
Abstract
The effect of filtration velocity on the filtration efficiency of a dual-layer granular bed 400°C was studied. The results showed that the bed filtration efficiency decreased from 99.87% to 99.85% as the average filtration velocity increased from 0.20 to 0.35 m/s. The effects of the filtration velocity on the efficiency of the upper and lower filtration layers were different. For the upper filtering layer, a higher filtration velocity resulted in decreased filtration efficiency, whereas the grade filtration efficiency increased with an increase in the particle size at the beginning of the test. However, toward the end of the test, it first decreased and then increased, with the critical point appearing at 0.23 μm. For the lower filtering layer, increasing the filtration velocity resulted in higher filtration efficiency. The grade filtration efficiency curve was V-shaped, with the critical points moving from 1.52, 1.45, and 1.32 μm at the beginning of the test to 1.63, 1.54, and 1.37 μm at the end of the test, respectively. In addition, the dust concentration at the outlet was maintained below 18 mg/m3. The dual-layer granular beds maintained efficient and reliable performance at high temperatures.
Introduction
In the chemical,
Factors such as the dust removal effect, reliability, and cost should be considered in the development of high-temperature gas dedusting equipment. For example, ceramic filter or microporous metal filter tubes can be used. However, their pulse dust removal effect is poor and their micropores are easily blocked (Achim Dittler, 2002; Tuomi et al., 2015). Granular bed filters use granular materials with stable physical and chemical properties to form a particle layer for filtering dusty gases, and their advantages include high temperature resistance, stable performance, and high reliability. Thus, a granular bed filter is considered to be a promising high-temperature dedusting technology (Choi et al., 2001; Zhao et al., 2008; Xiao et al., 2013; Tian et al., 2016). However, its filtration efficiency with regard to PM2.5 is low, and it needs to be improved.
The filtration efficiency of granular beds is significantly affected by the particle size of the filtration material. If the particle size is smaller and filtration efficiency is higher, the pressure drop increases rapidly (Brown et al., 2003; Rodon et al., 2005; Wu et al., 2005; Chen and Hsiau, 2009). When the particle size is below a certain value, the pressure drop is significant, thereby requiring frequent cleaning. This leads to a reduced filtration efficiency, and the dust-cleaning problem of the granular bed restricts the reduction of the particle bed size and reduces the PM2.5 filtration efficiency. To resolve this problem, Yang et al. (2010) invented dual-layer (multi-layer) granular bed cascade filtration high-temperature dedusting technology. Owing to its excellent characteristics of high temperature resistance, high efficiency, high reliability, and low cost, this technology has been applied in the chemical and metallurgy industries and has been well received by users.
The principle of the cascade filtration system of dual-layer granular beds is as follows: Coarse and light upper filter-material particles are laid on top of the fine and heavy lower filter-material particle layer to form a dual-layer granular bed. The dust-containing gases first pass through the upper coarse-particle layer, which intercepts most of the dust (98–99%). They then pass through the lower fine-particle layer that captures residual fine particles. The dual-layer granular bed integrates coarse and fine filtration to achieve step filtration. The dust that reaches the lower filtering layer is of lower pressure with a reduced drop growth rate due to the protection offered by the upper coarse-filtering layer. Further, the filtration characteristics of such a system are superior to those of other forms of granular beds (all single-layer granular beds) due to its high filtration efficiency and low pressure drop (Yang and Zhou, 2005, 2007; Shi et al., 2015, 2018; Xiao et al., 2018). Dual-layer granular beds have one shell and multiple beds that are connected in parallel to the filter. The two filter-material layers are fluidized together during reverse blowing and dust cleaning. The particles of the upper layer always float on the lower filter material. After mixing and cleaning, the interface between the layers is cleared, and the structure of the particle layers remains unchanged.
The filtration velocity is an important factor affecting the filtration efficiency of granular beds. Guan et al. (2016) reported that an increase in the filtration velocity can improve the grade filtration efficiency for dust with particles larger than 7 μm; however, it has little effect on fine dust with particles smaller than 5 μm. The simulation results of Wang et al. (2018, 2019) revealed that the filtration efficiency for dust with particles larger than 1 μm increased with an increase in the filtration velocity. However, these simulation results are not consistent with the actual scenario, as it was assumed that the dust was sufficiently viscous. Further, once the dust came into contact with the filter particles, it was regarded as captured, and the re-entrainment and bounce effects owing to the collision between the dust and filter particles were neglected.
The filtration velocity has an interactive effect on the dust characteristics (particle size, density, and viscosity), gas characteristics (viscosity, density, and diffusion coefficient), particle bed characteristics (particle size and surface characteristics), and other factors; whereas temperature greatly affects the dust viscosity, surface characteristics of the filter material, and gas characteristics. Therefore, the influence of filtration velocity is dependent on temperature. At 25°C, Guo et al. (2019) used fly ash as soot and used corundum spheres with particle sizes ranging between 1.5 and 2.0 mm as filter materials to conduct a granular bed filtration test. The initial filtration velocities were 0.3, 0.5, and 0.7 m/s, and the filtration efficiencies were 97.47%, 96.60%, and 94.74%, respectively. Thus, the filtration efficiency decreased with an increase in the filtration velocity. Yu et al. (2018) reported that a lower filtration velocity was beneficial for improving the filtration efficiency. Filtration velocities lower than 0.6 m/s resulted in a higher filtration efficiency and lower pressure drop. From the perspective of the filtering mechanism, although an increase in filtration velocity can promote the collision effect, it also increases re-entrainment and reduces the filtering efficiency (Bemer et al., 2013; Lin et al., 2018). However, high temperatures increase the viscosity of gases, which causes the diffusion efficiency to increase and collision efficiency to decrease, and finally reduces the bed filtration efficiency (Yang et al., 2012). In this study, the influence of the filtration velocity on the filtration efficiency of dual-layer granular beds was explored at 400°C.
