
Abstract
Abstract
Simultaneous removal of sulfur dioxide (SO2) and nitrogen oxides (NOX) is an important research field in air pollution control. The combination application of red mud (RM) with coal mine drainage as absorbent in simultaneous desulfurization and denitrification is an innovative attempt. In this study, a series of bubbling and spray tower tests were conducted to improve desulfurization and denitration abilities. Effects of RM concentration, gas flow, liquid–gas ratio, and SO2 concentration were investigated in the test. Our results indicated that SO2 removal efficiency depends primarily on RM concentration, gas flow, and the liquid–gas ratio. In the denitration test, the denitration characteristics of the absorbent were not consistent with industrial requirements, but denitration ability could be improved by the addition of an oxidant. In addition, influence of interactions between SO2 and NOX was observed, and low concentrations of SO2 could enhance NOX absorption, whereas high SO2 concentrations inhibit NOX absorption. Meanwhile, NOX concentration has a negligible effect on SO2 removal. Under optimized conditions, such as with RM concentration of 12%, gas flow of 40 L/min, liquid–gas ratio of 20 L/m3, absorbent renewal rate of 15%, and a sodium chlorite concentration of 1.9%, desulfurization efficiency is >99.0%, and denitration efficiency ranges from 45.0% to 47.0%. RM and mine water slurry show strong potential as a novel absorbent for the simultaneous removal of SO2 and NOX. This study provides a potential feasible technology for reusing RM and coal mine drainage with low cost instead of conventional method.
Introduction
I
Recently, various advanced methods have gained increasing interest, including nonthermal plasma (Obradović et al., 2010), catalysis oxidation, and advanced wet scrubbing (Ding et al., 2014; Liu et al., 2017, 2018a). These advanced methods are the more promising ways to meet ultra-low emission standards and have a great potential application with industrial boilers. However, there are some limitations. For example, much tap water (TW) and lime are needed as absorbents in the wet method. TW and lime consumption can severely influence local supplies if thermal power plants are located in water-stressed areas, such as in arid/semi-arid areas or where there is significant competition with municipal, agricultural, and other industrial demands, particularly in the northwest of China. In this area, the coal mining industry is one of the main industries. The mining industry consumes massive volumes of water in such arid regions. Activities associated with coal mining are the production and discharge of mining water directly into the surrounding surface waters (Al-Habaibeh et al., 2018). The release of coal mine drainage without treatment not only poses a threat to ground and surface water resources but also wastes the limited water resources of the arid region. In general, coal mine drainage originates from underground (∼1,000 m deep) and is highly saline, contains high Ca2+ concentrations and has high pH (>8), analogous to the characteristics of seawater. In addition, coal mine drainage contains a large number of carbon particles similar to activated carbon, which has a strong capacity for adsorption. It is well known that the seawater FGD method has been widely used in coastal zones because of its high efficiency and low cost. Therefore, such mine water (MW) can be considered as the solvent instead of TW in the FGD process.
Red mud (RM) is an alkaline solid residue generated during bauxite refining for aluminum using the Bayer process. China is the largest producer of both alumina and RM in the world (Liu et al., 2014). This waste not only uses much landfill space but also pollutes water, soil, and air during its stacking process (Li et al., 2017). Therefore, RM has been widely investigated for environmental-friendly and economically efficient applications. The various applications that have been studied mainly include the use of RM in building, pollution control, and metal recovery (Huang et al., 2016; Sheng et al., 2016). RM is mainly composed of several metal oxides, and the calcium oxide (CaO) content of Chinese RM is much higher than that in other countries (Wang et al., 2008; Liu et al., 2014). RM materials may be good alternatives to CaO as agents in desulfurization.
Another objection to traditional wet methods is that the denitration rate is limited by the dissolubility of NO in water. In general, additives have to be added to the scrubbing system to convert insoluble NO to soluble NOX or to form a complex that can then be removed (Chu et al., 2001a). Therefore, if the wet method could be modified to not only perform effective absorption of SO2 but also produce a further decrease in NOX, ultra-low emission goals might be met. Thus, the aims of this study were as follows: (1) to assess the ability of RM and MW as an absorbent to remove SO2, (2) to compare the denitration performance of RM and MW absorbents with different additives, and (3) to optimize the parameters of simultaneous desulfurization and denitration.
Materials and Methods
Sample preparation and characterization
The RM used in this study was provided by the Shandong Aluminum Industry Corporation (Shandong, China). The sample was air-dried at room temperature and then crushed with a porcelain mortar. Subsequently, the sample was sieved through a 0.15 mm mesh sieve and homogenized before use. The chemical composition of the RM is given in Table 1.
Chemical Composition of Red Mud Used in This Study
Al2O3, Aluminum oxide; CaO, calcium oxide; Fe2O3, ferric oxide; Na2O, sodium oxide; MgO, magnesium oxide; SiO2, silicon dioxide; TiO2, titanium dioxide.
Coal mine drainage was obtained from a coal mine operated by the Shenhua Ningxia Coal Industry Group Co., Ltd. (Yinchuan, China). Characteristics of the MW are given in Table 2.
Parameters of Coal Mine Drainage (mg/L) Used in This Study
COD, chemical oxygen demand.
