
Abstract
Abstract
A novel continuous flow-through (FT) synthesis technique, which converted the hydrothermal synthesis conditions used in a previously reported batch process, was developed to produce polyvinylpyrrolidone-coated iron oxide nanoparticles (NPs). NPs have been shown to work for oil remediation in environmental systems, but a scaled-up synthesis is required for practical applications. The synthesis technique requires low temperatures and ambient pressure and does not use any inert gases and organic solvents. The method has potential to be developed into a massively parallel process for large-scale production. The as-synthesized iron oxide NPs were tested and compared with NPs produced from a previously developed batch method in terms of chemical and structural properties and their potential oil removal from aqueous samples relevant to the environment. Analysis showed that NPs produced from FT synthesis largely maintained their structural properties, although both core and hydrodynamic size of the NPs were slightly larger than those from the batch method, potentially affecting specific surface area and their ability to remove oil from aqueous solutions under challenging conditions. Nevertheless, results from experiments quantifying oil removal from water in synthetic seawater, with or without added fulvic acid or alginic acid, indicated that NPs synthesized from the FT technique showed excellent oil removal capacity (essentially 100% removal). Their oil removal efficiency was comparable to efficiency of the NPs synthesized from batch method.
Introduction
O
Since oil spills and other related contamination can have deleterious environmental consequences and current removal methods are limited, improved methods for oil remediation are urgently required (Zhu et al., 2010; Chen et al., 2013). Traditional mechanical removal methods such as booms, skimmers, and suction pumps have a low removal efficiency, are effective only for thick oil slicks during the initial stage of oil spill, and suffer from other problems (Lehr et al., 2010). For low concentrations of oil such as those present in surface sheens, various sorbent materials such as membranes, chemical dispersants, and polymer-based foam absorbents are used for oil–water separation (Merkel et al., 2002; Wei et al., 2003). Although widely applied, these techniques are often impractical due to limitations such as high operational cost and time, low adsorption efficiency, and environmental constraints (Nakazawa and Somorjai, 1995; Barron, 2012).
Nanotechnology has gained a significant research interest in the field of oil remediation in recent years and hydrophobic nanomaterials, including hydrogels (Korhonen et al., 2011), nanotube sponges (Gui et al., 2010), nanowires (Yuan et al., 2008), and nanoparticles (NPs) (Zhu et al., 2012) have been widely studied. Despite generally demonstrating good oil removal efficiency, these hydrophobic nanomaterials also have limitations in their practical applicability for oil–water separation. Many current methods (Kimata et al., 2003; Chin and Yaacob, 2007) use and produce hazardous materials using complex synthesis processes with high energy and material inputs (Palchoudhury and Lead, 2014), which are costly and potentially polluting. They may be limited for certain applications such as the ability to remove the highly toxic water-accommodated fraction at depth.
In our previous works, we developed a facile and cheap synthesis technique to produce water-dispersible polyvinylpyrrolidone (PVP)-coated iron oxide NPs and used them for the essentially complete removal of oil at the laboratory scale (Mirshahghassemi and Lead, 2015; Mirshahghassemi et al., 2016). The oil removal is likely driven by hydrophobic moieties of PVP forcing oil from the aqueous phase onto the NP coating and then magnetic field can be used to separate the NPs, with associated oil from the aqueous phase (Mirshahghassemi et al., 2016). The method uses low energy and material inputs and the yield is >90%. However, successful scale-up in the rate of production is essential for commercialization and practical use, including large-scale oil remediation.
We recently reported that using PVP-coated magnetic NPs, high gradient magnetic separation technique is a promising technique for oil removal in a continuous flow system (Mirshahghassemi et al., 2017). Our study shows that 85–95% oil and NP removal was observed under the optimum removal conditions. To illustrate this, to remove oil from a spill as large as the BP Deepwater Horizon, the current method requires thousands of kgs of the nanomaterials (Palchoudhury and Lead, 2014; Mirshahghassemi and Lead, 2015), although a few kg or tens of kgs are sufficient for most oil spills, since most oil spills are smaller scale. The laboratory method produces gram quantities (Palchoudhury and Lead, 2014; Mirshahghassemi and Lead, 2015; Mirshahghassemi et al., 2016) and is therefore extremely difficult to apply for real spills. A large-scale production method is required and such methods have proven successful for other NPs (Petschacher et al., 2013; Betke and Kickelbick, 2014; Dunne et al., 2016).
In this work, we developed a continuous flow-through (FT), hydrothermal synthesis technique to produce PVP-coated iron oxide NPs under ambient conditions that converted the previously used facile “one-pot” batch process (Mirshahghassemi and Lead, 2015). Once demonstrated, it is a scientifically but not logistically trivial task to then scale-up the method into a massively parallel process to produce the required amounts of NPs. Subsequent to development, a comparative study between NPs from a newly developed FT synthesis and a previously established batch process was conducted. Selected NPs' physicochemical properties and efficiency of oil removal under various environmentally relevant conditions were measured and the results are reported here.
