
Abstract
Abstract
Spent lead–acid batteries (LABs) have been extensively studied because of their environmental pollution, public health harmfulness, and their use as raw materials for the production of recycled lead. This article focuses on the recovery of valuable resources, such as lead paste and plastic, by the “crushing–sieving–sorting” treatment process. A mixture (lead paste, plastic, and grid) can be obtained from spent LABs by the impact crushing process. Then, they can be effectively separated for the first time by an independently designed hydraulic fluidized bed sorter with suitable water flow. The results show that when the flow rate is 12 m3/h, the yields of the three products (lead paste, grid, and plastic) were 73.34%, 20.58%, and 6.08%, with recovery rates of 97.97%, 98.91%, 97.39%, respectively. The impurity content of lead paste is 0.5%. Our pioneered fluidized bed sorting process is convenient, fast, and labor-saving. It not only helps to regenerate secondary lead products after recycling, but also reduces the harm to humans and the environment.
Introduction
The lead–acid battery (LAB) is a well-established battery system. It continues to hold a large share of the current battery market and is intensively used in the automotive sector, power back-up systems, and stationary applications (Ambrose et al., 2014; Li and Qian, 2014). In China, the LAB industry has expanded into an industry with >400 factories (Zhao and Cao, 2015). The production of LABs in China has grown steadily during the past 10 years, with production capacity reaching 221 GWh in 2014, accounting for >40% of global output (Tian and Wu, 2015). Recently, electric vehicles, which can be considered one of the most promising clean vehicle options, have received national support in China (Hao et al., 2017). In 2015, China produced >250,000 electric vehicles, a more than fourfold increase over the 2014 level (Corcelli et al., 2016). As the world's largest exporter and consumer of LABs, China generated 2.46 million tons of secondary lead in the form of spent LABs in 2014 (Sun et al., 2017). However, outdated recycling technologies and poor management of scrap LABs may lead to potential lead contaminations (Kreusch et al., 2007; Hu et al., 2009). In particular, long-term exposure to lead can cause decreased performance of nervous systems and nephropathy in adults. It can also affect brain development among children (Gottesfeld and Cherry, 2011).
Generally, discarded LABs are the main source of secondary lead, accounting for >85% of the total amount of secondary lead. As disposing of spent lead is not an option, recycling of spent LABs has already proved its value (Armand and Tarascon, 2008). At present, the processes of hydrometallurgy (Gomes et al., 2011; Ma and Qiu, 2015; Ma et al., 2015) and pyrometallurgy (Xia et al., 2017) are commonly used to recover lead from spent LABs. Pyrometallurgical processes include LAB discharge, disassembly, and lead paste smelting. Hydrometallurgical processes include discharge/disassembly of LAB, removal of aluminum using sodium hydroxide, leaching of lead paste, and recovery of lead from leachate by electrophoresis or solvent extraction.
However, before metallurgical and chemical processing, pretreated spent LABs are usually dismantled, crushed, and physically separated. In this process, the LAB is divided into many components, including lead paste, sulfuric acid, fiber separators, and plastics (Sun et al., 2017). Therefore, the key to recycling LABs is obtaining lead paste through physical sorting. Physical sorting of spent LABs is commonly used, evidenced by the examples of the Italian CX crushing and sorting systems, the United States MA crushing and sorting system, and the Russian heavy medium sorting system (Ramus and Hawkins, 1993; Gao et al., 2013; Chen et al., 2014). Pretreatment processes, such as crushing, ball milling, hydraulics, and gravity separation in mining engineering, have now increased in value to the spent battery recycling industry because of their high efficiency and easy operation. Yang et al. (2011) used the screening–coarse-grade screw classifier in addition to the plastic medium-sized ball mill–abrasive shaker separation process to separate lead paste, grid, and plastic, but the process was expensive and complicated. Hydraulic sorting has been used by many scholars for solid waste pretreatment because of its high efficiency, low cost, and energy saving. For example, sorting of waste plastics (Marca et al., 2012; Moroni et al., 2017).
