
Abstract
Abstract
The effect of ethanol (EtOH) concentration and air-gap distance on the gas separation performance of cellulose acetate (CA) membrane was studied. CA asymmetric hollow-fiber membranes were prepared through a dry/wet spinning process using nonsolvent-induced phase separation from dope solutions containing N-methyl-2-pyrrolidone (NMP), tetrahydrofuran (THF), and EtOH, which were then coated with polydimethylsiloxane. CA hollow-fiber membranes made from C2 dope composition (62 wt% NMP, 23 wt% CA, 10 wt% THF, and 5 wt% EtOH) and air-gap distance of 15 cm exhibited excellent separation properties for CO2 and CH4: 12.9 GPU CO2 permeance and 43.8 CO2/CH4 selectivity. Results indicated that the air-gap distance and ratio of THF/EtOH in the dope solution play an important role in the spinning process and production of a well-organized skin for CA asymmetric hollow-fiber membranes, which are known to affect the CO2/CH4 separation performance. To verify the separation performance of the prepared membranes, an extensive membrane separation test was conducted using a binary gas (CO2/CH4 60:40). It was demonstrated that methane with purity higher than 97% was recovered at a 77% recovery efficiency in a single-stage permeation.
Introduction
G
Most research on membranes in the CO2/CH4 gas separation process is based on polyamide (Sadrzadeh et al., 2009; Chenar Pourafshari, et al., 2006; Clausi and Koros, 2000) and cellulose acetate (CA) (Hao and Wang, 1998). The study on 6FDA-polyimide membranes for gas separation showed high CO2/CH4 selectivity, but uncross-linked material exhibited a decrease in selectivity with increasing pressure due to the occurrence of plasticization.
CA membranes have also been broadly applied in the treatment of natural gas owing to its cost-effectiveness and stability (Hao and Wang, 1998), but plasticized under operating conditions leading to αCO2/CH4 = 12–15 (Visser et al., 2005). As such, there is always a trade-off between permeance and selectivity.
CA membranes are usually either a flat sheet or a hollow fiber. For gas separation, hollow-fiber membranes are the most widely used because they have a large membrane area to unit volume ratio, high productivity (Qin et al., 2003; Kong and Li, 2001), and high flexibility during operation. In other studies, the performance of asymmetric hollow-fiber membranes for gas separation was investigated (Chung et al., 1992), and polyetherimide asymmetric hollow-fiber membranes were designed for application to gas separation (Wang et al., 1998). The polyetherimide membranes were synthesized by using N-methyl-2-pyrrolidone (NMP) as a solvent and ethanol (EtOH) as a nonsolvent additive at polymer concentrations of 30 and 25 wt%, respectively. Meanwhile, the effect of liquid–liquid demixing on the membrane morphology, gas permeation, and thermal and mechanical properties of CA hollow fibers is reported by Shieh and Chung (1998).
However, CA hollow-fiber membranes require internal and external coagulants for polymer gelation and have more controlling factors than flat sheet membranes (e.g., solvent/nonsolvent systems, polymer concentrations, doping additives, and air-gap distance) (Khayet, 2003). Along with the investigations of membrane formations, the effects of air-gap distance and dope composition on hollow-fiber membranes have also been studied. Chung and Hu (1997) reported a decrease in the permeance of hollow-fiber membranes as the air-gap distance increases from 0 to 14.4 cm. They explained that an increase in the air-gap distance results in a significant decrease in the permeation of the membrane due to greater orientation and tighter molecular packing. After that, Qin et al. (2001) studied the effect of shear-induced orientation coupled with the air-gap distance during hollow-fiber formation. They found that the molecular orientation induced at the outer surface of a nascent fiber by shear stress within the spinneret might relax in the air gap before solidification.
The dope composition could also affect the development of hollow-fiber membranes due to the development of a dense skin layer that affects the permeability and selectivity of gases. For example, polysulfone hollow-fiber membranes were manufactured from solvent mixtures of NMP/formamide, NMP/acetic acid, NMP/propionic acid, NMP/butyric acid, and NMP/isobutyric acid (Fritzsche et al., 1990). In contrast, Khulbe et al. (1997) fabricated dense homogeneous and asymmetric membranes using different solvents; they reported that the membrane selectivity decreased depending on the surface roughness.
The objective of this study is to investigate hollow-fiber membranes for gas separation by varying the dope solution compositions and air-gap distances. CA asymmetric hollow-fiber membranes were prepared using CA, NMP, EtOH, and tetrahydrofuran (THF) as a quaternary system. By adjusting the conditions of the spinning dope (Table 1), hollow-fiber membranes were produced. In addition, the separation performances were simulated using a laboratory-scale membrane gas separation process consisting of a prepared hollow-fiber membrane module operating with a CH4/CO2 binary gas. The separation performances were then evaluated in terms of the purity and recovery efficiency of CH4 and CO2.
