
Abstract
Abstract
Volatilization characteristics of arsenic (As) and cadmium (Cd) in different furnaces (sintering machine, blast furnace, boiler, and coke oven) were simulated. As and Cd in different chemical forms (As2S3, CdO, CdS, CdCl2) were co-processed with different raw materials and atmosphere in an electric heating tube furnace. The amount of As and Cd volatilized increased with increasing temperature and residence time. However, volatilization of As decreased as temperature increased in the sintering machine. The amount of Cd volatilized in the blast furnace in a reducing atmosphere was higher than that in the sintering machine with an oxidizing atmosphere. The amount of CdCl2 volatilized in different furnaces was high, but low for CdS. Kinetic models on the volatilization of these compounds during co-processing with raw materials were obtained under nonequilibrium conditions. These models can provide a preliminary theoretical basis for predicting the release of heavy metals (Cd, As). Also, we can determine which hazardous waste (HW) and furnace is suitable for co-processing, and the feeding rate or feeding point for the HW.
Introduction
W
To solve these problems, the co-processing of HW in cement kilns has been researched widely and outcomes have been applied at home and abroad in recent years (Karstensen, 1994; Chongrak and Liyanage, 1996; United States Environmental Protection Agency, 2000). The utilization factor of waste as fuels and raw materials for cement manufacture exceeds 18% and 30% (WBCSD, 2005; CEMBUREAU, 2009), respectively, in Europe. In Japan, every ton of cement manufactured can require the disposal of 355 kg HW, and 2,800 × 104 t HW were disposed in 2001 (Zhang et al., 2007).
Based on their technical characteristics, sintering machines, blast furnaces, boilers, and coke ovens could be used for HW disposal as well. For example, they allow for high incineration temperatures and long retention times, they can decompose toxic organic pollutants in HW, and HW can be used as an alternative fuel to save energy. In 1995, steel enterprises started using blast furnaces to co-process waste plastics in Germany (Janz, 1995; Wolf, 1996), and then this technique became more widely applied in Germany and Japan (Asanuma et al., 2000). In Europe, more than 100 cases exist, where power plant boilers are used to co-process wastes, and the primary resultant wastes are sewage sludge and waste wood (European Commission, 2006).
Co-processing HW that contains heavy metals may result in a release of these metals into the environment, because their volatility is increased at high temperatures. Metal flue gases formed in the heating process are the main sources of metal emissions, and are extremely hazardous for human health and the environment. Therefore, the volatilization of toxic heavy metals introduced by HW has gained global attention in recent years. Domestic and international researchers have studied the volatilization of toxic heavy metals such as arsenic (As), cadmium (Cd), and lead (Pb) during co-processing in cement kilns (Cong et al., 2015), chromium (Cr) transformations at different temperature (Fan et al., 2014), and the forms of heavy metal contained in cement clinker (Xue et al., 2010).
Sintering machines, blast furnaces, boilers, and coke ovens possess different processing characteristics and provide different atmospheres (oxidizing, reducing, and inert) and raw materials. Therefore, the volatilization characteristics of heavy metals are different during HW co-processing in different furnaces. Recent studies of co-processing in boilers focus on the effect of HW on SOx and NOx emissions, slagging, thermal efficiency, and coal consumption (Ogada and Werher, 2000; Sanger et al., 2001; Folgueras et al., 2004). Limited engineering cases exist related to HW co-processing in sintering machines, blast furnaces, and coke ovens, and the regulation of transport and transformation of heavy metals has been less well studied.
Studies with respect to heavy metal distribution characteristics always assumed that the reactions occurred under equilibrium conditions (Frandsen et al., 1994; Bool and Helble, 1995; Furimsky, 2000; Rong et al., 2001; Yu et al., 2004). However, equilibrium conditions may not have been reached at all during the prophase of heavy metal waste co-processing in industrial furnaces and boilers. Therefore, we chose kinetics analyses to study how metal volatilizations vary with residence time and temperature in co-processing in different furnaces.
Cd and As are common heavy metal pollutants. Because the chemical forms of heavy metals affect their volatilization behavior during co-processing in furnaces directly, cadmium chloride (CdCl2), cadmium oxide (CdO), cadmium sulfide (CdS), and arsenic sulfide (As2S3), which are the most common forms of As and Cd in HW, CdCl2, CdO, CdS, and As2S3 were selected for the laboratory experiments. To study the volatilization characteristics of As and Cd, a method was implemented to monitor the concentrations of heavy metals in flue gas continuously to track the metal release process. This method was based on the successive collection of flue gas during co-processing. In this way, the volatilization of heavy metals could be simulated through the direct quantitative analysis of heavy metal concentrations in the flue gas at different temperatures and times during co-processing in different furnaces.
In addition to the experimental research, the kinetic models of heavy metal volatilization were established to simulate heavy metal volatilization tendencies under nonequilibrium conditions in furnaces during co-processing of heavy metal compounds with raw materials. These models provide a preliminary theoretical basis for predicting the release of heavy metals (Cd, As). Also, we can determine which kind of HW and furnace is suitable for co-processing, and the feeding rate or location of HW.
