
Abstract
As the widely used commercial insulation products, the crosslinked acrylonitrile-butadiene rubber (NBR)/poly (vinyl chloride) (PVC) blends could serve various walks of life. However, due to the crosslinked nature, the wasted NBR/PVC composites cannot be reproduced and are usually directly landfill or incineration in the environment, which causes severe air and soil pollution as well as colossal energy waste. Herein, we reported a cost-efficient and effective method to recycle the waste NBR/PVC via solid-state shear milling (S3M) technology to prepare the secondary masterbatch and a reproduced WNPP/NBR composite with acceptable mechanical properties. Evidenced by the decreased gel fraction from 68.25% to 53.10%, it was demonstrated that the S3M technology could selectively destroy the crosslinking C–S bonds in waste NBR/PVC insulation materials powder (WNPP), and the as-prepared partially decrosslinked WNPP could form a sound interface with raw NBR. Accordingly, the elongation at break and tensile strength of the final samples increased from 53.83% to 84.49% and 3.5 to 4.0 MPa, respectively. Moreover, since the C–C backbone was not destroyed, the excellent thermal property of NBR was retained to realize the reproduction procedure. Aiming at solving the severe environmental pollution and energy waste of WNPP, this research not only put forward an eco-friendly strategy for the reuse of WNPP, but also expanded the mechanochemical application scope in recycling solid wastes.
Introduction
Acrylonitrile-butadiene rubber (NBR) and poly (vinyl chloride) (PVC) blends have been utilized in various aspects, owing to its excellent mechanical properties (Esmizadeh et al., 2011), flame retardance (Shehzad, 2012), and chemical resistance (Luo et al., 2019). However, apart from the rather too complicated component, waste NBR/PVC insulation materials powder (WNPP) also feature a high three-dimensional (3D) crosslinking degree, making traditional recycling methods challenging to reuse these crosslinked materials (Formela et al., 2016b). As a result, the WNPP intensifies environmental pollution (Zalasiewicz et al., 2016; Geyer et al., 2017), and its recycling is still a considerable concern all around the world.
Incineration and landfill are the two main ways to dispose of the WNPP. On the one hand, landfill or incineration could do significant damage to the environment and human health (Boughton and Horvath, 2006; Cossu et al., 2014). As for the former, it could not only generate polycyclic aromatic hydrocarbons, furan, and dioxin but also release a mass of smoke dust (Chow and Chai, 2008), hydrogen cyanide, and hydrogen chloride (HCl) (Courtemanche and Levendis, 1998; Nawaz et al., 2018), which would cause severe secondary pollution to the environment and be carcinogenic for humans (Hellweg et al., 2001; Chevalier et al., 2003; Morselli et al., 2008; Mu et al., 2017). Similarly, the latter would occupy a large number of land resources and lead to a high environmental burden owing to methane release (Ozcan et al., 2009) and leachate contaminations (Li et al., 2019). On the other hand, law regulations, limited petroleum resources, and high ecological awareness of society urge research groups and industries to utilize recycling materials (Formela et al., 2017). However, the reclaiming process is usually performed under specific conditions such as high shear force and high temperature (Zedler et al., 2017). Therefore, it is urgent to recycle WNPP by developing new equipment and methods with high shear forces but under room temperature.
Recently, mechanochemistry shed some light on a new route to polymer processing, and it is beneficial to give mechanochemistry novel methods such as tackling with the solid wastes of polymer materials (Akhmetkhanov et al., 2003; Do and Friščić, 2017). Via stress-induced degradation, mechanochemical recycling routes could minimize not only the utilization of detrimental chemicals but also the high energy input (Xia and Wang, 2019). Enlightened by the unique structure of traditional Chinese stone mills, the self-designed, solid-state shear milling (S3M) equipment featuring numerous working units can exert intense pressure and shear during its operation, which acts as 3D scissors continuously to cut the molecular chains (Liu et al., 2019). For instance, Sun et al. (2019) reported that the 3D network of waste silicone crosslinked-polyethylene (XLPE) could be partly interrupted under S3M processing and the selective cleavage of –C–Si- and –O–Si–O– linking bonds could be realized. In turn, the waste XLPE recovered thermoplastic properties to some extent. As well demonstrated, sulfur is the primary vulcanizing agent in the NBR industry, which would incorporate –Sx- (x refers to the number of S element) linking bonds among rubber chains. Considering there is a distinct bond energy discrepancy among C–S–C (50–60 kcal/mol), C–S–S–C (35 kcal/mol), and C–S–S–S–S (27 kcal/mol) bonds (Zhang et al., 2007), it is rational to deduce that the mechanochemical recycling ways would selectively interrupt the crosslinked bonds with slightly interfering with the C–C backbone, because of the higher bond energy C–C (93 kcal/mol) (Li et al., 2015).
