
Abstract
Abstract
A large amount of electrical and electronic equipment is being discarded every year, which produces a large number of waste printed circuit boards (WPCBs). The WPCB is a heterogeneous mixture of various metals and nonmetallic materials, especially heavy metals such as lead. It would result in severe environmental pollution if they were not disposed of properly. However, recovery of valuable materials from WPCBs is quite challenging; one of the obstacles is that electronic components (ECs) are often fixed on the board using solders (usually comprised lead and tin), which rendered certain difficulty for the dismantling. In this article, a hydrometallurgical process was carried out to recycle ECs on WPCBs through a mixture of fluoroboric acid and hydrogen peroxide breaking lead−tin solders at room temperature. Results indicated that SnO passivation film would be formed on the solder surface at the initial stage, as a result of the hydrolysis reaction of dissolving stannous ion. Moreover, this passivation film can be rapidly destructed by field sonication-accelerated dissolution. A simulation was conducted by using the solder wire with identical composition. It was found that the passivation film was eroded into the porous structure film due to ultrasonic cavitation and microfluids, enabled the mixture to penetrate through passivation film more readily to reach the fresh solder wire interior, and subsequently accelerated the dissolving. By comparing dissolving kinetics between in the absence and the presence of the ultrasonic field, it was found that the kinetic data fitted well to the surface chemical control of the shrinking core model. The activation energies for the dissolution of lead and tin in both cases were determined.
Introduction
Technological innovations are accelerating the replacement of electronic devices, which results in an increasing number of electrical and electronic equipment (EEE) being discarded every year. Being used as the one of the most complex and critical parts of EEE, the number of waste printed circuit boards (WPCBs) has indeed increased dramatically (Zhu et al., 2012; Meng et al., 2018). PCB predominantly includes two parts: the motherboard and electronic components (ECs). Motherboard mainly consists of resin, glass fiber, green oil, and Cu (Xiu et al., 2018, 2019). ECs on the PCB include resistors, relays, capacitors, and integrated circuits. Moreover, it has ∼28% metals contents, including Cu, Pb, Sn, Zn, Ni, and Au (Priya and Hait, 2017; Chen et al., 2018). Therefore, the recovery value of the WPCBs is very high. In contrast, it will cause severe environmental pollution if not disposed of properly. The ECs are attached to PCB by the solders (Kaya, 2017). As a result, disassembling of ECs is usually the first step for recycling WPCBs, which is helpful to conserve scarce resources, to reuse components, and to prevent hazardous materials from entering the environment (Hu et al., 2017; Li et al., 2017).
In China, the ECs are often disassembled from the WPCBs using chisels, hammers, and cutting torches. And then they are separated into various types of metals and components (Yang et al., 2017). Consequently, the ECs would likely to be damaged, thus undermined the potential for reuse. Unfortunately, heating is still the most common approach to remove solders. Specifically, solders on the WPCBs are manually melted by a heat gun or a coal-heated plate (on the iron plate or a flat wok) in some unlicensed workshops, which produces toxic gases that can seriously harm the health of employees. Other heating technologies such as infrared heaters, electric heating tubes (Chen et al., 2013; Park et al., 2015), liquid heating medium (Zeng et al., 2013), and solder baths heating medium (Wang and Xu, 2015) were also reported to the remove the solders from the WPCBs. The disassembling temperature is generally set 40–50°C above the melting point of solder (183°C), which causes a potential risk of releasing dioxin (Priya and Hait, 2017; Wu et al., 2017). Jaeryeong Leea used a three-step process of sieving, magnetic separation, and dense medium separation to physically remove solders for separation of ECs in WPCBs (Lee et al., 2012). However, a lot of dust generated in the process, and it is less feasible due to the complexity and high cost of equipment.
The hydrometallurgy is a promising alternative to remove solders. Chemical reagents such as nitric acid, allyl sulfonic acid, methane sulfonic acid, or Ti(IV) acid reagents were used to dissolve the solder (Xiu et al., 2017). These methods usually consist of facile processes, and more importantly, they are of low cost. Stennett successfully dissolved solders by the mixture of nitric acid and hydrogen peroxide (Stennett and Whalley, 1998). Similarly, Lmasa Limited removed solders by nitric acid and iron nitrate (Mecucci and Scott, 2010). However, nitric acid is a strong oxidizing and volatile acid; it dissolves not only solders but also other metals nonselectively, which will inevitably cause unnecessary dissolutions, and further delivers more difficulties for the refinement. In contrast, its volatility can cause heavy air pollution. Zhang et al. (2017) and Gibson et al.(2003) used methane sulfonic acid, hydrogen peroxide, and Ti(IV) acid to selectively dissolve the Sn–Pb solder. ECs could be retrieved, yet the reaction rate was rather time consuming. More importantly, the reagents of these methods cannot be recycled properly, which indicates the lack of economic consideration, and a risk of secondary pollution induced by acidic wastewater. In a recent article, a hydrogen peroxide (H2O2) and fluoroboric acid (HBF4) composite mixture system was used to dissolve the solders on WPCBs. This method demonstrated a number of advantages compared with others. For instance, HBF4 is a mild and nonvolatile acid (Zhang et al., 2015). And notably, as addressed in our previous study, the mixture can be regenerated simply by replenishing H2O2. Therefore, the process is more environmentally friendly due to minimized contaminants releasing. However, complete dissolution of solders on WPCBs often exceeds 3 h on average, whereas ECs usually fell off within 5 min by heating. In perspective toward future industrial translation, it is deemed that enhancements still need to be made regarding the reaction rate.