Experimental Materials and Methods
Experimental materials
Sintering machines, blast furnaces, boilers, and coke ovens operate with different atmospheres and raw materials. Basic raw materials data are given in Table 1. The sintering machine and boiler atmospheres are oxidizing, the blast furnace is reducing, and that of the coke oven is inert.
Experimental methods
Mixtures of reagents As2S3, CdO, CdS, or CdCl2 and raw materials were used in the experiments. The quantities of the heavy metal reagents required for co-processing with raw materials were chosen to be sufficiently low to prevent the negative influence of heavy metals on production, and sufficiently high for the heavy metal concentrations in the flue gas to be above the instrumentation detection limits. As a consequence, mass fractions of As and Cd in the raw materials were 1%, and all compounds and raw materials were mixed uniformly.
When the tube furnace reached a set temperature, porcelain combustion boats with 20 g of the mixed sample were pushed into the middle of the tube furnace and the temperature was set to a constant value throughout the heating process for ∼60 min in the given atmosphere. Pure oxygen, carbon monoxide, and nitrogen were used to simulate oxidizing, reducing, and inert atmosphere. During the heating process, gaseous emissions were collected every 3–5 min until heating had finished using the mixed aqueous acidic solution of 5% H2O2 and 10% HNO3. Finally, the combustion boat was removed from the tube furnace and the residues were collected. Figure 1 shows a schematic of the experimental heating device.
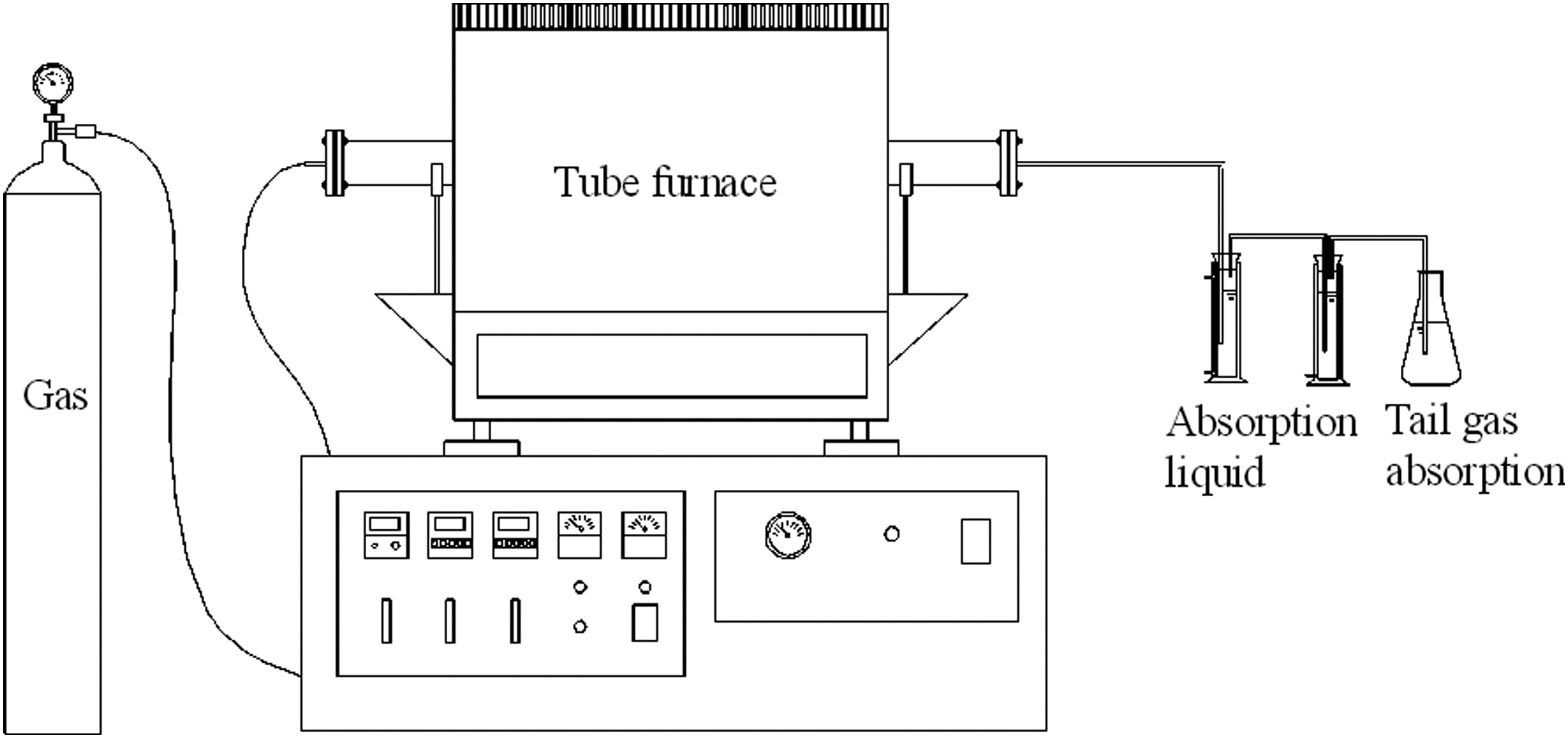
Heating experiment device.