All reagents used in this study were of analytical grade or better and commercially available. The absorbents investigated were CaO with TW, RM with TW, and RM with MW, written as CaO+TW, RM+TW, and RM+MW, respectively.
Experimental procedures
Bubbling reactor experiments
Experiments concerning the adsorption of SO2 onto different absorption slurries were performed in a bubbling reactor (airtight glass jar, inside diameter was 10 cm, 25 cm high) (Fig. 1a). One liter of different concentrations (0–800 mg/L) of absorbents was added to the reactor. Then, simulated SO2 flue gas (SO2 concentration: 2,000 mg/m3) was supplied continuously into the reactor at a constant rate of flow (5 L/h). The exhaust gas was analyzed with a flue gas analyzer (ecom-D; Germany RBR) to obtain the adsorbing capacity (Sc) of the absorbent. The duration and pH of the absorption slurries were measured when the exhaust gas concentration of SO2 was >50 mg/L. Adsorption experiments for NOX were carried out, but not discussed because NOX cannot be completely absorbed by the adsorbent.
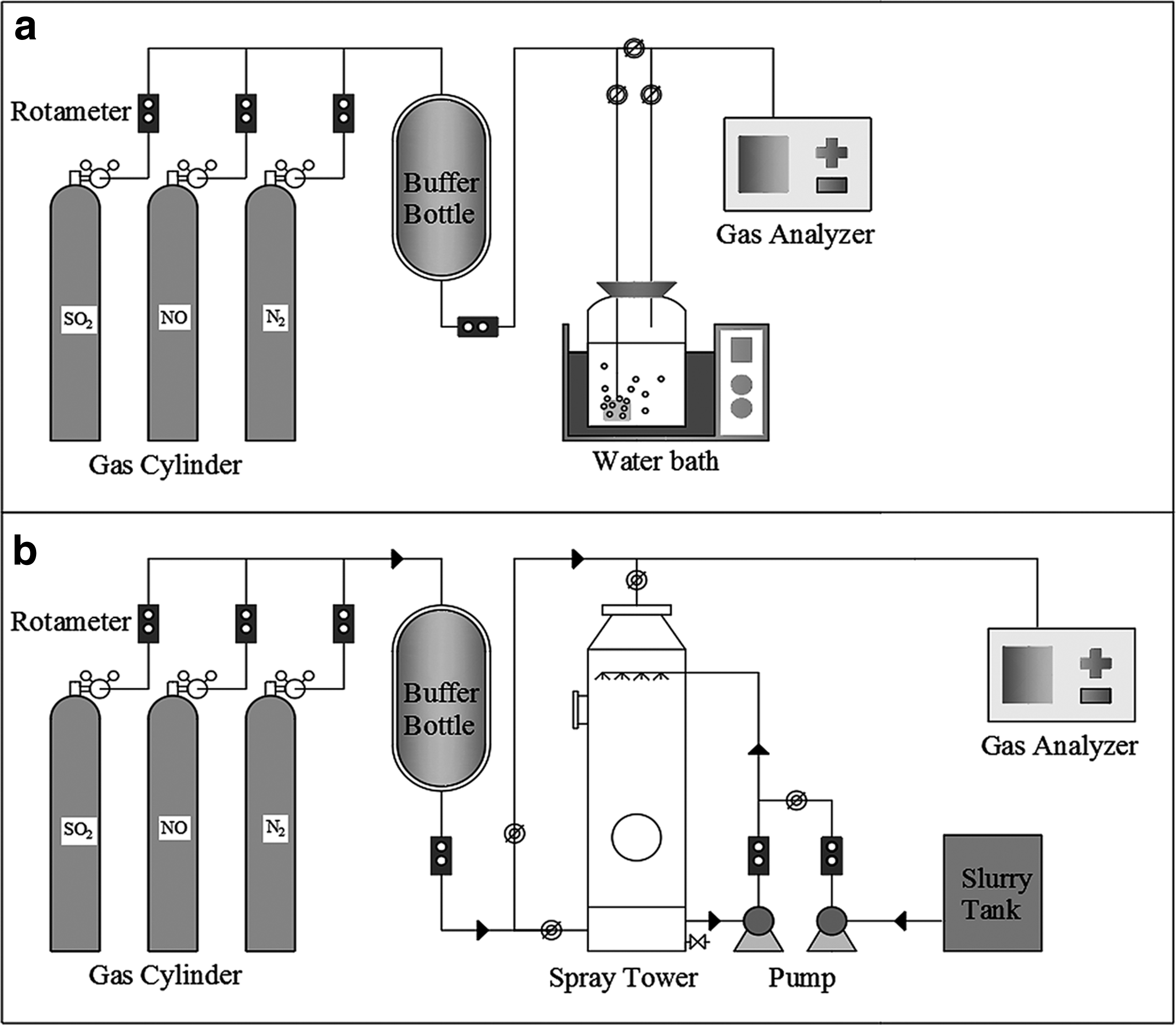
Schematic of experimental system;
Spray tower experiments
The experimental apparatus for the spraying experiment is given in Fig. 1b. The washing tower is a cylinder with an inner diameter of 50 mm and a length of 1,600 mm. The effective spray height of the tower was ∼1,500 mm and the running temperature was ∼20°C. The temperature of the inlet-simulated flue gas was controlled at 70°C. Initially, the absorbent was added to the spray tower and then the slurry circulating pump was opened, with flow adjusted to a predetermined value. Then, the simulated gas was passed to the buffer tank, with the flow of each gas regulated according to the results of the analyzer, and the simulated gas entered the tower after reaching the target concentration. The absorbent would be renewed if necessary.