Experimental Protocol
Material synthesis
In this study, iron oxide NPs were synthesized using a hydrothermal FT synthesis method under ambient environmental condition. A schematic of a typical FT synthesis is shown in Fig. 1. In the flow-through method, we converted the batch conditions to a flow-through situation with a minimum of change in the chemistry. PVP and iron (II, III) chloride are dissolved in ultrapure water at 90°C and then pumped continuously into the reaction chamber of 0.1-inch internal diameter and 2.5-m-long Tygon tubing with the flow rate of 2.5 mL/min.
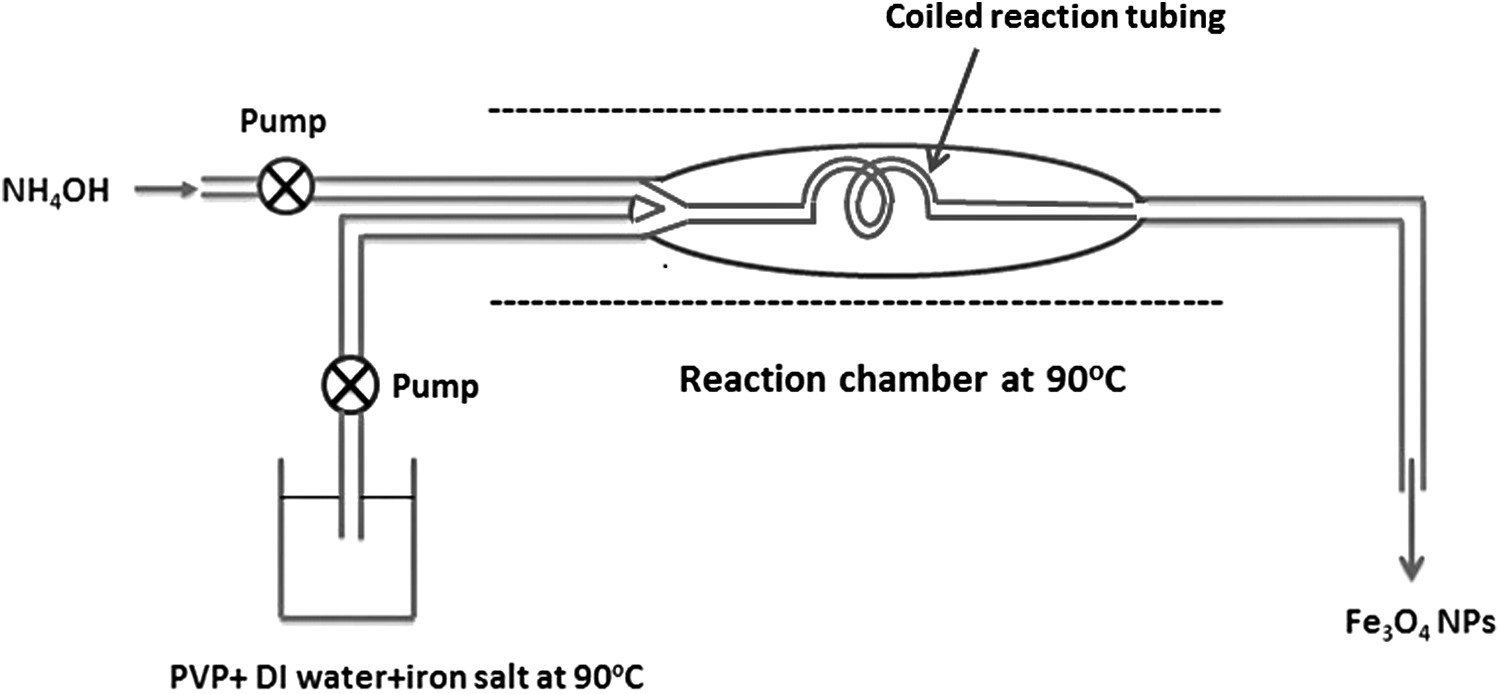
Schematic diagram of flow-through synthesis (figure not in scale).
Initial calculations were performed to constrain the FT conditions to those similar to the conditions in the batch method. Within that range, a large number of experimental conditions, including the reaction chamber of varying lengths (1.0–2.5 m) and internal diameters (0.1–0.2 inch) and different flow rates (2.5–5 mL/min) were examined before settling on an optimized procedure. Once optimized, we tested these conditions against solution conditions, synthetic seawater with or without fulvic acid (FA) and alginic acid (AA). The reaction chamber was kept at 90°C inside a water bath. After the mixing of iron salts and PVP, ammonium hydroxide at room temperature was pumped continuously into the reaction chamber, using the same flow rate as the precursor solution. Black precipitates of iron oxide NPs were formed in continuous stream, collected, and washed once with deionized water and magnetically separated and redispersed in water again through sonication to remove reactant species.