In this work, aiming to achieve thermoplastic reprocessing, the ultrafine WNPP was primarily fabricated by S3M technology. Furthermore, the WNPP after several S3M cycles was incorporated into the raw NBR matrix to serve as fillers such as waste biocomposites (Hejna et al., 2015; Formela et al., 2016a) to strengthen the fresh NBR, to replace the usage of pure rubber. The mechanical properties and dispersion of WNPP were studied in detail. There are two issues addressed in this study: (i) mechanochemically decrosslinked WNPP and (ii) the interaction and compatibility between WNPP and raw NBR. This work not only achieved the reuse and recycle of the WNPP materials, but also gave a new choice in recycling viscoelastic materials.
Experimental Protocols
Materials
The waste NBR/PVC foam residue, as well as the raw NBR, was kindly supplied by HengBao, Inc., (Shandong, China), which consisted of 50% NBR (34% acrylonitrile) and 50% PVC with K value to 65. All the raw ingredients used in this work were used as received. Chlorcosane-52 (density ratio >1.25, refractive index: 1.505–1.513) was used to broaden the reprocessing temperature range of WNPP.
Preparation of WNPP/NBR composites
The as-received WNPP was first fed into the self-designed S3M equipment to prepare the ultrafine powder with 0, 2, 4, 6, and 8 milling cycles. The critical parts of the S3M equipment are composed of a pair of pans, including one immobile and another revolving. Also, the surface of each pan is divided into eight parts with grooves and ridges. Owing to the unique design, the continued and strong shear force field existed in a milling cycle, a process that the material was fed into the funnel and exited from the outlet. The prepared samples were named as WNPP-X, where X represented the milling cycles. More details had been illustrated in our previous works (Liu et al., 2019). The WNPP with different milling cycles was pretreated with 10 phr chlorcosane-52, and mixed with the raw NBR in the internal mixer at a speed of 30 rpm and under the temperature of 165°C. The raw NBR was fed into the mixer for raw rubber plasticization with 2 min, and then, the WNPP was added into the mixer for 3 min. After that, the sheet composites were fabricated via hot pressing under a temperature of 165°C with 5 min at 10 MPa and then cooled down at 10 MPa as well. For comparison, the pure rubber was fabricated into the same scale sheet under the same procedures.
Characterization
Scanning electron microscope
An Inspect (FEI) scanning electron microscopy (SEM) instrument was applied to investigate the morphology of WNPP with different milling cycles and the dispersion phase in WNPP/NBR composites. All samples were first cryofractured in liquid nitrogen and observed at 0.5 Torr and 20 kV after coated with gold.
Differential scanning calorimetry
The recycled WNPP (ca. 6–10 mg) with different milling cycles was used to estimate the decomposition temperature by differential scanning calorimetry (DSC) (Q20; TA Instruments). The DSC procedure was at a 10°C/min heating rate from −40°C to 300°C in a nitrogen environment with a flow rate of 20 mL/min.
Thermogravimetric analysis
Thermal stability of WNPP before and after S3M was measured by thermogravimetric analysis (TG) (Q50; TA Instruments) at a heating rate of 10°C/min from 40°C to 600°C in the nitrogen atmosphere with the flow rate of 20 mL/min. Also, the used samples in this test were about 2.5 mg.
Fourier transform-infrared spectroscopy
Fourier transform-infrared spectroscopy (FT-IR) was used to obtain information about the molecule structure and functional groups of the original WNPP samples. FT-IR spectra were recorded on a Nicolet 6700 spectrometer. The spectra were recorded from 4,000 cm−1 to 400 cm−1 at a resolution of 4 cm−1 over 32 scans.
X-ray photoelectron spectroscopy
X-ray photoelectron spectroscopy (XPS) spectra were got on a Kratos Nova equipped with a monochromatic Al kαX-Ray source (hυ = 1486.6 eV). Tests were carried out by using an accelerating voltage of 15 kV and an emission current of 10 mA. The spectra were performed at pass energy of 160 eV to identify all the elements in the samples.
Blue light particle size analyzer
A blue light particle size analyzer was used to evaluate particle size and distribution about the WNPP. The powder was primarily dispersed in the deionized water and subject to ultrasound for 1 min.
Gel fraction measurement analysis
The gel content of the WNPP after specific milling cycles was evaluated with the Soxhlet extraction (Zhang et al., 2013b), aiming to investigate the degree of crosslinking (Yeganeh and Moeini, 2007; Fang et al., 2013). The samples with different cycles weighed (Mi) accurately 0.15 g, and the WNPP would be placed in filter papers and then extracted in ethyl acetate for 30 h. The remaining of the extraction was taken out from Soxhlet extraction and then dried at 80°C in the vacuum oven for 24 h. Also, the rest of the materials—insoluble part of WNPP—were accurately weighed (M). So the gel fraction of the WNPP could be obtained from the following Equation (1) (Sun et al., 2019).
Mechanical properties
Tensile strength and elongation at break were tested at room temperature in the universal tensile testing machine following ASTM D412 (ASTM International, 2016) at a crosshead speed of 5 mm/min. The results of each test were the average of at least five specimens.