In the desulfurization experiment, factors such as RM concentration, gas flow, liquid–gas ratio, and SO2 concentration were first investigated using the orthogonal test, with the aim of obtaining optimized process parameters. Then, the process of desulfurization was studied under optimized parameters, with changes in pH of RM slurry and removal rate of SO2 over time observed. These changes were used to determine the parameters needed to sustain continuous operation of the desulfurization process.
In the denitration experiment, based on the optimized operating parameters of desulfurization, the denitration ability of the RM+MW absorbent was evaluated in the spray tower. To improve denitration efficiency, common denitration additives such as potassium permanganate (KMnO4), hydrogen peroxide (H2O2), potassium dichromate (K2Cr2O7), and sodium chlorite (NaClO2) were combined with the RM+MW absorbent, and the optimal combination was chosen by comparing the effects of the treatment (Chu et al., 2001b; Zhao et al., 2010; Liu et al., 2012). Then, the influence of interactions between SO2 and NOX was observed without additional changes in the design parameters. All reagents were of analytical grade, and purchased from Merck.
SO2 adsorbing capacity of the absorbent in the bubbling reactor experiments was calculated according to the following equation:
where Q, T, and V are the gas flow rate (mL/min), bubbling reaction time (min), and the volume of the absorbent (L), respectively. Sc is the adsorbing capacity (mg/L).
SO2 and NOX removal efficiencies (DS and DN) at different conditions were obtained by using the equation:
where Cin and Cout are the SO2 or NOX concentrations (mg/L) of the inlet and outlet, respectively. D is the removal efficiency (%).
Results
Characteristics of RM and coal mine drainage
According to the analysis results (Table 1), RM has high CaO content (∼40%), and the remainder of the sequence comprises SiO2, Fe2O3, Al2O3, and so on. In general, CaO is an effective agent for desulfurization by FGD. But the major compositions of RM in other countries were not in accordance with this result. Note that iron oxide is the main component of RM, followed by alumina and silica that may cause different desulfurization and denitration effects (Wang et al., 2008). Coal mine drainage (Table 2) contains a large amount of soluble salts (total dissolved solid >5,500 mg/L), and the main components are sulfate and chloride. This water originates from underground strata and coal rake, so it has a high amount of suspended solids (156 mg/L) and low chemical oxygen demand (CODCr) (68 mg/L). Furthermore, high pH (8.2) and total hardness (1,432 mg/L) mean that it is alkaline and similar to seawater, so MW has a buffer capacity and the ability to absorb SO2 (Millero et al., 1989).
Bubbling reactor experiments
