
Abstract
Abstract
This study investigated effects of chemical pretreatment with N-methylmorpholine-N-oxide (NMMO) on methane yields of rice straw, cocoa bean shell, and hazelnut skin. Three lignocellulosic materials were separately pretreated with NMMO at 120°C for 3 h. Subsequently, batch biomethane production tests were performed under mesophilic (37°C ± 2°C) conditions, also with the untreated feedstocks, to provide methane production baseline data. Pretreatment was particularly effective for rice straw, with an 82% increased biomethane production yield from 206 mL CH4/g volatile solids (VS) obtained with the untreated substrate. A lower enhancement of the biomethane yield from 199 to 226 mL CH4/g VS (i.e., 14% increase) was observed for cocoa shell. For hazelnut skin, NMMO pretreatment resulted in a faster digestion rate in the initial 7 days, increasing the biomethane yield from 17 to 27 mL CH4/g VS·day. However, the cumulative biomethane yield after 40 days was not affected by NMMO pretreatment.
Introduction
L
Several pretreatment techniques, generally classified into physical, chemical, and biological, have been developed. When compared with chemical pretreatments, the physical and biological methods are not cost competitive at full scale (Brodeur et al., 2011) since the biological pretreatment rate is generally slower (Agbor et al., 2011), while the costs of physical technologies are usually higher (Divya et al., 2015). Among the chemical methods investigated, solvent pretreatments based on cellulose dissolution present many advantages (Mancini et al., 2016). They are particularly effective in increasing biogas yields from a wide range of LMs. After being dissolved, cellulose is regenerated by adding an antisolvent and presents a more amorphous structure, which results in a higher accessible surface area to the bacteria, enhancing the cellulose hydrolysis rate (Zhu et al., 2009).
N-methylmorpholine-N-oxide (NMMO) is an organic solvent commercially produced by oxidizing N-methylmorpholine with H2O2, with the main world producers being based in Germany and United Kingdom (Rosenau et al., 2001). NMMO has shown a great potential for the pretreatment of LMs given its ability to efficiently dissolve cellulose by disrupting the intermolecular bonds network among polysaccharides (Karimi et al., 2013). NMMO is considered an environmentally friendly solvent since it does not produce toxic waste pollutants, is fully biodegradable, and can be recovered by more than 98%. Moreover, NMMO pretreatment of LMs can be conducted under milder conditions than other techniques (i.e., hydrothermal pretreatments) as the temperature remains in the 90–130°C range and atmospheric pressure is used (Shafiei et al., 2010).
These advantages make NMMO particularly appropriate to be used for LM pretreatment in developing countries. Other pretreatment methods, such as alkali or acid pretreatment, entail high costs due to downstream neutralization and the use of withstanding equipment to avoid corrosion. Furthermore, a part of the carbohydrate fraction is lost during these pretreatments, while NMMO pretreatment does not change the composition of the LMs (Wikandari et al., 2016).
NMMO is the only solvent that has already been used for directly dissolving cellulose in full-scale plants within the textile industry (i.e., the Lyocell process) in the past 20 years (Perepelkin, 2007). Simulations of a full-scale NMMO pretreatment for wood materials, aimed to enhance the biogas production, were attempted by Teghammar et al. (2014) and Shafiei et al. (2014). The raw substrate was fed to a stainless steel vessel where it undergoes the NMMO pretreatment. The required temperature was achieved by both externally providing and recovering heat from the steam produced in other parts of the process. After the pretreatment, the LM is washed with water and filtered in a vacuum filtration unit, where the NMMO solution is evaporated back to 85% for further use in the pretreatment unit. A minimum amount of washing water is used to reduce energy demands in the sequent evaporation unit with mechanical vapor recompression.
