and Widanarko, 2011; Pahan, 2011; Pardamean, 2011; Fauzi et al., 2012) were also used in the study. Since this study was devoted to the LCA of palm oil–based biodiesel produced in Indonesia, original data are more preferred, which can only be obtained from local publications, such as company reports, reports by related institutions, and field practice reports conducted by students, as listed above.
The catalytic transesterification experiment was conducted in a facility owned by the Agency for Technology Assessment and Application of Indonesia (ATAAI) with a capacity of 1 ton biodiesel per day, while the noncatalytic transesterification data were obtained from previous research (Joelianingsih et al., 2008; Sigalingging, 2008; Furqon, 2011; Sekiguchi, 2012).
This study used Multiple Interface Life Cycle Assessment (MiLCA) version 1.2.0, developed by the Japan Industrial Environmental Management Association (JEMAI). The Inventory Database for Environmental Analysis (IDEA) is the standard equipment inventory database for MiLCA. The IDEA format is created based on ISO TS 14048, with reference to the ILCD ecospold 2 format. The MiLCA software provides upstream inventory for all input materials and processes. The upstream conducts the midpoint impact assessment. The utilization of electricity from grids was corrected with actual data of Indonesia, which comprise 38.50% coal, 29.32% fossil fuels, 22.52% natural gas, 7.23% hydropower, 2.44% geothermal, and 0.0005% solar power plant. The following discussion describes the inventory data for each stage of CPO biodiesel production.
Oil palm plantation
Oil palms start to produce fruits 30 months after field planting. The typical commercial lifespan of an oil palm is 25 years, after which it is no longer commercially viable for harvesting. Water requirement for the oil palm plantation is mostly from the rain water in the 25-year lifetime of the plant. Oil palm productivity of the big plantations was 25 tons per hectare per year. Fertilizer is an important factor to increase the fresh fruit bunch (FFB) production. Weeding is performed within 1–1.5 months by applying herbicides to weeds. Insecticide is used in the nursery in case the seedlings are attacked by insects. Table 2 shows the inventory data for producing 1 kg FFB in the oil palm plantation.
TSP, triple superphosphate; MOP, muriate of potash; HGFB, high-grade fertilizer borate.
The fruit bunch is harvested manually by cutting bunches of fruit. The FFB must be immediately transported to the palm oil mill because the milling process of the FFB should be implemented within 8 h after harvest to prevent the increase of free fatty acid (FFA) content. The transportation of FFB to the palm oil mills utilized trucks, lorries, or tractors.
Palm oil production
Indonesia has about 608 palm oil mills (Ditjenbun, 2012). The palm oil mill capacities are in the range of 30–75 tons per hour. The mills operate 16–24 h per day. The FFB from oil palm plantations is weighed at the weight bridge and unloaded in the loading ramp. After unloading, the FFB is sent to the sterilizer and cooked for 80–90 min with 2.0–2.8 kg/cm2 steam at a temperature of about 135°C. This process will generate POME, which is sent to wastewater treatment ponds. The sterilized FFB is delivered to a stripping process to separate the sterilized fruits from bunch stalks. This processing step generates the empty fruit bunches (EFB), which are incinerated to produce bunch ash as a fertilizer in oil palm plantations. The separated fresh fruits are digested to separate fruits from nuts. CPO extraction is performed using screw press, and continues to the clarification station for cleaning the CPO from impurities. The fiber and nuts from the screw press are separated in a cyclone. The fiber that passes out of the bottom of the cyclone is used as boiler fuel. Meanwhile, the nuts are processed to obtain palm kernel oil (PKO) in the kernel treatment station. Table 3 shows the inventory data for producing 1 kg CPO in the palm oil mill.
FFB, fresh fruit bunch; EFB, empty fruit bunches; PKO, palm kernel oil; POME, palm oil mill effluent.