Comparison of our results of the desulfurization capabilities of different absorbents are given in Fig. 2. Figure 2 shows that the Sc of absorbents improved as the solid concentration increased, for example, with the RM+TW adsorbent, Sc rose from 270 to 620 mg/L as the RM dosage increased. The calculated results indicate that Sc has a linear relationship with the concentration of RM (R2 > 0.9), and ∼430 g SO2 could be absorbed per kilogram of RM. By comparing RM+TW and CaO+TW, it is clear that the adsorption capacity of CaO was greater than RM when using TW as the solvent. Therefore, to ensure the same desulfurization effect, a little more RM would be consumed. Furthermore, MW could fix more SO2 (385 mg/L) than TW (270 mg/L) in the absence of RM.
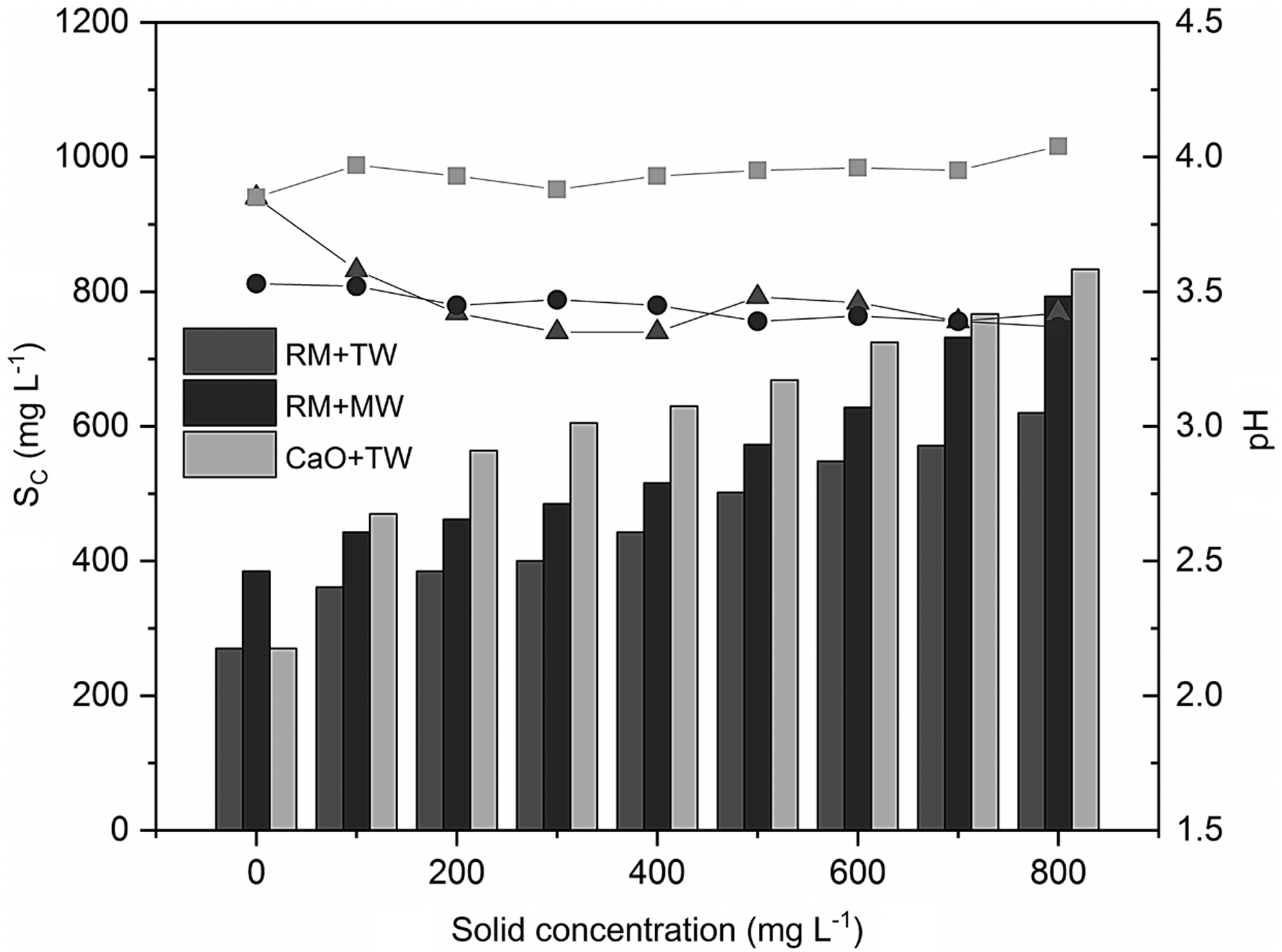
Desulfurization capability of different absorbents.
In Fig. 2, at the same magnitude of SO2 removal, the pH of three absorbent slurries were 3.9 (CaO+TW), 3.4 (RM+TW), and 3.3 (RM+MW). This illustrates that absorbent made from RM+MW is able to maintain efficient desulfurization at a lower pH. Although lower pH may increase the cost of waste slurry treatment, some researchers found that a decrease in pH value can effectively inhibit the production of soft dirt (Guan et al., 2012).
Spray tower experiments
SO2 spray tower experiments
Four parameters (RM concentration, gas flow, liquid–gas ratio, and SO2 concentration) of the desulfurization process were investigated at three different levels by an orthogonal array, as given in Table 3.
Results of Orthogonal Experiment
Table 3 presents the studied parameters at their corresponding levels, and the desulfurization percent of each experiment is indicated in the last column of Table 3. The average effects of the parameters at different levels reveal that variations in the reaction conditions alter desulfurization effects. The relative importance on desulfurization of the studied parameters was calculated using Rj (Table 3). Based on the calculated Rj, the order of significance of the parameters is as follows: gas flow > liquid–gas ratio > RM concentration > SO2 concentration. The range predicted by the orthogonal test for the highest SO2 removal rate is as follows: 12% RM concentration, 30 L/min gas flow, 25 L/m3 liquid–gas ratio, and 1,600 mg/m3 SO2 concentration. The predicted parameters are similar to the parameters of test 7 (Table 3), except for the SO2 concentration. The desulfurization experiment was conducted with the predicted parameters and 99.2% removal of SO2 was achieved. This is much closer to the result obtained in test 7 (99.1%). The weak effect of SO2 concentration is observable, again.
Under optimized conditions, variation curve of DS and pH of the absorbent during the continuous operational period is given in Fig. 3. Both DS and pH decreased as the test progressed. Depending on the pH, the whole process of adsorption can be broadly divided into three stages. During the first stage (the first 60 min), the pH rapidly decreased from 9.6 to 6.9. In the middle stage, the rate of decline gradually slowed down as the reaction progressed. This phenomenon might be caused by the buffer action of RM slurry. In the final stage, the rate of decline of the pH picked up again. This result illustrated that the RM absorbent had become invalid, and DS <90% also proved this.
