
Abstract
Abstract
Productivity of water filtration can be improved with ceramic membranes when compared with polymeric membranes because of their higher stability, longer lifetime, and higher permeability. Use of ozonation in combination with manganese oxide-coated ceramic membrane filtration has been shown to reduce membrane fouling. In this study, life cycle assessment was conducted to analyze the energy consumption and environmental impacts of the catalytic ceramic membrane system, which were then compared with that of hollow fiber membrane filtration. For both systems, the analysis was accomplished for a treatment plant with a capacity of 34,100 m3/day (9 MGD). Energy consumption and environmental impacts were determined for membrane pressurization, backwashing, chlorine injection for hollow fiber membrane treatment disinfection or ozone injection for ceramic membrane fouling control and disinfection processes, and membrane modules manufacturing. Results showed that ceramic membrane combined with ozonation could save energy costs for pressurization and backwashing, but ozone generation consumed more energy than chlorine disinfection. Catalytic membrane filtration also had a lower environmental impact than polymeric membrane filtration. Innovative technologies to reduce energy consumption for production of ozone, optimize ozone mass transfer efficiency, or develop new membrane coating materials are expected to make the ceramic membrane filtration processes more energy-efficient and environmental- friendly.
Introduction
Membrane technology has become more economical, and the use of membrane filtration has increased rapidly (Gao et al., 2011). There are a number of advantages in membrane process over conventional drinking water treatment technologies, including less sludge production, smaller footprint, and the physical exclusion of microorganisms from the product water (Peter-Varbanets et al., 2011). However, during membrane filtration process, the deposition of materials, such as rejected colloids, chemicals, and microorganism on the membrane surface results in a decrease in the production of purified water or a concomitant increase in the requisite pressure (Braghetta et al., 1998).
Compared polymeric membranes, ceramic membranes are chemically stable, have longer lifetimes (Karnik et al., 2005a; Davies et al., 2010), low operation cost, greater recyclability, and higher permeability (Hög et al., 2015). Moreover, the surfaces of ceramic membranes can be coated with metal oxides, which serve as catalysts and thereby improve membrane performance (Peter-Varbanets et al., 2011). The chemical stability of ceramic membranes allows its application in conjunction with ozonation (Karnik et al., 2005a). Metal oxides, such as iron oxide, manganese oxide, titania, alumina, and zirconia, act as catalysts for degradation of ozone and the formation of hydroxyl radical radicals (Peter-Varbanets et al., 2011). These catalytic reactions have been shown to occur when ozone molecules are adsorbed on the metal oxide surface (Kim et al., 2009). However, the capital costs of ceramic membranes are higher than polymeric ultrafiltration/microfiltration membranes, and the materials are brittle (Hög et al., 2015).
Use of ozone in combination with membrane filtration has been reported to reduce membrane fouling (Schlichter et al., 2003; Kim et al., 2009; Van Geluwe et al., 2011). Byun et al. (2011) evaluated the performance of the coated and uncoated membranes, showing that manganese oxide-coated membrane was superior to that of the other membranes tested. Song et al. (2018) studied the effect of ozonation on protein-based ceramic membrane fouling and confirmed that the bovine serum albumin membrane fouling mechanism changed from cake-intermediate to cake-standard with ozonation at high ozone dosage. Song et al. (2017) also found that preozonation and in situ ozonation were both effective in controlling membrane fouling, and in situ ozonation with ceramic membrane filtration increased the generation of hydroxyl radical, thus improving the oxidation of the accumulated foulants on the membrane surface and effectively reducing both reversible and irreversible membrane fouling. Yu et al. (2016) evaluated the performance of coagulation followed by ozonation with a low dosage for pretreatment before ultrafiltration. They found that the addition of ozone into the ultrafiltration membrane tank reduced membrane fouling, increased the suspend solids concentration in the membrane tank, and reduced the concentration of bacteria. Wang et al. (2017) demonstrated that hybrid manganese oxide-coated ceramic membrane with ozonation system, dead-end filtration with ozone injection was more energy-efficient than crossflow operation mode or either mode without ozone injection. Membrane fouling was also shown to decrease with increasing ozone dosages.
Ozonation has the advantage over chlorination, in that it is a more powerful disinfectant, and its use with membrane filtration has been shown to reduce the formation of trihalomethanes (THMs) formation in drinking water (Park, 2002; Karnik et al., 2005b, 2005c; Mozia et al., 2006; Davis, 2010) and achieve a greater level of microorganism inactivation (LeChevallier and Au, 2004).