In this study, NMMO pretreatment was tested on three different types of LMs, namely rice straw, hazelnut skin, and cocoa bean shell. Rice straw is a very abundant feedstock as rice is the third most cultivated crop worldwide (Mussoline et al., 2013). Ninety percent of rice production is distributed in the developing countries of Eastern and Southeast Asia, with the straw largely being unused (Zhong et al., 2011) or disposed by open field burning (Guoliang et al., 2008), resulting in severe pollution and serious environmental damage (Contreras et al., 2012).
Hazelnut is among the most cultivated tree nuts internationally. Turkey is the top producer, accounting for approximately three-fourths of the global supply (Özdemir et al., 2014). The skin of the hazelnut kernels, which approximately constitutes 2.5% of the total weight, is usually removed by roasting, and the disposal of this by-product represents both an environmental and economic problem for the hazelnut industry (Piccinelli et al., 2016).
Cocoa bean production was estimated to be roughly 4 million tons in 2012, with Africa accounting for over 70% of the world's production (ICCO, 2013). Cocoa bean shells are the skin of cocoa nibs, which are the edible portion. Cocoa shells represent more than 10% of the weight of the beans and are separated by roasting (Owusu-Domfeh, 1972). During cocoa processing, about 75% of the raw cocoa fruit constitutes a waste product, which could be employed for energy production (Anyanwu et al., 2013).
Currently, the leftovers of the hazelnut and cocoa roasting process are disposed as a waste in landfills or incinerated. Both by-products have also been used as animal feed (Piccinelli et al., 2016). However, cocoa shells contain theobromine, which is an undesirable substance in animal diets (Alexander et al., 2008). Additionally, cocoa shells are used as mulching materials on farmlands or as a low-cost precursor for the production of activated carbon (Ahmad et al., 2012).
The potential of rice straw for AD has been investigated by several researchers (Mussoline et al., 2013), and different types of pretreatments were adopted to enhance biogas yields from this LM (Sari and Budiyono, 2014). On the other hand, to the authors' knowledge, the biomethane yields from AD of hazelnut skin have not yet been reported, whereas only one study investigated the potential of cocoa shell for biogas production through AD (Rico et al., 2014). Therefore, in this study, the biogas potential of untreated cocoa shell and hazelnut skin, in addition to rice straw, was initially investigated in biomethane potential (BMP) batch tests. Subsequently, the effect of a 3-h NMMO pretreatment of the three LMs was evaluated to assess the potential enhancement of biogas production yields. Changes in the structure of LMs were analyzed by Fourier transform infrared spectroscopy (FTIR). Moreover, the anaerobic degradation process was investigated by studying changes in volatile fatty acid (VFA) composition and concentration in the digestate.
Materials and Methods
Raw materials
Rice (Oryza sativa) straw, hazelnut (Corylus avellana) skin, and cocoa (Theobroma cacao) bean shell were used as lignocellulosic substrates for AD. Their physicochemical characterization is reported in Table 1. The rice straw was harvested from rice fields located in Pavia (Italy) and then cut down to a particle size smaller than 4 mm before the pretreatment. The hazelnut skin and cocoa bean shell were obtained as by-products of the conventional industrial roasting process from a company manufacturing chocolate and confectionery products in Italy.
On wet weight basis.
On dry weight basis.
TS, total solid; VS, volatile solid.
NMMO pretreatment
LMs were pretreated using an 85% (w/w) NMMO solution. The commercial 50% (w/w) NMMO (Sigma-Aldrich) aqueous solution was concentrated to 85% (w/w) by using a rotary evaporator (Büchi Rotavapor R-114). The pretreatment was performed in 500-mL Erlenmeyer flasks containing 7.5 g of LM soaked in 92.5 g of NMMO solution. The flasks were placed in an oil bath under atmospheric pressure conditions and heated at 120°C for 3 h. The mixture in each flask was manually stirred with a glass rod every 10 min. To prevent oxidation of the solvent during the pretreatment, 0.625 g propyl gallate per kg NMMO was added (Kim et al., 2006).
After the pretreatment, 150 mL of boiling deionized water was added as antisolvent to stop the reaction. The pretreated LMs were then placed on textile bags and repeatedly washed with boiling deionized water until a clear filtrate was achieved. Pretreated LMs were stored at 4°C until further investigations in the subsequent BMP tests.