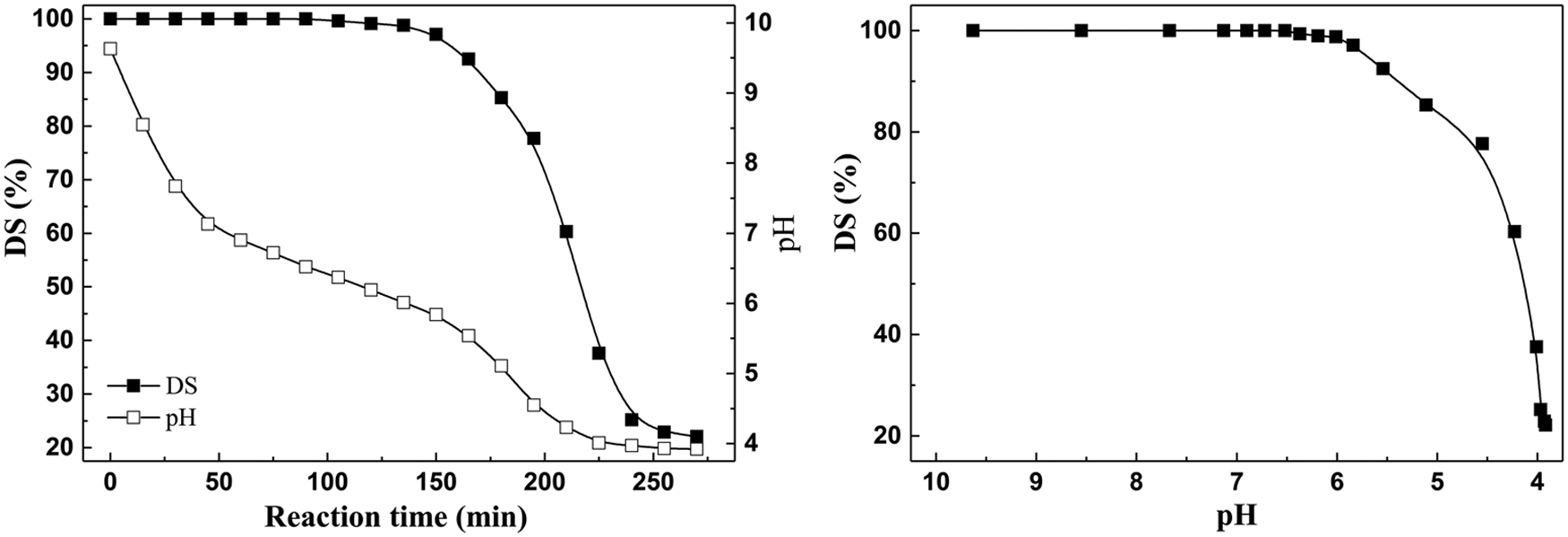
Change in DS and pH in continuously operational experiments.
Results presented in Fig. 3 show that desulfurization efficiency was maintained at 90% or above when pH >5.8. To ensure that desulfurization effect is maintained in the system, the absorbent should be renewed before the pH drops to 5.8.
Figure 4 depicts the DS and pH changes at different RM+MW slurry replacement rates (10%, 15%, 20%, and 25%). To make the results more accurate, the absorbent was continuously updated three times. The average DS values in different experimental settings were all >97.0%, but when the renewal ratio was 10%, the minimum DS was 96.0%, and the SO2 concentration in the off-gas was >50 mg/m3, so the stability of desulfurization cannot be guaranteed. When the replacement rates were 20% and 25%, the highest pH values of the absorbents were 6.3 and 6.4, respectively. By comparison, the duration of each update was extended as the update ratio increased. However, a high update ratio will consume more absorbent and will make the pH value of the absorbent fluctuate greatly. In summary, it is appropriate to update 15% of the absorbent when the absorbent pH drops to 5.8. With this ratio, the average DS was ∼98%, and the average pH was 6.0. Effective and stable desulfurization can be achieved.
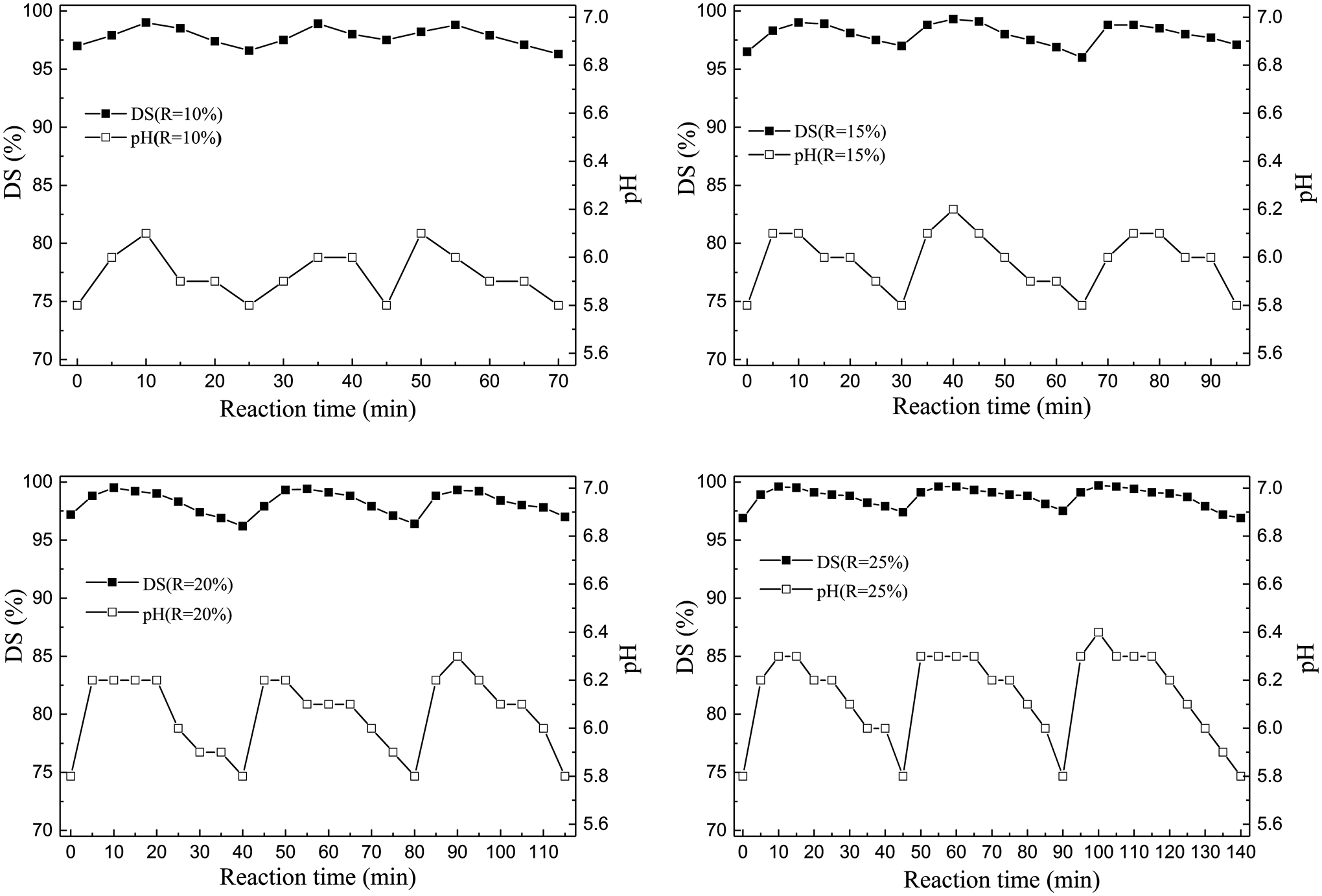
Effects of absorbent replacement proportion on desulfurization.
NOX spray tower experiments
In a series of spray tower experiments, the denitration abilities of RM+TW (RM content 12%), RM+MW (RM content 12%), and CaO+TW (CaO content 12%) were investigated. The values of other factors were set as follows: gas flow was 30 L/min, liquid–gas ratio was 20 L/m3, and NOX concentration was 800 mg/m3. The results are given in Table 4. From Table 4, we can see the denitration efficiency of different absorbents was RM+MW > RM+TW > CaO+TW. This suggests that RM+MW has the greatest potential for denitration. The maximum NOX reduction ratio of RM+MW was 29.9%, but further improvements are needed.