CA, cellulose acetate.
Experiment
Material selection
CA was supplied by Eastman and used as it was without any further purification. The preparation of dope solution was based on the multicomponent dope (polymer/solvent/nonsolvent).
Polydimethylsiloxane (PDMS, Sylgard 184; Dow Corning) was used as the dip-coated polymer solution. The dope solutions, NMP, EtOH, and THF, were supplied by the Samjeon Chemicals and used without any further purification.
Fabrication of asymmetric CA hollow-fiber membrane
Asymmetric CA hollow-fiber membranes were prepared through a dry/wet spinning process using a nonsolvent-induced phase separation method. CA dope solutions (23–25 wt%) in NMP, EtOH, and THF were prepared at 50°C for 24 h. After the formation of a homogenous solution, the solutions were degassed for 1 day at 50°C before spinning; asymmetric hollow-fiber membranes were then prepared. A schematic diagram of the hollow-fiber spinning apparatus is shown in Fig. 1; dip coating was applied to decrease the defects on the surface. The air gap is defined as the height between spinneret and the external coagulation bath. After that, PDMS was dissolved in a 5 wt% n-hexane solution and the membrane was manufactured as a coating on the CA layer. PDMS was dip coated onto the CA hollow-fiber membrane surface and dried at room temperature for 24 h. Detailed spinning conditions for the CA membranes are described in Table 1.
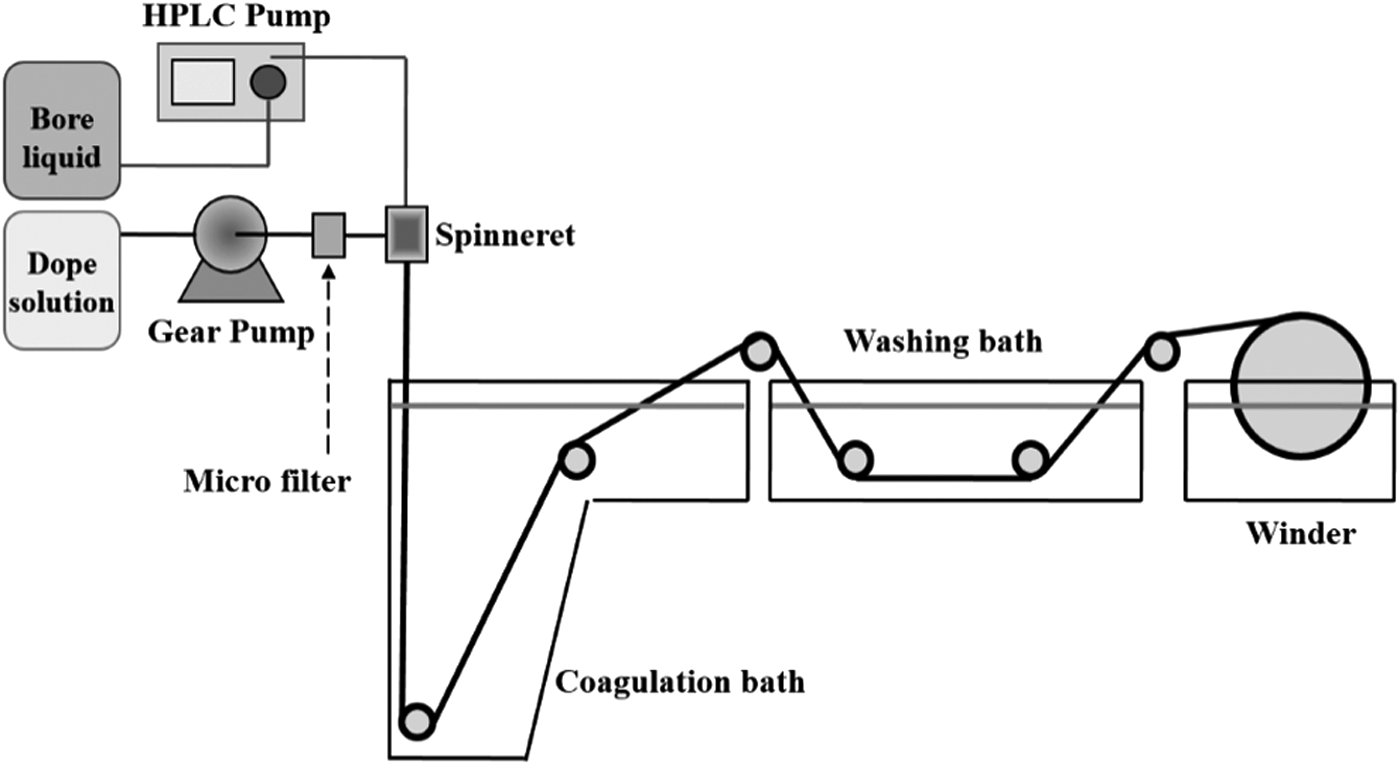
Schematic diagram of hollow-fiber spinning apparatus.