Biodiesel transesterification
Transesterification is a reaction in which triglycerides are reacted with short-chain alcohols to form fatty acid methyl esters, known as biodiesel fuel. The stoichiometric ratio for the transesterification reaction requires three moles of methanol and one mole of triglyceride to yield three moles of fatty acid methyl ester and one mole of glycerol (Freedman et al., 1986). The transesterification reaction is controlled by three mechanisms: mass transfer, kinetic, and equilibrium. The mass transfer becomes slow if the immiscibility of the two reactants (i.e., methanol and triglycerides) is poor. On the completion of the mass transfer, the ensuing process is controlled by the kinetic. Both kinetic and mass transfer of the reaction can be improved by increasing the reaction temperatures and vigorous mixing (Darnoko and Cheryan, 2000).
Transesterification reactions can be performed with or without catalysts. The selection of catalysts depends on the amount of FFA present in the oils or fats. Alkali-catalysts used for oils/fats with FFA content less than 5%, while acid-catalysts used for oils/fats with FFA content more than 5% (Joelianingsih etal., 2007). The following discussion describes the catalytic and noncatalytic (SMV) transesterification process.
Catalytic transesterification process
This study used sodium hydroxide (NaOH) as a catalyst in the transesterification process. The biodiesel production process started with the transesterification reaction, methanol recovery, methyl ester purification from the catalyst, and separation of glycerol as a by-product. The purification process utilized water by repetitive washing; it made this process more wasteful of water. The biodiesel reaction with the catalyst has an advantage that the reaction can be run faster, while the disadvantages are that the purification of the product requires a longer process and the reaction needs vigorous stirring due to the immiscible character of oil with methanol (Kusdiana and Saka, 2001). Figure 2 shows the process of catalytic transesterification to produce biodiesel at the ATAAI biodiesel plant.

Alkali-catalyzed process to produce biodiesel from CPO.
SMV of noncatalytic process
The SMV method for biodiesel production has been proposed by many researchers (Yamazaki et al., 2007; Joelianingsih et al., 2008; Furqon, 2011; Sekiguchi, 2012). Yamazaki et al. (2007) developed a new reactor to produce biodiesel by blowing superheated methanol gas continuously into oils without using any catalyst. The results showed that the maximum output rate of FAME occurred at a reaction temperature of 290°C. The process has several advantages such as not requiring the removal of FFA by refinery or pre-esterification. Esterification or transesterification reactions can take place in a reactor, thus oils with high FFA content can be used directly. In addition, the processes of separation and purification of products become simpler and environmentally friendly, due to the absence of catalysts. However, noncatalytic processes normally require a higher operating temperature than the catalytic one, as outlined in Fig. 3, and the reaction rate of biodiesel production is lower than that by a catalytic process.
