
Abstract
Abstract
In this article, removal of cobalt ions from synthetic liquid wastes aimed at surfactant and water reuse was carried out using a micellar-enhanced ultrafiltration (MEUF) process, adding an anionic surfactant (sodium dodecyl sulfate or SDS), with a lab-scale ceramic ultrafiltration membrane. In the first part of the study, ultrafiltration was studied to define the removal yields of cobalt from initial solutions. During these experiments, the effect of membrane size (1–210 kDa) and surfactant concentration (0-4-10 mM) was studied. Results showed a positive effect of surfactant on removal efficiency; maximum yields (>90%), with an initial cobalt concentration of 9.7 mg/L, were obtained by using the highest level of surfactant. After ultrafiltration, separation of metal and recovery of surfactant was carried out by acidification with sulfuric acid followed by another step of ultrafiltration. Results of the second series of experiments showed that separation yields for cobalt >96% could be obtained after acidification to a pH = 1. Regarding SDS recovery, as a consequence of acidification, the pore size of the membrane was enlarged so that SDS micelles could pass through the membrane, resulting in lower yields with respect to metal rejection. In this article, hence, the technical feasibility of MEUF combined with acidification to remove heavy metals and recover surfactant was demonstrated. This last step is important to reduce the high operative costs due to the use of surfactant.
Introduction
P
Due to their high solubility, heavy metals can be easily absorbed by living organisms; unlike most of the organic pollutants, they are not biodegradable, so they can be accumulated and, if the quantities are higher than bearable level, they can cause harmful effects due to their toxicity.
Therefore, wastewaters produced by various industrial processes must be properly treated before their discharge into the environment, in accordance with the standards required by the national regulations, to minimize the risk of contamination. The methods currently used for the removal of heavy metals from polluted effluents are: chemical precipitation (Prisciandaro et al., 2006), ion exchange, adsorption (Karatza et al., 2013), coagulation-flocculation, flotation, electrochemical treatments, and membrane processes (Prisciandaro and Mazziotti di Celso, 2010; Mazziotti di Celso and Prisciandaro, 2013; Shi et al., 2017).
These last methods are an alternative to conventional processes. Due to the permeability of the membranes, ultra-filtration does not allow the separation of the metal ions dissolved from contaminated wastewaters without the use of a molecule that tends to increase the size of the solutes. Two methods, which are based on this principle, allow to obtain high removal efficiencies, which are micellar-enhanced ultrafiltration (MEUF) and polymer-enhanced ultrafiltration.
In particular, MEUF is a technique in which surfactants are added to polluted water in such a concentration as to form “micelles” on which the metals are adsorbed. Such structures can be held by an ultra-filtration membrane with a suitable molecular weight cut off (MWCO), so only free ions and the monomers pass through the pores. Removal efficiency of the process depends on the characteristics and concentrations of the metal and the surfactant, the pH and ionic strength of the solution, and ultra-filtration operating parameters (Fu and Wang, 2011; Tortora et al., 2016a, 2016b).
For example, a recent article (Huang et al., 2017b) showed the influence of pH on metal ion speciation and removal (copper, cadmium, zinc, and lead) from wastewater by using MEUF. The experiments were conducted with a membrane in polyether sulfone (10 kDa) at different pH values. The optimal conditions for the removal of copper and cadmium were found for pH >2, in the presence of surfactant (8 mM). The optimal pH for removal of zinc and lead comprised between 3 and 10.
Surfactant recovery and reuse, after its application in an MEUF stage, is extremely important for the economic feasibility and the environmental sustainability of the process, because this substance is a significant item of operating costs and a potential pollutant, if not properly disposed. The methods used for this purpose are principally acidification or chelation and precipitation.
Li et al. (2009) studied both acidification and chelation processes for the recovery of sodium dodecyl sulfate (SDS). Ethylenediaminetetraacetic acid (EDTA), citric acid, and tartaric acid were used as chelating agents; whereas sulfuric, hydrochloric, and nitric acid were used as acidifying agents. The maximum removal yields using EDTA chelation were obtained at pH 4 (recovery: 65.5% for Cd2+, 68.5% for Zn2+; metal removal efficiencies: 90.3% for Cd2+, 89.6% for Zn2+).