BMP tests
BMP batch tests were carried out under controlled mesophilic (37°C ± 2°C) conditions using 125-mL sealed serum glass bottles (Wheaton). Biomethane production was measured by the water displacement method, according to the procedure described by Esposito et al. (2012). The alkaline solution used to entrap CO2 was 12% NaOH. The inoculum was collected from a full-scale AD plant treating buffalo manure and milk whey generated from a mozzarella factory located in Capaccio (Italy). The total solid (TS) and volatile solid (VS) content of the inoculum was 2.72% ± 0.04% and 1.84% ± 0.03% w/w, respectively. Each bottle contained 33 mL of inoculum and 0.3 g VS of untreated or NMMO-pretreated LMs. The VS inoculum-to-substrate ratio was 2:1. Tap water was added to adjust the final volume to 50 mL in all bottles. To create anaerobic conditions, each bottle was flushed with helium gas for 5 min.
Control bioassays, containing only inoculum and tap water, were simultaneously carried out to evaluate the biomethane production obtained with the inoculum, which was subtracted from its production achieved in the other bioassays. All the experiments were performed in triplicate and partial biomethane production was recorded along 40 days. During this period, the bottles were manually shaken once per day. The liquid phase of each bottle was sampled thrice in the first week and twice in the following 2 weeks for VFA analysis.
Determination of methane production kinetics
The methane production kinetics were evaluated using a first-order kinetic model. In particular, the following equation was used:
which becomes
where G (mL) is the cumulative volume of methane after a time t (days); Gm (mL) is the maximum cumulative volume at an infinite digestion time; t (days) is the digestion time, and k0 (d−1) is the specific rate constant. The specific rate constants are determined as the slopes of the linear part of the plot displaying ln[Gm/(Gm − G)] versus t. The values of Gm were considered as the cumulative volumes of methane at the end of the experimental run.
Energy balance of NMMO pretreatment
A rough estimate of the energy balance of the process was performed for the NMMO pretreatment of rice straw. The energy input of the pretreatment unit was calculated using the following equation (Monlau et al., 2015):
where H is the heat energy requirement expressed in kWh/kg VS; m is the mass of NMMO required to treat 1 kg VS of rice straw expressed in kg; Cp is the NMMO specific heat capacity, which was considered equal to 2.92 kJ/[kg·C] (Liu et al., 2001); ΔT is the difference between the initial temperature of the NMMO-water mixture (assumed as 25°C) and the final temperature required for the pretreatment (i.e., 120°C); and 3,600 is the conversion factor between kJ and kWh.
Energy produced after AD of the NMMO-pretreated rice straw was calculated from results obtained in the BMP tests. In particular, it was assumed that the biogas produced is employed in a combined heat and power (CHP) unit with a thermal efficiency of 50% and electrical efficiency of 35%. Biomethane production, expressed in m3 CH4/kg VS, was converted to kWh/kg VS, considering a conversion factor of 10 kWh/m3 (Monlau et al., 2015).
Statistical analysis
Statistically significant differences between biomethane production of pretreated and untreated substrates in batch assays were determined by a paired t-test, using the software package, Minitab (version 17.0).
Analytical methods
TS and VS of both untreated and pretreated LMs were determined by drying the samples to constant weight at 105°C ± 5°C in a drying oven and igniting at 575°C ± 10°C in a muffle furnace, respectively (Sluiter et al., 2005). The carbon and nitrogen content in the LMs was determined using an elemental analyzer (2400 CHNS; PerkinElmer). VFAs were analyzed using an HPLC (Prominence LC-20A Series; Shimadzu) equipped with a Rezex ROA-Organic Acid H+ column of 300 × 7.8 mm (Phenomenex), heated at 40°C, and an SPD-20A UV detector set at 220 nm. A 0.0065 mM H2SO4 solution was used as mobile phase at a flow rate of 0.6 mL/min. The detection limit was 0.1 mM for each compound analyzed. Before being analyzed, the samples for VFA analysis were centrifuged for 5 min at 8,000 rpm and filtered with 0.22 μm Millex cellulose membranes (Merck Millipore).