For this article, spent LABs were crushed by impact crusher. Then, a hydraulic fluidized bed sorter designed independently was used for the first time to separate the broken products. This article introduces the separation principle of the hydraulic fluidized bed sorter in detail, provides a model diagram, and demonstrates the separation effect of the broken products of spent LABs with different particle sizes and densities at varying flow speeds. The devised equipment is shown to be suitable for the pretreatment of waste LAB crushed products for further lead recovery.
Materials and Methods
Materials
The test battery is an electric bicycle special LAB (Chaowei 6-DZM-20; Jiangsu Chaowei Power Co., Ltd., Jiangsu, China). The mass ratio and density of each component is given in Table 1. Crushed products were sieved with a 10/5/2.2/0.5/0.1 standard set sieve after the spent LAB was impacted and broken by a MX-320 × 620 mm crusher.
Spent Lead–Acid Battery Main Components
Hydraulic fluidized bed sorter design
The hydraulic fluidized bed sorter, made of organic glass and used to sort the broken products of spent LABs, was designed according to the particle characteristics of the crushed product and the sedimentation properties in the aqueous fluid, as given in Fig. 1. The water enters the fluidized bed from the top, and can be recycled through the centrifugal pump with the parameters given in Table 2, hence reducing fresh water consumption. The size of the separation flow can be accurately controlled through the cutoff valve and accurately read by the meter.
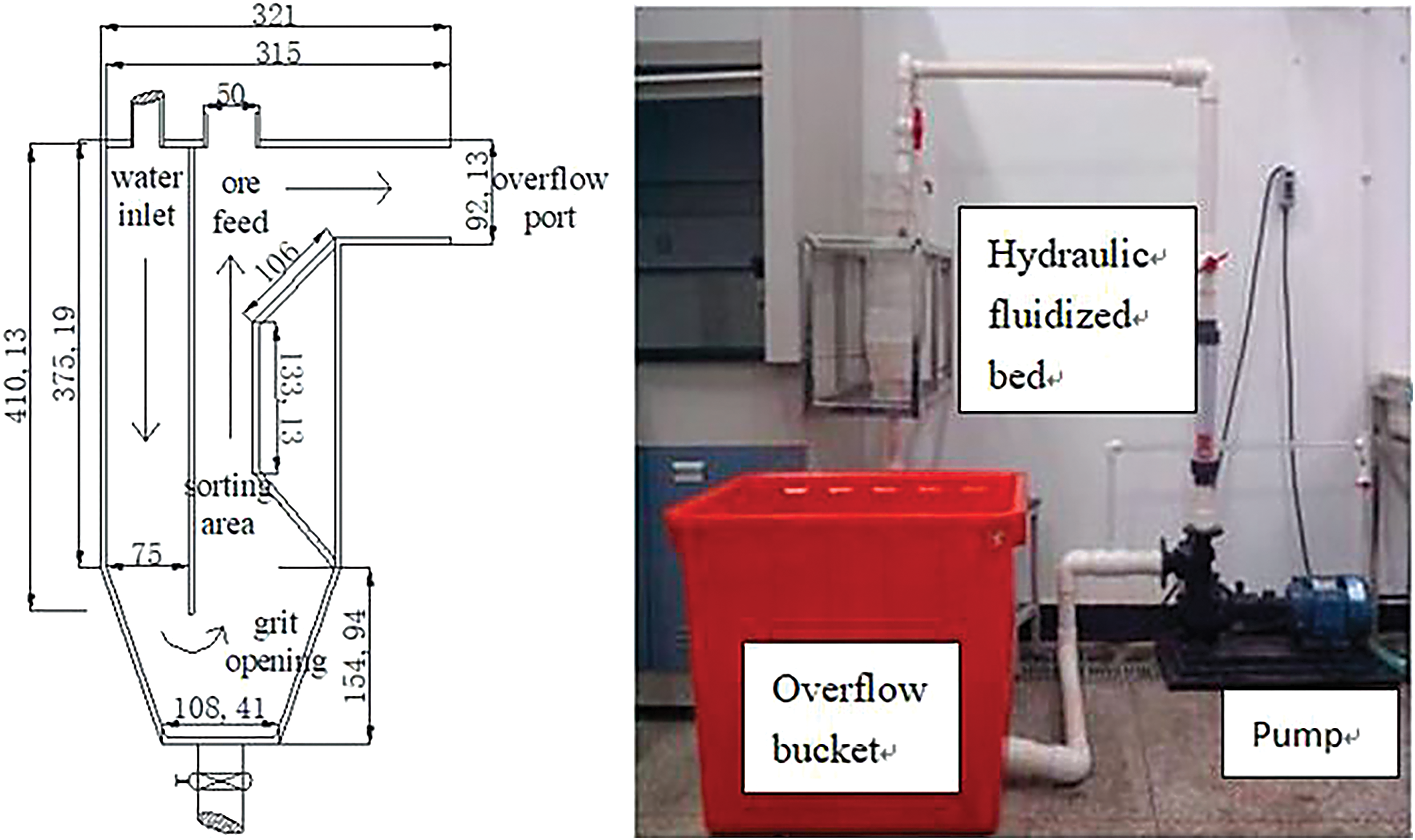
Hydraulic fluidized bed sorter.