About acidification, the best result was provided by H2SO4, at pH 1 (SDS recovery: 58.1% for Cd2+, 54.3% for Zn2+; metal removal efficiencies: 88.1% for Cd2+, 87.8% for Zn2+). Kim et al. (2006) studied three methods for the recovery of surfactants: acidification with H2SO4, HNO3, and HCl; chelation with IDA, citric acid, EDTA, potassium ferricyanide, and potassium ferrocyanide as chelating agents (followed by ultrafiltration); and precipitation with ferric- and ferrocyanide (followed by centrifugation). The results of the experiments showed that to have a good separation of metals, copper, and cadmium, pH value was <1. In the chelation process, another research group obtained the best results by using EDTA, which could be recovered by using ferric chloride or sulfate and sodium hydroxide (Palma et al., 2003).
The use of ferricyanide ensured the removal of all metal ions. The SDS recovery was about 84% after acidification and addition of EDTA, and around 100% by precipitation and next centrifugation.
In a recently published article, Huang et al. (2017a) reported their studies in which the recovery and reuse of SDS from MEUF retentate containing cadmium was studied. The experiments were conducted with a polyethersulfone membrane (10 kDa). The optimal pH values for the recovery of SDS were equal to one adding sulfuric acid in the solutions and with an initial SDS concentration that was twofold the critical micella concentration (CMC). An important result was that SDS could be recovered and reused only if the concentration was greater than its CMC. At pH 1, the cadmium removal was about 60% and SDS recovery was 92%; instead, the removal rate of metal ions by reused SDS was about 86%.
Tadakamalla and Marathe (2011) carried out a research on the cetyl pyridinium chloride recovery (CPC), from retentate, by foam fractionation; they studied different factors that can influence the process performance. In the best conditions, the recovery yields were >94%. Boonyasuwat et al. (2003) studied the foam fractionation to remove anionic (SDS) and cationic (CPC) surfactant from the ultrafiltration permeate. During these experiments, the removal yields were close to 100%. Also, Qu et al. (2008) studied the recovery of SDS by foam fractionation of the permeate coming from the MEUF step, obtaining an effective reduction of SDS in the solutions.
Purkait et al. (2005) carried out a study on the recovery of CPC from the permeate (application of MEUF to treat wastewater contains aromatic alcohols) by chemical treatments in which the surfactant was precipitated by KI and recovered by CuCl2. The same procedure was applied for the removal of dye from wastewater using MEUF (Purkait et al., 2004).
Li et al. (2006) studied the effect of the addition of Triton-X at concentrations greater than its CMC. The results showed that it was possible to reduce SDS dosage required for an effective Cu removal and, at the same time, minimize the permeate SDS concentration.
Bielska and Szymanowski (2006) studied SDS filtration with different membranes showing a high removal of SDS due to adsorption. SDS reduced the critical micelle concentration of mixed micelles and then the concentration of surfactants in the permeate.
In this article, a double-filtration process for cobalt removal and surfactant recovery is presented: In the first step, the removal of cobalt from synthetic solutions by the MEUF process is carried out; in the second step, the recovery of SDS from the retentate of the MEUF process is performed by acidification/ultrafiltration. The proposed process aims at verifying the reliability of the MEUF procedure, already tested for other metals (Tortora et al., 2016b; Innocenzi et al., 2017), to remove cobalt ions from wastewaters with surfactant recovery. It is important to underline that the surfactant recovery may also allow a reuse of process water (Prisciandaro et al., 2016), thus increasing the environmental sustainability of the technique.
Experimental Protocol
Experimental apparatus
Experimental studies were carried out in a tangential flux Membralox® XLAB 3 (Exekia, Bazet, France) laboratory pilot plant with a single-tube Membralox® Tl-70 ceramic ultrafiltration membrane (ZrO2 zirconium oxide) (Fig. 1). The recirculation pump gives a fixed tangential velocity of about 7 m/s. Two series of experiments were performed: In the first, the efficiency of MEUF on the cobalt removal was investigated; whereas in the second, the separation of the metal from surfactant micelles to be recovered was studied.

Experimental apparatus.