Digestion methods
A well-mixed 0.15 g residue sample was digested in 10 mL of aqua regia and hydrofluoric acid on a hotplate for 1 h at 200°C. After evaporation to near dryness, the digestion solution was diluted with 20 mL of 2% (v/v with H2O) nitric acid and transferred into a 100-mL volumetric flask.
Data processing
Amount volatilized. The content of heavy metal in the adsorption solution was determined by inductively coupled plasma mass spectroscopy. The ratio between the mass of heavy metals and the mass of heavy metal in the mixed sample is defined as the percentage volatilized (α):
where V is the volume of adsorption solution (L), and C is the concentration of heavy metal in the adsorption solution (g/L). M is the mass of heavy metal in the mixed sample (g).
Amount of residue. The ratio between the heavy metal content in the digestion solution and the mass of heavy metal in the mixed sample is defined as the percentage residue (r):
where Vb is the volume of the digestion solution (L) and Cb is the concentration of heavy metal in the digestion solution (g/L).
Establishment of kinetic models
Kinetic models for co-processing in sintering machines, blast furnaces, and boilers
The volatilization characteristics of As and Cd were studied based on chemical reaction dynamics, with the phenomenon corresponding to volatilization described by the following rate equation:
where t is the residence time (min), k is the reaction rate constant (min−1), and n is the reaction order (assuming the equation is described by a first-order kinetics model, n = 1).
Equation (3) is integrated to yield:
A plot of the left-hand side of Equation (4) as a function of t, for a constant temperature T, should produce a straight line with the rate constant k as the slope, if the equation is described by a first-order kinetics model.
The variation in rate constant with temperature is approximated by the Arrhenius equation, because this relationship dominates physical and chemical phenomena:
where A is the preexponential factor (min–1), E is the activation energy (kJ/mol), R is the universal gas constant (8.314 J/mol K), and T is the absolute reaction temperature (K).
Equation (5) can be transformed to Equation (6):
A plot of the left-hand side of Equation (6) as function of 1/T should produce a straight line or polygonal line (if the reaction mechanism changes with temperature) with an intercept of lnA and a slope of E/R. According to the preexponential factor (A) and activation energy (E), the kinetic equation obtained is α = f(T, t) = 1−exp[−Aexp(−E/RT)t]. These equations show how metal volatilizations vary with residence time and temperature, and can be used to predict the amount of volatilized As and Cd.
Kinetic models of co-processing in coke oven
Unlike other furnaces, coke ovens have a special raw materials charging style. Coke ovens are charged in batch mode. So, kinetic models for co-processing in coke ovens are established using the nonlinear relationship between percentage volatilized and the reaction extent. The reaction extent is described by the following rate equation:
where β represents the reaction extent, t represents the residence time (min), and t0 represents the coking time.
Results and Discussion
Based on the processing characteristics of the coke oven, the reaction temperature was set to 1,050°C, and the relationship between the percentage volatilized and the reaction extent was studied. For sintering machines, blast furnaces and boilers, the reaction temperature was set to between 300°C and 1,400°C, and the effect of temperature (T) and residence time (t) on volatilization rate was determined.
As heavy metal volatilization characteristics
Figure 2 shows the impact of residence time and temperature on the volatilization of As in As2S3. The volatilization increases with residence time only for the first 40 min in the sintering machine and blast furnace and then does not volatilize. Volatilization increases continuously with residence time in the boiler and with the reaction extent in the coke oven. Figure 2 indicates that volatilization of As in As2S3 increases consistently with temperature in the blast furnace and boiler. However, the amount of As volatilized decreases with an increasing temperature in the sintering machine. As volatilization in the sintering machine is the smallest, and the largest in the boiler for the same residence time and temperature. Percentages of As volatilized in the sintering machine, blast furnace, and boiler were 9.8%, 75.8%, and 99.5% at 1,200°C, respectively. The amount of As volatilized decreases with increase in temperature in the sintering machine, which indicates that As is solidified mainly in the sintered products.
