
Abstract
Abstract
Artificial lightweight aggregate (LWA) is produced using water reservoir sediment, spent glass, and diatomaceous earth in various compositions and sintering temperatures between 1020°C and 1110°C. This study prepared aggregate samples whose physical properties included bloating index (BI), water absorption capacity (WAC), apparent density, and compressive strength. Results showed that the morphology of the external aggregated samples, the number of pores increased as the sintering temperature rose, while the water adsorption capacity decreased with the increasing sintering temperature. Apparent density generally decreased with an increasing fraction of waste glass (WG) because average particle size of the WG was larger than spent diatomaceous earth, and water reservoir sediment. Furthermore, LWA with lower apparent density corresponded to a higher BI. According to analysis results, formulations of water reservoir sediment 50%, WG 40%, and spent diatomaceous earth 10% and water reservoir sediment 40%, WG 40%, and spent diatomaceous earth 20% aggregated samples can be used to produce artificial LWA for use as structural concrete.
Introduction
L
Water reservoir sediment is the result of weathering, precipitated at the bottom of reservoirs, where it reduces reservoir capacity (Liao and Huang, 2012). According to a government report, the total amount of swept sediment in Taiwan from 2002 to 2009 was 32.98 million metric tons, an average of 14 million metric tons of sediment precipitate annually (Liao and Huang, 2011; Liao et al., 2013). Feasible methods for using water reservoir sediment with other recycled wastes to produce LWAs have been proposed. Liao and Huang (2011) used water reservoir sediment and added calcium oxide to produce LWAs at temperatures above 1200°C that met the European Union regulation EN-13055–1. Sediment samples from the harbor were mixed with reservoir sediment to prepare LWAs that met the standard on bulk density and water absorption capacity (WAC) (Wei et al., 2008). Chen et al. (2010) produced LWAs by mixing municipal solid waste (MSW), incineration fly ash, reaction ash, and reservoir sediment. They suggested that reservoir sediment could feasibly be used as a raw material for sintering LWAs, given the high content of glass-forming oxides and the low level of fluxing oxides. This study aimed to use different types of wastes, including water reservoir sediment, WG, and spent diatomaceous earth (SDE), to produce LWAs. The physical properties (bloating index, WAC, apparent density, and compressive strength), macrostructure of the aggregate samples at various formulas, and sintering temperatures were also discussed.
Materials and Methods
The sample of water reservoir sediment (WRS) was obtained from the Shihmen Reservoir, the third largest reservoir and artificial lake in Northern Taiwan. WG was collected from Da Fon Environmental Technology (Taichung, Taiwan) and SDE was obtained from the Uni-President Enterprises Corp. (Tainan, Taiwan). The samples were first dried in an oven at 100°C for at least 24 h and milled to pass through a No. 100 mesh before further characterization. The chemical compositions of the aggregate samples were determined by an X-ray fluorescence spectrometer (XRF, Rigaku RIX 2000).
The weight ratio of the water reservoir sediment, WG, and SDE was mixed at 14 levels, as shown in Table 1. After each formulation was thoroughly mixed, a controlled amount of water was added to the ground mixtures, which were then poured into a steel mold. Cylinders 2.5 cm in length were cut and rolled by means of a hand press until spherical pellets were obtained with approximate diameter of 13 mm. The green spherical pellets were placed in a 100°C oven for 3 h. The dried samples were sintered in an electrical furnace at the desired sintering temperatures. There are two distinct steps in the sintering of about 8 granules of each formulation. The first step is preheating in a temperature range from 25°C to 600°C to prevent the deterioration of the dried spherical pellets. The second step is isothermal heating at 1020°C, 1050°C, 1080°C, and 1110°C for 20 min each to achieve a viscous phase that can trap the generated gases. After sintering, the aggregate samples were ready for analysis.
WRS, water reservoir sediment; WG, waste glass; SDE, spent diatomaceous earth.
Loss on ignition (LOI) of WRS, WG, and SDE is calculated using the following% equation:
where WB and WA are the weight of the raw materials prior and after sintering, respectively. The materials were heated in an electrical furnace at 1000°C for 1 h. The bloating index (BI), WAC, apparent density, and compressive strength were determined to characterize the quality of the aggregate samples. The BI was measured in terms of volume ratio:
where VA is the volume of the sintered aggregate samples and VB is the volume of green pellets. The WAC was determined by measuring the weight difference of the oven-dried sample (at 100°C for 3 h) through immersion in water for 2 h:
where WW is the weight of the samples after being soaked in water for 2 h and WD is the weight of the dried samples. The apparent density is the ratio between the weight of the oven-dried sample (WD) and the volume that these samples occupy in water (WW). The compressive strength (S) of the aggregate samples was measured by a compression testing system (MTS), and calculated according to Hiramatsu and Oka (1966):
where Pc is the fracture load and X is the sample sphere diameter.