Membrane characterization
The morphology of the hollow-fiber membranes was verified using scanning electron microscopy (FE-SEM, S-4700; Hitachi). Thermogravimetry (SDT Q600; TA Instruments) was then used to investigate the thermal stability, and tensile stress and tensile strain were obtained using a commercial materials tester (E3000; Instron).
Gas permeation experiment
Asymmetric CA hollow-fiber membranes were tested in a laboratory-scale membrane gas separation system (Fig. 2). The system consists of a gas cylinder, regulator, thermostat (heat exchanger and circulator), pressure and flow meters, membrane module, and a control valve. The module for the gas separation tests consists of 950 fibers having an effective area of around 0.18 m2, each being 20 cm long. The effective area was calculated based on the effective area equation (Park et al., 2015). The flow and purity were measured using bubble flow meters (Gilian Gilibrator 2; Gilian) and a gas chromatograph (GC) equipped with a thermal conductivity detector (Micro-GC, Agilent 490; Agilent Technologies), respectively.
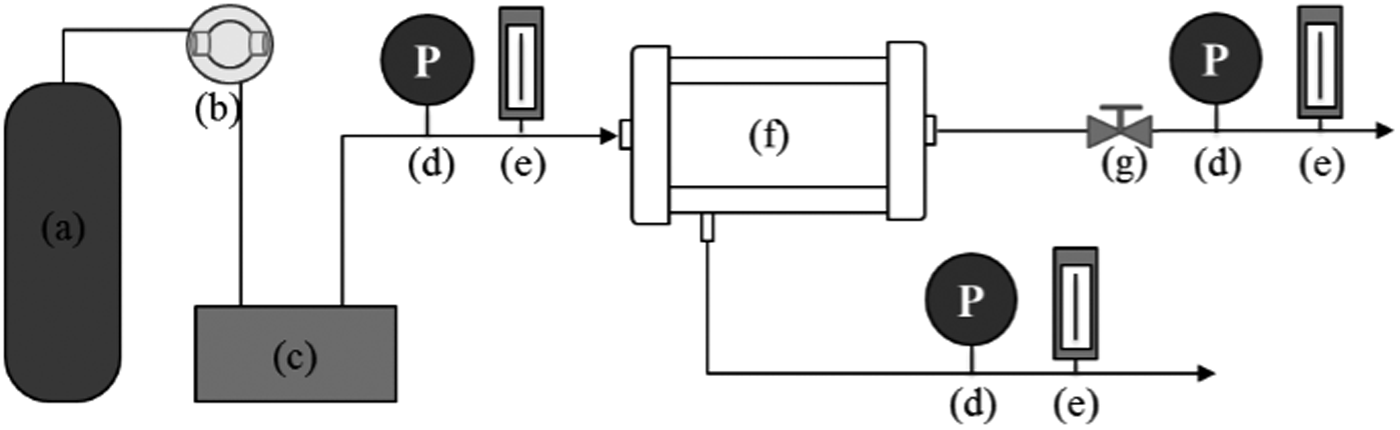
Schematic diagram of membrane gas separation system for modifying module configurations:
To compare the performances of the prepared membranes, a permeation test using pure gas was implemented. All gases used in this work had a purity of 99.99%, and tests were performed at room temperature and a pressure of 3 bar. Permeance and selectivity were chosen to characterize the permeance performance of pure gas for the selected membrane modules. The ideal selectivity of a membrane αA,B is defined as the pure gas ratio of gas A to gas B (pressure-normalized permeation rate) as
where P denotes the permeability of the separating layer (Barrer) and L denotes the thickness of the apparent dense-selective layer (cm). The permeance value is given in GPU, with 1 GPU = 10−6 cm3 (STP)/[cm2·s·cmHg] (Widjojo et al., 2007). To measure the ideal selectivity, the control valve of the retentate side was closed such that the feed stream flows to the permeate side only.