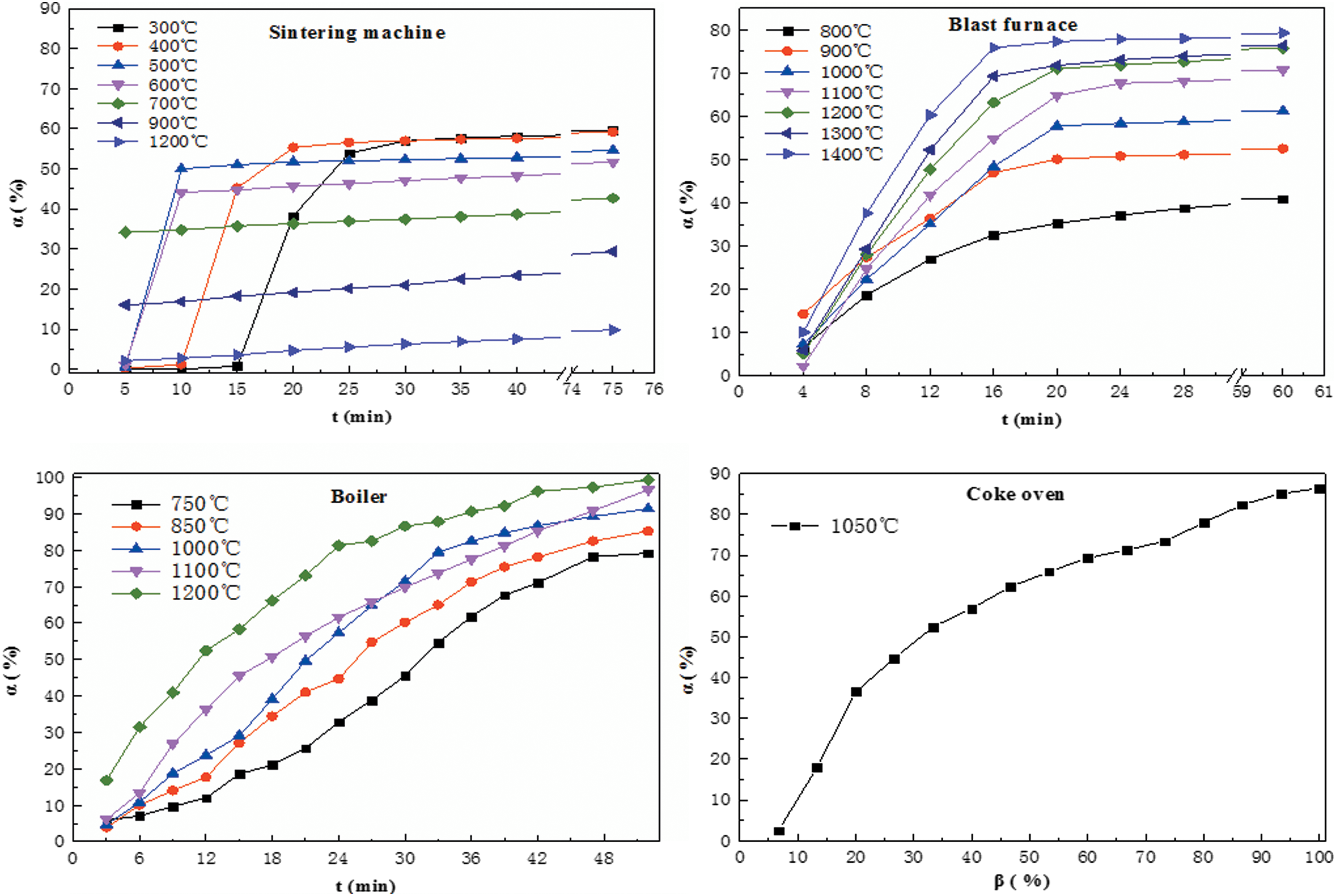
Effect of temperature and residence time on As volatilization.
Considering that raw materials contain iron and that an oxidizing atmosphere exists in the sintering machine, possible As reactions resulting during co-processing in the sintering machine include:
These reactions show that Fe2O3 could react with As to form stable solid Fe3(AsO4)2, and limit As volatilization.
The amount of As volatilized increases with an increasing temperature in the blast furnaces. The raw materials and temperature in the sintering machines and blast furnaces are similar, but blast furnaces operate under a reducing atmosphere, so the reaction in Equation (9) cannot occur. The amount of As volatilized is higher in the boiler, and Thompson pointed out that As volatilizes more easily in a reducing than oxidizing atmosphere (Thompson and Argent, 2002).
The amount of As volatilized increases with increase in temperature in the boiler. Because the raw materials do not contain Fe, only the reaction in Equation (8) occurs, and As evaporates as As2O3. The coke oven operates with an inert atmosphere, so As volatilizes as As2S3. As evaporates easily in the boiler and coke oven.
Cd heavy metal volatilization characteristics
Figure 3 shows the impact of residence time and temperature on the volatilization of Cd in CdCl2. Volatilization increases continuously with residence time or reaction extent; but Cd does not volatilize after 45 min in the sintering machine and blast furnace. Figure 3 indicates that the volatilization of Cd in CdCl2 increases consistently with temperature throughout the process in the blast furnace, sintering machine, and boiler. Cd volatilization in the boiler is the largest, and Cd volatilization in the sintering machine and blast furnace is very close for the same residence time and temperature. The maximum amount of Cd volatilized in the sintering machine, blast furnace, and boiler is 94.6%, 99%, and 99.4% at 1200°C, respectively.