After each test, a cleaning procedure was performed at 30°C while controlling the valve by a tank jacket connected to a Crioterm 10–80 thermostat. The plant is equipped with a backflush system BF3, controlled by an electrovalve (pressure7 bar, re-injected volume 3 mL). The backflush was utilized only during membrane cleaning, with intervals and lengths regulated manually (frequency 2 min, length 1 s, approximately). In these research activities, tubular ceramic membranes of 1 and 210 kDa cut-off were used for the first series of experiments; the second series of experiments were performed by using a membrane with 1 kDa.
The acidification process of micellar-enhanced ultrafiltration retentate was controlled by a pH meter (S220 SevenCompact™; Mettler Toledo); the same tool was also used to control temperature variation connected to mixing heat. The collected samples were analyzed by an atomic absorption spectrophotometer (model 120 GTA-AA240Z; Varian), to measure the concentrations of the metal ions and to calculate the recovery yields.
Materials and Methods
The synthetic liquid solution used in this study contained cobalt ions; cobalt(II) nitrate hexahydrate (AcrosOrganics) was the metal salt used in the sample preparation. SDS of Merck Millipore was used as a surfactant.
Sulfuric acid (Carlo Erba, 96%) was used to adjust the pH of solutions during the acidification experiments.
Removal of cobalt through MEUF
The aim of the first series of experiments was to study the removal of cobalt contained in the solutions through MEUF in the presence of surfactant. The initial concentration of cobalt was around 9.7 mg/L, and the liquid solutions were used to perform a set of experiments as described in Table 1.
MEUF, micellar-enhanced ultrafiltration; SDS, sodium dodecyl sulfate.
The plan included five experiments at different conditions with a replicated point to define the experimental error and the reproducibility of the experiments. The investigated factors were cut-off size of membrane (1 and 210 kDa), transmembrane pressure (0.8–1.3 and 2.8 bar), and SDS concentration (0-4-10 mM). The CMC of SDS (8 mM) was obtained from conductivity measurement (Li et al., 2009; Innocenzi et al., 2017; Tortora et al., 2016a, 2016b); during the experiments, it was decided to study the effect of SDS concentration under CMC (4 mM) and above CMC (10 mM). All the tests were performed at a constant temperature of 25°C.
Table 1 summarizes the conditions of the experiments just described.
Surfactant recovery procedure: acidification and ultrafiltration
The second series of experiments was conducted to study the separation of the metals from micelles and, thus, separate SDS from the retentate obtained in the first series of tests. The procedure included acidification of the retentate of the MEUF process for the separation of metals, followed by an ultrafiltration process for surfactant separation. For the acidification, a beaker, containing the retentate and a stir bar, was placed on a magnetic stirrer with a constant rotation speed (100 rpm) that ensured an efficient mixing. pH was monitored by a pH meter (S220 SevenCompact; Mettler Toledo); additional small amounts of sulfuric acid (96%) were added by a micro-pipette (20–200 μL or 500–5000 μL). Also in this case, temperature variations, due to mixing heat, were controlled. Collected data were used to build titration curves (here not reported).
In the surfactant recovery tests, a tubular ceramic membrane with a low molecular cut-off (1 kDa) was used. A feed tank was filled with 3 L of solution coming from the retentate of the MEUF process at the correspondent value of pressure and room temperature with permeate and retentate valves closed; the apparatus was pressurized by nitrogen, so it was not possible to work in a continuous way. After the plant start-up, the acidified solution was circulated in the ultrafiltration apparatus, with all valves closed, for a time greater than that necessary to guarantee the stabilization of the flow (20 min), so as to favor the protonation of SDS micelles, to obtain a high separation efficiency. Then, the permeate valve was open and flux checked. After this, the valve remained opened and flux was measured at even 3 min for five times. When the feed tank was empty, 3 L of distilled water was put inside to estimate flux decline.
Two surfactant recovery tests using the retentate coming from the test #4 and #I were performed. In each recovery test, MWCO, pH, and trans-membrane pressure (TMP) were constant and equal to 1 kDa, 1 and 2 bar, respectively.
After each experiment, equipment and membrane were washed with alkaline detergents (P3-Ultrasil 25) and rinsed with distilled water until pH returned to the value of about 7. Chemical cleaning was necessary to get outlet fluxes similar to those obtained with distilled water; the cleaning procedure is described in detail elsewhere (Tortora, 2016a, 2016b).
Process scheme
The proposed double filtration step described in the earlier sections is shown in Fig. 2.