Results and Discussion
Chemical characterization of as-received WNPP
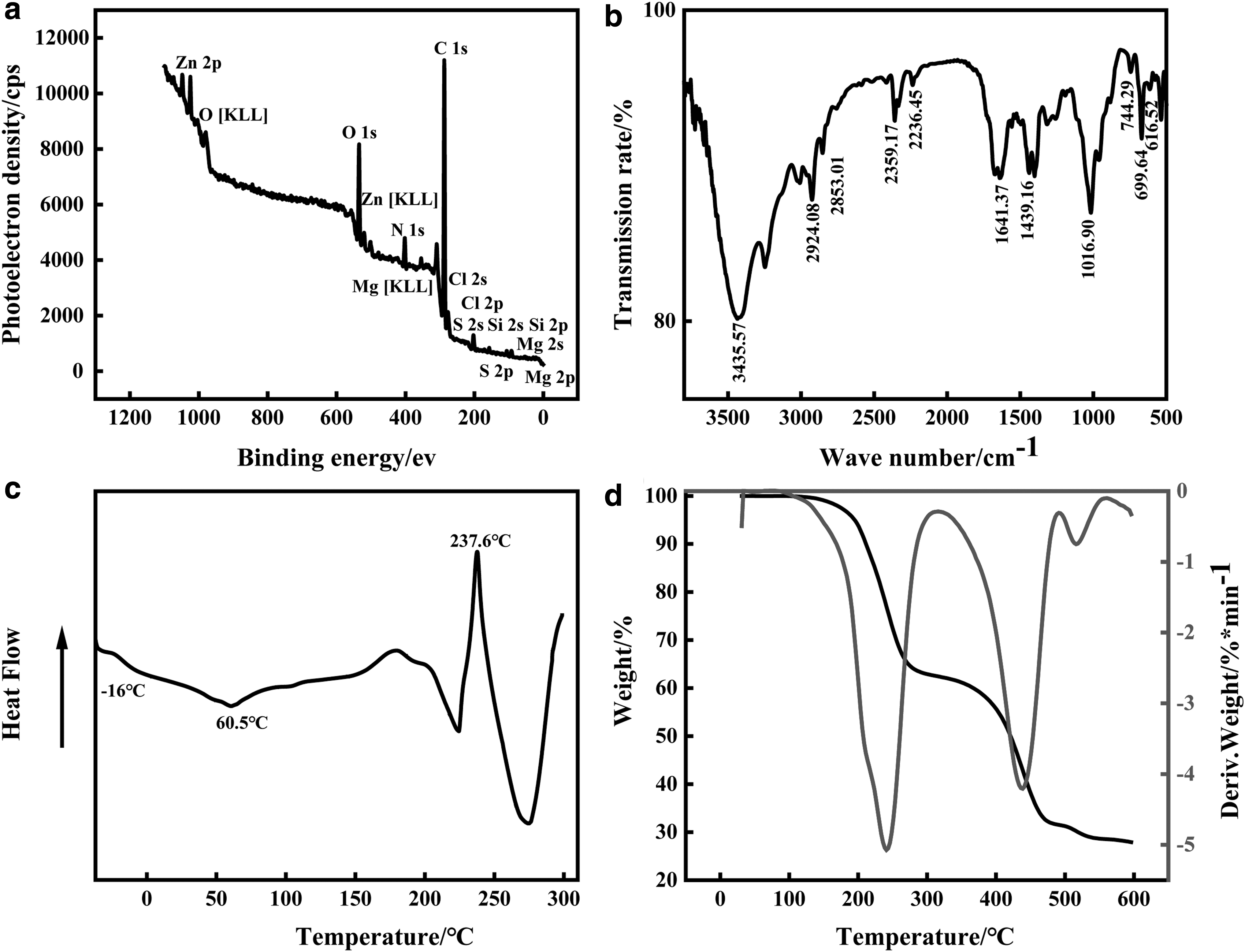
The WNPP is an extremely complicated mixture of elastomer, plastic, and various inorganic fillers. From XPS in Fig. 1a, the appearance of Zn, Mg, and Si implied that different inorganic fillers such as ZnO, Mg(OH)2, and SiO2 were incorporated into this blend to improve flame retardancy and strength (George et al., 1986; Poh and Suid, 2016). The element of C, N, and Cl was derived from NBR and PVC, and the S came from sulfur and vulcanization accelerator.
Chemical characterization of WNPP
As shown in Fig. 1b, the broad spectral peak at 3,435 cm−1 is assigned to the –OH groups. The observed peaks at 2,924 and 2,853 cm−1 are related to the stretching vibration of asymmetrical and symmetrical CH, respectively. The stretching vibration peak of CH2 groups is at 1,439 cm−1. In addition, the 1,641 cm−1 peak represents C = C originated from NBR. The peaks of 2,236 and 2,359 cm−1 are attributed to free –CN groups and limited –CN groups due to the metal coordination bonds (Fei et al., 2007). However, the peak at 2,236 cm−1 for nitrile groups is too weak, which may be ascribed to the sulfur curing system. Also, different peaks at 744, 699, and 616 cm−1 were C–Cl in different environments (Liu and Zhang, 2006). The C–O stretching vibration is at 1,016 cm−1 (Yang et al., 2017). Also, we may conclude that the main parts of the solid waste were NBR/PVC blends, which was in agreement with the DSC results, shown in Fig. 1c. In the DSC curve, the Tg at −16°C and 60.5°C belonged to the NBR and PVC, respectively (Wang et al., 2005; Agarwal et al., 2011).