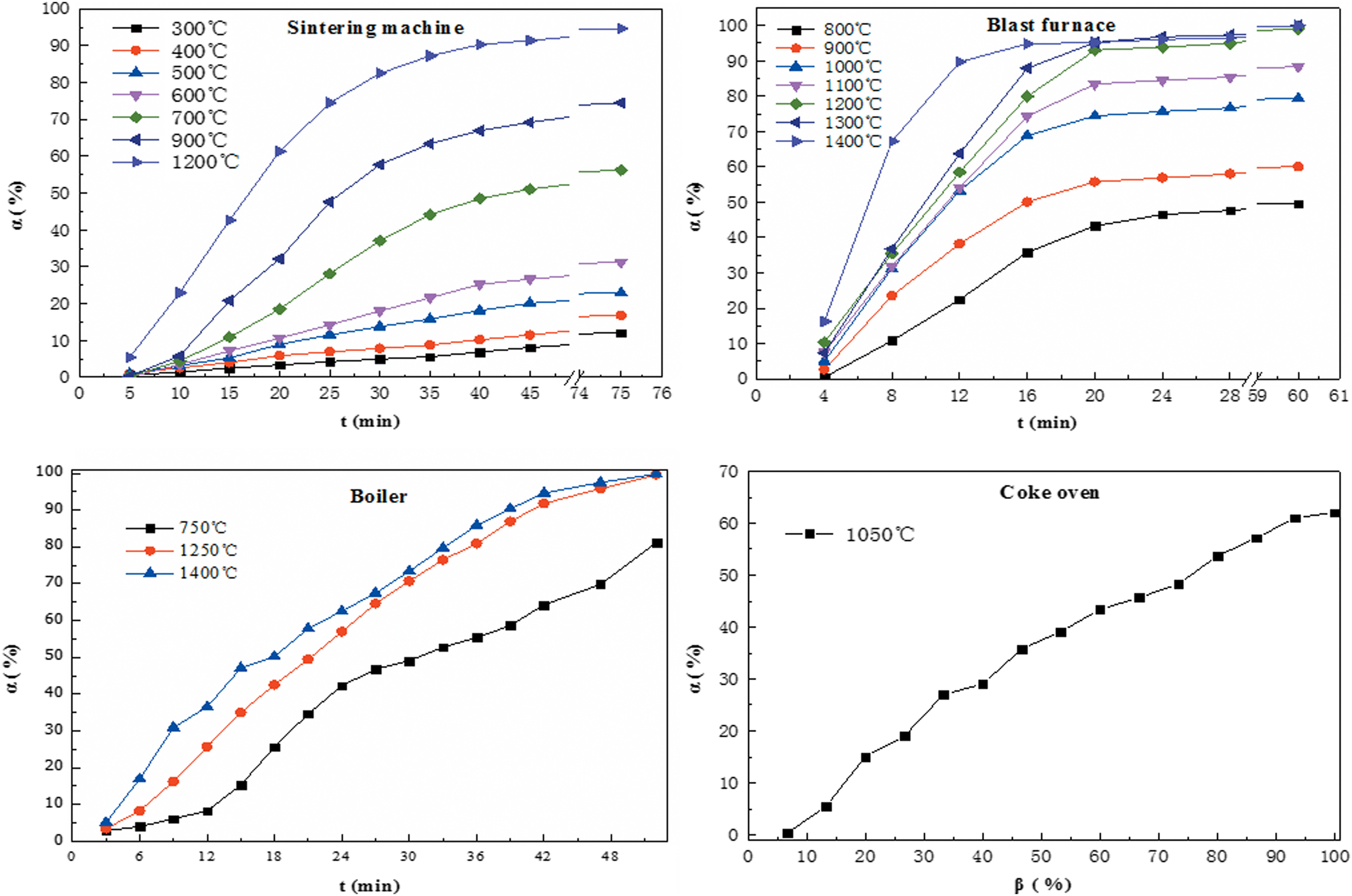
Effect of temperature and residence time on CdCl2 volatilization.
Figure 4 shows the impact of residence time and temperature on the volatilization of Cd in CdO. Volatilization increases continuously with residence time or reaction extent; but Cd does not volatilize after 40 min in the blast furnace. Figure 4 indicates that volatilization of Cd in the CdO increases consistently with temperature throughout the process in the blast furnace, sintering machine, and boiler. As volatilization in the sintering machine is the smallest, and the largest in the boiler for the same residence time and temperature. The maximum amounts of Cd volatilized in the sintering machine, blast furnace, and boiler are 47.6%, 97.6%, and 99.0% at 1200°C, respectively.

Effect of temperature and residence time on CdO volatilization.
Figure 5 shows the impact of residence time and temperature on the volatilization of Cd in CdS. Volatilization increases continuously with residence time or reaction extent; but Cd does not volatilize after 30 min in the blast furnace. Figure 5 shows that the volatilization of Cd in CdS increases consistently with temperature throughout the process in the blast furnace, sintering machine, and boiler. Cd volatilization in the sintering machine is the smallest, and is close to that of Cd in the boiler and blast furnace for the same residence time and temperature. The maximum amounts of Cd volatilized in the sintering machine, blast furnace, and boiler are 58.4%, 97.7%, and 96.4% at 1,200°C, respectively.

Effect of temperature and residence time on CdS volatilization.