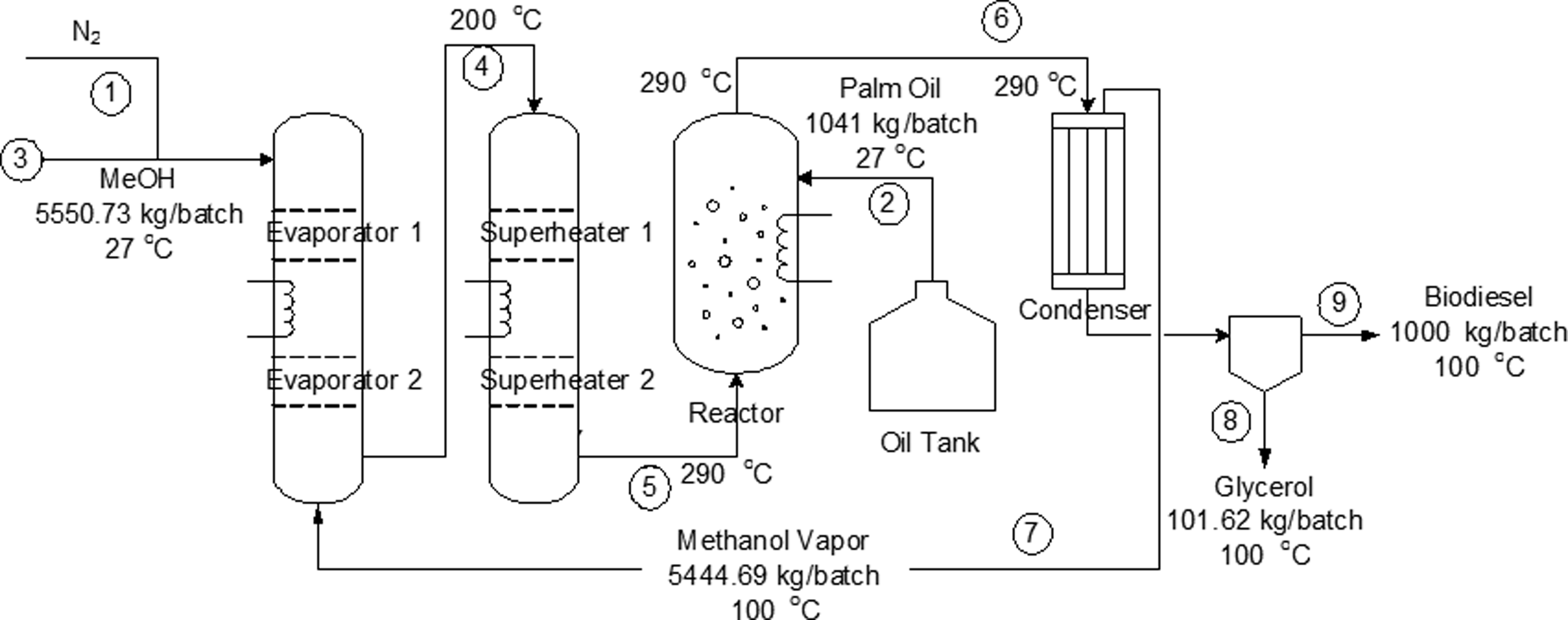
Superheated methanol vapor (SMV) process to produce biodiesel from CPO.
Joelianingsih (2008) developed and tested a laboratory-scale continuous-flow BCR system for biodiesel production from refined palm oil by noncatalytic SMV transesterification and performed the scaling-up of the SMV process from a laboratory scale to the industrial scale, with the capacity of 1 ton biodiesel per hour, using HYSYS software. Sigalingging (2008) performed the energy and exergy analyses on CPO biodiesel production by catalytic and SMV methods. Furqon (2011) addresses heat recirculation in the SMV process by replacing the condenser with the counter flow heat exchanger. Sekiguchi (2012) performed a noncatalytic reaction process in a demonstration plant of the SMV method with the production scale of 400 L biodiesel/day.
Impact assessment
Activities carried out in this stage were to analyze and quantify the environmental burden in association with the mass and energy flow in the biodiesel production process. The impact assessment was based on the inventory data generated by using MiLCA. For the ease of presentation, the simulation results were exported to Excel.
Environmental impacts were limited to the GHG emission, acidification, eutrophication, and energy consumption during the biodiesel production processes. GHG emission is the most widely discussed as environmental impact of biodiesel production and utilization. The characterization factor for predicting the GHG emission followed the greenhouse effect of 100-year time horizon. Acidification and eutrophication are also included in the impact assessment since they are also important environmental impacts asserted by production and utilization of biodiesel. Energy consumption is included since the difference between SMV and catalytic method is mainly characterized by the process temperature, which directly influences the energy consumption.
Sensitivity analysis
Sensitivity analysis is a systematic evaluation process for describing the effect of variations of inputs to a system on the output. On the basis of sensitivity analysis, one can suggest steps to improve the technology/process involved (Singh et al., 2010).
LCA depends on data availability and reliability. Therefore, it requires the sensitivity analysis to identify the effect of data variability, uncertainty, and the deficiencies in final results, which leads to determination of reliability. The analysis was conducted to display the GHG emission sensitivity of biodiesel production with the catalytic method in scenario 1. The GHG emission sensitivity analysis was performed by tornado diagrams, which illustrate the change in output parameter values for equal levels of change in input parameters.