The NPs were kept for further testing. Storage time was at least 3 months before degradation of oil removal capacity and change in size. We did not measure for longer periods. As-synthesized NPs were compared with the NPs synthesized from “one pot” batch method. The details of batch synthesis process are given elsewhere (Mirshahghassemi and Lead, 2015).
Synthesis yield was calculated from the iron concentrations of samples separated with centrifugal ultrafiltration (Amicon Ultra Centrifugal Filters, 3 kDa, Millipore) (Afshinnia et al., 2016) and analysis of Fe in total, permeate, and retentate fractions by inductively coupled plasma-optical emission spectrometer (ICP-OES, Varian 710-ES).
As-synthesized iron oxide NPs were characterized using a multi-method approach, including X-ray powder diffraction (XRD), atomic force microscopy (AFM), and dynamic light scattering (DLS). XRD was performed on a Rigaku D/max 2100 diffractometer (Cu Kα radiation, λ = 1.54059 Å). Samples were also characterized by the Fourier transform infrared spectrometer (FTIR PerkinElmer 100) and thermogravimetric analysis (TGA) was conducted on TA Instruments Q5000 using a heating rate of 10°C/min under a nitrogen environment.
AFM images for NPs were collected on an Asylum Cypher AFM operating in noncontact mode in ambient air, which we have previously shown to give results comparable to measurements in water (Baalousha and Lead, 2013). Noncontact mode silicon AFM cantilevers (ACM240TM; Olympus) were used for the characterization. To prepare the AFM samples, about 50 μL of sample solution was deposited on a freshly cleaved mica sheet and washed several times with ultrapure water. The mica was then allowed to dry in a covered Petri dish under ambient conditions.
Data collection and analysis were conducted with Asylum software. To obtain the size histograms, the AFM images were analyzed quantitatively with section analysis in the AFM software. For each sample, between 40 and 80 particles were imaged and their heights above the mica surface measured from randomly selected areas of the mica. The measured heights (particle size) were classified into intervals of 10 nm width for all the samples. DLS measurement was performed on a Malvern Nanosizer instrument (pH 6–8).
Oil–water separation
Oil separation from aqueous solutions was performed using a 0.15 g/L oil–water mixture, which is based on the literature data (Labson et al., 2010) and similar to our previous works (Palchoudhury and Lead, 2014; Mirshahghassemi and Lead, 2015; Mirshahghassemi et al., 2016). Media tested included synthetic seawater, with or without FA and AA (both at 1 ppm). Synthetic seawater was prepared according to the U.S. Environmental Protection Agency protocol (EPA-821-R-02-012) (Weber et al., 1991). Fulvic acid (Suwannee River Fulvic Acid) and AA (Alfa Aesar) are representative natural organic macromolecules (NOM) present in ocean water.
Crude oil, representative of BP Deepwater Horizon spill (reference MC252 surrogate oil; sample ID: A0068H, AECOM Environment) was used to prepare the oil–water mixture for our oil removal experiment. The crude oil was mixed with the required amount of seawater followed by sonication for 25 min. After mixing, the appropriate amount of iron oxide NPs was added to produce suspensions of 18 ppm of the NPs from both batch and FT syntheses. This concentration was found to be optimal from our previous work. Magnetic separation was effected using a 1 1/2 inches cubic neodymium magnet (Grade N 52; K&J Magnetics, Inc.) with separation times of 1 h. After separation, the remaining solution in each vial was collected for further analysis. Statistical analysis was performed by using R software (version 3.2.1). The statistical significance was set as p < 0.05.
Concentration of oil was measured using 3D fluorescence spectroscopy and gas chromatography–mass spectrometry (GC-MS). Fluorescence spectroscopy measurement was performed by Horiba Jobin Yvon Fluorolog-3 spectrofluorometer. After initial work to optimize the fluorescence measurements, emission spectra of oil samples were recorded at excitation wavelength of 337 nm and emission range from 350 to 650 nm, which has been used for detecting polycyclic aromatic hydrocarbons and other aromatics in crude oil (Ryder, 2005; Pantoja et al., 2011). Oil removal efficiency was calculated using the integration of the fluorescence spectrum for oil samples of known concentration before and after magnetic separation.