Amounts of Cd and As heavy metal residues
Tables 2–5 show that the amounts of CdCl2, CdO, CdS, and As2S3 in the residue decrease with increase in temperature, which reflects their volatilization characteristics. However, the amount of As2S3 increases with increase in temperature during co-processing in the sintering machine. Data on the amount of residue reflects the hazardous characterization of the residues. The amount of Cd residue is high at low temperature (<1,200°C). At high temperature, the amount of Cd residue is below 4%, except for CdS and CdO, during co-processing in the sintering machine. The amount of As residue changes significantly at different temperatures and in different furnaces; it is ∼40%–90% in the sintering machine, 59%–20% in the blast furnace, and below 21% in the boiler and coke oven.
Comparison of As and Cd heavy metal volatilization characteristics
Comparison of As heavy metal volatilization characteristics. From data on the volatilization and residue amounts, As is difficult to volatilize in the sintering machine, and As remains solidified in the sintered products. The maximum amount of As volatilized decreases with increase in temperature in the sintering machine, and is only 9.77% at 1,200°C. In the blast furnace, boiler, and coke oven, the amount of As volatilized is high. The maximum amount of As volatilized is close to 100% above 1200°C in the boiler, and is 75% in the blast furnace. In the coke oven, the maximum amount of As volatilized is 87%. Therefore, a sintering machine is recommended to co-process HW that contains As.
Research by Cong shows that in cement kilns, the volatilization of As in As2S3 increased until a threshold temperature of ∼1,000°C (Cong et al., 2015). Thereafter, the volatilization decreased with an increasing temperature. In our study, the volatilization decreases with constant increase in temperature. The main reason for this response may be that the reaction temperature of Ca3(AsO4)2 is higher than that of Fe3(AsO4)2. There is a significant difference in the amount of As volatilized in the cement kiln and sintering machine at low temperature. For example, the maximum amounts of As volatilized in the cement kiln and the sintering machine are 60% and 30% at 900°C, respectively. At high temperature, the maximum amount volatilized is similar; for example, it is 10% and 14% at 1,200°C in the cement kiln and the sintering machine, respectively.
Comparison of Cd heavy metal volatilization characteristics. In the sintering machine, blast furnace, and boiler, a maximum amount of CdCl2 is volatilized compared with CdS and CdO. Research has shown that chloride was highly volatile (Thurnau and Fournier, 1992; Belevi and moench, 2000). The amount of CdS volatilized was low, especially at low temperature (<1,100°C) compared with CdCl2 and CdO. Some studies have shown that sulfur could, in principle, delay volatilization (Verhulst et al., 1995).
The amount of Cd volatilized is different, because the atmosphere and raw materials are different in the four furnaces. The raw materials and temperature between the sintering machine and the blast furnace are similar, but the blast furnace provides a reducing atmosphere and the sintering machine provides an oxidizing atmosphere. Data on the amounts volatilized show that Cd volatilizes more easily in a blast furnace than in a sintering machine. For example, the maximum amount of CdO volatilized is below 47.6% above 1,000°C in the sintering machine, and above 93% in the blast furnace.
The oxide atmosphere and combustion characteristics of coal show that the amount of Cd volatilized is high in the boiler and close to that volatilized in the blast furnace at high temperature. The amount of Cd volatilized differs significantly in the coke oven, and is below 70% for CdS and CdCl2, but 98.7% for CdO.
During HW co-processing, the feeding rate of HW that contains CdCl2 should be decreased, and that contains CdS can be increased. The amount of Cd volatilized is low in the sintering machine and coke oven, so sintering machines and coke ovens are recommended for co-processing HW that contains Cd.
Study on kinetic models
Figure 6 shows a linear regression plot of−ln(1−α) as a function of t, and the linear regression plot of ln k as a function of 1/T in the boiler. The best fit straight lines and their correlation coefficient (R) are presented.