Results and Discussion
Environmental impact assessment
Environmental impact assessments associated to the production of 1 kg biodiesel from palm oil are shown in Table 4. The difference of the environmental impact result between the catalytic and SMW methods occurred only at the biodiesel plant, since the CPO passed through the same treatment before entering the biodiesel plant and both processes use the same raw material with nearly the same amount.
GHG, greenhouse gas.
GHG emission
Figure 4 shows the comparison of each scenario's impact on GHG emission generation. In scenario 1 of the catalytic transesterification process, the palm oil mill stage presented the highest GHG emission among other stages. The main contribution was from methane release from open digesting tanks of POME treatment. However, in the SMV process, the biodiesel plant stage contributed the highest GHG emission among other stages due to high requirement of energy to provide high temperature in the transesterification process. In scenario 2, when palm oil mills have implemented the methane capture system and biodiesel plants have utilized the biomass waste as the energy source, the oil palm plantation stage contributed the highest GHG emission for both catalytic and SMV methods. The main contributions were from the utilization of fertilizers, herbicides, and pesticides.
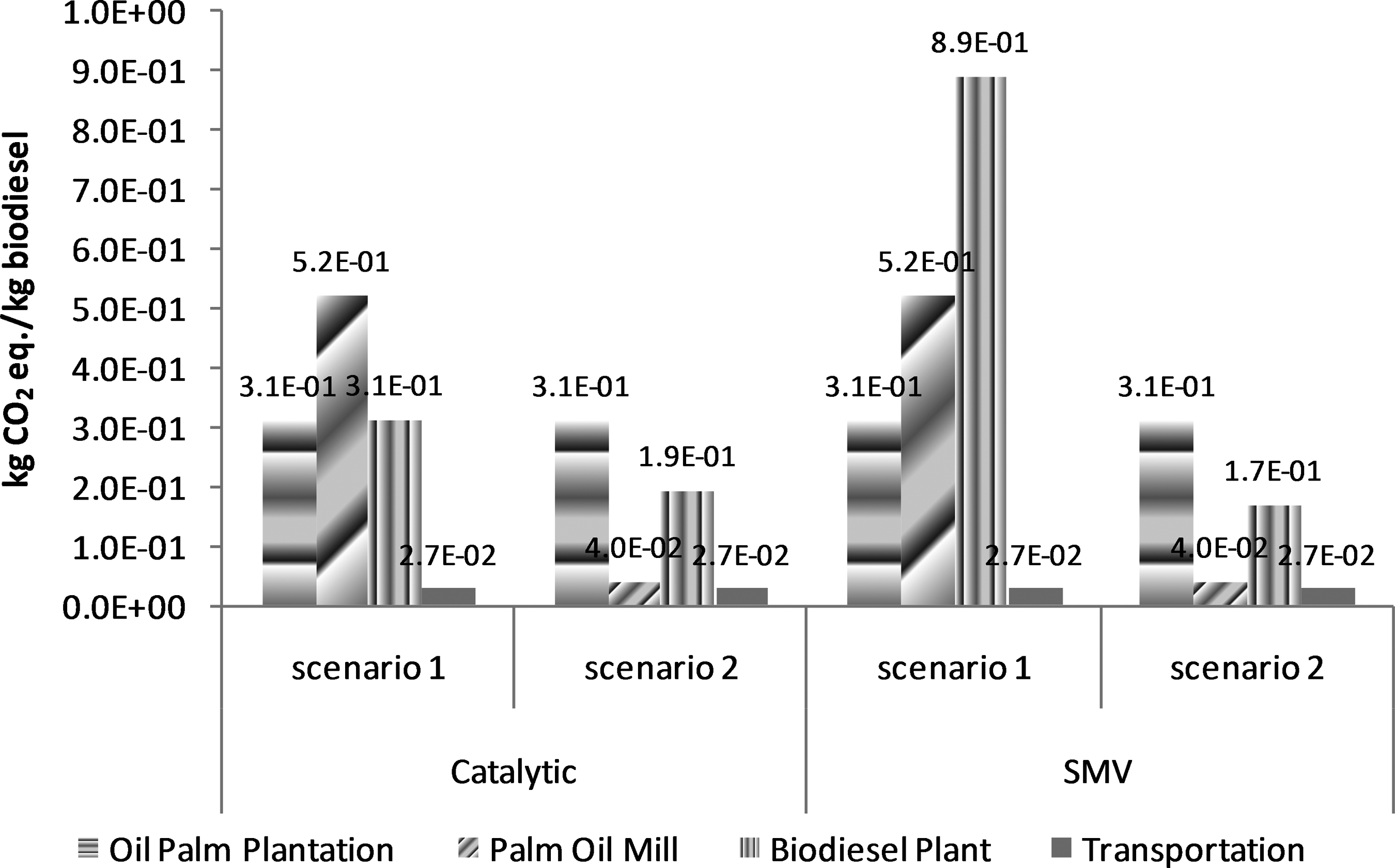
Process contribution of each scenario to greenhouse gas (GHG) emission.