In this study, catalytic ceramic membrane filtration was compared with conventional polymeric hollow fiber membrane filtration for water treatment. In a polymeric membrane filtration plant, water passes through pretreatment, polymeric membrane filtration, disinfection, usually with chlorine as disinfectant, and then stored in tanks and distributed for use. Filtration service runs usually last 30–90 min (depending on feed water properties and flow rate), after which the membranes are cleaned by backwashing with water, and in some cases with water and air (Davis, 2010). With hybrid catalytic ceramic membrane filtration involving ozonation, the source water first flows through pretreatment, ozone is injected at the membrane inlet, and the water is then filtered by catalytic ceramic membrane modules. After filtration, outlet water will be stored and distributed. Based on bench-scale studies, filtration through the ceramic membrane was assumed to last for 100 min. In this system, ozone serves as disinfectant, and at the same time, reacts with organic matter in feed water so that fouling on membrane surface is controlled. An advantage of this system is that both permeate and reject streams are disinfected, thus minimizing treatment needed for the reject stream.
The objective of this study was to determine the advantages of ceramic membrane combined ozonation energy savings and environmental impacts reduction in water treatment application, compared with conventional polymeric membrane filtration. Treatment specifications for hollow fiber (polymeric) membrane filtration were employed. Additionally, the identification of the most energy consumptive and least environmentally friendly aspects of the two processes can be used to guide future research efforts. Life cycle assessment (LCA) was used to assess the environmental impact of the two processes along with the energy consumption.
Experimental Protocols
Goal and scope definition
Goal
The goals of this study were to determine the cumulative energy demand (CED), and environmental impact, of the hybrid manganese oxide-coated catalytic ceramic membrane filtration system (CC), and compare these results with that of a hollow fiber membrane system (HF). Calculations were performed assuming that both systems would be used for drinking water treatment plant over their entire life cycle (20 years). The results are used to make recommendations regarding future improvements for ceramic membrane, and to interpret whether there is a benefit of using catalytic ceramic membrane combined with ozonation versus hollow fiber membrane filtration.
Assumptions
The following assumptions were made for all scenarios:
The source of the feed water is surface water. The quality of the source water is constant over the course of the system life. For the selected scenarios, treated water meets all regulatory requirements (Schlichter et al., 2004). The lifetimes of the treatment plants are 20 years. Hollow fiber membranes are replaced every 4 years, and ceramic membranes are typically reported to have a more than 10-year lifetime (Cembrane, 2016). For catalytic membrane, the calculations are based on laboratory data (Wang et al., 2017) and scaled to industrial scale. Both membrane treatment processes would be installed at the same location.
System definition and boundaries
As Fig. 1 shows, the focused stages were the water treatment process involving membrane filtration and membrane module. The LCA was evaluated via four main categories: Feed water pressurization, disinfection/ozone injection, filter backwashing, and membrane manufacturing. Neither pre- nor post-treatment was considered.
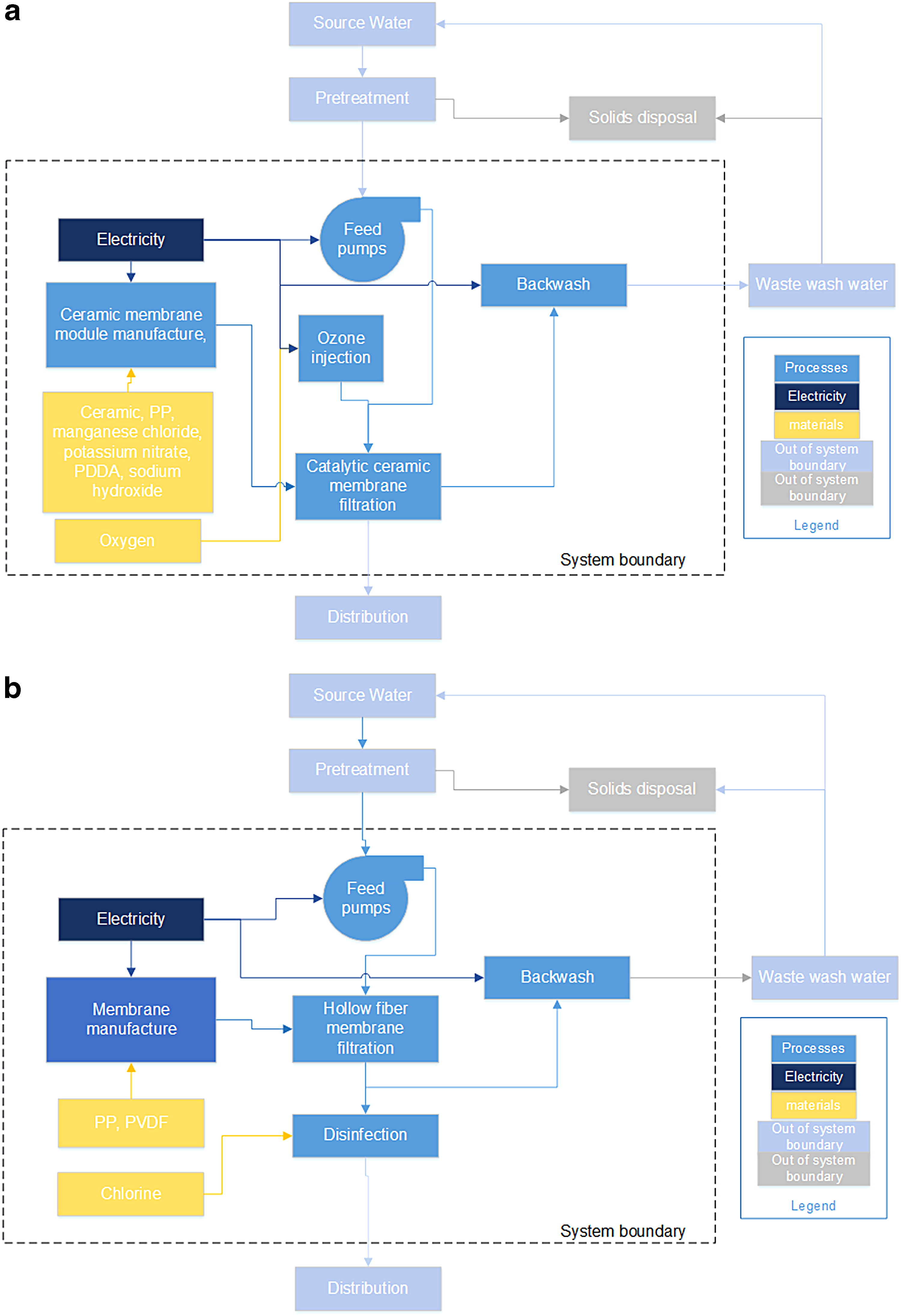
System boundaries of the study in