Results and Discussion
Characterization of raw materials
Particle size distribution of the raw materials is shown in Fig. 1. The particle size distribution (weight percentage) range of the raw materials was wide, with over 90% of the particles having a diameter below 105 μm and able to pass through an ASTM sieve #140. The results of the chemical analysis of the raw materials and the mixtures are shown in Table 2. Silicon dioxide and aluminum oxide are the main components of WRS and SDE, whereas silicon dioxide and calcium oxide are the main components of WG. The chemical components of the WRS, WG, and SDE, as well as the formulations in this study are plotted on the SiO2-Al2O3-fluxing elements diagram (Fig. 2). Since the chemical compositions of WG and SDE were not located within the bloating area of the ternary diagram produced by Riley (1951), only WG and SDE were used as the additives to adjust the formulation of the mixtures. All the formulations with a chemical composition located within the bloating area were expected to form a sufficient viscous phase to be able to trap a significant amount of gas and serve as good source materials for LWA manufacturing (Hung and Hwang, 2007). As shown in Table 2, the content of SiO2 (83.61%) in the SDE was higher than that of WRS (70.44%) or WG (71.36%), but the total fluxing constituents of the SDE were lower than those of WRS (11.82%) or WG (27.87%). Moreover, the LOI of SDE was the highest (23.8%), which was mainly attributed to the oxidation of the organic matter. The SDE played a crucial role in the pore formation by generating the gas that resulted from the dissociation of organic components, thereby leading to the formation of a sufficient viscous phase. According to the softening temperature test of WG, as shown in Fig. 3, WG melted at 850°C. The addition of WG increased the fluxing oxide content and simultaneously reduced the sintering temperature.
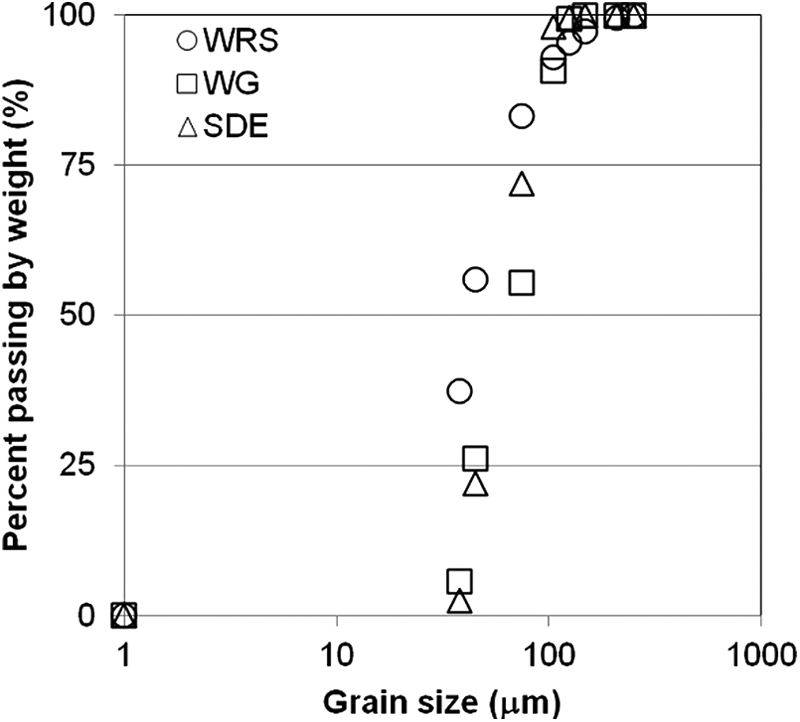
Size distribution of WRS, WG, and SDE. WRS, water reservoir sediment; WG, waste glass; SDE, spent diatomaceous earth.