GC-MS analysis was used to calculate removal efficiency of individual alkanes. For GC-MS analysis, methyl tertiary butyl ether was used to extract oil from the water and NPs. GC-MS analysis was performed on an Agilent 6890N gas chromatography system and an Agilent 5975 mass spectrometer equipped with an auto sampler (Agilent 7683B). The analytical column was an Agilent TG-5MS (30 m × 0.25 mm I.D., 0.25 μm film thickness) coated with 5% phenylmethylsiloxane stationary phase. High-purity helium (99.9%) at a constant flow rate of 1.5 mL/min was used as the carrier gas. The injection port was maintained at 250°C in the splitless mode and 1 μL of extracted sample was injected. Spectra were obtained in the electron impact mode (70 eV) scanning from 40 to 400 m/z. The oven temperature was operated from 40 to 300°C rising at 10°C/min. A full scan mode was used and saturated hydrocarbons were monitored in the oil samples before and after the NPs-based separation.
Results and Discussion
Characterization of iron oxide NPs
In this work, we investigated a continuous hydrothermal FT method for the synthesis of PVP-coated iron oxide NPs that transposes the chemical conditions of our previously reported batch hydrothermal synthesis (Mirshahghassemi and Lead, 2015). The performance of as-synthesized NPs in terms of structure and oil remediation efficiency was investigated and then compared with properties and performance from batch synthesis. Dissolved and particle iron content for NPs gave an NP yield of 92–93%, which is comparable to NPs from batch syntheses (92–95%). The yield was high and no significant difference was found between the methods.
Crystal structure characterization of as-synthesized iron oxide NPs from FT was performed by XRD. Figure 2a shows the XRD profile of iron oxide NPs synthesized from FT processes. All the peaks in the XRD patterns can be assigned to cubic magnetite phase (JCPDS No. 01-075-0449) of iron oxide, although the presence of small amounts of maghemite cannot be discounted. The absence of any other peaks confirms the lack of significant amounts of any other phases. The XRD profile of NPs from FT synthesis is matched with the XRD profile of NPs from batch synthesis (Supplementary Fig. S1) indicating that NPs from FT synthesis has similar crystal structure as NPs from batch synthesis.
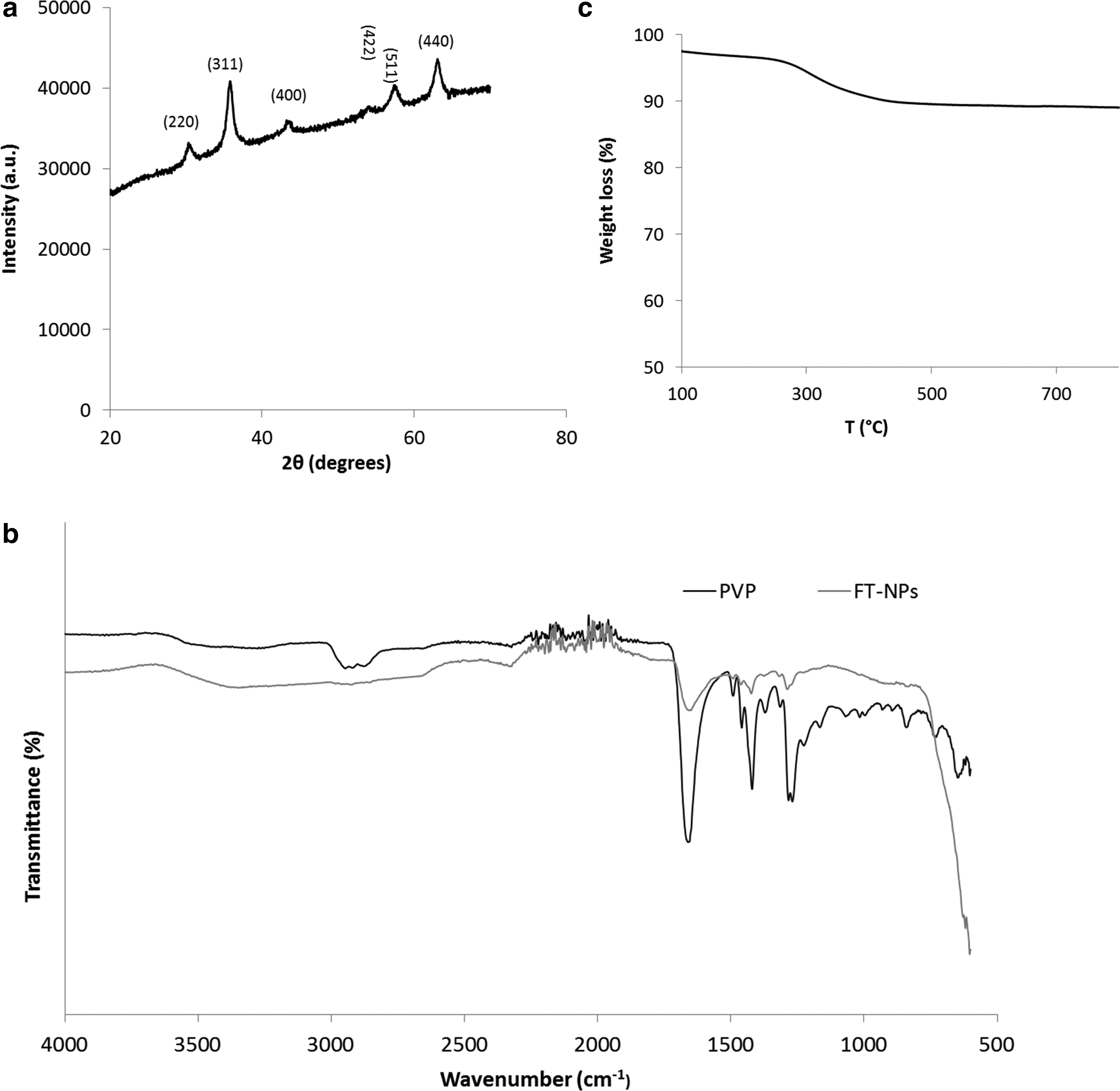
Figure 2b shows FTIR spectra of the PVP and PVP-coated iron oxide NPs from FT synthesis. The absorbance peaks at 1,422, 2,882, and 2,952/cm in PVP spectrum can be assigned to scissoring, bending, and symmetric and asymmetric stretching vibrations of CH2 in PVP, respectively (Smith, 1999; Song et al., 2011; Mirshahghassemi and Lead, 2015). The presence of sharp peaks at 1,292 and 1,659/cm in the spectrum for PVP-coated NPs can be attributed to the stretching vibration of C–N and C = O in PVP, respectively (Song et al., 2011). The FTIR spectra show that peaks at 1,292, 1,422, and 2,952/cm are suppressed in the spectrum for PVP-coated NPs compared with the spectrum for pure PVP. These results are consistent with literature data suggesting that the PVP-magnetite interaction is likely through binding of the carbonyl group of PVP (Lee et al., 2006) to the iron oxide core.