Figure 1d shows the results of TG and derivative thermogravimetry of WNPP. It could be noticed that the degradation process of WNPP included two stages. The first stage referred to the PVC decomposition, with a mass loss of 37.6% at 241.3°C. The second stage corresponded to the NBR decomposition at 438.0°C, and the mass loss was ∼30.96%, which were in good accordance with Pappa et al.'s (2011) results. Finally, the weight of WNPP became stable at 597.4°C, with 27.88% residue of inorganic fillers. Above all, the as-received WNPP mainly consisted of NBR/PVC blends.
Effect of S3M treatment on WNPP
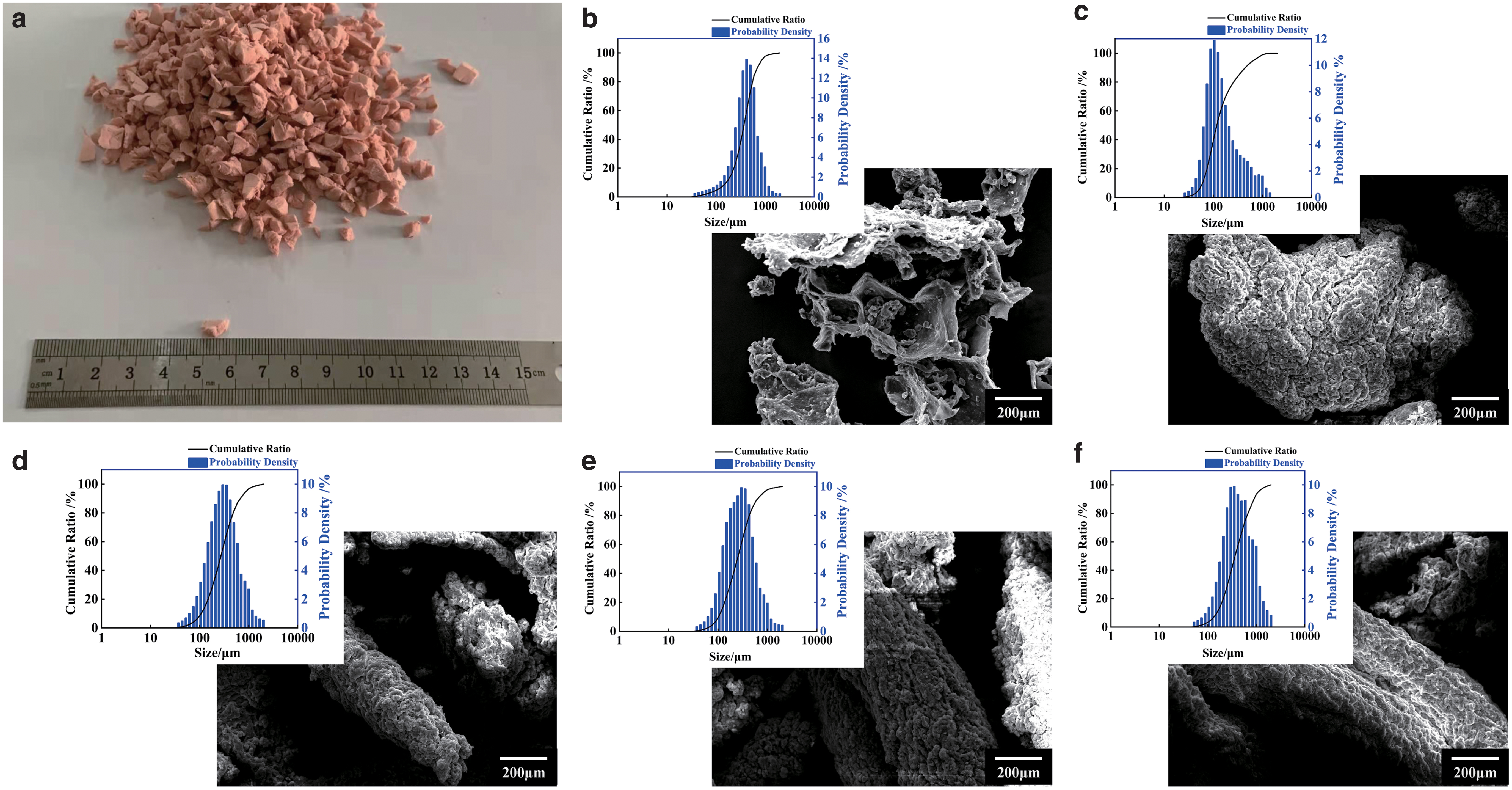
The original waste NBR/PVC foam materials were first prepared into pelletized particles named raw material with a width of 1 cm, as shown in Fig. 2a. And then, the pelletized particle surface morphology is shown in Fig. 2b. In this research, the raw materials (WNPP-0) were further pulverized by the S3M device to destroy the crosslinking bonds and recover thermal plastic processability. The morphological development, powder size, and distribution of the WNPP were estimated by SEM and a blue light particle size analyzer. According to Fig. 2b, the multipore structure of WNPP could be observed. Also, Fig. 2c represents the morphology of the WNPP after only two milling cycles, and the multipore structure was destroyed while the particles became denser. To contrast the results of the blue light particle size analyzer in Fig. 2b and c, the size of WNPP decreased, which verified the initial crushing effect of S3M technology. With further milling, the size of WNPP increased, and the size difference among powders decreased compared with the results of WNPP-0 and WNPP-2, respectively. Figure 2d–f clearly shows the appearance of the strip and a more extended structure, which corresponded to previous studies (Zhang et al., 2009). The appearance of the strip structure implied that the crosslinking bonds in WNPP had been partly destroyed owing to the strong radial and tangential shear and radial squeezing forces of S3M. Because of decrosslinking, the viscosity of WNPP decreased (Zhang et al., 2011), and the unlimited polymer materials would be easy to interact with the adjacent WNPP. And further along the S3M spiral routes (Yang et al., 2015b), under the mechanical forces and friction heat, the WNNP that collided with each other was easily susceptible to thermal melting and softening to form a strip structure.