It is well known that the ultrasonic treatment can effectively enhance mass transfer in various hydrometallurgical processes such as surface cleaning (Yusof et al., 2016; Tatariants et al., 2017; Murillo et al., 2018, 2019). While applying toward the liquid, partial negative pressure zones can be formed under the ultrasonic field, which will result in the fracture of liquid or liquid–solid interface to form tiny vacuoles or bubbles. These cavitation bubbles are highly unstable and short lived. When they burst due to quick closure, a localized microshock with extremely high pressure will be produced (Yusof and Ashokkumar, 2013; Li et al., 2018). This microshock can damage the outer layer passivating film, and accelerating the rate of corrosion significantly (Fu et al., 2017). With continuous ultrasound input, metal oxide side surface immersed in the liquid can be effectively removed by these ultrasound-induced cavitations and microfluidics (Mitchell-Smith and Clare, 2016). In the previous study, after placing the WPCB into the mixture, it was found that a layer of black film rapidly generated on the solder surfaces, which seemingly hindered further dissolution reactions. According to the characteristics of the ultrasonic field, it is hypothesized that the black film can be damaged in the presence of ultrasound, and the dissolution of the solder will be subsequently accelerated.
Therefore, in this study, H2O2 and HBF4 mixture was used to dissolve the solders on WPCBs both in the presence and in the absence of an ultrasonic field. It was found that the solder dissolving without sonication on WPCBs was two to three times slower than with an ultrasonic field. The effects of the ultrasonic field on the solders dissolution were investigated to elucidate kinetics. Furthermore, the reaction mechanisms, the kinetic equations, and rate-controlling steps under different conditions were investigated in a simulated system. The results provided fundamental data that may lead to practical industrial applications. Sn and Pb can be further recycled. It reflects the concept of a circular economy and sustainable development.
Experimental
Materials
The WPCBs used in this study were television boards from a solid waste disposal center of Shanghai, China, which contained polymer materials, glass fibers, metals, and ECs. The reagents such as fluoroboric acid (HBF4, 48%) and hydrogen peroxide (H2O2, 30%) were all analytical grade products from Shanghai Sinopharm Chemical Reagent Co., Ltd. (China). ECs on the WPCBs were mounted by the solders [lead (37%)/tin (63%), (wt%)] (shown in Fig. 1a, b). The WPCBs were cut into ∼5 × 10 cm fragments, and the surface of the solder wire was polished by SiC papers with 2000 mesh and rinsed with deionized water before the treatment. The composition of the solder wire (Fig. 1c) from JiXing Solder Co., Ltd was the same as the solder on the WPCBs.