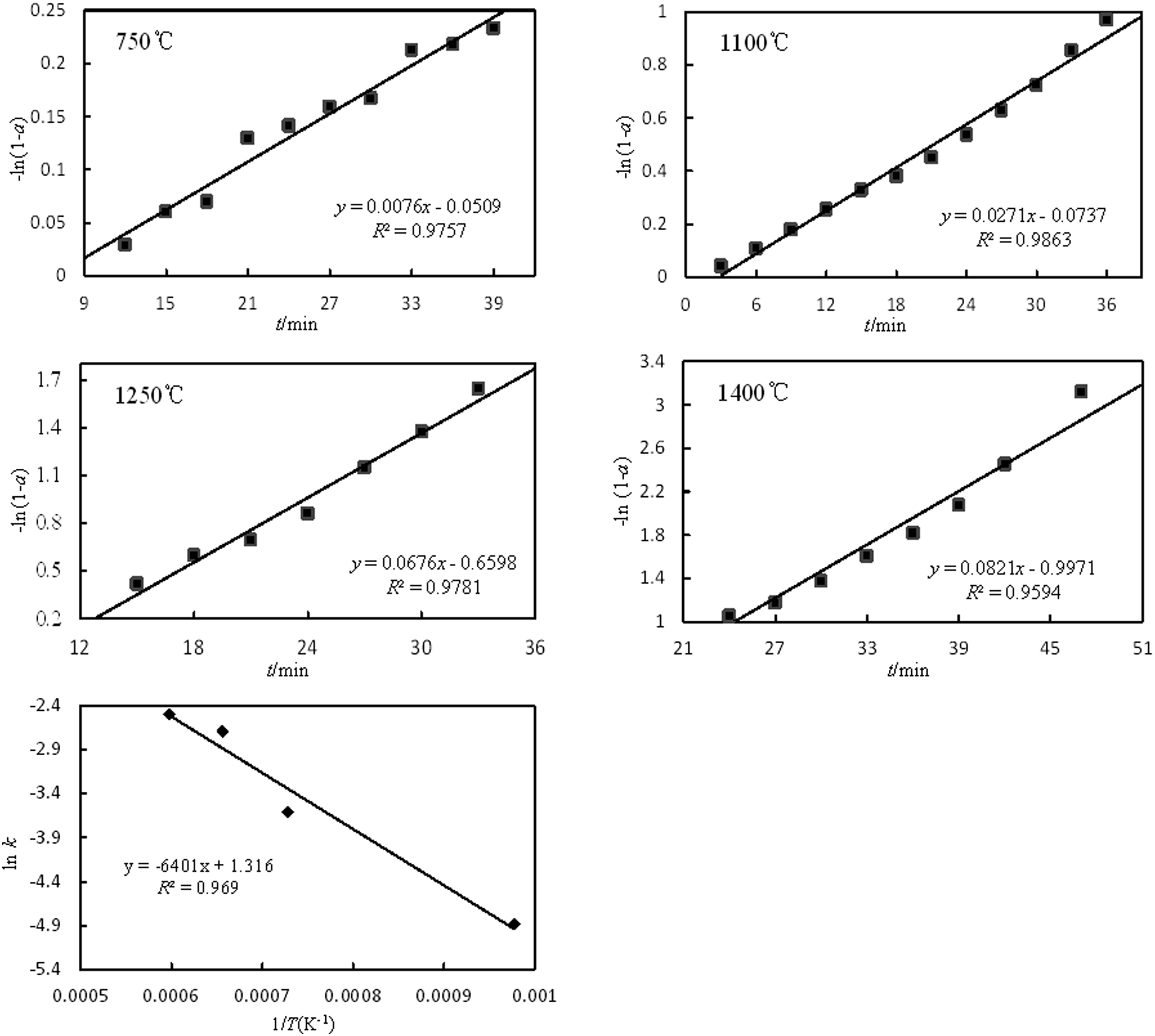
Linear plots of−ln(1−α) versus t and ln k versus 1/T for Cd in CdS in boiler.
The coefficient of linear regression is close to 1, which shows that the assumption of a first-order kinetics model is reasonable. The calculated rate frequency factor (A) and apparent activation energy (E) are 3.73 min−1 and 53.22 kJ/mol. Therefore, the kinetic equation obtained is α = 1−exp[−3.73exp(−6401/T)t].
Kinetic equations in the sintering machine, blast furnace, and boiler for CdO, CdS, and CdCl2 were obtained in the same way and are summarized in Table 6. The volatilization behavior of As during co-processing in a sintering machine is different, so kinetic equations cannot be established. Kinetic equations in the blast furnace and boiler for As2S3 were obtained in the same way as for Cd. For coke ovens, a kinetic model was established by using a nonlinear relationship between the amounts volatilized and the reaction extent, as shown in Fig. 7, and the kinetic equations for CdS, CdO, CdCl2 and As are shown in Table 7.