Table 1 lists the main processes in the membrane filtration life cycle and materials/energy consumption. Maintenance and labor were not considered because of the uncertainty in costs and needs. It was assumed that both treatment processes were installed at the same location in Michigan, USA. As such, transportation of materials was not considered. Feed pumps, feed piping, and ancillary equipment were not considered in the comparison. Neither were pretreatment, storage, and distribution processes considered. The membrane filtration systems were assumed to more than 95% of recovery and minimal sludge production. As such, solids disposal was not considered in the system evaluation (Howe et al., 2012).
Main Processes in Membrane Filtration Life Cycle and Materials/Energy Consumption
CC, catalytic ceramic membrane system; HF, hollow fiber membrane system; PDDA, poly(diallyldimethylammonium chloride).
Functional unit
In this study, a daily clean water production rate of 34,100 m3/day (9,000,000 gallons/day, 9 MGD) was used as the functional unit (FU). This FU corresponded to a reference flow to which all flows of the system are related. The membrane manufacturing energy and materials consumption were distributed over the life time on a daily basis.
Data collection
For catalytic ceramic membrane filtration, feed water was assumed to be pressurized throughout the treatment processes, and energy was provided by electricity. Energy consumption for pressurization was calculated from water flux, membrane filtration area, filtration rate, and transmembrane pressure, which were based on laboratory results and scaled up industrial data (Veolia Water Solutions & Technologies, 2015; Wang et al., 2017). The adopted membrane pore size was designed with 5 KDa, with 20 times manganese oxide coating. Other process parameters are provided in Table 2. The ozone injection rate (5.5 × 10−3 kg/m3) was selected based on laboratory results (Lenntch, 2015). Ozone was assumed to be generated from pure oxygen using the corona-discharge method. The injection amount was scaled up to the full-scale system using the ratio of the membrane areas (Wang et al., 2017). The chemicals used for backwashing were assumed to be the same for both ceramic and hollow fiber membrane; the backwashing pressures were based on the literature (Howe et al., 2012; Wang et al., 2017). With ceramic membrane manufacturing, data obtained in our laboratory were scaled up to industrial scale ceramic membrane filtration (Corneal et al., 2011; Veolia Water Solutions & Technologies, 2015). Pump efficiency were assumed to be 75% for both hollow fiber filtration system and catalytic ceramic membrane filtration pressurization processes. The power during pressurization and backwash processes were calculated based on filter water permeate flux and transmembrane pressure. All the parameters and sample calculations are available in Supplementary Data, which include process diagrams (Supplementary Figs. S1 and S2) and detailed results (Tables S1-S7).
Operation Parameters of CC and HF
MWCO, molecular weight cutoff.
For hollow fiber membrane filtration, energy consumption for pressurization was also calculated from water flux and transmembrane pressure, which were based on treatment plant capacity and the literature (Howe et al., 2012). Process parameters are provided in Table 2. The chlorine injection rate and dosage were also based on published data (Howe et al., 2012). Backwash chemicals and amounts were based on an existing hollow fiber water treatment plant (Bay County Department of Water and Sewer, 2013), and backwash pressure was obtained from literature (Howe et al., 2012). Polypropylene, polyvinylidene fluoride, acrylonitrile butadiene styrene, polyurethane, and energy are consumed during hollow fiber membrane manufacturing (Wang et al., 1999; Conidi et al., 2015; Easter, 2015; Brother Filtration, 2017) and therefore, included in the analysis. For both systems, feed water was designed to obtain from surface lake water. Energy costs and environmental impact of chlorine production, but not transport, are included in calculations for chlorine disinfection. Table 2 shows the selected operation parameters of catalytic ceramic membrane and hollow fiber membrane in this calculation.