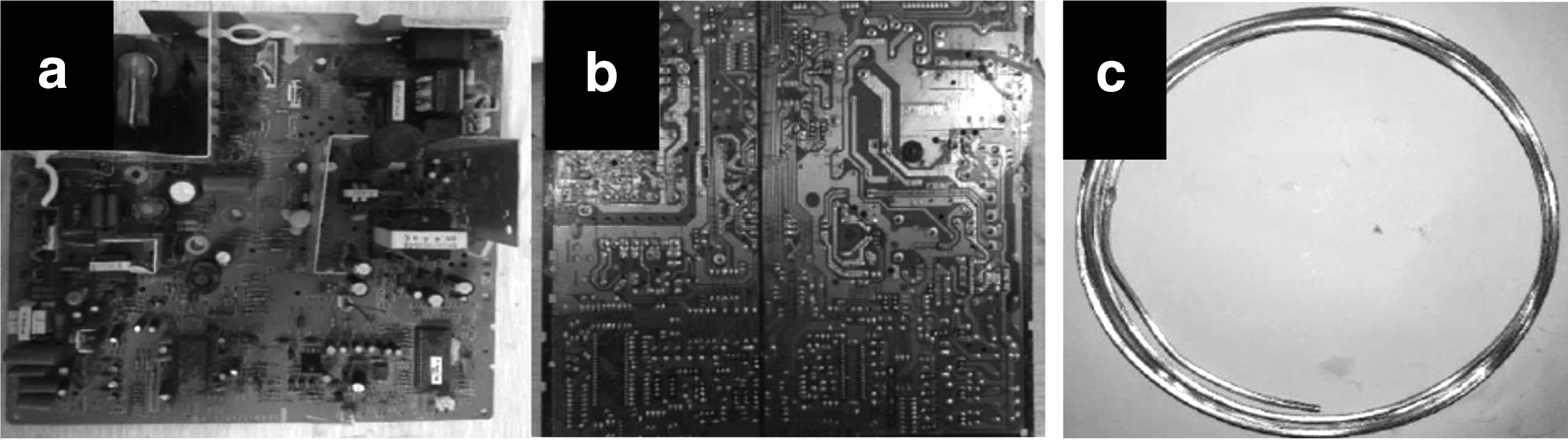
Experimental materials:
Experimental procedures
The WPCBs dismantling system: The mixed solution of HBF4 and H2O2 (volume ratio of the two reagents was 5: 3) was placed into two 8 × 12 cm polytetrafluoroethylene vessels. The vessels were placed with and without the ultrasonic field (KQ-300DE, 40 kHz; Kunshan Ultrasonic Instrument Co., Ltd.), respectively. Then, two WPCBs fragments were placed into the two vessels, respectively. The liquid level was set to submerge the polymer board containing the solder side rather than the ECs side, which would prevent ECs from damage by the chemical agents. The reaction temperature was set as 20°C, which was implemented through a constant temperature bath. The reaction was considered terminated upon complete solders dissolution, and while the facile removal of ECs can be achieved.
The simulation system: the two 1 g new solder wires were put into a mixture of HBF4 and H2O2 in two 100 mL polytetrafluoroethylene beakers with magnetic stirrers, respectively. Beakers were placed with and without an ultrasonic field, respectively. The different reaction temperature (5°C, 10°C, 15°C, and 20°C) was implemented through a thermostatic bath. The reaction was considered terminated upon complete solders dissolution. During the reaction, 0.1 mL samples of each solution were collected from each beaker at 30 min or 1 h, dissolved Sn and Pb were determined using an ICAP 6300 inductively coupled plasma-atomic emission spectrometer (ICP-AES, Prodigy, LEEMAN Company). The analysis was conducted in triplicate. Relative standard deviations were found to be within ±0.16%. Confidence intervals are calculated within ±0.36% under 95% confidence. Morphology of the solder wire surface was investigated using a metalloscope (AXIO IMAGER A2M, PRECISE INSTRUMENT) at the magnification of 500 and 1,000 times, respectively.
Results and Discussion
Effect of the ultrasonic field on dissolving the solders in the WPCBs
Figure 2a shows that ECs pins in WPCBs are wrapped by the smooth bright and thick solders. After only 30 s of the reaction, a layer of black passivation film rapidly generated on the solder surfaces (shown in Fig. 2b). It was found that this passivation film could be removed after ∼30 min without an ultrasonic field, but it could be destroyed partly in only 1–2 min in an ultrasonic field. Figure 2c shows that the partial solders have been dissolved and the copper in the WPCBs has been exposed after the passivation film was removed. Finally, it took ∼3–4 h to dissolve the solders completely without an ultrasonic field, whereas complete dissolution can be achieved within 60–90 min with an ultrasonic field (shown in Fig. 2d). This result indicated that the ultrasonic field could destroy the passivation film efficiently to enhance the dissolving of the solders. To further elucidate the dissolution process, a simulation system of the dissolving solder wire proposed.
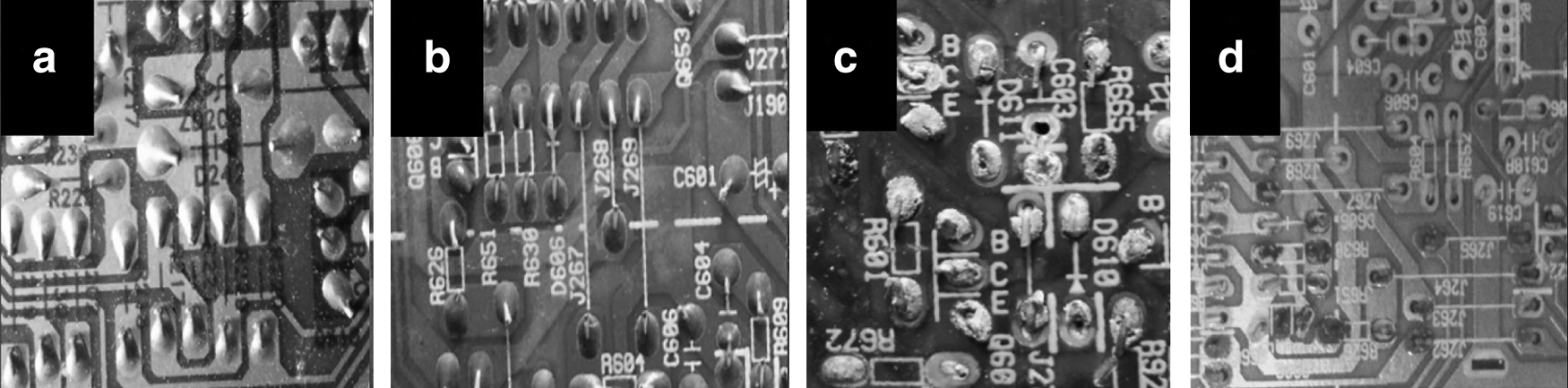
Dissolution process of the solders on the WPCBs.