The untreated and NMMO-pretreated LMs were analyzed using an FTIR spectrometer (Spectrum 1000; PerkinElmer). The spectra were obtained in the range from 600 to 4,000 cm−1, with an average of 64 scans and a resolution of 4 cm−1.
Results and Discussion
Effect of NMMO on biogas production from LMs
Methane production yields
The biogas potential of rice straw, hazelnut skin, and cocoa shell was investigated in batch digestion experiments under mesophilic conditions (37°C ± 2°C). Table 2 reports the cumulative methane production obtained with the three LMs as the average of the triplicates sampled during 40 days.
k0 obtained during the first 9 days of anaerobic digestion.
LMs, lignocellulosic materials; LOI, lateral order index; NMMO, N-methylmorpholine-N-oxide.
The BMP of the 3-h NMMO-pretreated rice straw was significantly enhanced compared with that obtained with the untreated substrate. The NMMO pretreatment resulted in an 82% higher biomethane yield with a cumulative CH4 production increasing from 206 ± 22.1 to 374 ± 22.5 mL CH4/g VS (Fig. 1a). This enhancement was most likely due to higher accessibility of cellulose and hemicellulose to the bacteria after the pretreatment. NMMO has the ability of breaking hydrogen bonds holding the cellulose chains together, allowing the formation of new bonds between the solvent and the cellulose, thus inducing cellulose dissolution (Rosenau et al., 2001). The regenerated cellulose obtained after stopping the reaction with water showed improved biodegradability. An increase of biogas production by more than 600% was observed by Teghammar et al. (2012) for rice straw pretreated with NMMO. However, the biomethane yield of the untreated straw in their study was only 30 mL CH4/g VS, probably due to a high silica content (i.e., more than 10% of dry weight) in the straw tested. Silica can limit rice straw digestibility by forming a physical barrier around the carbohydrate portion (Van Soest, 2006).