The LCA was analyzed by SimaPro (8.4.0.0; Pre Consultants, the Netherlands, 2018). The electricity consumption for pumping, membranes manufacturing, ozone generation, backwash, and others were determined using Michigan eGrid electricity (RFCM, 2010) and the USLCI inventory data base. Data for chemicals such as chlorine in disinfection process, oxygen for ozone generation, backwash chemicals, and materials for membrane manufacturing were obtained from Ecoinvent version 3.0.
Impact assessment
CED 1.09 was used to calculate the quantitative energy consumption, with the indicator of Gigajoule (GJ) and weighting factor of 1, by Ecoinvent version 3.0 in SimaPro 7 database. For assessing environmental impacts and ecotoxicity, TRACI 2.1 (U.S. 2008) was used. TRACI is the midpoint oriented life cycle impact assessment (LCIA) methodology developed by the U.S. Environmental Protection Agency specifically for the United States using input parameters consistent with U.S. locations (Puettmann et al., 2016). Environmental impacts, including ozone depletion, climate change, smog, acidification, eutrophication, carcinogenic and noncarcinogenic respiratory effects, ecotoxicity, and fossil fuel depletion were normalized and evaluated for both ceramic membrane and hollow fiber membrane filtration processes. Both normalized and characterized environmental impacts were compared between catalytic membrane and hollow fiber membrane filtration systems. To simplify and clarify the study, the materials that represent less than 0.1% of the FU are not shown in the results.
Results and Discussion
Catalytic ceramic membrane with ozonation energy and environmental impacts analysis
For the catalytic ceramic membrane filtration system, pressurization consumed the most of the energy, as Fig. 2 shows. On the other hand, ozone generation resulted in almost one-third of the energy consumed. This is not surprising as ozone generation by corona discharge, the common method of producing ozone, consumes 7–10 kW·h electricity per kilogram of ozone generated (Clarke et al., 2000; Lenntch, 2015).

Embodied energy consumption of total and different processes in catalytic ceramic membrane.