To identify the separation performances of the prepared membrane module, a binary gas permeation test was performed using the selected membrane module in a pure gas test. The binary gas used in this work was composed of 40% mole fractions of CO2 and CH4 as a balance. The CO2/CH4 mole fraction was selected in consideration of the composition of the raw biogas. In this study, operating conditions such as the temperature and pressure of the feed gas were fixed at 40°C and 0.7 MPa, respectively. All experiments were performed at various stage cuts (θ), since the stage cuts affect the separation performance, including the purity and recovery efficiencies. The stage cut was calculated using
where θ is the stage cut and QP and QR are shorthand notations for QPermeate gas and QRetentate gas, which are the total flows from the permeate and retentate gases, respectively.
Recovery efficiencies were estimated based on the total retentate or permeate gases using (Wang et al., 2014)
where
where
Results and Discussion
Morphology and stability study of hollow-fiber membranes
The ratio of spin dope (designated as C1) for the initial dope solution comprises 62 wt% NMP, 23 wt% CA, 12 wt% THF, and 3 wt% EtOH. THF is a standard high-volatility solvent, with NMP being less volatile due to its iteration with polymers and miscibility with water. EtOH was used as a nonsolvent in the spin dope.
Another dope solution C2 was formulated by changing the solvent ratio from the initial dope solution C1. Specifically, C2 was spun with 62 wt% NMP, 23 wt% CA, 10 wt% THF, and 5 wt% EtOH. The intention behind altering the THF/EtOH ratio (C1:4 and C2:2) by increasing the amount of EtOH was to study its role in the formation of membranes based on the coagulation rate.
From spin dope C2, another dope solution C3 was formulated by changing the polymer concentration. Specifically, C3 consists of 25 wt% CA, 60 wt% NMP, 10 wt% THF, and 5 wt% EtOH (Table 2).
EtOH, ethanol; THF, tetrahydrofuran.