Particle size and morphology of WNPP with S3M:
Figures 3 and 4 show the effect of S3M on the WNPP. Figure 3a reveals that the gel fraction of the WNPP would decrease with increasing milling cycles, which implied the good decrosslinking role of S3M and corresponded to the appearance of the strip structure in SEM. However, the gel fraction of WNPP-2 increased oddly compared with our previous researches, which may lead to mechanical deterioration of composites. Also from Figs. 3b and 4j–l, we could find not only a similar phenomenon but also the in situ modification of powders by S3M. In Fig. 3b, the characteristic peaks at 1,439, 1,016, and 1,046 cm−1 corresponded to CH2, C–O, and some kind of oxygen-containing functional groups (Yoshikawa et al., 2007), respectively. The emerging peak at 1,046 cm−1 indicated the strong oxidation of WNPP in the milling process, which complied with the results of Fig. 4a–c. From XPS graphs of C element, with only two milling cycles, there was a new peak at 288.6 ev, which was assigned to C = O. In addition, the strength of C = O enhanced gradually with further milling cycles, as shown in Fig. 4d–f. Interestingly, the strength of the peak at 1,439 was enhanced at WNPP-2, but weakened at WNPP-8. This provided a shred of indirect evidence to prove the desulfurization process. In other words, the length of the polymer chain increased at two milling cycles because of further vulcanization. However, it reduced at eight milling cycles owing to the devulcanization with continuous shear forces over time. Figure 3j–l directly proves the changes of C–S covalent bonds at different milling cycles. The peak areas of the as-received WNPP, WNPP-2, and WNPP-8 in XPS graphs of S element represented the strength of crosslinking bonds. And the number of them was 679, 698, and 671, respectively. Also, the results further verified the phenomenon again.

The characteristics of WNPP after different milling cycles:

The XPS graphs of WNPP after different milling cycles:
Furthermore, among several milling cycles, we have not changed the ingredients in the WNPP but only subjected them to high shear forces and friction heat. And the WNPP was provided by the company as their nonconforming waste materials, which may have excessive vulcanizing agents. So, we reasonably assumed that it was because that the WNPP-2 further vulcanized, resulting in higher gel fraction, under the effect of the substantial mechanical forces, tremendous friction heat, and the residue of vulcanizing agents. Apart from the chemical crosslinking points, the S3M technology may have unique roles in regulating noncovalent interaction. According to Fig. 4g–i, the strength of limited −CN at 401 ev reduced, which means the break of metal coordination among nitrile groups (Shen et al., 2006).
From Fig. 3c, the decomposition temperature of PVC decreased from 237.6°C to 224.1°C. According to previous researches (Xu et al., 1997), PVC resin would undergo chain scission with molecule weight falling and radicals emerging under shear stress. While WNPP was under S3M processing, the PVC in WNPP would suffer chain scission, and the radicals would react with O2 and finally form oxygen groups such as –C(O)–CH = CH–CHCl (Liu et al., 2016). Also this structure would lead to the instability of PVC and accelerate dehydrochlorination. In other words, the lower temperature would satisfy the decomposition process of the PVC component in WNPP.
Furthermore, Fig. 3d and Table 1 also manifest that the overall thermal stability of WNPP kept constant during the S3M process, meaning the selective destruction of crosslinking points without influencing the polymer backbone of NBR in WNPP. As mentioned above, we may conclude that the S3M could play a significant role in breaking the covalent and noncovalent interactions, but remain the polymer matrix backbone unaffected, that is to say, S3M could realize the selective desulfurization of WNPP.