Figure 3 illustrates the environmental impacts of catalytic ceramic membrane filtration. The data are normalized to daily water production. Normalization results were obtained by transforming the obtained values by the selected reference values or information for each impact. Higher normalization results have greater impacts than lower ones (Heijungs et al., 2007). The impact factor for acidification was highest of all normalized environmental impacts due to the use of coal for power generation in the Midwest.
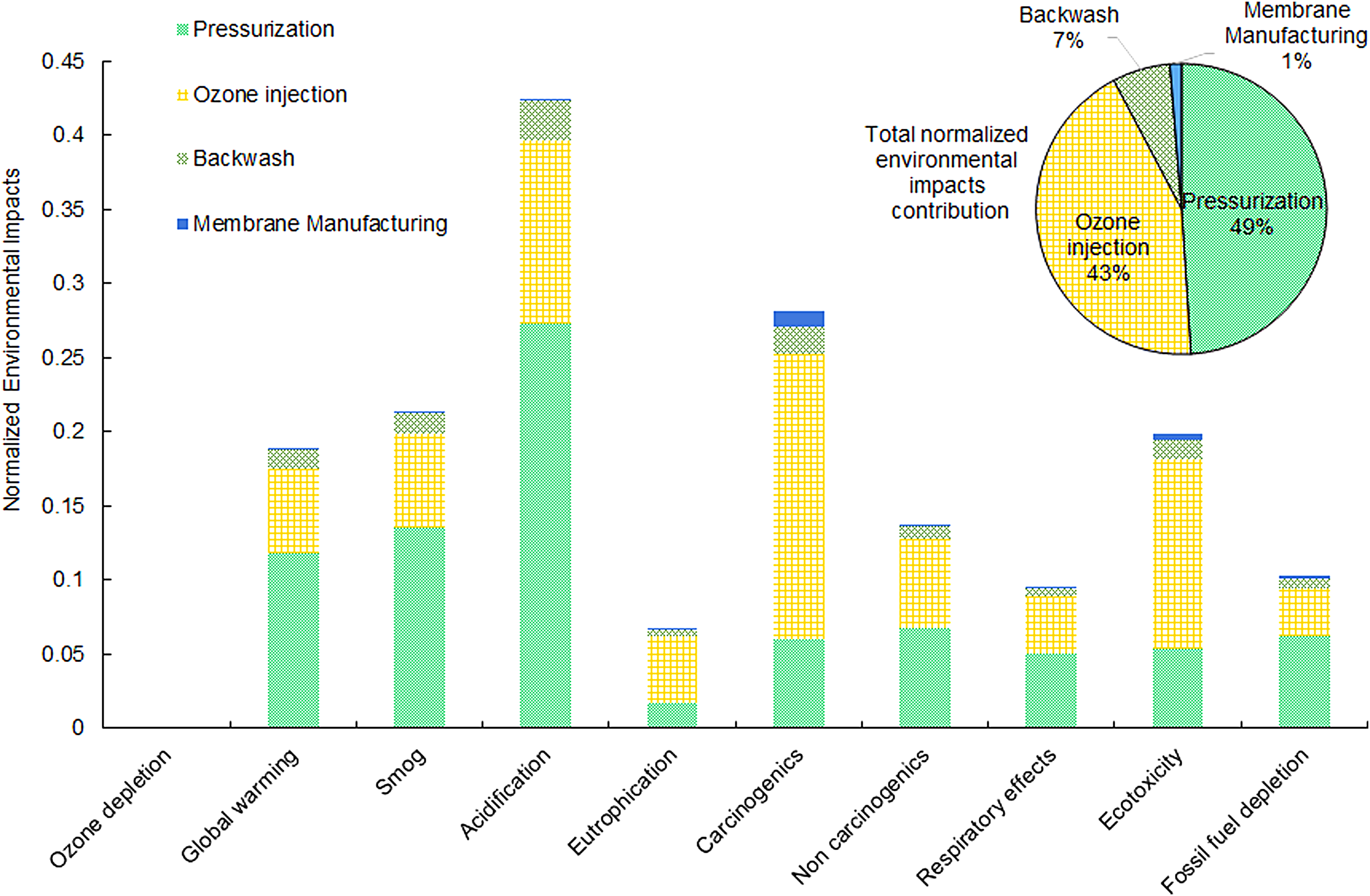
Environmental impacts normalization results for catalytic ceramic membrane filtration processes.
Carcinogenicity and ecotoxicity of pollutants generated, along with that due to smog, and global warming were also significant. Pressurization contributed 49% of all the environmental impacts, and ozone injection resulted in 43% of the impacts. The environmental impacts of the ozone injection process were due to carcinogenicity and ecotoxicity of pollutants generated.
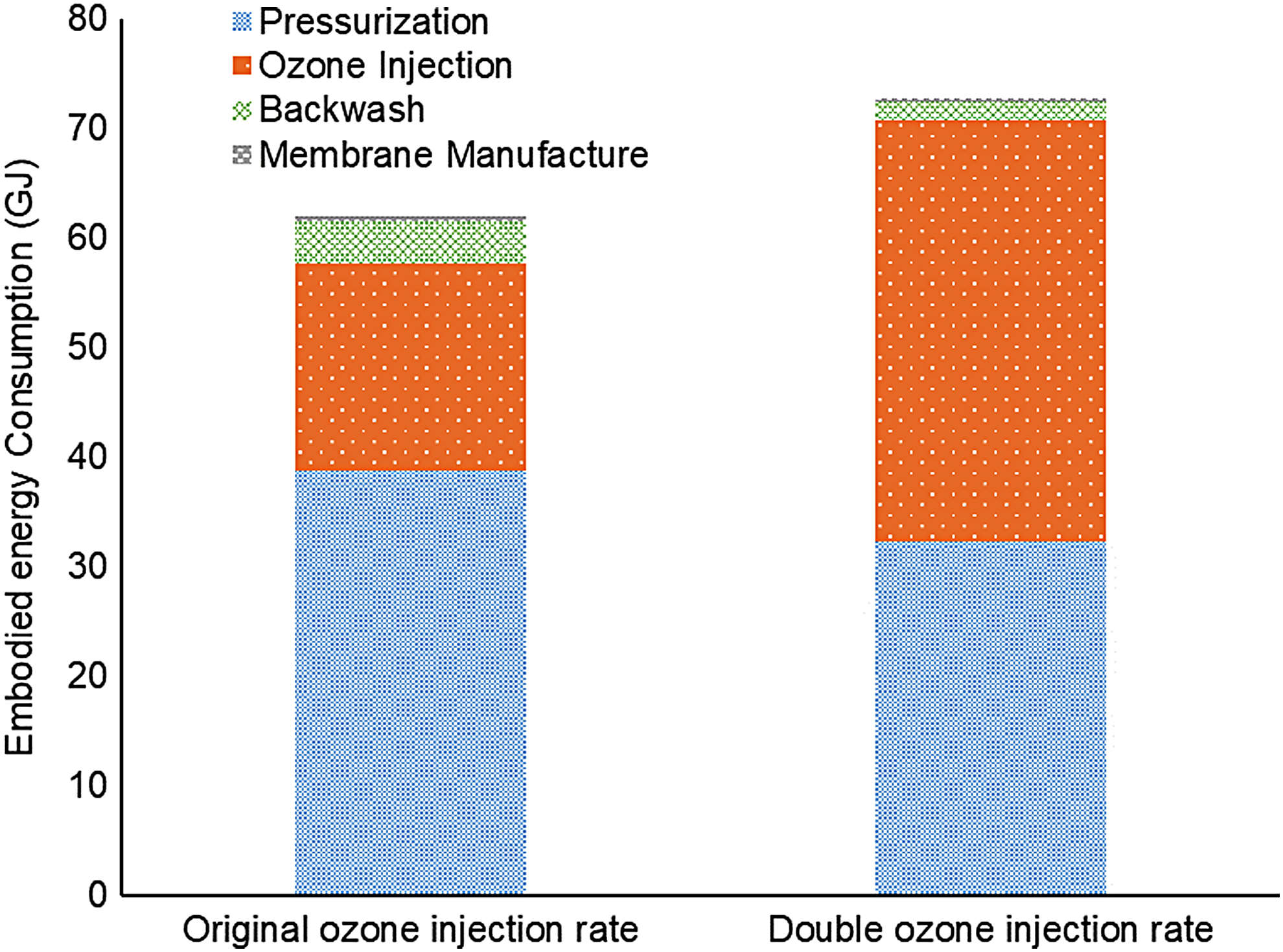
As discussed in the Introduction section, ozone can react with natural organic matter in water and that collected at the membrane surface, thus, effectively controlling membrane fouling and reducing the costs of membrane pressurization (Park, 2002; Von Gunten, 2003). Wang et al. (2017) demonstrated that with hybrid ozone-membrane filtration, increasing the ozone injection rate resulted in a decrease in the transmembrane pressure, thereby reducing the energy required for pressurization and also extending the operation period and decreasing backwash times. The ozone injection rate of 5.5 × 10−3 kg/m3 for the full-scale system has been shown to effectively control membrane fouling. The total energy cost increased by 17.5% (10.85 GJ) when the ozone injection rate was doubled. As Fig. 4 shows, when ozone injection rate was doubled, the energy for pressurization decreased by 19.8% (6.4 GJ), which is consistent with previous work showing that fouling can be controlled using ozone injection (Schlichter et al., 2003; Kim et al., 2009; Byun et al., 2011; Van