To determine a proper air-gap distance, spin dopes C1, C2, and C3 were spun with different air-gap distances (10, 15, and 20 cm). The pure gas permeation test results are shown in Table 2, which were obtained from a module consisting of 950 fibers having an effective area of 0.18 m2.
SEM images of C1, C2, and C3 are shown in Fig. 3. The inner wall structures of the hollow-fiber membrane are seen from all images. C1 shows cavities in the outer wall, in which bigger cavities were formed slightly. By changing the THF/EtOH ratio from 4 to 2, the cavities in the outer wall almost disappeared, after which a denser skin was observed.
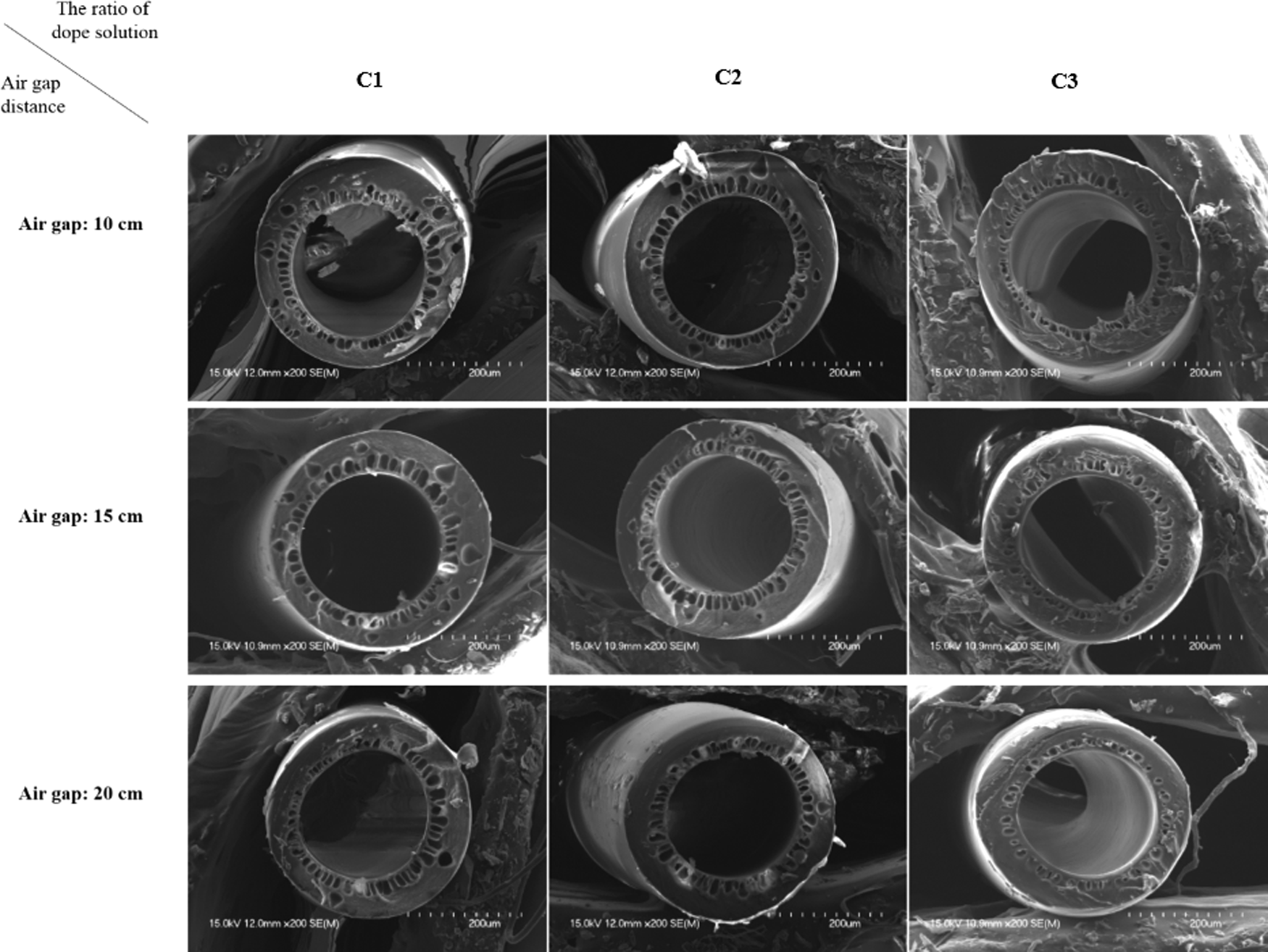
Scanning electron microscopy images of asymmetric cellulose acetate hollow-fiber membranes.
The inner diameter and outer diameter (o.d.) of membranes are also shown in Fig. 3. The inner diameter and o.d. of hollow-fiber membranes were measured from the SEM images. Inner diameter of all membranes (C1, C2, and C3) showed similar distance at 227 μm. In the case of C1, the o.d. was decreased from 372.4 to 341.2 μm with increasing air-gap distance. In the case of C2 and C3, the o.d. was also observed to decrease from 372.4 to 345.0 μm and from 385.7 to 332.5 μm, respectively. It reveals that o.d. of the hollow-fiber membrane significantly decreases with increasing air-gap distance, most likely due to higher elongation of a nascent fiber in an increased air gap (Qin et al., 2003).
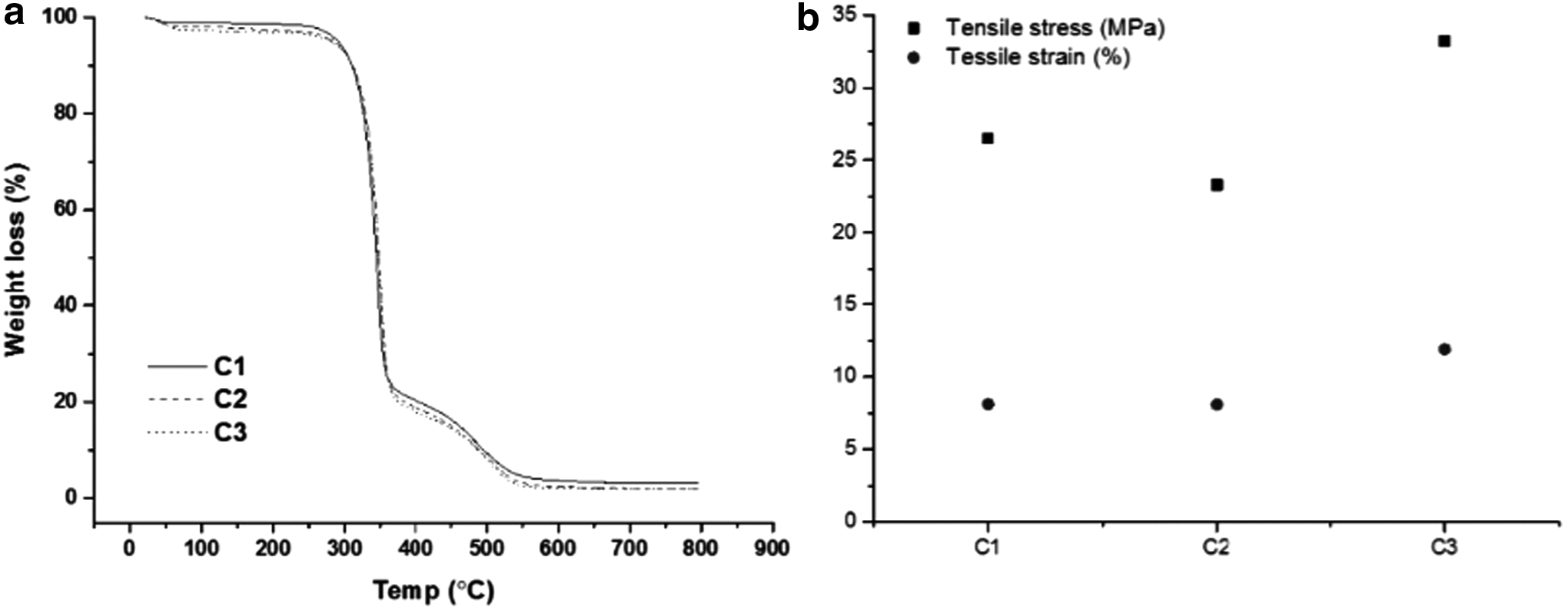
Fig. 4a shows the thermogravimetric analysis (TGA) of membranes prepared by C1, C2, and C3 (air-gap distance: 15 cm). The TGA curves exhibit the same weight loss region as membranes prepared using the same polymer. In general, the degradation of all membranes followed three degradation steps. The first step, at a temperature range below 280°C, is due to residual absorbed water. The second stage at 300–400°C is due to the thermal degradation of CA membranes. Finally, the third step from 450°C indicates the carbonization of the degraded products to ash (Chatterjee and Conrad, 1968).