Centrifugal Pump Parameters
Experimental procedure
First, the three main products of lead paste, plastic, and grid were obtained by screening the wet-impact crushed products of the spent LABs. Then, the pure lead paste, plastic, and grid were separately sorted by a hydraulic fluidized bed at different flow rates (8–16 m3/h) to determine the optimum sorting flow. Finally, the known mass of lead paste
where η is the recovery rate of each product, β is yield, ms and me is the quality of each product before or after sorting, m is total quality of lead paste, plastic, and grid.
Results and Discussion
Settlement speed calculation
Fluid viscosity must be considered when the settlement of minerals in a stationary aqueous medium is in a two-phase flow category. Usually, solids move in a fluid and receive two kinds of resistance. One is because of the adhesion of the layer fluid to the solid surface and the internal friction between the layer fluid and the adjacent layer fluid, referred to as viscous resistance; the other is the pressure difference resistance, that is, drag resulting from the differential pressure caused by the vortex generated in the fluid behind the solid that is trailing. An eddy is not formed and the differential pressure resistance can be ignored when the velocity of the solid is relatively small with respect to the velocity of the fluid. In this case, resistance is only of the former type. A stationary water medium is basically a viscous fluid, so the mineral moves in a stationary water medium and its Reynolds number (Re) can be calculated by the following formula:
where Re is the Reynolds number of the moving mineral particle; d0 is the diameter of the particle; v0 is the relative velocity of the particle; μ is the viscosity of the moving medium; Δ is the density of the ore particle; ρ is the medium density; g is the acceleration of gravity (here, 9.8 m/s2); and φ is the coefficient of resistance.
The motion state of the fluid is judged based on the calculation result of Equation (5) and calculation of the final velocity of particle settlement is given in Table 3. The final settlement speed of different broken products and the required flow rate of the sorting device can be calculated according to Table 3 and as given in Table 4. Comparing the calculation results from Table 4, it can be seen that plastic has lower water flow requirement because of its small density, whereas lead pastes and grids with similar particle size distribution have different water flow requirements. To verify the best sorting water flow of the three crushed products, in the following experiments we will explore the effect of flow rate on the separation of lead paste, grid, and plastic.
Settlement Formula Application Scope and Calculation Methods
d is particle diameter (cm); g is 9.8 m/s2; υ is the dynamic viscosity of water, 0.01 s at 20°C; K is the coefficient constant of the formula; and Δ is relative density, Δ = (Δ − ρ)/Δ.