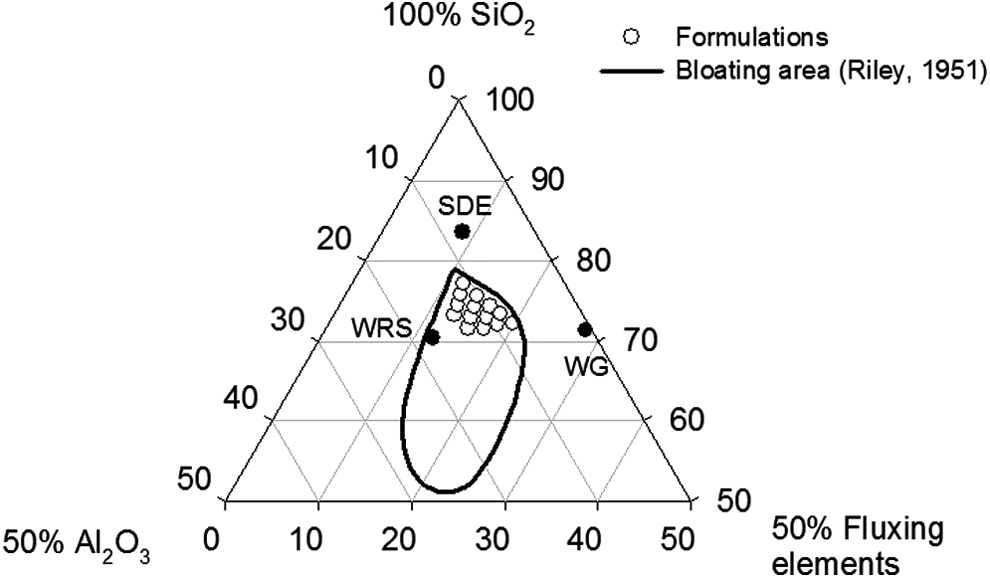
Representation of WRS, WG, SDE, and formulation compositions in Riley's (1951) ternary diagram.

Softening temperature test result of WG.
Loss on ignition of raw materials.
Flux: total fluxing constituents (Fe2O3 + CaO + MgO + Na2O + K2O).
Characterization of artificial LWAs
Morphology
External surface appearance of the aggregate samples at the desired sintering temperatures is shown in Fig. 4. The samples of formulations 1, 3, 6, and 10 at 1020°C were brick-red because of the oxidation of the ferric oxide. When the temperature was increased from 1020°C to 1100°C, the color of these samples (WG 10%) changed to orange. When the temperature was increased from 1020°C to 1100°C, the color of formulations 2, 4, 7, and 11 (WG 20%) changed to brown. When the WG content was about 30 ∼ 50% (formulations 5, 8, 9, 12, 13, and 14) and the temperature was increased from 1020°C to 1100°C, the color of the samples changed to gray. The color change was due to the changes in the oxidation state of iron; whereas a brick-red color indicates a high amount of Fe3+, a brown coloration points to a high amount of Fe2+, and gray signifies an intermediate oxidation state (Decleer and Viaene, 1993; Bernhardt et al., 2014). The number of pores increased as the sintering temperature increased, as shown in Fig. 5. The few pores in the brick-red area exhibited a general roundness in shape. The shape of the pores for the samples sintered at high temperatures did not remain round, and pore size increased as the temperature increased.