Geluwe et al., 2011). However, as ozone generation consumes a significant amount of energy, the energy saved during pressurization and backwash was not sufficient to offset the increased energy consumption from ozone production. This underscores the importance of operating the hybrid system at the lowest possible ozone injection rate and optimizing ozone mass transfer so that ozone is not wasted in the system.
Comparison of energy consumption with high ozone injection rate in catalytic ceramic membrane filtration system.
Comparison between catalytic ceramic membrane and hollow fiber membrane in energy consumption and environmental impacts
At the conditions studied, energy consumption for pressurization is 25% lower for catalytic ceramic membrane filtration process compared with that for hollow fiber membrane filtration. As is apparent in Fig. 5, the largest fraction of energy consumed during operation is for membrane pressurization. This underscores the importance of operating a system at the lowest possible pressure required to achieve the desired treatment. When comparing the two processes, energy consumption for backwashing and membrane manufacturing is 15% and 30% lower, respectively, for hybrid membrane filtration versus hollow fiber membrane filtration. The energy consumed for manufacturing of membranes is lower with CC than with HF. As a result of the large amount of energy consumed in ozone generation, the total energy consumption for catalytic membrane filtration is 7.6% higher than that for hollow fiber membrane filtration. Improvements in energy- and mass transfer efficiency of ozone generation is critical to the reduction in energy consumption for CC applications. Electricity contributed to 95% of embodied energy usage for both treatment processes. On the other hand, although ozonation consumed large amounts of energy, it has the advantage over chlorination, as mentioned before. It could significantly reduce the formation of THMs as disinfection byproducts in drinking water, and achieve a greater level of microorganism inactivation (Park, 2002; Karnik et al., 2005b, 2005c; Mozia et al., 2006; Davis, 2010).