Block diagram of micellar-enhanced ultrafiltration/surfactant recovery process. SDS, sodium dodecyl sulfate.
Initially, synthetic solution containing metals (stream #1) was treated by the MEUF process by adding SDS as surfactant (stream #2). From this stage, clean water was obtained as the permeate of the ultrafiltration process (stream #4), whereas the retentate (stream #5) was acidified with H2SO4 (stream #6); the acidified solution (stream #7) was sent to another ultrafiltration step, in which the cobalt was recovered in the permeate (stream #8), whereas the surfactant in the retentate (stream #9) was recycled to the MEUF stage.
Results and Discussion
Removal of cobalt by ultrafiltration
For each test, the measured responses were flux rate of permeate (Jp) and cobalt rejection coefficient (R). Jp was defined as Equation (1)
where Q, S, and t are the volume of collected permeate, the membrane area, and the time needed for collecting the permeate volume, respectively.
The cobalt removal of the efficiency yields was determined by using the following Equation (2):
where cp = metal concentration in the permeate and cf = metal concentration in the feed.
Figures 3 and 4 report the permeate flux for the experiments in which 1 and 210 kDa cut off-membranes were used. Three kinds of profiles are shown in Figs. 3 and 4: (1) Clean membrane, distilled water indicating the values of flux patterns with the membrane clean and by using distilled water; (2) Co solution indicating the flux trend in the presence of cobalt solution; and (3) dirty membrane referring to the values of the water flux for the dirty membrane, that is, with passing distilled water through the membrane once the filtration of the metal solution was finished.
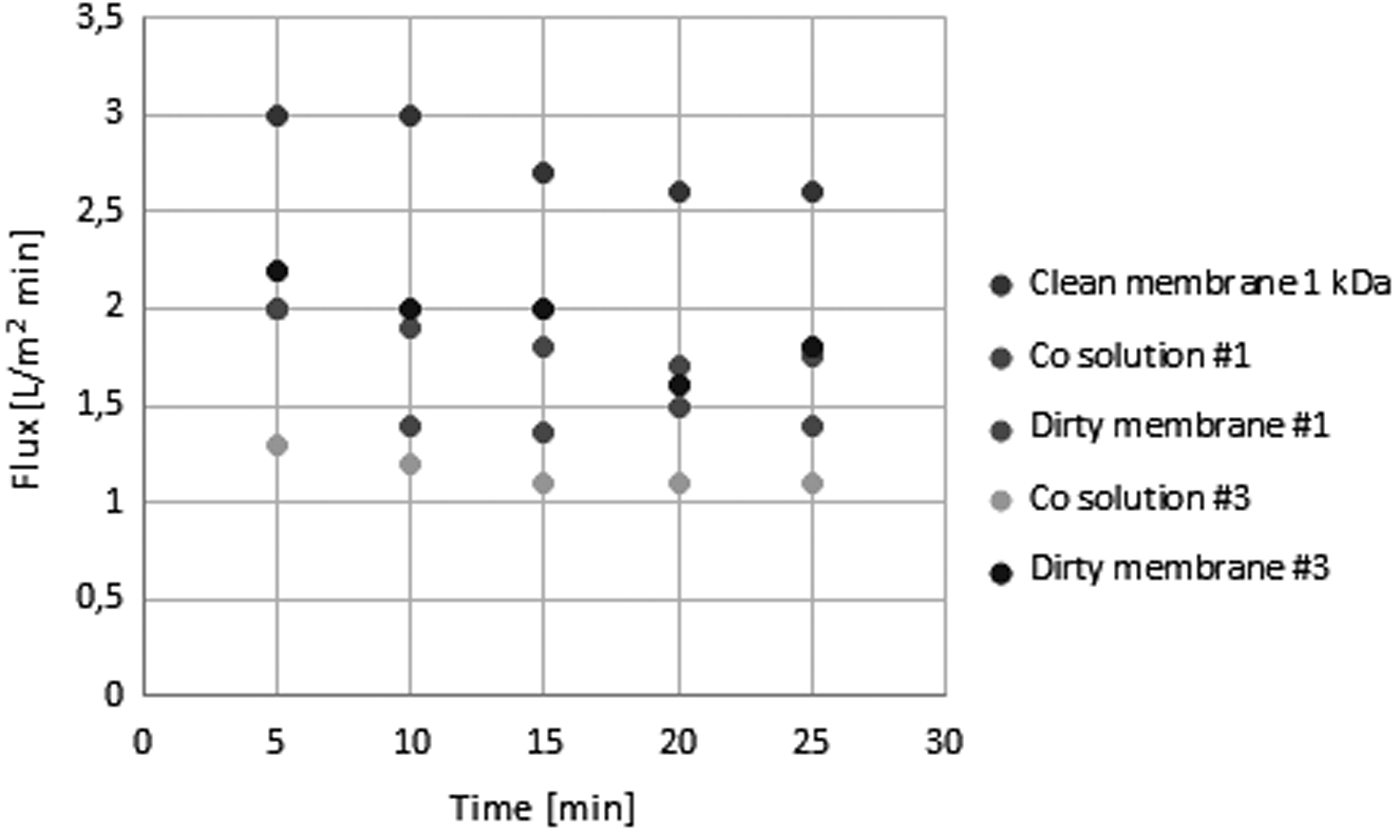
Permeate flux for test #1 and #3 (1 kDa).