Simulation system of the solder wire
Figures 3 and 5 are the digital photographs and metallographic photographs of the solder wire under the different dissolution conditions. Figure 3a and b shows that the surface of the solder wire is covered completely by a black passivation film after ∼30 s of dissolution, which is consistent with our observations on WPCBs. It can also be seen from metallographic photographs Fig. 5a and b that the color of the solder wire surface changed from bright silver to black. The black layer can be attributed to an SnO passivation film. Figure 3c shows that there are some small pores on the solder wire surface after ∼5 min of the dissolution in the ultrasonic field. The small pores allowed the reagents to easily penetrate the porous passivation film into the interior interface of the solder wire. Therefore, the dissolution rate was accelerated. However, no pores were observed on the passivation film while in the absence of an ultrasonic field. Namely, the solvent had to react with the SnO film first. In addition, it can also be observed from Fig. 3c that the color of passivation film change from black into gray. It is proposed that the partial SnO was oxidized into white SnO2, resulting in the color change (Mohanty and Lin, 2013). Figure 3d shows that the SnO film oxidized into white SnO2 according to the XRD of Fig. 4, and the reaction was very slow. The SnO2 on the surface further hindered the reaction on the interface. Correspondingly, it can be observed from Fig. 5c that the partial passivation film had been damaged and some solders had been dissolved in an ultrasonic field. Figure 5d shows a large piece of the solders has been dissolved after ∼30 min under the ultrasonic field. The reaction showed such a different reaction rate under two conditions. Thus, it is necessary to illustrate further the mechanism and kinetics of the dissolving solders, which will provide a theoretical basis and experimental data for possible industrial applications.
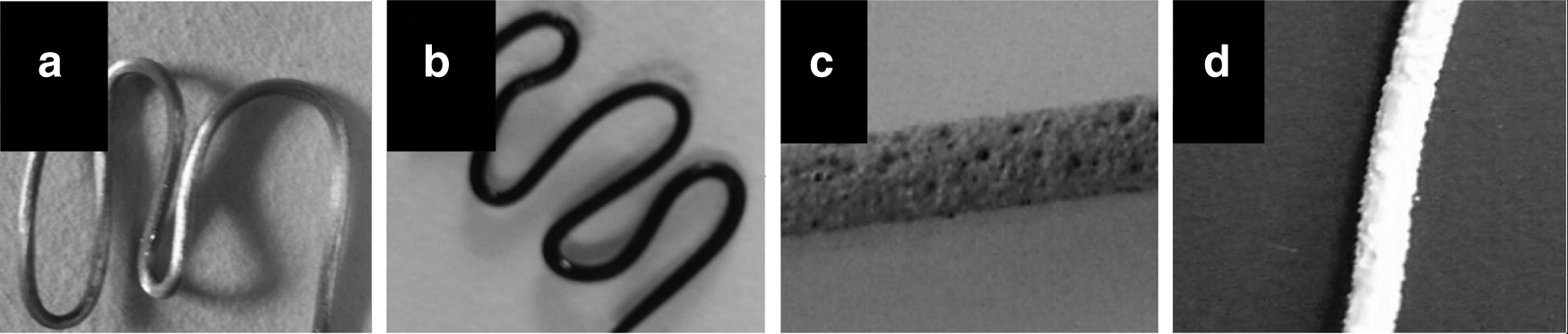
The color changes on the solder wire surface.

The XRD of white passivation film.

Metalloscope photograph of the solder wire surface:
Dissolution mechanism of Sn and Pb in the solder wire
In terms of hydrometallurgy, the dissolution of the SnPb alloy can be considered as a redox process. Sn, as the main component of the solder, experienced different valences during the dissolution. In the HBF4–H2O2 mixture, the formation of Sn(II) and Sn(IV) oxides takes place through the following equations [Eqs. (1) and (2)] (Mohran et al., 2009). Because of the increased oxidizing potential induced by excessive H2O2, enhance the oxidizing ability of the dissolving solution, the surface Sn2+ increased rapidly and immediately forms SnO·H2O, led to the decreased Sn dissolution [Eq. (1)].