Broken Products' Final Settlement Speed and Flow Rate Required for Sorting
Single crushing product sorting effect under different flow
The rising water flow velocity in the separation zone of the hydraulic fluidized bed sorter is the key factor affecting the sorting effect. It is clear from Fig. 2 that plastic products are discharged from the overflow and the recovery rate reaches 100% because of their small density when the flow rate of the water is 9 m3/h or more. All grids sink to the bottom of the sorter because of their large grain size and high density, but some broken fine-grained grids will be discharged from the overflow along with the rising water as the flow speed increases, resulting in a recycling decrease. At a low water flow, the fine-grained lead paste will be discharged from the overflow port but the compacted large-size lead paste will fall into the settling sand. However, large particles of lead paste in the sediment sink will be discharged from the overflow outlet as the flow speed increases, and their recovery rate will gradually increase. In order for the lead paste to be discharged from the overflow as much as possible, the flow rate should be ≥16 m3/h. However, this will result in some grids being mixed into the overflow product, with a loss rate of 10.92%. At a flow rate of ≤11 m3/h, all grids become grit–sand products, but with the effect that some lead paste is also mixed with the grit–sand, its loss rate reaches 7.51%. Considering the separate sorting recovery rates of the grid and the lead paste, the sorting flow should be set to 12 m3/h. At this time, the overflow rate of the product in the grid is only 0.02%. The sorter bottom lead paste is mainly air-dried lead paste with a mass ratio of 24.43%.
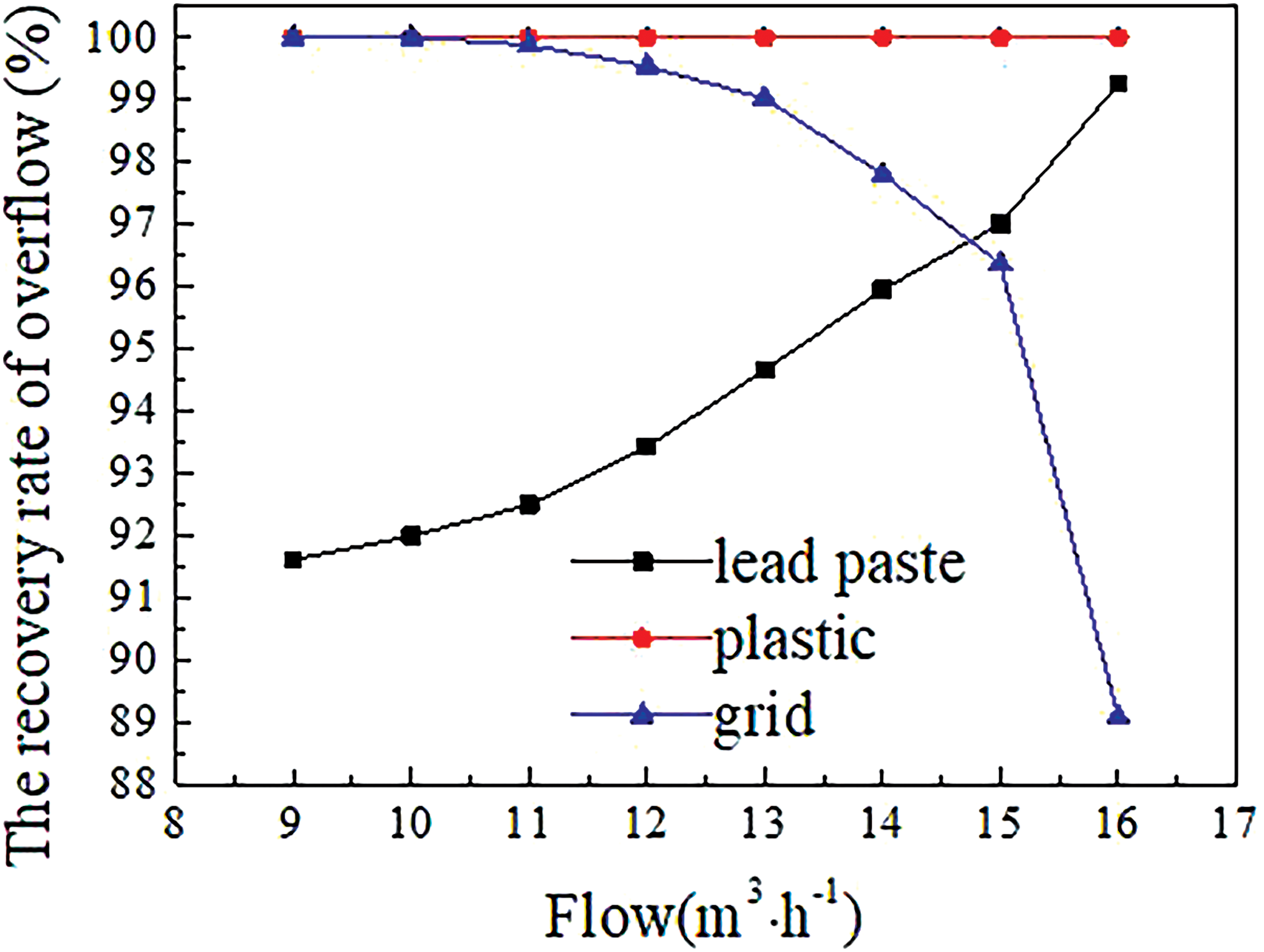
The effect of flow rate on the recovery rate of lead paste, grid, and plastic.