Permeate flux for test #2, #4 and replicated point (210 kDa).
For the permeate flux of the replicated tests, the average data were considered; the experimental deviations of the results for these trials were of ±0.3 L/m2 minutes for flux of the cobalt solution and flux of distilled water at the dirty membrane (not reported in the Fig. 4). It can be observed that the permeate flux with clean membrane was higher than other Jp for 1 and 210 kDa. Moreover, the Jp with 210 kDa clean membrane was higher than that for 1 kDa, as expected. From Fig. 3, it was found that the minimum trend of Jp was obtained during the test #3 in which a concentration of SDS above the CMC was used. It was clear that the formation of micelles provided more resistance to the permeate flux.
The same trend was also reported for the test #2 and #4. It was also found that the flux at dirty membrane for test #3 was similar to that of test #1, despite SDS being added in the third experiment to the solution. It could be explained considering that in the test #3 a higher pressure was applied, which pushed the liquid to cross the membrane. Moreover from Fig. 4, the effect of surfactant using the three concentration values could be observed as shown in Table 1, with the same membrane size (210 kDa). The maximum Jp measured for the cobalt solutions was the one corresponding to the test #2 (in the absence of surfactant), followed by Jp for the replicated test, and, finally, by the Jp of the test #4, with a concentration under CMC and above CMC, respectively.
Generally, the permeate fluxes were higher using the membrane with a size of 210 KDa, with respect to the experiments performed with the membrane of 1 kDa. In our previous work (Tortora et al., 2016a), the fouling resistances were calculated for the MEUF process by using the same experimental apparatus.
Regarding the efficiency of cobalt removal, it was observed that after 25 min of ultrafiltration the minimum yields were obtained during the test #1 and #2 in the absence of surfactant. Instead, the maximum yields were calculated for the test #3 and #4: In the presence of surfactant, the effect of cut size was negligible. SDS had a very significant positive effect on metal removal. This trend was confirmed by the replicated experiments (#I and #II) in which a lower SDS concentration was used; in this case, the yields were 73.4% and 79.5%, respectively. Although the SDS concentration was below its CMC value, cobalt ions were still removed up to 73%.
There could be two reasons for rejection at very low SDS concentration: (1) The presence of cobalt ions enhanced the surface activity of surfactant, thereby resulting in a CMC reduction (Qu et al., 2006); (2) SDS concentration in the layer contiguous to the membrane area was higher than that in the bulk solution due to concentration polarization (Zaidi and Kumar, 2004). Moreover, also in the case in which the SDS concentration was higher than CMC, the SDS micelles were small (about 3 nm in diameter) whereby the pore size of a 210 kDa membrane was bigger.
The obtained rejection yields in the situation described earlier (test #4 and #I and #II) could be explained by assuming that the micelles of SDS and cobalt could aggregate and have a size >210 kDa; this could explain the high rejection yields also by using this type of membrane. Very similar rejection yields with using a membrane with 300 kDa was also described by Lee and Shrestha (2014).
Anyway, it can be observed from the obtained data that with increasing surfactant concentration, a higher fraction of SDS was in micellar form; hence, more cobalt was trapped on the structure of micelles and as a consequence higher removal yields were obtained.