External surface appearance of aggregate samples at desired sintering temperatures:
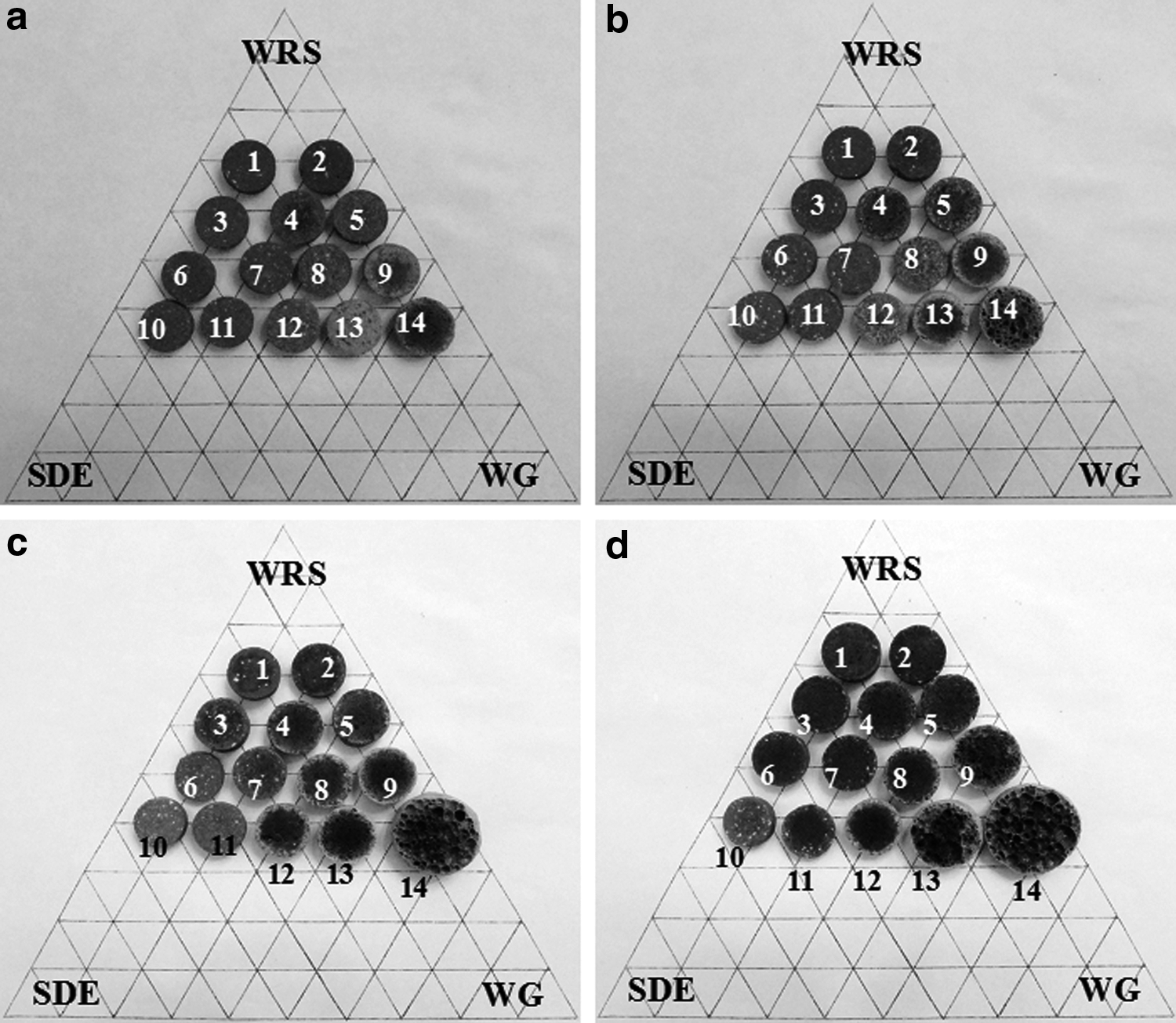
Cross-section of aggregate samples at desired sintering temperatures:
Bloating index
Formulations 9, 12, 13, and 14 generated small amounts of gases that were trapped by the viscous melt at a sintering temperature of 1020°C. The BI of these samples was positive (expansion), as shown in Fig. 6. However, in the F10 and F11 (high content of SDE) samples, the organic matter was burned completely, which caused the samples to shrink. With increased sintering temperature, formulations 1, 6, and 10 still exhibited shrinking because there was insufficient viscous melt (only 10% WG) to trap the gases. The WG contains 15.2% Na2O (Table 2), which can lead to reduction in sintering temperature, enhancement for the bloating effect, and energy saving (Wei et al., 2011; Tuan et al., 2013). Formulations 9, 13, and 14 had larger amounts of glassy phase (WG ≥40%) and higher fluxing elements; thus, a higher BI and more expansion are exhibited and displayed as in Fig. 6. The BI of F14 (the highest fluxing elements in Table 2) was the highest at the same sintering temperature since the sample's chemical components were located within the expandable region of the ternary diagram produced by Riley (1951), whereas the appropriate gas pressure–viscosity balance of the molten phase was produced during the sintering step (Yang et al., 2015).