An FTIR spectrum of NPs from batch synthesis (Supplementary Fig. S2) shows the peaks that are similar to the peaks in FTIR spectrum of NPs from FT synthesis (Fig. 2b), indicating that PVP is coated on NPs produced by both FT and batch syntheses in an essentially identical manner. Figure 2c is the TGA of the PVP-coated iron oxide NPs synthesized from FT technique. The TGA curve shows that about 7.1% weight loss was observed between 235 and 650°C for as-synthesized NPs. This weight loss is due to the decomposition of PVP and is consistent with previous reports, which show that PVP decomposition starts at 330°C (Bogatyrev et al., 2001; Du et al., 2006). The TGA curve for NPs from batch synthesis technique (Supplementary Fig. S3) indicates about 5.3% of weight loss in the same temperature range between 235 and 650°C. The results from both FTIR and TGA confirm that the PVP-NPs from FT syntheses techniques have similar properties and structure to the NPs synthesized using the batch synthesis technique. In previous studies (Tejamaya et al., 2012; Hitchman et al., 2013), we found the PVP layer to be <5 nm.
Size characterization of as-synthesized oxide NP samples was performed using both AFM and DLS measurements. Figure 3 shows the AFM scan images of PVP-coated iron oxide NPs from FT synthesis and size distribution of as-synthesized NPs from AFM and DLS analyses. The AFM image and size distribution analysis (Fig. 3a, b) show the median particle size of NPs was 85.2 nm with a semi-interquartile range of 22.7–121.8 nm. The hydrodynamic diameter of the NPs measured by DLS was 173.2 nm with an average polydispersity index (Pdi) of 0.18 (Fig. 3c).

Size characterizations of NPs from flow-through synthesis.
Although the Pdi is acceptably low, some agglomeration of NPs can be seen in AFM image that may have contributed to the larger particle size of the NPs produced by the FT synthesis compared with the NPs from batch synthesis (Supplementary Fig. S4). Supplementary Figure S4a and b shows the AFM image and particle size distribution of NPs produced from the batch synthesis technique. Based on the particle size distribution analysis, the median particle size of NPs synthesized from the batch process was 12.8 nm (interquartile range: 10.1–51.9 nm). The hydrodynamic diameter of the NPs measured by DLS was 93.3 nm with an average Pdi of 0.20 (Supplementary Fig. S4c). The size increase of NPs from FT synthesis suggests that there is some uncontrolled synthesis, resulting in larger NPs, most likely with a lower specific surface area. The altered properties (larger and more polydisperse) might result in a lowered effectiveness in oil removal and this was tested (see Oil-water separation).