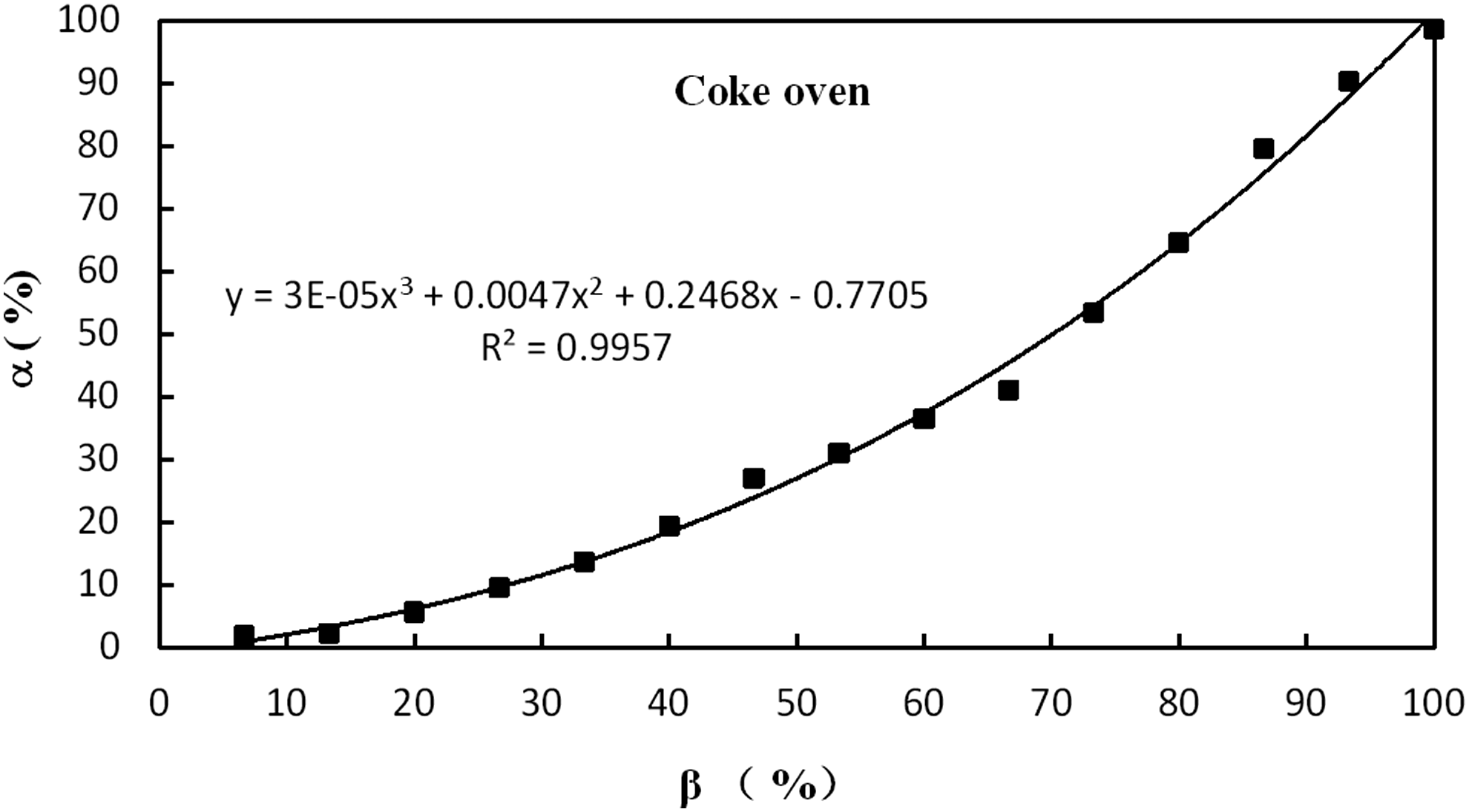
Linear plots of α versus β for Cd in CdO in coke oven.
R12 represent the correlation coefficient of the linear regression plot of−ln(1−α) as a function of t
R22 represent the correlation coefficient of the linear regression plot of ln k as a function of 1/T
The apparent activation energy (E) reflects the minimum energy required to result in a chemical reaction. The apparent activation energies of CdCl2, CdO, and CdS in the boiler (16.85, 28.75, and 53.22 kJ/mol, respectively) are lower than those in the sintering machine (49.68, 74.48, and 114.20 kJ/mol, respectively) and the blast furnace (29.66, 38.06, and 27.36 kJ/mol, respectively). These results show that Cd evaporates more easily during co-processing in a boiler. The apparent activation energy of As2S3 shows the same phenomenon. The apparent activation energy of As2S3 in the blast furnace (38.71 kJ/mol) is higher than that in the boiler (18.13 kJ/mol).
Conclusions
(1) The amount of Cd volatilized increases with increase in temperature (T) and residence time (t). The amount of CdCl2 volatilized is at a maximum compared with CdS and CdO in the sintering machine, blast furnace, and boiler. The amount of Cd volatilized is low in the sintering machine and coke oven, so this equipment is recommended for co-processing HW that contains Cd.
(2) The amount of As volatilized increases with increase in temperature (T) and residence time (t). However, the amount of As volatilized decreases with increase in temperature in the sintering machine. So, the sintering machine is recommended for co-processing HW that contains As.
(3) The amount of As residue in the sintering machine is ∼40%–90%, 59%–20% in the blast furnace, and below 21% in the boiler and coke oven. The amount of Cd residue is high at low temperature (<1,200°C), whereas, at high temperature, the amount of Cd residue is below 4%, except for CdS and CdO during co-processing in the sintering machine.
(4) Kinetic models can provide a preliminary theoretical basis for predicting the release of heavy metals (Cd, As), and determine which kind of HW and furnace is suitable for co-processing, and the feeding rate or feeding point for the HW.
Footnotes
Acknowledgments
This work was supported by the Environmental Public Welfare Project of China: “Environmental risk control technology study on co-processing hazardous wastes in boilers and industrial furnaces” (201209023), the Sino-Norwegian project phase II: “Environmentally Sound Management of Co-processing Hazardous and Industrial Wastes in Cement Kilns in China” (CHN 2150 09/059), and “Fundamental Research Funds for the Central Universities” (2014MS19).
Author Disclosure Statement
No competing financial interests exist.