Denitration Effects of Different Absorbents
MW, mine water; RM, red mud; TW, tap water.
Denitration efficiency of common additives combined with RM+MW is given in Fig. 5. The results in Fig. 5 indicate that KMnO4 and NaClO2 had significant effects in improving DN: the DN of the RM+MW was increased to 62.7% and 45.7%, respectively, at a dosage concentration of 1.0%. Although H2O2 and K2Cr2O7 also had positive effects on DN, the extent was much lower than that with NaClO2. However, considering a KMnO4 agent will increase the chromaticity of the effluent, NaClO2 was used as the additive.

Effects of different additives and their concentrations on DN.
Interaction between SO2 and NOX during the treatment process was investigated and the results are given in Fig. 6. For a fixed initial concentration of NO, Fig. 6 shows the effects of SO2 on NOX removal rates with the RM+MW absorbent. When the concentration of SO2 increases from 0 to 2,500 mg/L, DN remains decreased in the absorbent containing NaClO2, whereas DN initially increased before finally dropping in the no-NaClO2 absorbent. It has been demonstrated that NO absorption was influenced by the SO2 concentration only when NaClO2 was not present. However, when NaClO2 is present, the slow absorption of NO may be owing to a portion of the NaClO2 being consumed by the SO2 in the liquid. The results in Fig. 6 show that with additional NaClO2, or without the addition of NaClO2, the efficiency of SO2 removal remains nearly constant at 99.0%. Therefore, the SO2 adsorption rate is independent of the initial concentration of NO.