Oil–water separation
As iron oxide is magnetic, it allows easy separation of NPs from aqueous solution and hydrophobic PVP facilitates the oil adsorption. The nonpolar interactions between the hydrophobic fractions of the PVP and hydrocarbons cause the oil sorption (Song et al., 2011). Oil removal is likely driven by hydrophobic moieties of PVP forcing oil from the aqueous phase onto the NP coating; the magnetic properties of the core can then be used to easily separate NPs from the aqueous phase, with associated oil. In this work, all oil–water separations were performed using 0.15 g/L oil samples containing 18 ppm of iron oxide NPs with 1 h of separation. These conditions were found to be optimal in our previous studies with batch NPs resulting in ∼99% removal of oil (Mirshahghassemi and Lead, 2015; Mirshahghassemi et al., 2016). The oil–water separation experiments were performed in synthetic seawater with or without FA or AA using NPs from either the FT synthesis or the batch synthesis. Their comparative oil removal efficiency was assessed.
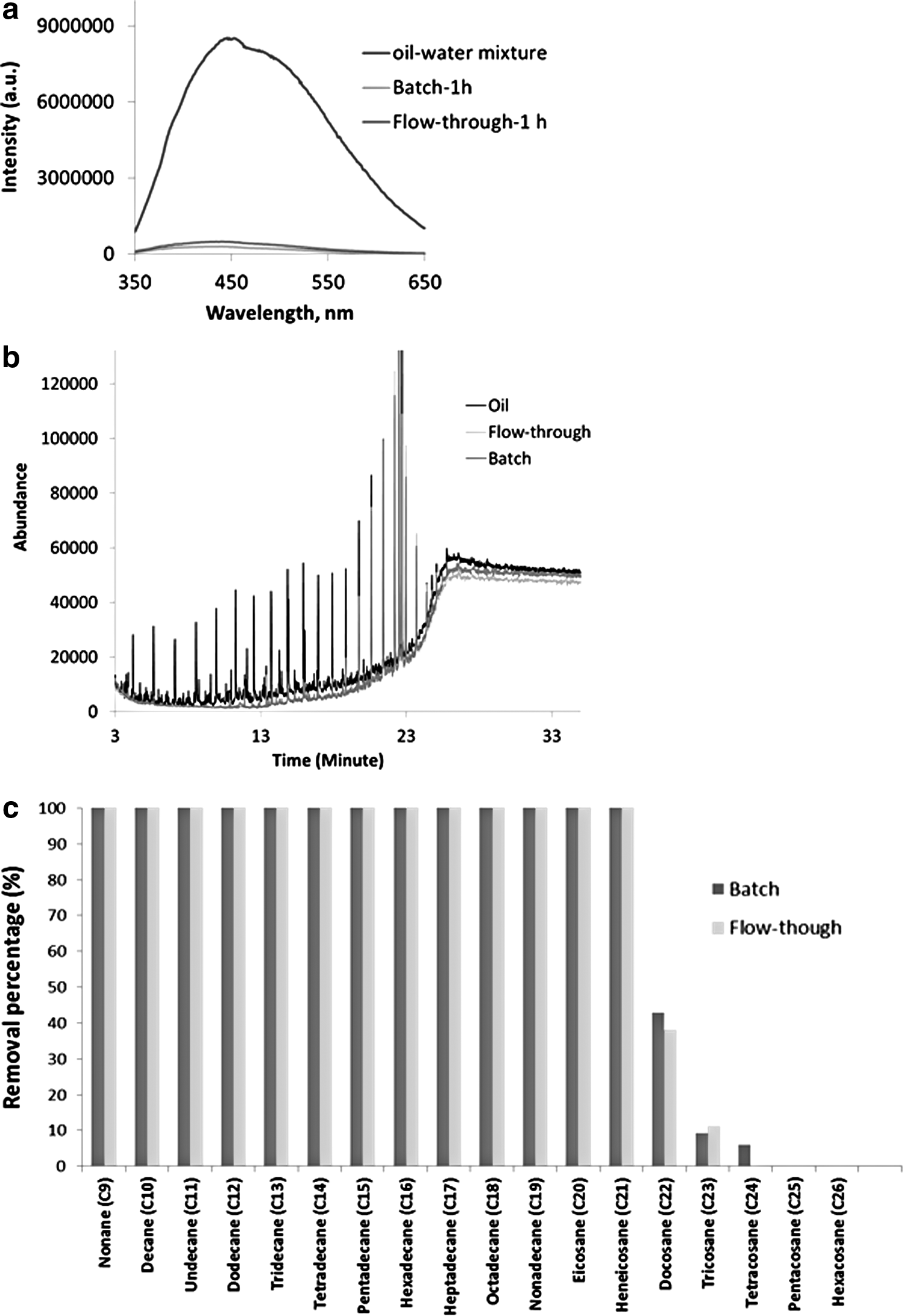
Figure 4a shows the fluorescence spectra from an oil removal experiment in synthetic seawater, with NPs from either the batch or FT syntheses. From the analysis of the fluorescence spectra, essentially 100% (99.1% ± 0.2% for batch NPs and 98.3% ± 0.8% for flow-through NPs) removal was achieved, showing that the oil removal efficiencies are not significantly different (p > 0.05). Based on the GC-MS results, chromatogram peaks for aqueous samples after oil removal were significantly reduced after 1 h of magnetic separation compared with the initial oil–water mixture (Fig. 4b). The GC-MS (Fig. 4c) results showed that there was ∼100% removal of lower chain alkanes C9–C21. The longer chain alkanes are less well removed, as consistently seen in our previous works, where 40–80% removal of C22–C29 alkanes has been observed. This ability to completely remove all oil components, with the exception of the longer chain alkanes, is likely similar to previous results (Mirshahghassemi and Lead, 2015; Mirshahghassemi et al., 2016). However, in this case, analytical issues prevented us from reporting the longer chain hydrocarbon, but we suspect reduced efficiency for the NPs made using the flow-through method. Higher removal percentages can also be effected by adding larger masses of the NPs and increasing the mixing and separation time, although this was not required for this study. The results from these experiments demonstrate that NPs from the FT synthesis process removed essentially all of the aromatic and majority of the aliphatic oil components and that these results were equivalent to the NPs from the batch synthesis in terms of their oil removal capability.