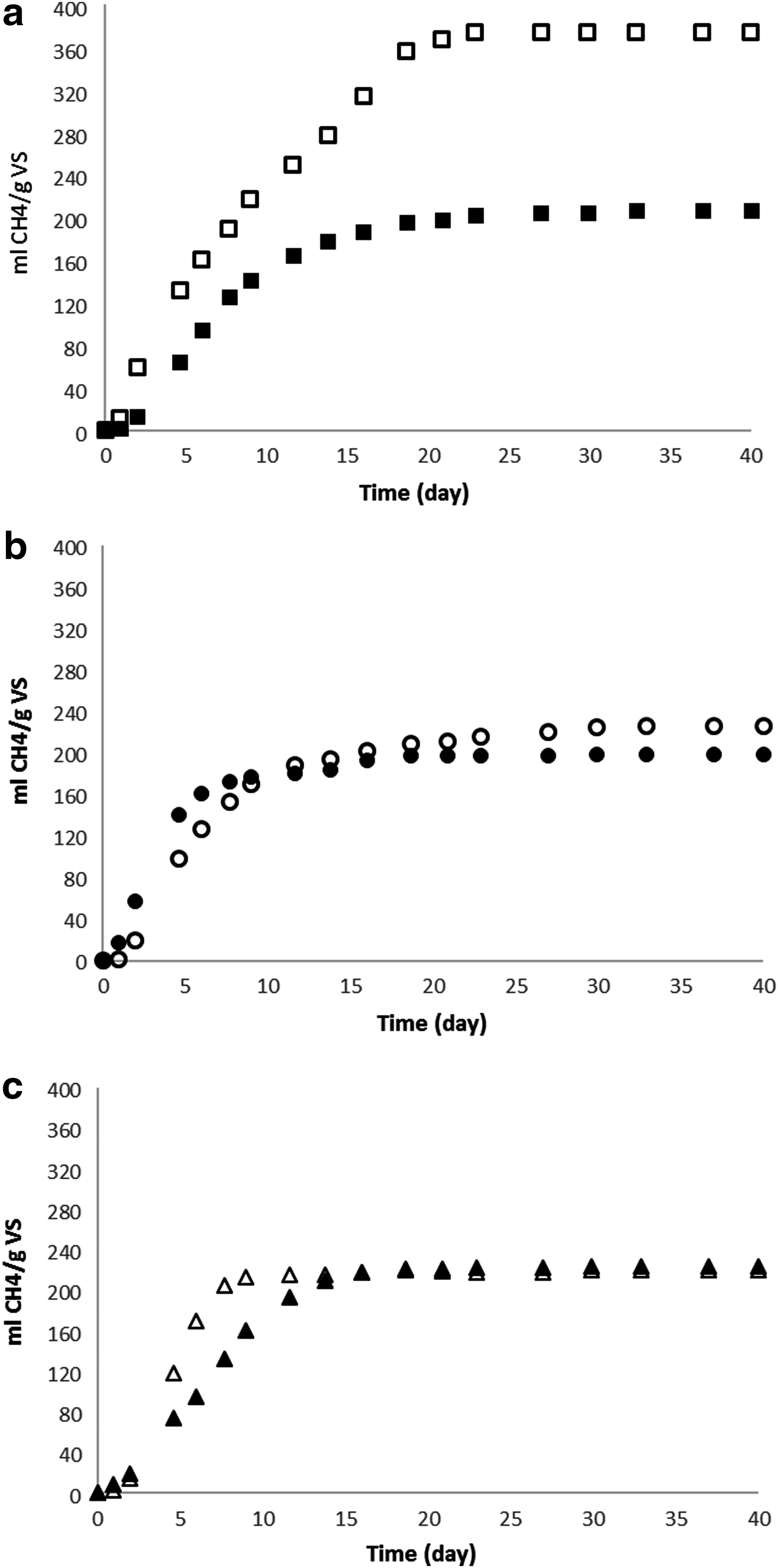
Cumulative methane production from rice straw (□, NMMO pretreated; ▪, untreated)
Unlike rice straw, NMMO pretreatment hardly affected the biogas potential of cocoa shell (Fig. 1b) and hazelnut skin (Fig. 1c). The total methane production was 226 ± 27.0 mL CH4/g VS for the 3-h pretreated cocoa shell, that is, only increased by 14% from 199 ± 22.4 mL CH4/g VS achieved with the untreated substrate. Conversely, the cumulative biomethane yield of hazelnut skin did not increase after the pretreatment and was 223 ± 25.1 and 220 ± 18.4 mL CH4/g VS for the untreated and pretreated substrates, respectively.
To verify whether the biomethane yields obtained from NMMO-pretreated LMs were significantly different from those of the untreated ones, a statistical analysis using a paired t-test was performed (Montgomery, 2008). The results showed that the increase of biogas production was significant only for the NMMO-pretreated rice straw, with a p-value of 0.001 (i.e., below the 5% significance level). The pretreatment did not cause a statistically significant biomethane production enhancement for cocoa shell and hazelnut skin, with p-values of 0.375 and 0.300, respectively.
To the authors' knowledge, only one study in the literature (Rico et al., 2014) reported biomethane production from cocoa shells, whereas biogas production from hazelnut skin has not yet been reported. Rico et al. (2014) obtained a biomethane yield of 223 mL CH4/g VS of cocoa shell, in line with that obtained with the untreated substrate in this investigation. Despite the NMMO pretreatment, which was not effective in enhancing biogas production of hazelnut skin and cocoa shell, Fig. 1b and c shows that these two waste products have a significant potential as AD substrates, even without undergoing a preliminary treatment stage.