Regarding the SDS removal in our previous research activities, the rejection yields for surfactant were investigated by using the same membrane in the same experimental conditions (Ferella et al., 2007). The concentration of surfactant was evaluated by electrical conductivity by using a microprocessor LF196 conductivity meter. The measures showed that around 21% of anionic surfactant was rejected during the ultrafiltration procedure, despite the concentration being lower than CMC. Under CMC value, the whole surfactant should be dissolved in liquid, being able to pass through the membrane pores. It was supposed that a gel formation on the membrane area occurred. The gel layer was an accumulation of surfactant that caused an increase of its concentration, thus reaching CMC and forming micelles retained by the membrane, notwithstanding the relatively high value of the feed velocity (Nomura and Kimura, 1979).
Acidification followed by ultrafiltration for recovery of SDS
As known, if the solution pH decreases achieving very strong acidic conditions, metal ions bound to the micelles are replaced by H+ ions, thus releasing metal ions in solution that can be recovered by an ultrafiltration step.
The retentate solutions coming from test #4 (#1SR) and from first replicated experiment #I (#2SR) were used to investigate the efficiency of removal of cobalt. These solutions were chosen because they came from ultrafiltration experiments that were conducted by using the same membrane size (210 kDa) and at different SDS concentrations; moreover, the yields obtained were higher with respect to the first two tests (#1 and #2).
Each solution was acidified with sulfuric acid until pH 1 and was then fed to the ultrafiltration module.
Figure 5 reports the results of these experiments in terms of permeate flux as a function of time.
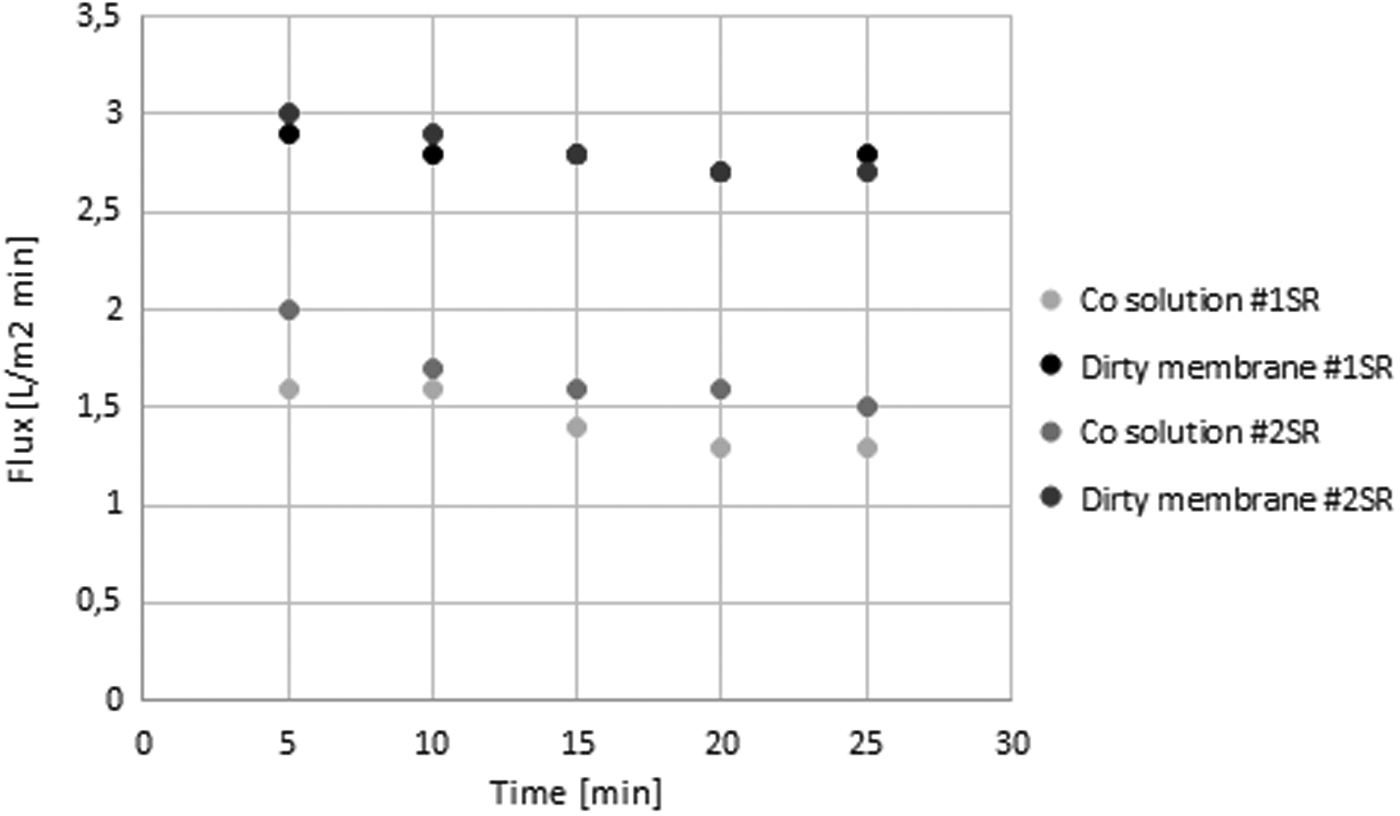
Permeate flux for test #1SR and #2SR.