Acidification
Figure 5 shows that in scenario 1, biodiesel production at the biodiesel stage in the SMV method contributed the highest acidification effect. The contribution was mainly from the IDO combustion to generate power and steam in the transesterification process. The acidification effect reduced with the biomass substitution to IDO (scenario 2). Most of the palm oil mills in Indonesia have utilized the biomass waste as the energy source; therefore, contribution to the acidification effect is expectedly low.
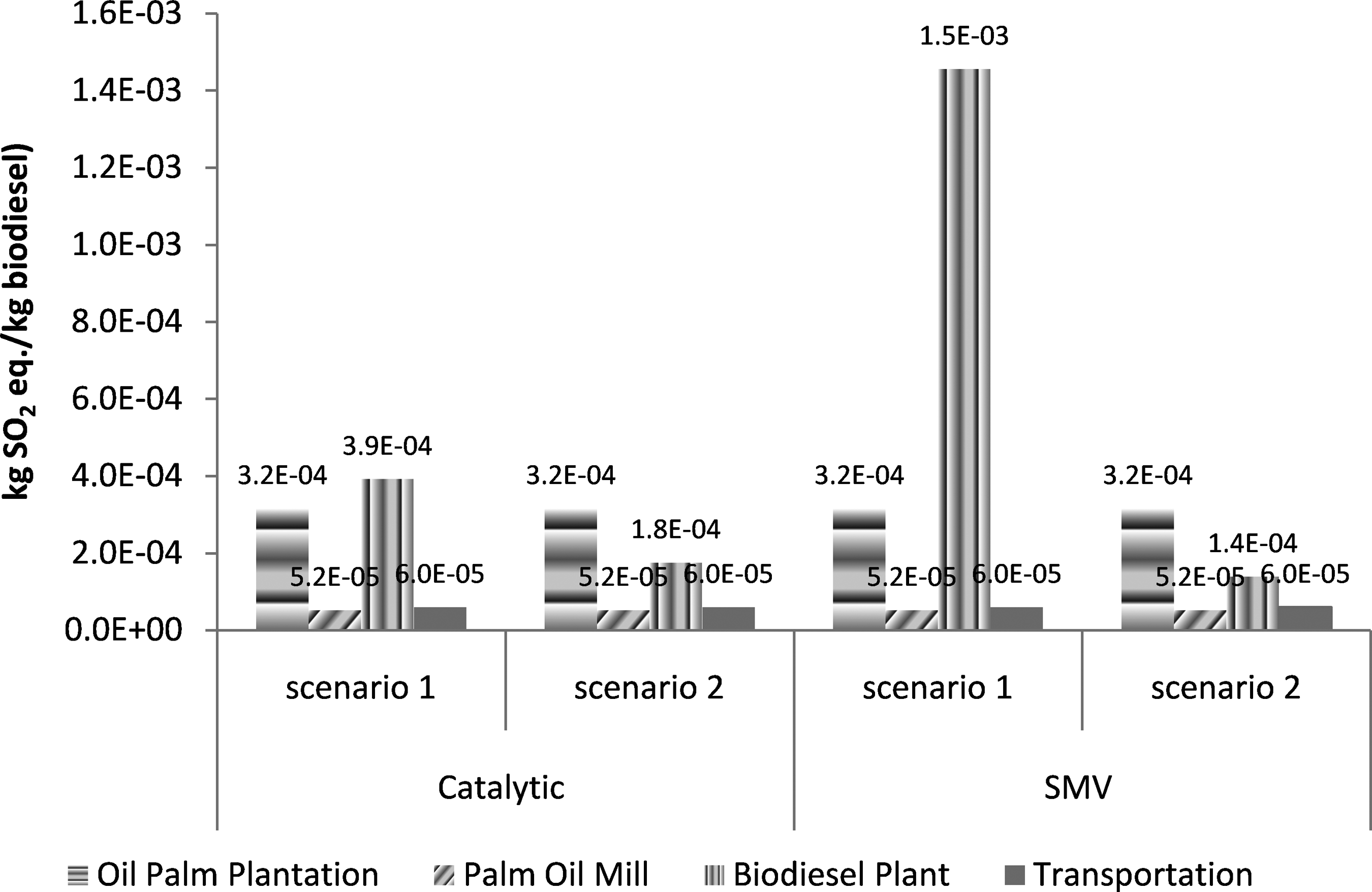
Contribution of each scenario to acidification.
The electricity consumption also contributed to the acidification effect. The Indonesian grid electricity is generated from a mix of hydro, geothermal, coal, petroleum, and natural gas. The electricity productions from coal, petroleum, and natural gas have high impacts on acidification.
Eutrophication
The eutrophication of each scenario is presented in Fig. 6. The substances in this impact category are mainly substances that contain nitrogen and phosphate. The nitrate emissions from leachate contribute to eutrophicaton (Goedkoop, 1995). Therefore, oil palm plantations contributed the highest eutrophication effect due to the utilization of chemical fertilizers.

Contribution of each scenario to the eutrophication process.
Table 5 shows that the SMV method contributed a higher GHG emission and acidification when biodiesel plants utilized fossil fuel as an energy source due to the large amount of fossil fuel during the transesterification process (scenario 1). Nevertheless, the result of the GHG emission by the SMV method corresponded to a 46% reduction in comparison with that of diesel production, 3.26 kg CO2/kg product. Sekiguchi et al. (2012) also stated that biodiesel production with the SMV method could reduce 45% of the GHG emission over the conventional diesel production. Starting 2017, the EU sustainability standard requires a 50% reduction. The GHG savings of biodiesel production by the catalytic method over diesel fuel was 64%. It means that CPO-based biodiesel is a sustainable fuel and more environmentally friendly compared with diesel fuel.