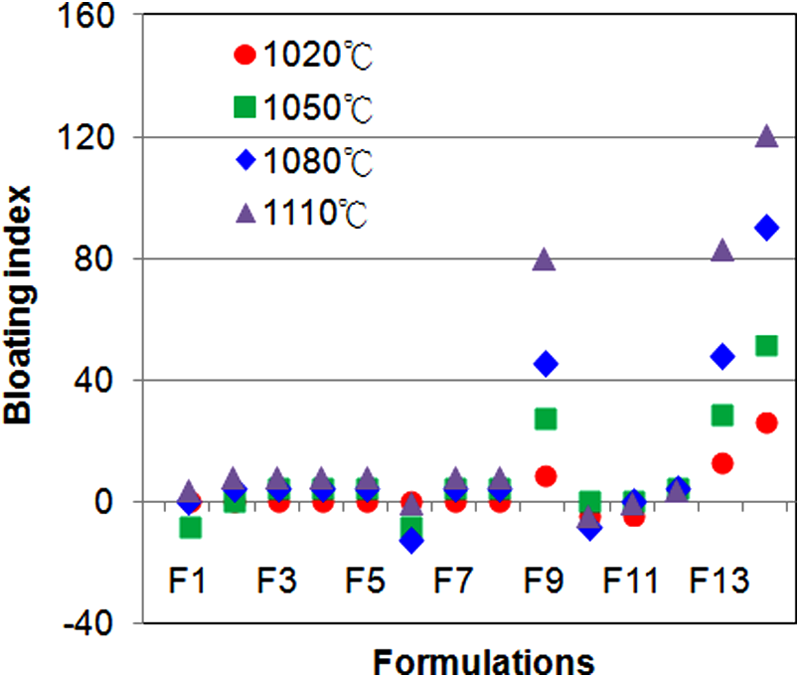
Bloating index of aggregate samples as a function of formulation.
Water absorption capacity
WAC of the aggregate samples for different formulations at the desired sintering temperature is shown in Fig. 7. Previous studies have indicated that the WAC should be as low as possible, making them susceptible to early age cracking (Cheeseman and Virdi, 2005; Kovler and Jensen, 2005; Yang et al., 2015). Since water adsorption of LWAs affects the setting time and hydration reaction of concrete, LWAs with low water adsorption are commonly used for concrete production (Bentz et al., 2005; Liao et al., 2013). The WAC decreased with increasing sintering temperature, indicating that the glassy phase flowed at a high sintering temperature and sealed open pores, thereby reducing the level of water adsorption (Liao and Huang, 2011). The WAC of F10 was the largest at the same sintering temperature, since the lack of WG decreased the fluxing oxides for the encapsulation of gases as a result of the dissociation of organic components of SDE (50%). The lowest WAC in sample F14 was due to sufficient WG (50%), providing the fluxing oxides for the encapsulation of gases, since the level of water adsorption mainly depends on the open pores of the samples. The low water absorption of the formulations (F9, F13, and F14) was due to the formation of a glassy surface with fewer pores (WG ≥40%); sintering material at a higher temperature usually turns its surface porous, and the glassy surface prevented the water infiltrating the pellets (Gonzalez-Corrochano et al., 2014; Yang et al., 2015). The formulations in this study, which met the LWA criteria (Wei et al., 2008) of water adsorption and were in the range of 2–20% for practical civil engineering purposes, were F9, F13, and F14, except for F9 and F13 at a sintering temperature of 1020°C.
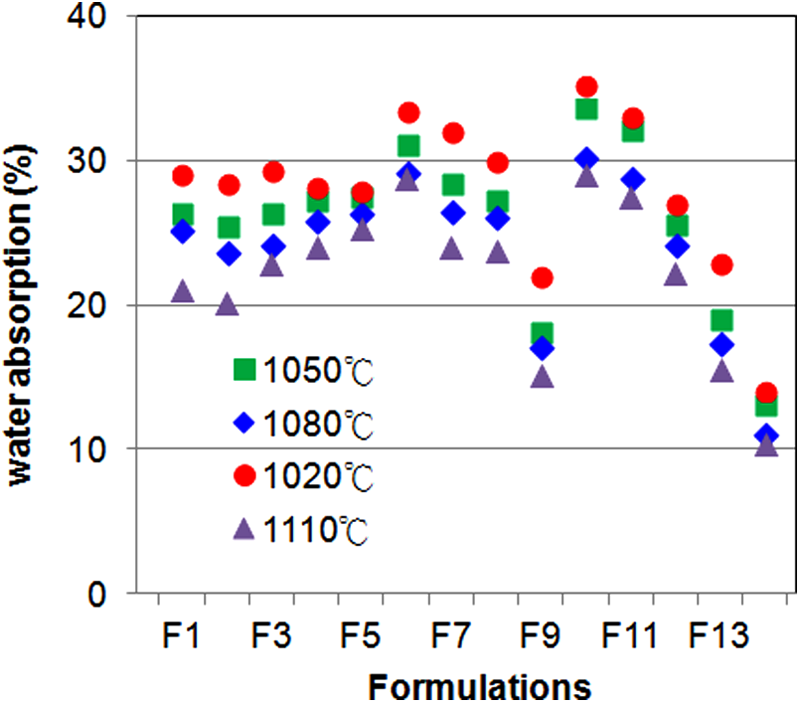
Water absorption of aggregate samples as a function of formulation.