Although the operating conditions are less demanding than other pretreatment methods, the high temperatures required and the cost of the raw solvent can limit the applicability of NMMO pretreatment in full-scale applications, especially in developing countries. The enhanced biogas production for rice straw and high NMMO recyclability can nevertheless make the process economically feasible, as demonstrated in a techno-economic study by Teghammar et al. (2014), who evaluated the economic viability of a full-scale plant codigesting NMMO-pretreated forest residues and the organic fraction of municipal solid waste in Sweden. This is especially applicable in those countries where rice straw and other agricultural residues are significantly abundant and development of the economy encourages the use of increasing amounts of energy.
Methane production kinetics
Specific rate constants (k0) for the untreated and NMMO-pretreated LMs are reported in Table 2. The results showed that the degradation process was improved by NMMO pretreatment for both rice straw and hazelnut skin during the first 9 days of AD. The specific rate constants increased from 0.098 to 0.134 d−1 and from 0.135 to 0.384 d−1 for the untreated and NMMO-pretreated rice straw and hazelnut skin, respectively. On the other hand, k0 decreased from 0.269 to 0.164 d−1 for the NMMO-pretreated cocoa shell compared with the untreated substrate, most probably because a washing out of readily available compounds present in the raw cocoa shell occurred during the NMMO pretreatment.
NMMO pretreatment resulted in an initial faster biomethane production from the pretreated hazelnut skin (Fig. 1c). After 7 days, cumulative methane yields of the pretreated and untreated hazelnut skin were 204 and 132 mL CH4/g VS, respectively, that is, 93% and 59% of the corresponding final production. A higher hydrolysis rate was therefore achieved by pretreating hazelnut skin with NMMO, which resulted in a shorter AD time and, hence, an optimization of the overall process. In contrast, the methane production rate of the untreated cocoa shell was higher compared with the pretreated substrate during the first 9 days of AD.
Energy balance assessment
An energy balance assessment study was conducted to assess whether the additional biogas produced from the pretreated rice straw would justify the surplus energy input for performing the NMMO pretreatment. In particular, the thermal energy for heating the pretreatment unit was related to the thermal energy produced in a common CHP system (Monlau et al., 2015).
Initially, the methane produced by the untreated rice straw was subtracted from that obtained using the pretreated LM. Then, the net biomethane amount produced due to the pretreatment was converted to thermal energy considering an efficiency of 50%. The thermal energy gain obtained was 0.840 kWh/kg VS. The heat energy required in the pretreatment unit was equal to 1.231 kWh/kg VS, considering an NMMO/VS of rice straw ratio of 15.98 (kg/kg). Therefore, the net heat energy, which is the difference between the thermal energy increase and the heat energy requirement, had a negative value (i.e., −0.391 kWh/kg VS). Nevertheless, assuming that 80% of the required heat could be recovered by heat exchangers (Lu et al., 2008; Monlau et al., 2015), the energy input would decrease to 0.246 kWh/kg VS, and the net heat energy of the total process would achieve a positive value of 0.594 kWh/kg VS.
Effect of NMMO on LM crystallinity
FTIR analysis was performed to assess changes in the LM crystallinity, which is reported to have a close relationship with the bioconversion of LMs (Karimi and Taherzadeh, 2016). In particular, an increase in the biodegradability of LMs can be partly explained by a decrease in the crystallinity of the cellulose fibers. FTIR allows to evaluate the changes in the cellulose crystalline structure by determining the lateral order index (LOI), which is defined as the ratio between the absorbance values obtained at 1,420 and 898 cm−1, corresponding to cellulose I and II, respectively (Carrillo et al., 2004).