Further oxidation of SnO generates SnO2·H2O (Cotton and Wilkinson, 1972; El Rehim et al., 2006). Equation (2) is given as follows:
It was precipitated on the surface of the solder wire and formed a protective passivation film. However, the formation of SnO and SnO2 may block the solid–liquid interface (Hassan and Fahmy, 2008; Mohanty and Lin, 2013). From the aforementioned equations and experimental phenomena, it is clear that Equation (1) is the control step while without sonication.
The initially formed SnO·H2O can be dissolved by HBF4 eventually to form stable Sn(BF4)2 [Eq.(3)]. During the dissolution, the formation and dissolution of the oxide film is a dynamic equilibrium according to Equations (1)–(4). In addition, in the presence of the ultrasonic field, the cavitation and microfluidics generate bubble oscillation and implosion, accompanied with shear force, heat, and reactive radicals (Mitchell-Smith and Clare, 2016), which accelerates the destruction of the passivation film and the dissolution of the SnO.
In terms of Pb, Pb is oxidized by H2O2 and formed PbO [Eq. (5)] in the HBF4–H2O2 system. Subsequently, PbO is dissolved by HBF4 to form lead fluoborate [Eq. (6)] as described hereunder (Prengaman, 1995; Jha et al., 2012):
Dissolution kinetics of Sn and Pb in the solder wire
It can be observed from Figs. 2 and 3 that the rate of dissolving solders is very different in the presence and absence of the ultrasonic field. Figure 6 shows the dissolution behaviors of the solder wire at different temperatures. It can be observed that the dissolution rate of the solder wire increases with the increase of the temperature and time regardless of the ultrasonic field, and the dissolution trends of Sn and Pb are analogous. The dissolution rates of Sn and Pb increased almost linearly with increasing time in the absence of ultrasonic field. Differently, with the ultrasonic field the rate increased rapidly at the initial stage and then gradually slowed down until the complete dissolution of Sn and Pb, whereas without ultrasonic field it took ∼6 h to dissolve solder wire, which is almost twice as long as that with the ultrasonic field (Fig. 6b). It indicated that the dissolutions were processed very differently in response to the ultrasonic field. With regard to temperature, Sn and Pb can be dissolved completely at all temperature after 180 min (Fig. 6b).