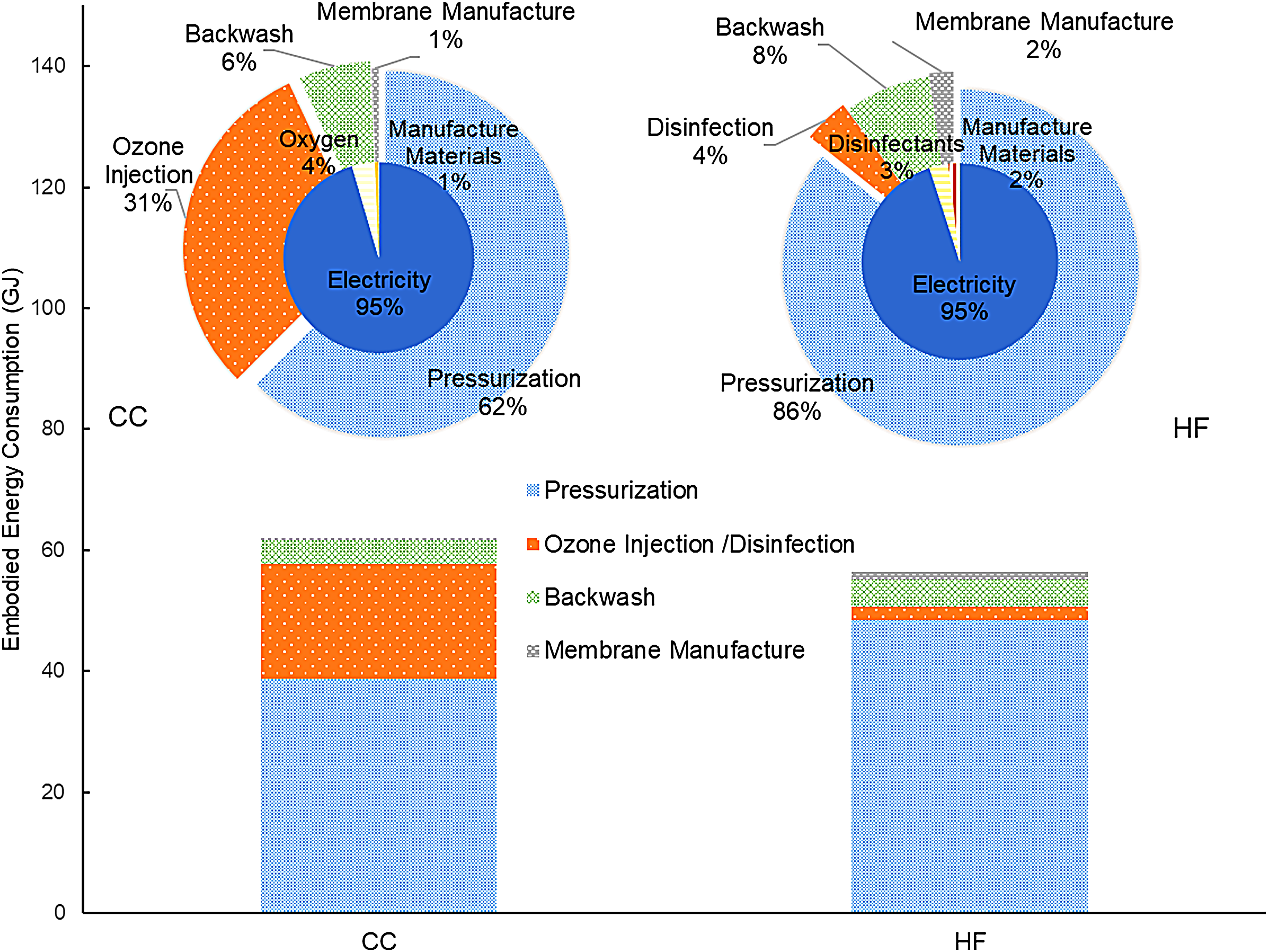
Embodied energy consumption in CC and HF in water treatment application.
In terms of environmental impacts, CC had a slightly lower total impact. It had lower environmental impacts on ozone depletion and carcinogenicity, noncarcinogenics, and ecotoxicity of pollutants, as shown in Fig. 6 and Table 3. Based on published literature (Fiessinger et al., 1981; Karnik et al., 2005c; Moslemi et al., 2011), the formation of carcinogenic by-products, such as THMs and bromate (Karnik et al., 2005b) can be minimized through the use of CC. Ozonation ceramic membrane filtration was also shown to effectively inactivate Escherichia coli (Karnik et al., 2007), eliminating the need for the disinfection of backwash water, thereby further reducing its environmental impacts compared with polymeric membrane filtration. Although energy consumption for CC was greater than for HF, CC had a lower environmental impact because of more environmental-friendly membrane manufacturing processes, and the lower energy required for pressurization.