SMV, superheated methanol vapor.
The substitution of energy source by biomass waste (scenario 2) reduced the environmental impact both for catalytic and SMV transesterification methods. This energy source substitution made the SMV method to contribute almost equal environmental impact than the catalytic method. The implementation of the methane capture system in palm oil mills also gave a big influence to the environmental impact. Irvan et al. (2012) reported that the methane concentration in biogas from digestion of POME in PTPN II Sumatera Utara Indonesia was ∼65%. Yacob et al. (2005) reported that 5.5 kg of methane will be emitted from every ton of POME. Therefore, the methane capture system can achieve substantial GHG reduction, which can be seen in Fig.4 and Table 5. The implementation of the methane capture system could reduce the GHG emission in the palm oil mill stage significantly.
The GHG emissions of biodiesel production by different scenarios compared with the conventional alkali-catalytic process is presented in Table 4. The GHG savings over catalytic process ranges from −49.6% to 53.2%. The negative sign of GHG savings was generated from the production of CPO biodiesel by the SMV method under scenario 1. It means that the application of the SMV method in biodiesel production can cause the increasing of GHG emission. The implementation of methane capture in palm oil mills still gave a negative sign of GHG savings over the catalytic method in scenario 1, if the biodiesel production was conducted in the SMV method. The reduction of GHG emissions in the SMV method was performed by the substitution of fossil fuel with biomass waste in the biodiesel plant. The highest GHG savings were performed with the combination of methane capture implementation in the palm oil mill stage and biomass utilization in the biodiesel plant stage both for catalytic and SMV methods, with ∼50% of GHG saving over the catalytic process in scenario 1.