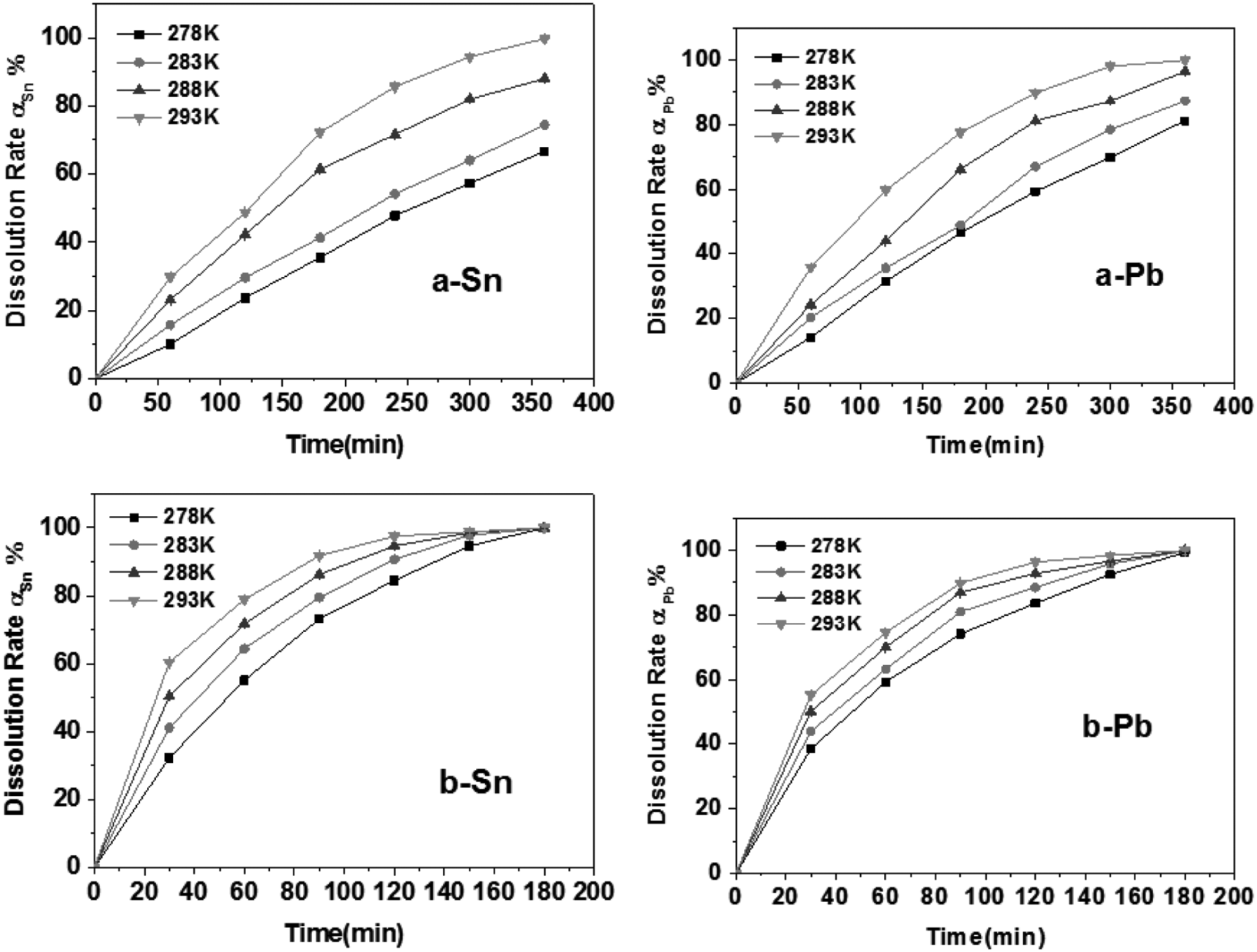
The behaviors of the solder wire dissolution with time at different temperatures:
As a typical liquid–solid reaction process, the kinetic study can be proceeded by the shrinking core model (SCM). The SCM considers that the rate-controlling step of the dissolution process is either the diffusion of the lixiviant through the ash layer existing on the solid particles, which could also be the diffusion through a solid product layer formed or the surface chemical reaction on the solid particles (Singh and Lee, 2015). To apply the SCM in our scenario, the solid reactant is considered nonporous. It is also initially surrounded by a fluid film and form the liquid–solid interface, through which mass transfer occurs. As the reaction proceeds, an ash/inert layer forms around the unreacted core (Gbor and Jia, 2004). Assuming that the solder wire is an infinitely long cylinder and the rate-controlling step of the dissolving process is chemically controlled at the surface (Meshram et al., 2016; Singh and Lee, 2016), the integrated equation [Eq. (7)] of the SCM can be expressed as
When the diffusion through inert/ash layer is controlled, the integrated equation [Eq. (8)] of the SCM can be given as (Meshram et al., 2016; Singh and Lee, 2016)
where k1 and k2 are the rate constants for chemical- and diffusion-controlled processes, α is the fraction dissolved, and t is the reaction time (Levenspiel, 1972). To analyze the kinetics, data were fitted against both models [Eqs. (7) and (8)].
The plots of 1-(1-α)1/3 versus t at different temperatures show (Fig. 7) that the kinetic data fit well to the surface chemical control model, which is evident from the R2 values (>0.97). The result was also better than that of the diffusion model. Therefore, the kinetic of dissolving the solder wire without ultrasonic field can be expressed as Equation (7)—- surface chemical-controlled process. According to Arrhenius formula, the plots of lnk versus 1/T were done to obtain a straight line. Its slope is–Ea/R. The activation energy (Ea) for the dissolution of Sn and Pb has been calculated to be 44.47and 33.98 kJ/mol, respectively, in the temperature range T = 278–293 K.