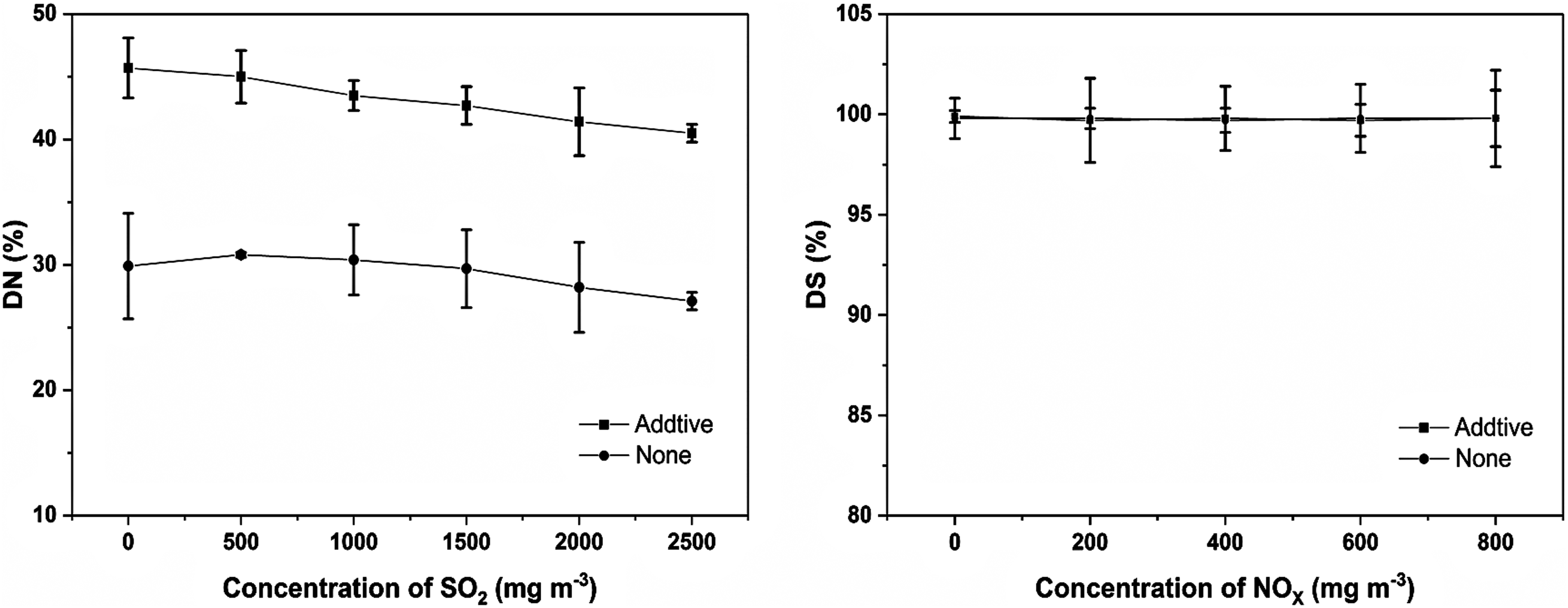
Interaction between SO2 and NO. SO2, sulfur dioxide.
Discussion
Desulfurization characteristics of RM and MW
Absorption capacity of SO2 is an important index in desulfurization process. As RM has less alkaline substances, the Sc of RM is lower than CaO. But MW has higher Sc than TW. Because MW has high Ca2+ concentrations and pH (>8) and MW contains a large number of carbon particles similar to activated carbon, it has a strong capacity for adsorption. So the desulfurization efficiency of different absorbents was CaO+TW > RM+MW > RM+TW. In bubble experiments, the RM adsorption capacity of SO2 was 430 g/kg (Fig. 2). Because only sporadic theoretical work on wet desulfurization with RM is available, some researchers have found that high removal efficiencies can be obtained while operating a bubbling reactor (Fois et al., 2007). However, this adsorption capacity is different from the 83 g/kg obtained in the spray experiment. This may be caused by the following reasons. On the one hand, the chemical composition of RM is different. The major components of RM around the world are given in an article by Wang et al. (2008). It is notable that iron oxide is the main component, followed by alumina and silica. In addition, the RM used in this study has a higher CaO content than most RM in other studies, which increases its reactivity. On the other hand, the gas flow rate was lower in the bubble experiment, and the gas–liquid can be fully exposed, so the effective sulfur content of RM could be fully utilized.
Compared with the CaO slurry, the RM slurry has a lower effluent pH, indicating that desulfurization with RM slurry can be achieved under weak acidic conditions. This phenomenon favors the prevention of fouling in the spray tower. Regarding the Sc of RM being less than CaO, some researchers have proposed a few ways to improve the desulfurization ability, such as through calcination or modification with additives (Uysal et al., 1988; Paramguru et al., 2004). However, such methods will greatly increase the cost of desulfurization. This question could be solved by replacing TW with MW, as shown in this research. In contrast, the fixed SO2 of RM in TW is less than that in MW, which demonstrates that MW could enhance the RM adsorption rate of SO2.
According to Fig. 3, during the first stage of desulfurization, SO2 removal was mainly caused by the MW (alkaline matter). At this stage, the OH− concentration was high, but the easily dissolved alkaline matter content was insufficient and quickly consumed, so the OH− in the slurry decreased rapidly. The possible reactions are exactly as mentioned by Fois et al. (2007).
The second stage is the main stage of desulfurization; most of the SO2 is removed during this stage. Under weakly acidic conditions, the insoluble alkaline substances such as calcium alumina oxide, calcium iron composite oxide, and calcium composite silicate in the RM may induce calcium ion participation in desulfurization. With the depletion of insoluble alkaline substances in the slurry, the pH continues to decline until the slurry loses efficacy. Therefore, according to the previous report (Siagi and Mbarawa, 2009) and the experimental results in this research, SO2 removal by RM+MW slurry mainly consisted of MW absorption, easily dissolved alkaline matter absorption, and insoluble alkaline substance absorption.
In the spray tower experiment, the desulfurization parameters were obtained by the orthogonal test. The absorbent concentration, gas flow rate, and liquid–gas ratio were similar to the wet lime FGD method. In addition, according to Table 3, an increase in the SO2 concentration had almost no effect on DS. These results are consistent with earlier findings (Bausach et al., 2005). The percentage of updates identified in the continuous desulfurization is 15%, with the concentration of SO2 in the outlet gas <50 mg/L. These results show that removal efficiency comparable with the usual industrial systems may be obtained.