Thermogravimetric Analysis Thermal Parameters of Waste NBR/PVC Insulation Materials Powder of Various Milling Cycles
The structure–property relationship of WNPP/NBR composites
To realize the high-value recycling of WNPP, S3M technology was used to destroy the crosslinking bonds in this material. The WNPP after S3M was mixed with raw NBR and formed sheet composites via a hot-pressing process. The mechanical properties of the composites were evaluated to prove the feasibility of S3M in recycling solid wastes and the potential value in replacing part of raw NBR. Figure 5 summarizes the mechanical properties of the WNPP/NBR composites after various milling cycles. Figure 5a shows that the tensile strength of samples increased with the increasing milling cycles. The sample of eight milling cycles reached a maximum of 4.00 MPa, compared with 3.50 MPa of pure rubber and 3.86 MPa of composites with filling WNPP-0. Figure 5b demonstrates that elongation at the break of composites experienced a steady rise generally, ranging from 53.83% of pure rubber to a maximum value of 84.49% of WNPP-6.

Mechanical properties of different milling cycle WNNP/NBR composites:
As a result, with only six or eight milling cycles, WNPP/NBR composites could have highly practical benefits and realize the eco-friendly recycling. However, WNPP-2 harmed the mechanical properties of composites. According to the gel fraction, FT-IR, XPS results, the crosslinking degree of WNPP-2 increased via mechanical forces and friction heat. While the WNPP-0 and WNPP-2 were incorporated into the raw NBR, their highly limited polymer chains were hard to interact with the NBR substrate polymer chains to form an excellent cohesive interface, and these samples would easily become the stress concentration points (Li et al., 2016; Yang et al., 2018; Pi et al., 2019). In other words, while the composites were subjected to external forces, crack defects would be more likely to propagate among WNPP and raw NBR interfaces, leading to harmful mechanical properties. With the milling cycles increasing, the degree of desulfurization of WNPP further enhanced, and the number of active polymer chains increased, which could easily interact with polymer chains in the NBR substrate to strengthen the intensity of the interface between the two phases. In other words, a more robust interface could serve as a useful bridge (Yang et al., 2015a; Liu et al., 2019). While the composites were subjected to external forces, the stress in the raw NBR matrix would transfer into the WNPP particles, which would prevent crack propagation and improve the mechanical properties of the composites. And thus, the S3M mechanochemical role on reprocessing WNPP would be evidenced by the enhanced mechanical properties.
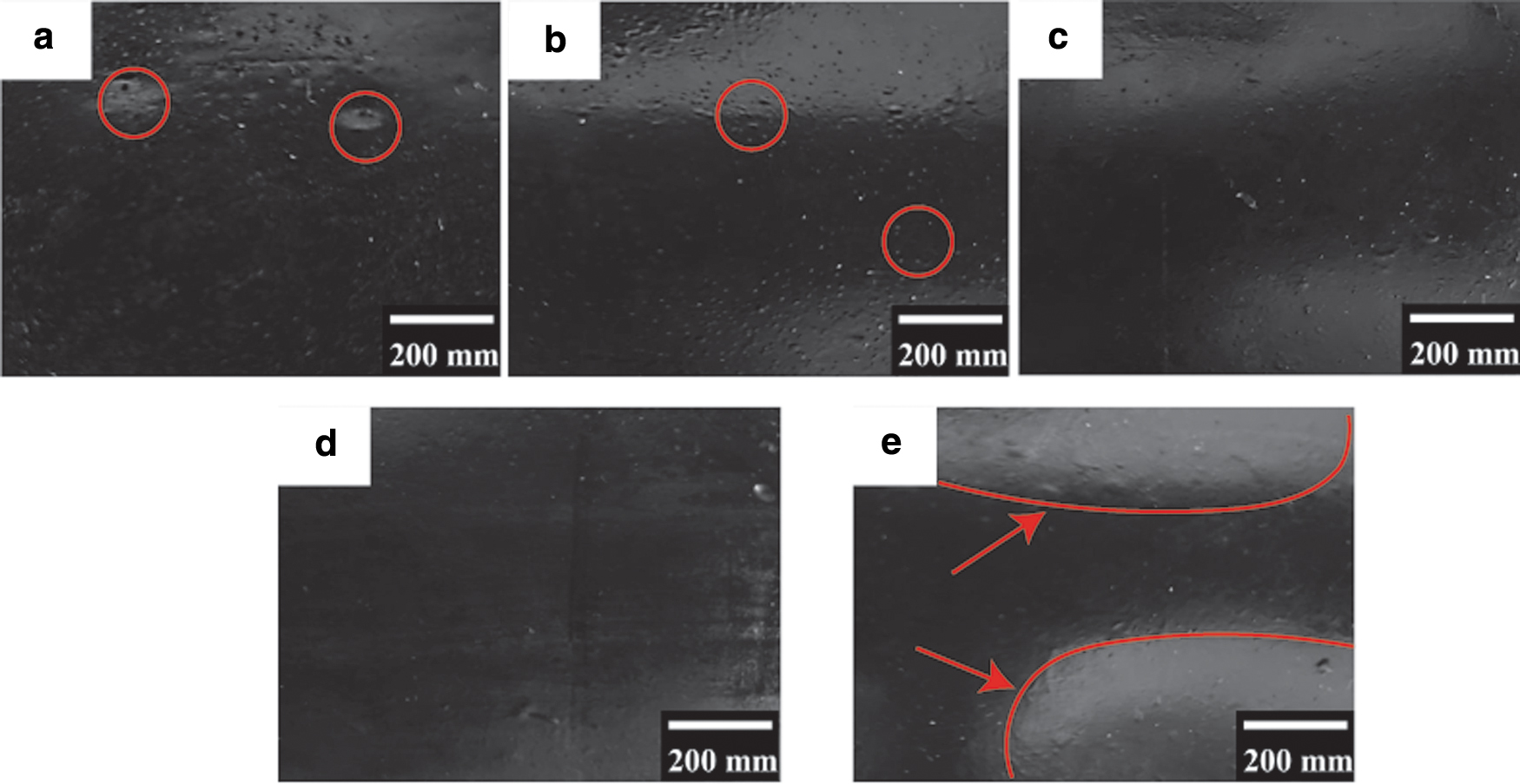