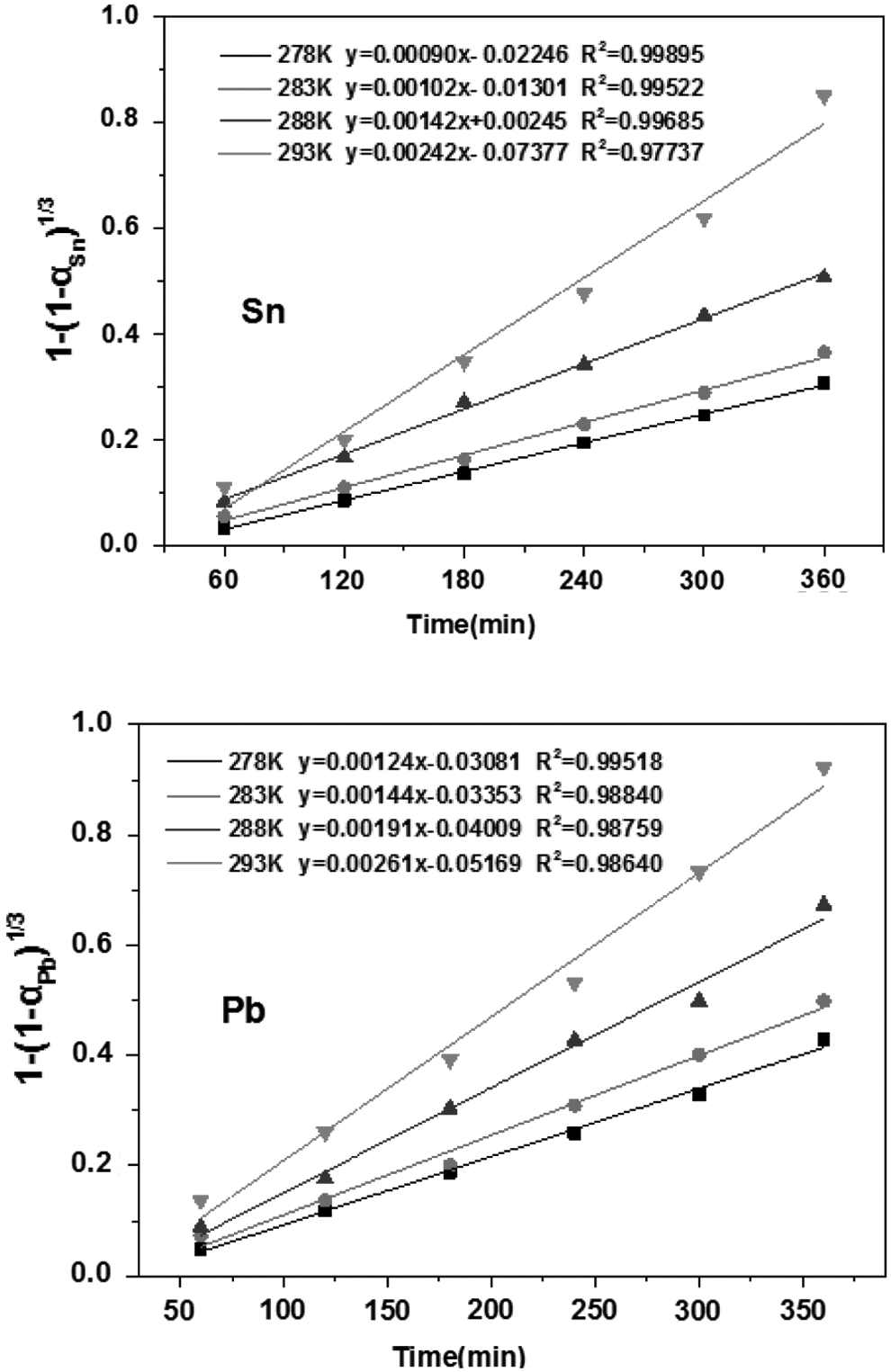
Relationships between 1−(1−α)1/3 and time without ultrasonic field at different temperatures.
Figure 8 shows the fitting result of Equation (7). The dissolutions of Sn and Pb with an ultrasonic field exhibit a very good agreement with the surface chemical control process model, which is better than that with the diffusion control process. According to Arrhenius formula, Ea for the dissolution of Sn and Pb has been calculated to be 11.87 and 17.22 kJ/mol, respectively, in the temperature range T = 278–293 K.
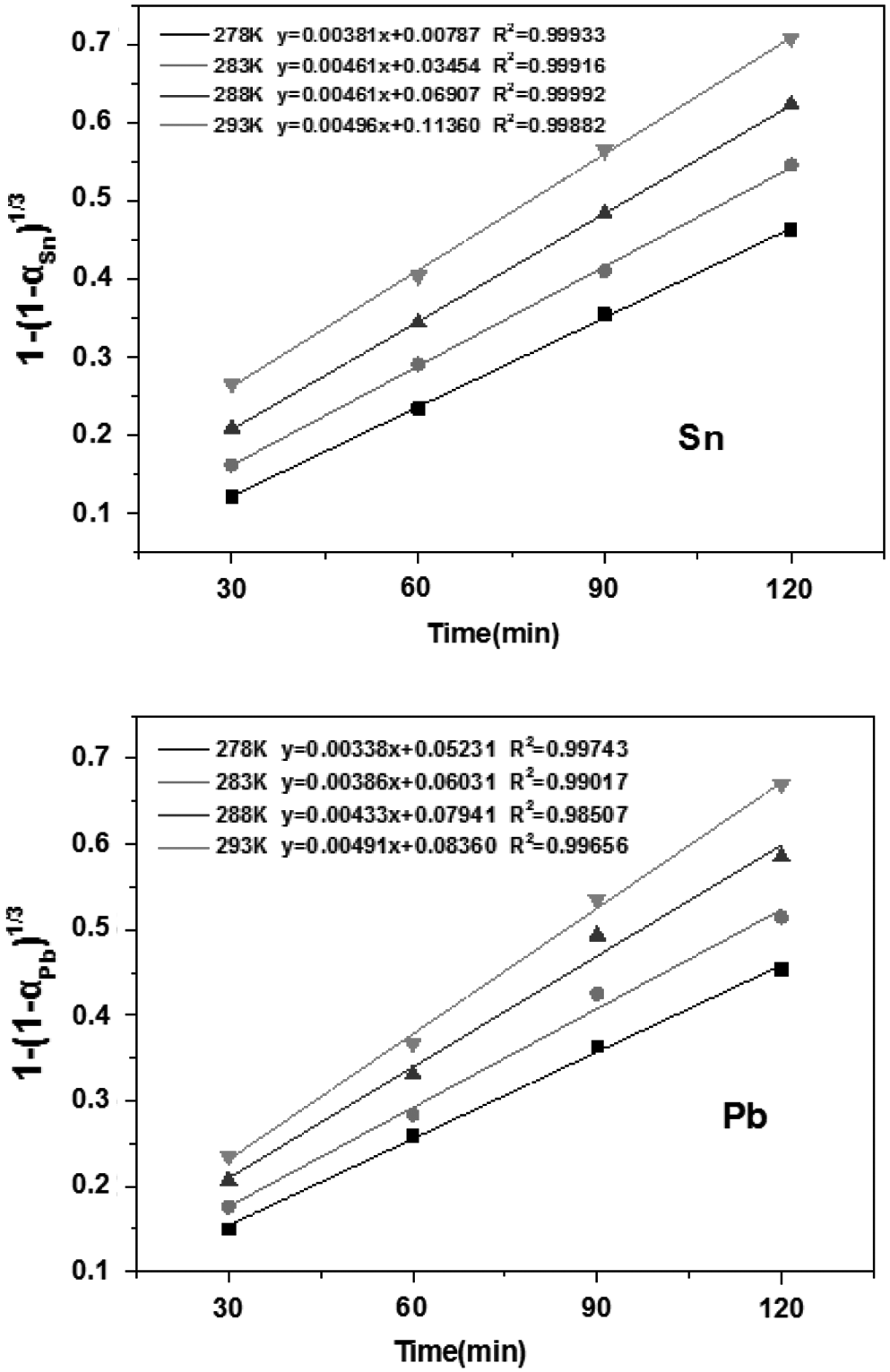
Relationships between 1−(1−α)1/3 and time with ultrasonic field at different temperatures.
The results indicated that with the ultrasonic field, the activation energy of the dissolution significantly decreased.
Conclusions
In this study, a hydrometallurgical process with fluoroboric acid (HBF4) and hydrogen peroxide (H2O2) was used to dissolve lead (Pb)−tin (Sn) solders for recovery ECs from WPCBs. Experiments were conducted both with and without ultrasonic fields. The results indicate that the dissolution of solder was two to three times faster in the presence of an ultrasonic field than in the absence of an ultrasonic field. The metallographic photographs showed that a black SnO passivation film covered the surface of the solder during the initial stage of the reaction. This film effectively blocked the contact between the solder and the solution, which slowed down the reaction rate. The application of an ultrasonic field decayed the dense passivation film into a porous film, which allowed the chemical solution to penetrate the porous film and resulted in accelerating the dissolution. A simulation