Mixed crushed products' sorting effect
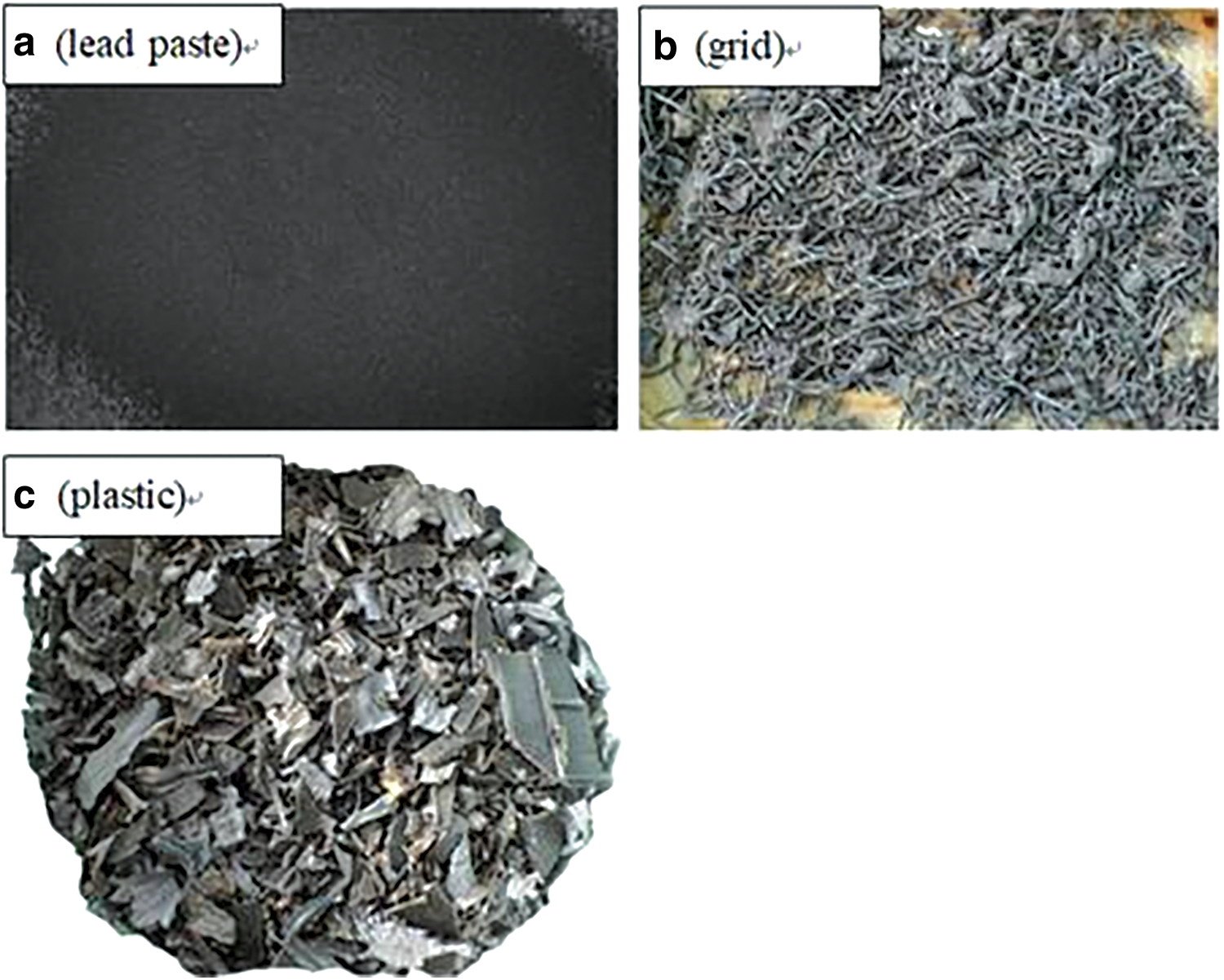
Based on the results given in Fig. 2, mixed crushed products were separated by the hydraulic fluidized bed with a flow rate of 12 m3/h. As given in Fig. 3, after the LAB crushed products are separated by the hydraulic fluidized bed, three products, namely lead paste, grid, and plastic, are obtained because of their different particle size and density with different sedimentation velocity. Their yields were 73.34%, 20.58%, and 6.08%, respectively. The recovery rates were 97.97%, 98.91%, and 97.39%, respectively. Table 5 provides the impurity amounts of the main recovered products, and clearly shows that the impurity content of lead paste was 0.5%. About 7.36% of large-size lead paste was mixed in the grid products because of their settling velocity being similar to that of the fluid. Moreover, 0.74% of grid was mixed into the plastic product because the broken grid is long and easily adheres to the plastic. This means that the purity of the lead paste, grid, and plastic of the sorted products reached 99.5%, 92.64% and 99.26%, respectively. As given in Fig. 4, it is clear that the lead paste, grid, and plastic achieved good separation by the hydraulic fluidized bed, which also corroborates the results of Table 5. The separation mechanism of each product is explained as given below.