Figure 6 shows the surface topography of the WNPP/NBR composites. The surface was rough for WNPP-0, as shown in Fig. 6a. There are many obvious pits and hard spots underlined with red circles, which may serve as the stress concentration points and would be detrimental for the practical utilization of the composites. For the composites with WNPP undergoing further S3M cycles, the surface morphology of the composites improved, that is to say, the dots and grooves (the place circled by the red circle) disappeared, as shown in Fig. 6b–e. The phenomenon demonstrated that S3M processing could lead to a good interaction among WNPP and NBR and improve the compatibility of WNPP with raw NBR. As a result, the partially devulcanized WNPP could not only enhance the mechanical properties of the recycling materials but also improve the surface of composites. Interestingly, the composites with filling WNPP-6 and WNPP-8 could get a delicate surface with bright luster, as indicated by the red arrows.
Surface topography of WNPP/NBR composites:
The dispersion and compatibility of the WNPP in the composites could also be obtained from the SEMs. Figure 7 represents the quenching cross-sectional morphology of the composites filled with WNPP of different milling cycles. From Fig. 7a and a′, defects (outlined with red ring) were observed, demonstrating that the pure rubber had harmful mechanical properties. The fraction surface of the composites had fewer defects and became smoother with WNPP milling cycles increasing, as shown in Fig. 7b–d. From Fig. b′, the composite filled with zero milling cycle WNNP had big, and nonuniform distribution pits on the section, and even more, the profile of the holes was smooth, which meant a low interaction between WNPP and NBR. As shown in Fig. 7d′, the pits on the cross section were smaller and more random, and the profile of the holes became rougher and more irregular, implying that the interaction between the two parts is better than the composite with WNPP-0. The SEM graphs visually showed the difference in interface strength of WNPP/NBR composites of different milling cycles, which agreed with the mechanical results. Also, the results further demonstrated that the strong mechanical forces exerted by S3M would help WNPP/NBR composites to form a good interface morphology.

Scanning electron microscopy of WNPP/NBR composites:
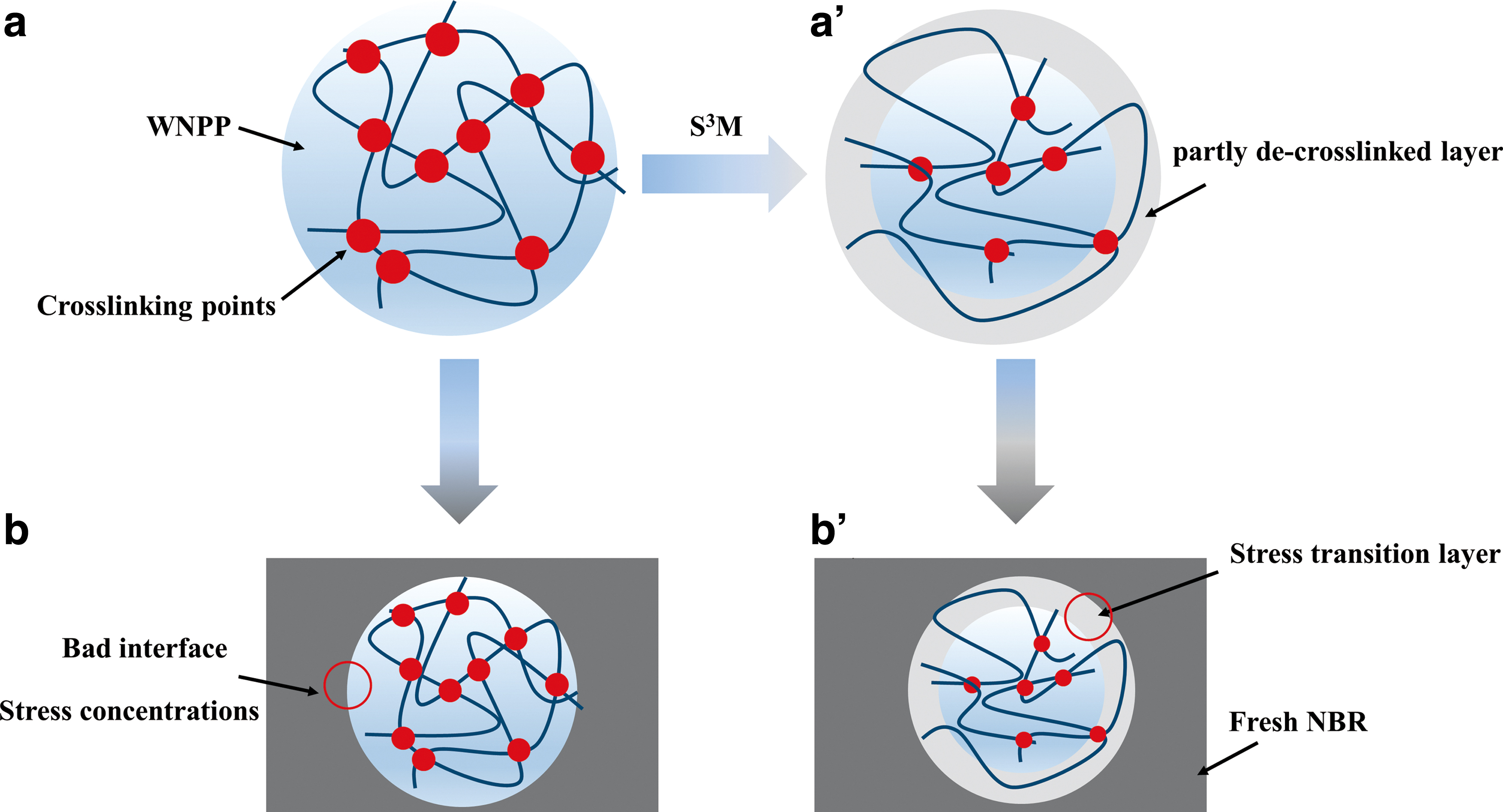
Figure 8 shows the schematic diagram of desulfurization via S3M and the interfacial interactions between WNPP and the fresh NBR. The interface of different phases in composites plays a crucial role in mechanical properties. The interfacial interactions between the new NBR substrate and untreated WNPP would differ from that between the partly devulcanized WNPP and NBR. As shown in Fig. 8b, while the untreated WNPP was compounded with a fresh NBR substrate, the modulus of the two materials was different, and the interfacial interactions would be inadequate. When the composites were subjected to external forces, the mechanical response was uneven, and