TGA analysis
Fig. 4b exhibits the tensile stress and tensile strain membranes prepared using C1, C2, and C3 (air-gap distance: 15 cm). There were no distinguishable differences between the fibers spun from dope C1 and dope C2, which have a different THF/EtOH ratio. However, the increase of CA was seen to improve the molecular chain orientation, thereby resulting in greater strength.
Pure gas permeation
Table 2 and Figs. 5 and 6 present the gas separation performance of CA hollow fibers. The gas permeance for CO2, O2, N2, and CH4 and the selectivity for O2/N2, CO2/N2, and CO2/CH4 were determined at 25°C and 3 bar for CA hollow fibers according to various dope compositions and air-gap distances. The results are presented in Table 2. The gas permeance of CO2 was 5–62 GPU, and the permeances of CH4, O2, and N2 were 0.1–84.5, 0.8–57, and 0.1–60 GPU, respectively.
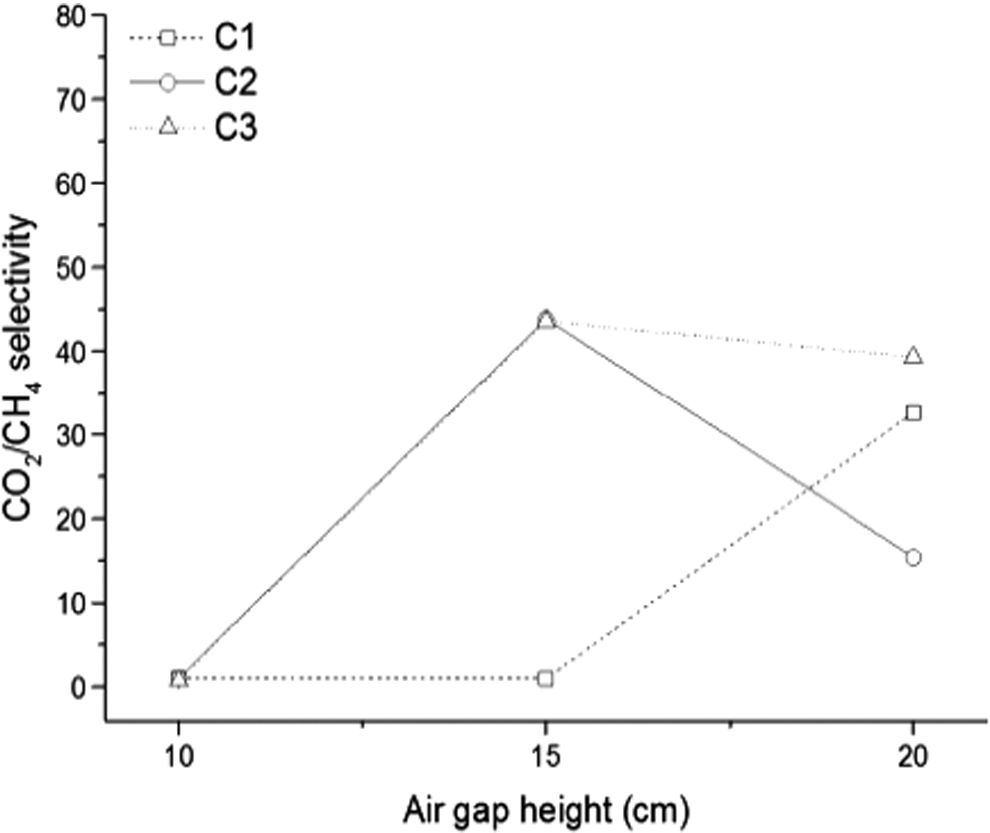
Effect of air-gap distance on CO2/CH4 selectivity for hollow fibers spun from spin dopes C1, C2, and C3.