Oil removal in inorganic synthetic seawater using NPs from batch and flow-through syntheses
For practical applications, the FT synthesis of iron oxide NPs was repeated using decreased amounts of PVP, as PVP was the most expensive reactant species used. The resulting NPs were tested for their oil removal efficiency. PVP content were varied as 75%, 50%, and 25% of the original amount of PVP as described in the Experimental Protocol. Table 1 compares the oil removal efficiency of iron oxide NPs synthesized with decreasing amount of PVP. Table 1 shows that oil removal efficiency remains almost the same (92–99%) for all PVP concentrations, with substantially lower production cost. The estimation of costs per kg of production of iron oxide NPs with various amounts of PVP (Table 1) shows that the cost is about 32% less for NPs produced using 25% of the original amount of PVP. This cost estimate is based on the cost for laboratory-grade chemicals and precursor materials. With the use of commercial-grade chemicals and scaled up processes, much lower cost of production is expected.
OA, original amount; PVP, polyvinylpyrrolidone.
Separation of oil from water was repeated under more environmentally realistic conditions, with the addition of either 1 ppm of FA or 1 ppm of AA. FA and AA are representatives of the most common NOM types present in seawater and generally make oil removal more challenging (Mirshahghassemi et al., 2016). The FA and AA were set to higher than typical marine concentrations to provide an extra challenge to the oil removal process.
Figure 5 shows the fluorescence spectra and GC-MS chromatograms of oil experiment in seawater in the presence of FA and AA. Figure 5a is the fluorescence spectrum of the various fractions in the oil experiments in seawater in the presence of AA. The results indicate that there is ∼99% removal efficiency of oil from both synthesis processes. The fluorescence spectrum from the experiment in the presence of FA (Fig. 5b) also indicates almost 99% efficiency in oil removal. Figure 5c and d are the GC-MS chromatograms of the oil separation experiment in seawater in the presence of AA and FA, respectively. The GC-MS results show a significant reduction in chromatogram peaks for the lower chain alkanes C9–C21 after 1 h of magnetic separation in the presence of FA and AA compared with initial oil–water mixture. From the analysis of GC-MS results (Fig. 5e, f), ∼100% removal of lower chain alkanes C9–C21 was achieved in the presence of FA and AA for the NPs from both batch and FT syntheses.