The values of the crystallinity index obtained for the investigated LMs are reported in Table 2. The LOI of rice straw was 1.21 and 1.19 before and after the pretreatment, respectively. This implied a possible breakdown of the rice straw structure, which resulted in an enhancement of the hydrolysis and, as a consequence, biogas yield. A decrease of the LOI of hazelnut skin from 1.52 to 1.39 was observed after the pretreatment. As a result, the hydrolysis and biomethane production rates of the pretreated hazelnut skin were much faster during the first 7 days of the BMP tests. In contrast, the NMMO pretreatment of cocoa shell resulted in an increase of the LOI from 1.23 to 1.41. Both peaks at 1,420 and 898 cm−1 were lower for the pretreated cocoa shell. However, a higher decrease was observed at the wavelength of 898 cm−1, inducing an increase of the LOI of pretreated cocoa shell compared with the untreated one. This was likely due to a reduction in the hemicellulose content of the cocoa shell, which was more pronounced than the increase of cellulose II concentration in the matrix.
Production of VFAs
VFAs are intermediary products of AD and their concentration is generally used to monitor the extent of AD (Khanal, 2008). During the AD process, VFAs are produced from the fermentation of carbohydrates, deamination of amino acids, and hydrolysis of long-chain fatty acids (Stafford, 1982).
Comparing the trends of VFA composition and concentration with trends of the methane production yield can provide a better understanding of AD development for the investigated substrates. In this study, the evolution of VFAs was monitored during the first 20 days of AD (Fig. 2). The highest VFA production was observed for the 3-h pretreated rice straw, with a total VFA concentration ranging between ∼1,200 and 1,400 mg HAc/L from day 4 to 14. Afterward, the VFA concentration dropped to 62 mg HAc/L on day 19 when 95% of cumulative biomethane production was reached.
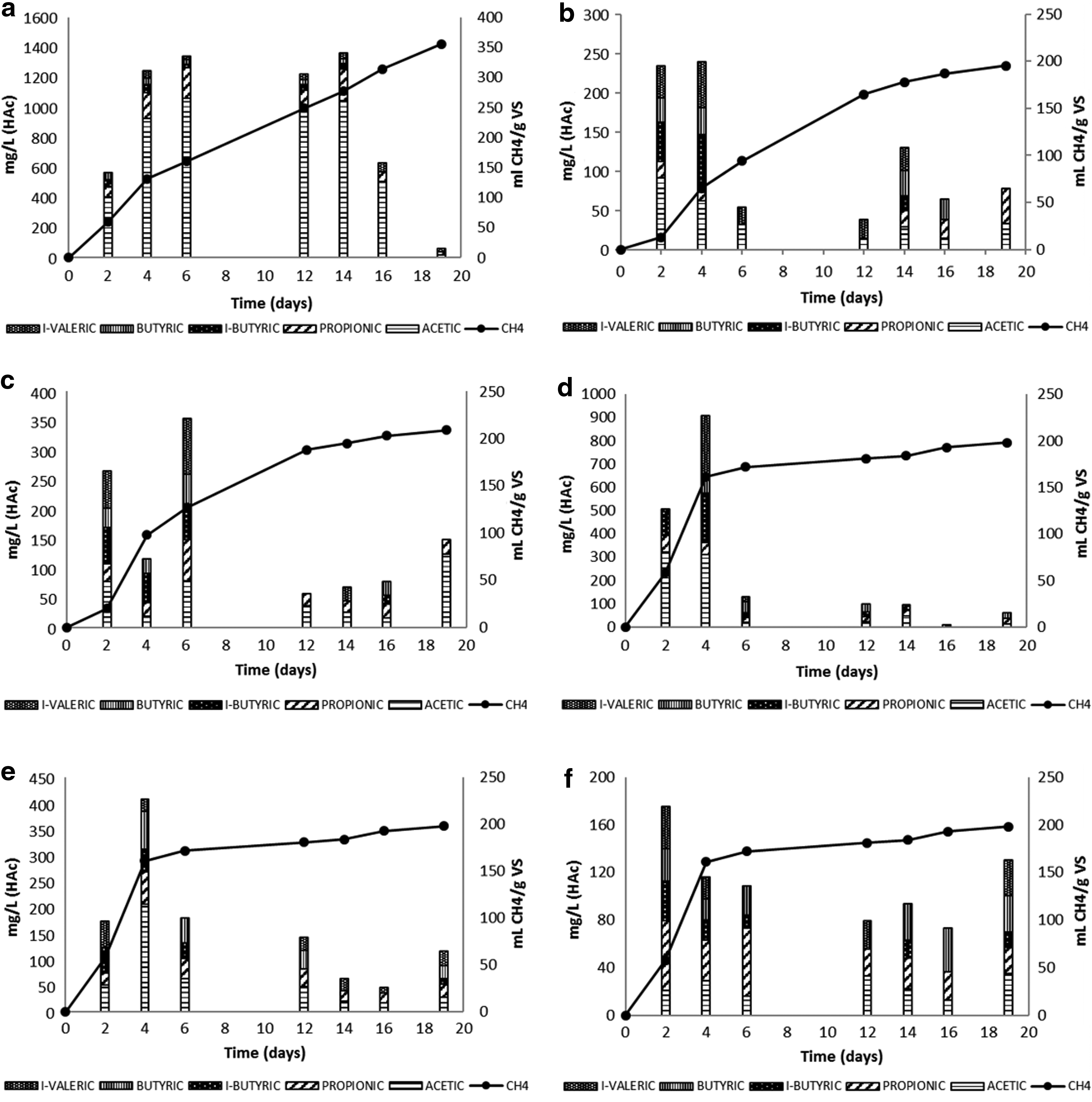
Evolution of VFA concentration during the AD of pretreated
Acetic acid, which is one of the main precursors of methane formation through reduction of the methyl group, accumulated also at higher concentrations in the pretreated rice straw along the whole incubation period. In the NMMO-pretreated rice straw, the acetogenic bacteria were able to convert propionic, butyric, isobutyric, and isovaleric acids to acetate at a faster rate, stimulating