Effect of air-gap distance on CO2 permeance for hollow fibers spun from spin dopes C1, C2, and C3.
Figs. 5 and 6 show the CO2/CH4 selectivity and gas permeance for CO2, respectively, which were plotted as a function of the air-gap distance. An increase of the air-gap distance results in the decrease of CO2 and CH4 permeances. For hollow fibers spun from spin dope C2, the values of CO2 and CH4 permeances are 12.9 and 0.2 GPU, respectively, which correspond to the CO2/CH4 selectivity of around 43.8 as the air-gap distance was increased from 10 to 15 cm. For hollow fibers spun from spin dope C3, the values of CO2 and CH4 permeances are 6.7 and 0.1 GPU, respectively, which correspond to the CO2/CH4 selectivity of around 43.6 as the air-gap distance was increased from 10 to 15 cm. This may be attributed to elongational stress by gravity, which has two opposite effects on membrane performance: (1) a higher elongational stress tends to create porosity and (2) medium stress tends to reduce free volume/or porosity and induce molecular orientation (Chung and Hu, 1997). We observed higher selectivity and lower permeance value as the air-gap distance increases. This observed tendency is governed by greater orientation and tighter molecular packing, which give fewer defects in the skin.
It needs to be noted, however, that the selectivity for CO2/CH4 decreased from spin dope C2 and C3 (air-gap distance: 20 cm). Membranes (C2, C3) spun from air-gap distances of <10 cm. Especially, the air-gap distances in the range of 20–30 cm showed very poor selectivity. This observation is in line with the previous report by Wang et al. (1998). What they found are as follows: (1) membranes spun from air-gap distances of 20–30 cm showed very poor selectivity, (2) membranes spun from air-gap distances of 10 and 15 cm exhibited higher selectivity values, and (3) the selectivity of membranes spun from lower air-gap distances (<10 cm) was significantly reduced. As it was explained by them and also by many others, this may be due to the membrane formation process, as embryonic hollow fibers pass through an air gap, which is rather complicated and may differ according to different membrane forming systems.
In addition, as shown in Fig. 5, the dope composition affected the gas separation performance of the membranes. As observed in the figure, the CO2/CH4 selectivity increases as the THF/EtOH ratio decreases. The decrease in the THF/EtOH ratio as the EtOH content is increased in the spin dopes results in a decrease in the precipitation rate, which affects membrane skin formation. The presence of EtOH as a nonsolvent additive in the coagulation bath reduces the precipitation rate in the phase inversion process, which supports the previous study by Bottino et al. (1991) in which the membrane permeability was found to decrease with an increase in the EtOH concentration. In other words, nonsolvents can exchange the phase separation behavior during the phase inversion process and can affect the coagulation process from the sol to gel state. The results from the study explained that the CO2/CH4 selectivity increases as the THF/EtOH ratio decreases due to the effective porosity of the resulting membranes.
Thus, the CA hollow-fiber membranes prepared from the C2 dope composition at an air-gap distance of 15 cm showed excellent separation performance for CO2 and CH4: 12.9 GPU CO2 permeance and 43.8 CO2/CH4 selectivity.
Mixed gas permeation
Fig. 7 shows the binary gas separation pertaining to CO2 and CO4 purity and recovery for hollow fibers spun from dope C2 (air-gap distance: 15 cm) as a function of stage cut, respectively. The results were driven at 7 bar due to plasticization by CO2. Scholes et al. (2010) reported that CO2 plasticization of the membrane occurring at ∼10 bar induced an increase in permeability, but a decrease in the selectivity. Deng and Hägg (2010) studied CO2 plasticization and relationship of the gas permeance and membrane area. These are the rationale behind the selection of 7 bar as the optimum pressure because there is no known risk for performance deterioration by plasticization.