Denitration characteristics of RM and MW
Results of the denitration experiments showed that RM+MW exhibited a greater ability to reduce the concentration of NOX compared with CaO+TW treatment. In general, the main component of NOX in flue gas is NO (85–95%), which has low solubility and reactivity. Thus, it is necessary to oxidize NO to NO2 before scrubbing (Mok, 2006). In Fig. 5, significant effects in improving DN were observed by addition of KMnO4 and NaClO2 because of their strong oxidization. Therefore, the NOX in liquid was greatly oxidized into
Using NaClO2 as an additive could improve the DN rate to 45.7%, but there is still some disparity in comparison with other studies; the removal efficiency of NO was >80% in their studies (Zhao et al., 2010). This is mainly caused by the following reasons, for example, mass transfer limitations. In the research by Zhao et al., the experimental apparatus was a bubbling device. It creates full contact between NOX and the absorbent, which enhances mass transfer. The DN rate could reach 70.0% when we used a bubbling reactor as the scrubbing device, which is close to the results of Zhao et al. (2010). However, a spray tower is more suitable for practical applications. Another reason is the difference between additives. A complex absorbent containing NaClO/NaClO2 and NaClO2/Na2S2O8 was used in their research for simultaneous removal of SO2 and NOX, respectively. Some additives have a synergetic effect: this synergy effect can further promote the removal of NOX. Thus, it is still necessary to seek a more effective slurry additive for NOX adsorption in future work.
In the absence of NaClO2, SO2 can slightly enhance the rate of NOX absorption. When O2 is present, NO can be converted to a mixture containing NO and NO2. The acceleration mechanism of SO2 was explained by Zheng et al. (2014). In the presence of an oxidant (NaClO2), there is competition between SO2 and NOX. Although the reducibility of NO is stronger than SO2, NaClO2 is partly consumed by the SO2.
Application prospects
At present, the wet limestone/gypsum process has become the mainstream technology for FGD in China. Although it has attained high SO2 removal efficiency, it is not very effective for NOX removal. Because it requires a large amount of space, selective catalytic reduction for NOX removal as a one-to-one control technology is not suitable for the modification of existing facilities. Moreover, to reduce transportation costs, many thermal power plants are located near coal mines in China. These areas have abundant MW resources. China is the largest producer of alumina in the world, and alumina production generates great amounts of RM as a by-product every year (Liu et al., 2014). Pollution control and resource utilization of RM are still a challenge for China. Therefore, obtaining the raw material for the slurry is thus easily available at low or no cost. Compared with traditional wet flue gas treatment, RM and MW absorbent have similar desulfurization efficiency and better denitration efficiency. Even more remarkable, the operating parameters are close to the wet limestone/gypsum process, meaning that it could be an easy adaptation for existing facilities.
The influence of chloride (Cl−) in actual wet FGD process is of concern. During the desulfurizing process, Cl− from the flue gas, MW, and oxidant (NaClO2) gets accumulated in the slurry. This accumulation may affect the desulfurization efficiency, accelerate equipment corrosion, and produce difficulty in wastewater treatment (Cui et al., 2017). According to previous reports, Cl− can be removed by electrolysis–electrodialysis process or Friedel's salt precipitation method (Cui et al., 2017; Fang et al., 2018). Furthermore, to avoid the corrosivity to tubes and equipments, nonmetal tubes and porcelain enamel equipments can be used.
Treatment of waste liquid and waste residue is important in wet desulphurization and denitration process. For the waste liquid treatment, this study suggests that near-zero discharge technology such as forward osmosis, membrane distillation, and duct evaporation can be used for achieving zero liquid discharge of pollutants from wastewater (Gingerich et al., 2018). For the waste residue treatment, some researchers have used desulfurized RM for geopolymer production (Nie et al., 2016). After desulfurization, the alkali in RM was neutralized by SO2, contributing to its postuse of effluent slurry (Wang et al., 2015). So the waste residue might be used to ameliorate saline–alkali soil (Wang et al., 2017). To maximize the utilization efficiency and economic benefit of RM, this study suggests that future treatment of RM should consist of a combination of gas purification, resource recovery, and waste residue reuse. Overall, research on this aspect is sparse and complete execution plans in particular are seldom. This is one of the targets in our next research.
Conclusion
A novel absorbent formed by RM and MW was examined for simultaneous removal of SO2 and NOX in bubbling and spray tower experiments. This absorbent showed excellent performance in the removal of SO2. The efficiency of SO2 removal depends on the rate of gas flow, the liquid–gas ratio, and RM concentration. When applied as a denitration agent in the spray tower, the absorbent NOX removal rate can reach 45.7% with the addition of NaClO2 as the oxidant. Under optimized conditions, such as RM concentration of 12%, gas flow of 40 L/min, liquid–gas ratio of 20 L/m3, absorbent renewal rate of 15%, and NaClO2 concentration of 1.9%, desulfurization efficiency is >99.0% and denitration efficiency is ∼45.0%. The interaction between SO2 and NOX has little effect on the removal rate. RM and MW slurry have a high potential as a novel absorbent to simultaneously remove SO2 and NOX.
Footnotes
Acknowledgments
This work was supported by the National Natural Science Foundation of China (Grant No. 41373100). Additional support was provided by the Science and Technology Program for Public Wellbeing of Shandong Province (Grant No. 2013kjhm060308) and CAS Key Technology Talent Program.
Author Disclosure Statement
No competing financial interests exist.