Apparent density
Apparent density of the samples sintered at different temperatures is shown in Fig. 8. The apparent density of these samples prepared from high-content WRS or SDE decreased from 2.23 g/cm3 to 1.05 g/cm3, with the lowest value at a sintering temperature of 1110°C. As shown in Fig. 8, the apparent density decreased with the increased sintering temperature. This figure also shows that the apparent density generally decreases with an increased fraction of WG because the average particle size of the WG is larger than the SDE and WRS. Increased fractions of SDE and WRS contained in the spherical pellets result in a more closely packed structure. Similar results were reported in the studies of De' Gennaro et al. (2004) and Wei et al. (2008). The apparent density values obtained for most of the formulations were less than 2 g/cm3 and met the criteria of LWAs (UNE-EN-13055–1, 2003), except for the F10 sample because of its high content of SDE, which caused the organic matter to burn completely and resulted in the samples shrinking (Fig. 6). In addition, it was noted that the apparent density generally decreased with the decreasing fraction of the WRS. Because the average particle size of the WRS was the smallest of the raw materials, the samples containing more fractions of the WRS were more closely packed. The lowest apparent density of sample F14 resulted from the lower content of the WRS (40% smallest average particle size) and higher content of the WG (50% largest average particle size).

Apparent density of aggregate samples as a function of formulation.
Compressive strength
According to the physical property tests mentioned earlier (BI, WAC, and apparent density), the suitable formulations for the artificial LWA manufacturing were F9, F13, and F14. According to previous studies, lower the apparent density, higher the BI and lower the compressive strength (Tsai et al., 2006; Liao and Huang, 2011; Quina et al., 2014). Therefore, F14 (the highest BI) was eliminated, and only F9 and F13 were evaluated for their compressive strength, which ranged from 1.91–10.32 MPa, as listed in Table 3. The compressive strength decreased with an increased sintering temperature during the pore formation and growth stages. Since F9 and F13 had larger amounts of glassy phase (WG ≥40%), the more the expansion, the more porous the result would be. Undoubtedly, the compressive strength was related to the expansion process, and the volume expansion at different sintering temperatures was claimed to be the cause of the drop in the strength of the aggregates (Yang et al., 2015). LWAs with a compressive strength of above 1 MPa have been incorporated into structural concrete (De’ Gennaro et al., 2008). In addition, the performance of F9 and F13 is comparable to the properties of commercial LWA, as listed in Table 3. The samples of F9 and F13 could be used to produce LWAs and also in the production of structural concrete.
Conclusions
Waste materials (water reservoir sediment, WG, and SDE) were used to produce LWAs. Fourteen formulations were tested in this study to evaluate their effect on the physical properties and feasibility as LWAs. The results of the physical property tests showed that the suitable formulations for producing LWAs were F9 and F13. The morphology of the external aggregated samples showed that the number of pores increased with increased sintering temperature. As the glassy phase flow at a high sintering temperature and sealed open pores, it induced the water adsorption capacity to decrease with increasing sintering temperature. In addition, these samples had the highest BI, the lowest apparent density, and the lowest compressive strength value. The compressive strengths of the F9 and F13 aggregated samples were in the range of 1.91–10.32 MPa; those above 1 MPa are suitable for use in the production of structural concrete. Considering the results of the physical properties, the F9 and F13 aggregated samples sintered at 1050°C, 1080°C, and 1110°C were most suitable for use as LWAs. Using recycled waste materials to produce LWAs is not only a feasible alternative to the sourcing of natural aggregates, but also presents a viable waste treatment and management strategy.
Footnotes
Authors' Contributions
All authors have contributed substantially to the concept, design, drafting the article, and critically revising the article for important intellectual content. All authors read and approved the final version of the article for publication.
Acknowledgments
Financial support from the Ministry of Science and Technology, ROC, through Grant MOST 103–2622-E-197–006-CC2 is gratefully acknowledged. The anonymous reviewers are also appreciated for their comments.
This study was funded by the Ministry of Science and Technology, R.O.C. (Taiwan).
Author Disclosure Statement
No competing financial interests exist.