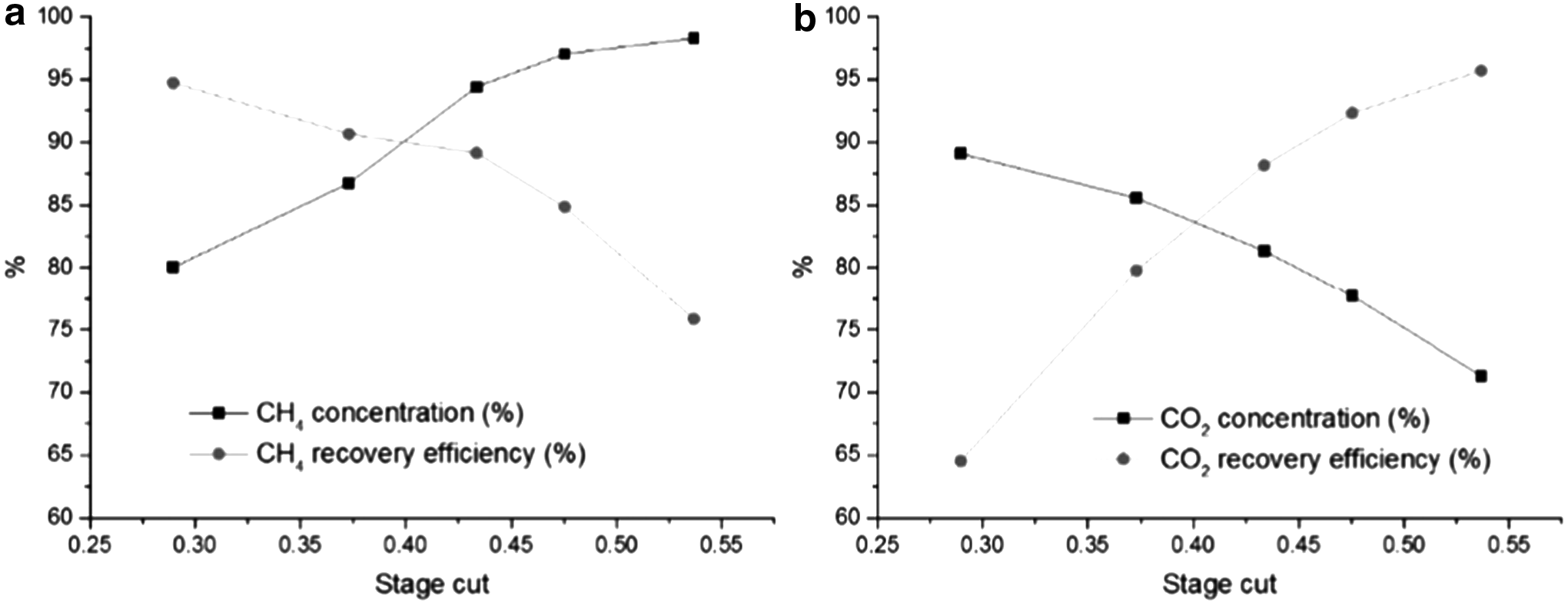
Separation performances of single-stage permeation:
CH4 purity was higher than 97% with a CH4 recovery efficiency lower than 84% at a stage cut higher than 0.48. The “compromise” point occurred when the stage cut reached 0.4, at which the recovery rate and purity were 90% and 92%, respectively. The reverse trends of CO2 purity and recovery efficiency were observed due to the trade-off between higher CH4 purity and lower CO2 purity. There was also a trade-off between CO2 and CH4 purity, as well as between purity and recovery efficiency. Both the CH4 purity and recovery efficiency, however, can improve at the same time. In general, both the purity and recovery efficiency of the recovered gas were improved by increasing the membrane selectivity, as the separation performances depend on the membrane selectivity (Adewole et al., 2013; Brunetti et al., 2014).
The prepared membrane module demonstrated good experimental performance, indicating the feasibility of the module configuration for scaling up hollow-fiber membrane gas separation processes. However, we admit that the single-stage permeation may not be sufficient for recovering high purity gas at a high recovery efficiency. In a future study, we will conduct mixed CO2/CH4 tests for hollow-fiber membranes under various module configurations.
Conclusion
Highly selective CA hollow-fiber membranes were successfully prepared for our study on its gas separation performance. As seen in Fig. 5, the hollow fibers spun from dope C2 (air-gap distance: 15 cm) showed high selectivity and modest CO2 permeance. The permeance values of O2, N2, CO2, and CH4 for hollow fibers spun from dope C2 were 1.801, 0.332, 12.906, and 0.294 GPU, respectively, and the selectivity of CO2/CH4 was about 43.8. We thus confirmed that the hollow-fiber membrane module prepared from our study could improve the performances of membrane gas separation processes in terms of CH4/CO2 separation, thereby facilitating to improve the biogas and natural gas processes.
Footnotes
Acknowledgment
This research was supported by the Korea Institute of Planning and Evaluation for Technology in Food, Agriculture, Forestry, and Fisheries (IPET) (project 312041–3).
Author Disclosure Statement
No competing financial interests exist.