cavities would be formed at the interface, which would gradually expand until fracture, leading to harmful mechanical properties. As shown in past researches, the composites of the waste vulcanized or slightly devulcanized elastomers/low density polyethylene (Tian et al., 2013), ethylene propylene diene monomer (Zhang et al., 2013a), or NBR (Zhixing et al., 2012) would have low mechanical properties, owing to the weak interface strength. Via S3M, the crosslinked WNPP could transform into the partly decrosslinked samples due to the strong shear forces, as shown in Fig. 8a and a′. From Fig. 8b′, there exists a stress transition layer between the partly decrosslinked WNPP and the fresh NBR. And this would lead to an excellent cohesive interface between the two phases and thus better compatibility, which is crucial for better mechanical properties, especially when using biomass materials, discarded polymers (Jung et al., 2010), and inorganic fillers in polymer composites. Also, with more milling cycles, the crosslinking degree would further decline, which leads to a broader stress transition layer between the raw NBR and WNPP. While the WNPP-6 was incorporated into the NBR, the elongation at break and young modulus of the composites improved: 84.48% and 17.72 MPa, better than those of the WNPP-0/NBR blend.
Schematic diagram of desulfurization mechanism and interfacial interactions between WNPP and NBR:
Summaries
In this study, WNPP was successfully recycled and the prepared WNPP/NBR composites with the help of S3M technology. Via the strong shear stress effect, the crosslinking points of the WNPP could be effectively destroyed and the endowed WNPP with a partially decrosslinked state. And it was beneficial to decrease the interfacial tension and promote the miscibility among WNPP/NBR composites. As S3M cycles increased, the gel content of WNPP decreased from 68.25% to 53.10%. Thus, the compatibility and dispersion of WNPP in raw NBR substrate gradually improved, leading to strengthened mechanical properties of the composites. With six and eight milling cycles, an optimized elongation at break and the tensile strength can be achieved, which increased from 53.83% to 84.49% and 3.5 to 4.0 MPa, respectively. During the S3M process, the selective destruction of crosslinking bonds of WNPP signified that the polymer backbone had not been impacted. In other words, the usage of the reclaimed materials would not change the existing industrial assembly line and reduce the challenging environmental pollution meanwhile. Accordingly, we believe that the mechanochemical S3M technology will bring a great leap for the future recycling of waste rubber and plastic material blends with viscoelasticity.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work is financed by the National Key Research and Development Program of China (2019YFC1908200) and the National Natural Science Foundation of China (51861165203).