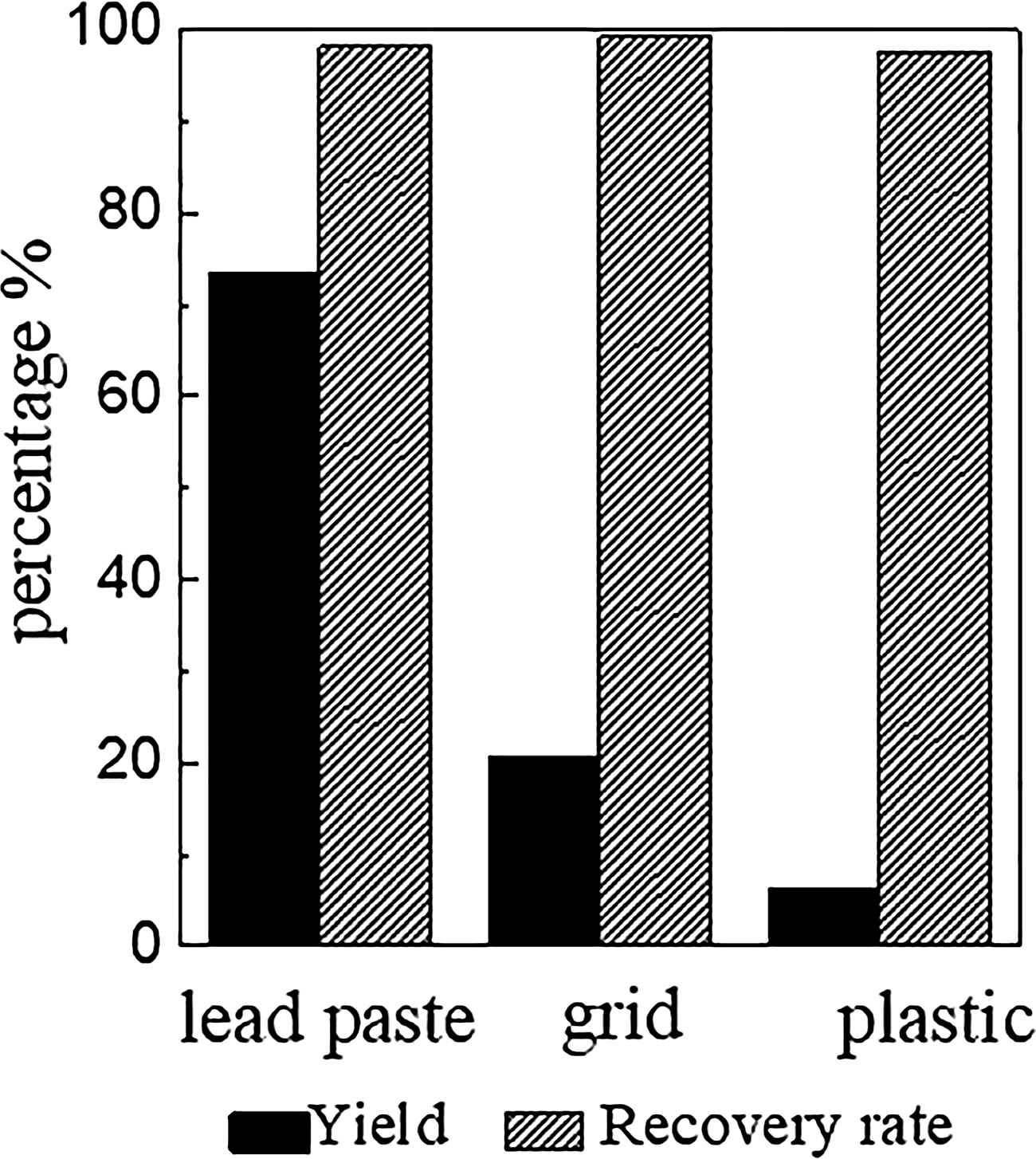
The yield and recovery rate of sorted products.
Dry lead paste
The Impurity Amounts of Each Product
The hydraulic fluidized bed sorter is a hydraulic sorting device without transmission parts that separates ore according to the differing sedimentation velocities of particles with different densities and particle sizes in the same fluid. High-density coarse particles will settle, whereas low-density fine particles will float when utilizing an ascending fluid with a velocity higher than the sedimentation velocity of the low-density fine particles, but lower than that of the high-density coarse particles. The sedimentation velocity will depend on the density when particle sizes are equal or in a very narrow range. Particles of different densities will be gradually separated according to their density under the action of a certain flow velocity.
Conclusions
Hydraulic fluidized bed used as physical sorting device is widely used for the sorting of spent LAB and waste plastic. The sorting process is simple, fast, and efficient. Compared with manual sorting, labor costs can be greatly saved. This work indicated that LAB broken products can be effectively separated by a hydraulic fluidized bed sorter at a flow rate of 12 m3/h.
The recovery rates of the three components (plastic, lead paste, and grid) were >97% after hydraulic sorting. The impurity content of lead paste, plastic, and grid was 0.5%, 1%, and 7.36%, respectively. The higher purity of the product after sorting is conducive to subsequent recycling. For the problem of large particle paste doping in the grid, we will further optimize the hydraulic fluidized bed and sorting conditions in the subsequent research to achieve high separation rate.
Footnotes
Acknowledgments
This study was possible thanks to the funding granted by the Jiangxi Provincial Natural Science Foundation (Nos. 20142BAB206016, 20161BBG70076) and Science and Technology Research Foundation of Education Department of Jiangxi (No. GJJ170503), China Ruilin Engineering Technology Co., Ltd. (Shanghai, China) (6001180202) and Ganzhou Science and Technology Bureau. The authors thank the participants, the research assistants, and the institutional stakeholders involved in the data collection. In particular the support of the Jiangxi Provincial Key Laboratory of Mining Engineering and Jiangxi Key Laboratory of Mining & Metallurgy Environmental Pollution Control.
Author Disclosure Statement
No competing financial interests exist.