Energy consumption
The total energy consumption is shown in Fig. 7. The utilization of energy resources in the biodiesel plant was the most influential on the results. The SMV method consumed higher nonrenewable energy than the catalytic method when the biodiesel plant utilized fossil fuel as an energy source for increasing the temperature (scenario 1). The process temperature for SMV is 290°C, while that for the catalytic method is 60°C. However, as in scenario 2, when biomass wastes are used to substitute fossil fuel for increasing the temperature, the energy consumption of the SMV method was decreased to almost equal to the catalytic method.

Energy consumption of palm oil biodiesel process.
Heat supply in the SMV method of noncatalytic process is very important since it requires a high-temperature process. Accordingly, utilization of biomass waste for heat supply in the SMV method is recommended to significantly reduce the energy consumption. Utilization of biomass waste as an energy source can be regarded as internal flow of energy, and reduces energy input to the system. Reduction of energy consumption for the catalytic method also occurred when biomass waste was applied, even though not as significant as for the SMV method, since the catalytic transesterification process did not require high temperatures.
To overcome the high energy consumption in the SMV method, Joelianingsih (2008) proposed the substitution of the evaporator, super-heater, and condenser function in the SMV process by a number of four heat exchangers. The heat balance of the biodiesel production process was determined using HYSYS software. The simulation result showed that heat recirculation by heat exchangers could reduce about 55% of energy consumption in biodiesel production with the SMV method. Furqon (2011) performed heat recirculation in the SMV process. The results presented that heat recovery in the SMV process could increase the energy ratio in biodiesel production by noncatalytic SMV methods from 0.84 up to 1.02.
Sensitivity analysis
The tornado diagram was created to display the sensitivity of GHG emission in this study. The tornado diagram demonstrates that the parameters with the largest bars are the most influential.
Figure 8 presents eight parameters that gave the highest influence to the GHG emission. It demonstrates that a change in diesel consumption during the biodiesel production will be the most significant contribution to the GHG emission followed by the application of urea and kieserite fertilizers in oil palm plantations. A change in triple superphosphate (TSP) application and electricity consumption is also influential, but not as critically as the diesel consumption and the application of urea and kieserite fertilizers.

Sensitivity of GHG emissions.
Conclusions
Life cycle assessment has been performed to determine the environmental impact of catalytic and noncatalytic SMV methods on CPO-based biodiesel production. It was found that the SMV method contributed the highest environmental impact (GHG emission and acidification effect) in palm oil mills that had not implemented the methane capture system and biodiesel plants still used IDO for boiler fuel (scenario 1). The GHG emission and acidification were 1.7 kg CO2 eq./kg biodiesel and 1.9×10−3 kg SO2 eq./kg biodiesel, respectively. The SMV method in scenario 1 also consumed the largest amount of energy due to the high process temperature. The utilization of biomass waste as a substitute of fossil fuel reduced the environmental impact and energy consumption of the SMV method (scenario 2). The heat recirculation in the SMV process also can reduce the total energy consumption of biodiesel production. The SMV method can be made feasible, from the environmental and energy point of view, by the utilization of biomass waste along its production line and the implementation of heat recirculation in the transesterification process.
Footnotes
Acknowledgments
The authors are grateful for the financial support of JSPS-DGHE Bilateral Joint Research Project and the Directorate General of Higher Education of the Ministry of Education and Culture of Indonesia under Competence Grant Year ![]() . The authors also thank the Indonesian Agency for Agricultural Research and Development, Ministry of Agriculture of Indonesia.
. The authors also thank the Indonesian Agency for Agricultural Research and Development, Ministry of Agriculture of Indonesia.
Author Disclosure Statement
No competing financial interests exist.