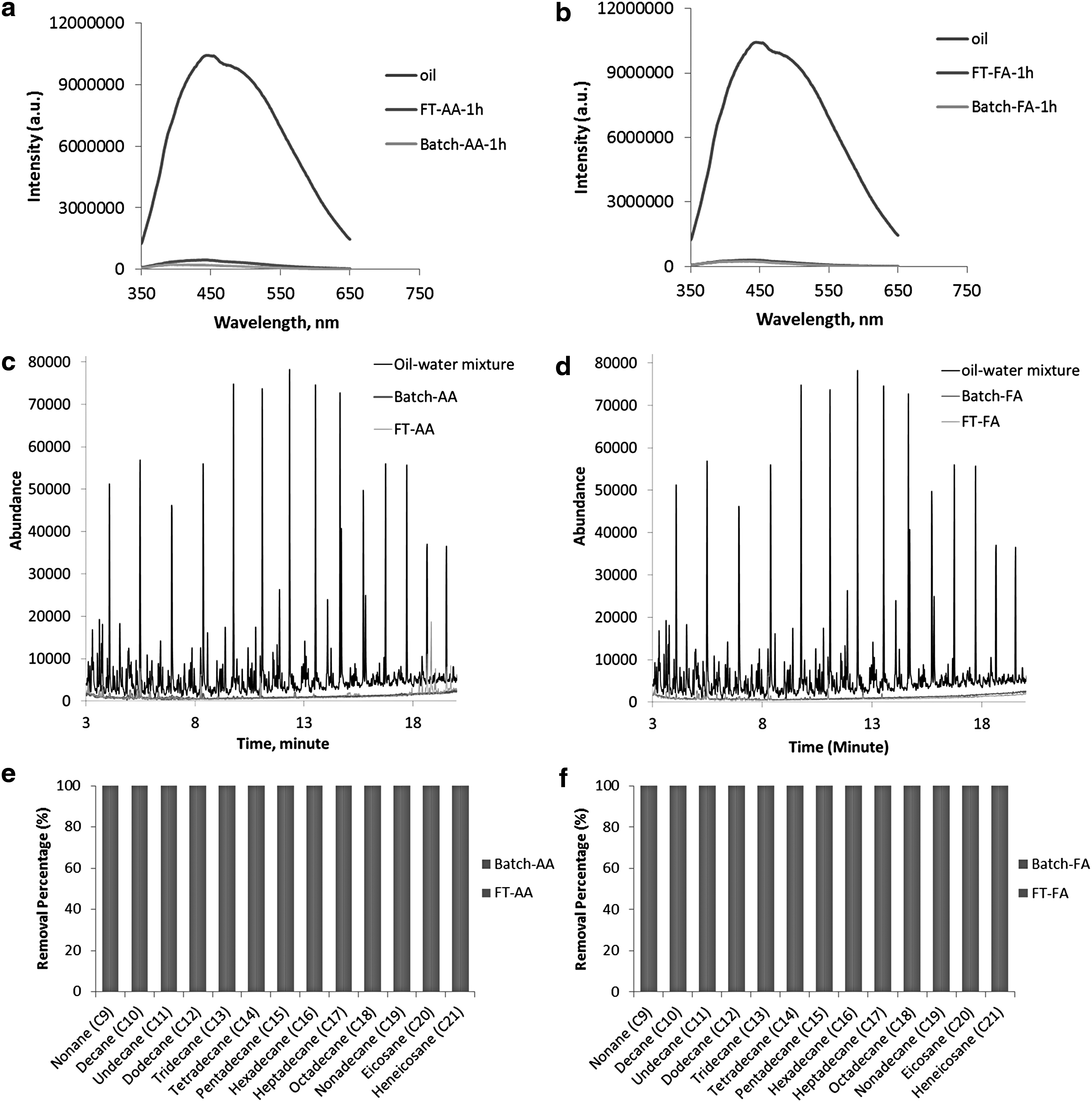
Oil removal in synthetic seawater using NPs from batch and flow-through syntheses. Fluorescence spectra
Data for the higher chain alkanes are not shown due to analytical difficulties for the longer chain alkanes, but it is likely that there was a reduction in removal efficiency for these longer chain alkanes, as discussed earlier. Overall, excellent oil removal efficiency (almost 100%) is shown in the presence of FA and AA, which is consistent with our previous work on the batch producing NPs (Mirshahghassemi and Lead, 2015; Mirshahghassemi et al., 2016). The results indicate no change in the efficiency of oil removal with or without FA and AA when comparing the NPs produced by the batch and FT methods. Most likely this is related to minimal perturbation of the structure and chemistry of the synthesized NPs and, therefore, the mode. Nevertheless, further optimization is being pursued for their use in more challenging conditions.
Conclusions
PVP-coated iron oxide NPs were synthesized using a novel hydrothermal FT synthesis technique that transposed the synthesis conditions used in a previously reported batch process. The FT method allows the large-scale production of the NPs. The structural properties and oil removal efficiency of the as-synthesized NPs were investigated and compared with those of NPs from batch synthesis. There is somewhat less control of the NP synthesis and the outputs using the FT process compared with batch process, resulting in larger NPs most likely with a lower specific surface area, along with some aggregation. However, results indicate that the PVP-coated iron oxide NPs produced from FT synthesis were equally efficient in oil separation, when compared with NPs produced from a batch process, even with conditions which challenge the capability of the NPs (environmental conditions, including FA and AA). This article demonstrates the potential for the large-scale production of PVP-coated iron oxide NPs using massive parallel units of current FT process and the use of as-synthesized NPs in in situ oil remediation for large oil spills.
Footnotes
Acknowledgments
The authors thank the SmartState Center of Environmental Nanoscience and Risk (CENR) for financial support. They also thank Dr. Mike Walla for use of GC-MS and Dr. Brian Benicewicz and Paras Pageni for help with the FTIR and TGA. They are also thankful to BP (Aecom) for providing reference MC252 surrogate oil (sample ID:A0068H). They also thank Dr. Bo Cai for help with the statistical analysis.
Author Disclosure Statement
No competing financial interests exist
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.