a higher biomethane production. Accumulation of acetic acid above 2,000 mg/L with an overall VFA concentration above 8,000 mg/L was reported to negatively affect the methane yields (Karthikeyan and Visvanathan, 2013). This indicates that most likely no inhibition occurred during the AD of the pretreated rice straw in this study as acetic acid and total VFA concentrations constantly remained below the inhibitory levels (Fig. 2).
For the untreated and pretreated hazelnut skin, the highest total VFA concentration of 199 and 356 mg HAc/L was observed on days 2 and 4, respectively. In particular, the higher production of VFAs during the first 7 days of pretreated hazelnut skin was most likely due to an increased amount of readily available organic matter caused by enhanced hydrolysis after the NMMO pretreatment.
VFA production had an initial peak of ∼900 mg HAc/L on day 4 for untreated cocoa shells, probably due to a larger portion of the easily biodegradable fraction compared with the other LMs investigated. On the other hand, the total VFA amount was lower in the first week of AD of the pretreated material, confirming that NMMO pretreatment did not have a positive effect on hydrolysis of the LM cocoa shell.
Conclusions
NMMO pretreatment was an effective pretreatment method for rice straw, leading to an 82% enhancement of biomethane production, which reached ∼375 mL CH4/g VS. A preliminary energy assessment showed that a positive energy balance can be achieved employing the NMMO pretreatment for rice straw when 80% of heat is recovered during the pretreatment stage. Untreated hazelnut skin and cocoa bean shell showed a good potential for biogas production, with cumulative biomethane yields of 223 and 199 mL CH4/g VS, respectively. Their pretreatment with NMMO further increased biogas production of cocoa shell by 14%, despite that the crystallinity index and the methane production rate were negatively affected by the pretreatment. For hazelnut skin, NMMO pretreatment resulted in a decrease of the crystallinity index and a higher initial biomethane production rate.
Footnotes
Acknowledgment
The authors would like to thank the European Commission for providing financial support through the Erasmus Mundus Joint Doctorate Programme ETeCoS3 (Environmental Technologies for Contaminated Solids, Soils, and Sediments) under the grant agreement FPA number 2010-0009.
Author Disclosure Statement
No competing financial interests exist.