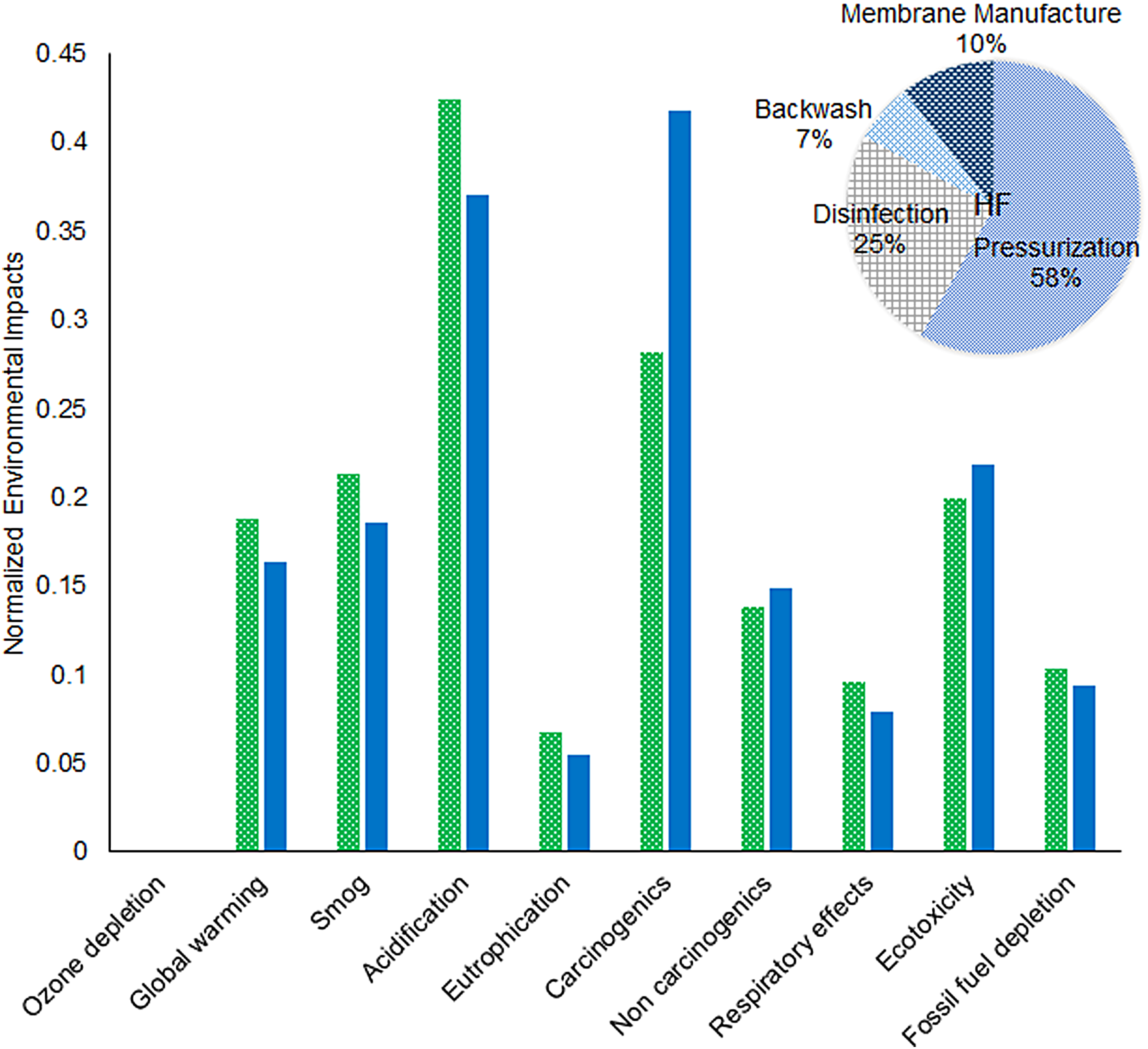
Comparison of environmental impacts normalization results for CC and HF with HF impacts processes percentage.
Characterized Environmental Impacts in Catalytic Membrane and Hollow Fiber Membrane Filtration Processes
Conclusions
In this study, LCA was conducted to assess the energy consumption and environmental impacts of catalytic ceramic membrane with ozonation filtration at the industrial scale, and the results were compared with that for hollow fiber membrane filtration for water treatment. LCA plays an important role in directing future research. The results suggest the following:
For catalytic ceramic membrane filtration, pressurization resulted in the majority of energy consumed (62%). Energy consumption for pressurization plus ozone generation consumed 93% of total energy input. Catalytic ceramic membrane filtration resulted in less energy consumption for pressurization and backwashing compared with hollow fiber membrane filtration. This is due to the mitigation of membrane fouling, longer operation periods, and reduced backwash times. Acidification, carcinogenicity and ecotoxicity of pollutants, smog, and climate change resulting from catalytic ceramic membrane filtration had higher normalized environmental impacts than observed for hollow fiber membrane filtration. Ozone injection resulted in 43% of environmental impacts while pressurization resulted in 49%. Doubling the ozone injection rate resulted in a 17.5% increase in the energy consumption for catalytic ceramic membrane filtration. Although the energy for pressurization and backwash were reduced, ozone generation consumed significant amount of energy, therefore resulting in increased energy consumption. Catalytic ceramic membrane filtration had a lower environmental impact than hollow fiber membrane filtration because of more environmental-friendly membrane manufacturing processes, and lower energy required for pressurization.
Life-cycle-assessment for the hybrid catalytic ceramic membrane with ozonation filtration process underscores the needs for more efficient methods for ozone generation, optimization of ozone mass transfer in the system, and development of new membrane coating materials that could reduce membrane fouling with reduced ozone injection. The development of less energy-consumptive methods to reduce membrane fouling would reduce both the overall energy consumption and environmental impacts of catalytic ceramic membrane filtration, making it clearly favorable over polymeric membrane filtration. Research on catalytic ceramic membrane with ozonation is imperative to making the technology more energy-efficient and feasible.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.