system of dissolution the solder wire was established to understand the dissolving kinetics with and without an ultrasonic field. The dissolution of solder wire with and without ultrasonic field can be described by the surface chemical control of the SCM. The activation energies for the dissolution of Sn and Pb is found to be 44.47and 33.98 kJ/mol, respectively, without ultrasonic field, and 11.87 and 17.22 kJ/mol, respectively, with ultrasonic field. The removal of ECs can be achieved more briefly from the PCBs in the presence of an ultrasonic field. This study has elucidated the mechanism behind the high-efficiency treatment compared with the conventional method. The result provides an environmentally friendly alternative for industrial applications of recovering ECs, realizes reduction, and promotes the reuse of WPCBs. It well reflects the concept of a circular economy and sustainable development.
Footnotes
Acknowledgments
The authors are grateful for the support of Program of Innovative Research Team in University (IRT13078), the Funds of Jiahua Science and Technology Bureau (Grant No. 2013-3-001), the Funds of Jinhua Environmental Protection Bureau (Grant No. YG2014-FW673-ZFCG046), Science and Technology Planning Project of Guangdong Province, China (2017B030314175), and the Research Fund of Shaanxi Key Laboratory of Comprehensive Utilization of Tailings Resources (Shangluo University).
Author Disclosure Statement
No competing financial interests exist.
Nomenclature illustration:
k1: rate constant for chemical-controlled process
k2: rate constant for diffusion-controlled process
α: fraction dissolved
t: reaction time
Ea: activation energy
R: gas constant
T: thermodynamic temperature