The permeate fluxes showed a typically decreasing trend and, in general, their values were slightly higher than those found in ultrafiltration processes conducted by using the same membrane size.
Also for these experiments, the removal of cobalt was calculated according to Equation (3):
If R = 0 (cp = 0), the separation of the metal cation from SDS micelles does not occur and, thus, the treatment is ineffective; if, instead, R = 100% (cp = cf), the separation is complete and, therefore, all of the surfactant is set free.
The separation efficiency of cobalt was 96% and 99% for test #1SR and #2SR, respectively. These data confirmed the results obtained by Li et al. (2009), in which the removal of cadmium and zinc was studied by using different acids. They found that maximum separation yields were near to 100% when using sulfuric acid. The efficiency slightly reduced when using nitric and hydrochloric acid. Moreover, the authors showed that the yields quickly decreased on increasing the pH of solutions and at pH = 4–5 the yields were <40%. These data were confirmed by preliminary experiments performed in this study (not reported in the manuscript) in which a yield of 38% was obtained at solution pH of 4.2.
These experiments showed that after acidification, cobalt was separated from the surfactant micelles and it easily crossed the membrane, but a small amount of SDS could pass the membrane too. The total surfactant recovery was estimated to be influenced by the pH: The yields increased with the increase of pH, obtaining a maximum higher than 65% by using sulfuric acid at pH 3 (Li et al., 2009). According to the previous work, it could be estimated that to have a maximum metal removal very strong acidic conditions should be adopted (pH = 1), but at the same time no total SDS recovery could be obtained as a result of the enlargement of the membrane pores that allow the surfactant to cross the module.
Conclusions
In this article, the MEUF of an SDS/cobalt solution and the subsequent recovery of SDS by acidification/ultrafiltration have been investigated. During the first series of experiments, the positive effect of SDS concentration on cobalt removal was shown. The maximum efficiencies of treatment were 93.0% and 96.7% by using a high surfactant concentration and 1 and 210 kDa, respectively, whereas the yields were negligible for the experiments carried out in the absence of SDS.
Some solutions coming from the ultrafiltration step were used for the second series of experiments, in which the separation of cobalt and SDS from retentate was studied. The experimental included the acidification followed by another step of ultrafiltration. After acidification with sulfuric acid until pH 1, cobalt was separated from the surfactant micelles and it easily crossed the membrane. The separation yields were >96%. Regarding the SDS recovery, as a consequence of acidification, the pore size of membrane was enlarged so that SDS micelles could pass through the membrane, thus obtaining lower yields with respect to the separation efficiency of the metal.
Results show the technical feasibility of the process to remove cobalt from solutions by ultrafiltration and the subsequent separation from permeate of metal and SDS by using acidification and the ultrafiltration step.
The next step will be to define the effect of metal concentration on the process yields and to optimize the experimental conditions to reduce operating costs and to effectively assess the recovery of SDS, thus limiting its presence in the permeate and reducing the toxicity of the residual solutions after reuse.
Footnotes
Acknowledgment
The authors are very grateful to Marcello Centofanti for his helpful collaboration in the experimental work.
Author Disclosure Statement
No competing financial interests exist.