Experimental
Apparatus and method
Figure 1 shows the high-temperature dual-layer granular bed test device, which included a particle bed, RBG-1000 dust aerosol generator, Welas-3000 particle size spectrometer, air heater, and Roots blower.
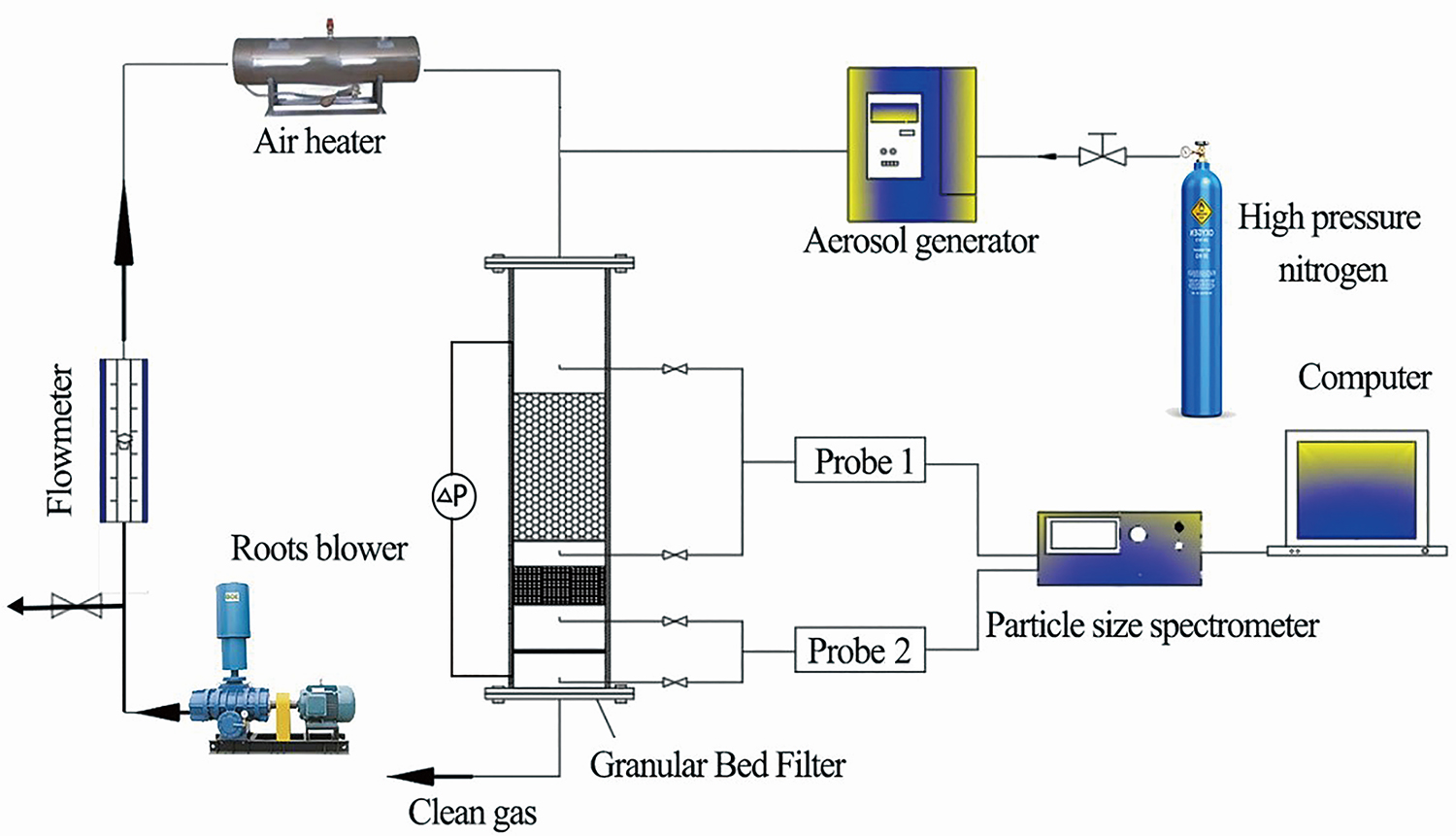
High-temperature dual-layer granular bed filtration apparatus.
The granular bed consisted of an upper filtering layer, lower filtering layer, and pre-distribution air plate. To facilitate the study of the filtration characteristics of each filtering layer, the upper and lower layers were separated by a metal mesh, leaving sufficient space for dust sampling between them.
Fly ash was used as the dust in the test and was analyzed by using a Welas-3000 particle size spectrometer. The particle-size distribution is shown in Fig. 2, with D[V,0.5] = 5 μm. The constant-pressure variable filtration velocity method was followed in this study. The test powder was fully dispersed by using an RBG-1000 dust aerosol generator and injected into the inlet pipe. To ensure that the total pressure drop of the granular bed did not change with dust accumulation, the bypass valve was adjusted to maintain the pressure drop during the test. The dust-laden air was passed through the upper and lower filtering layers for “two-stage” filtration, and it was then discharged to the atmosphere. The test materials and methods in this paper do not involve environmental engineering ethics and other related contents, so as to be approved by IRB.
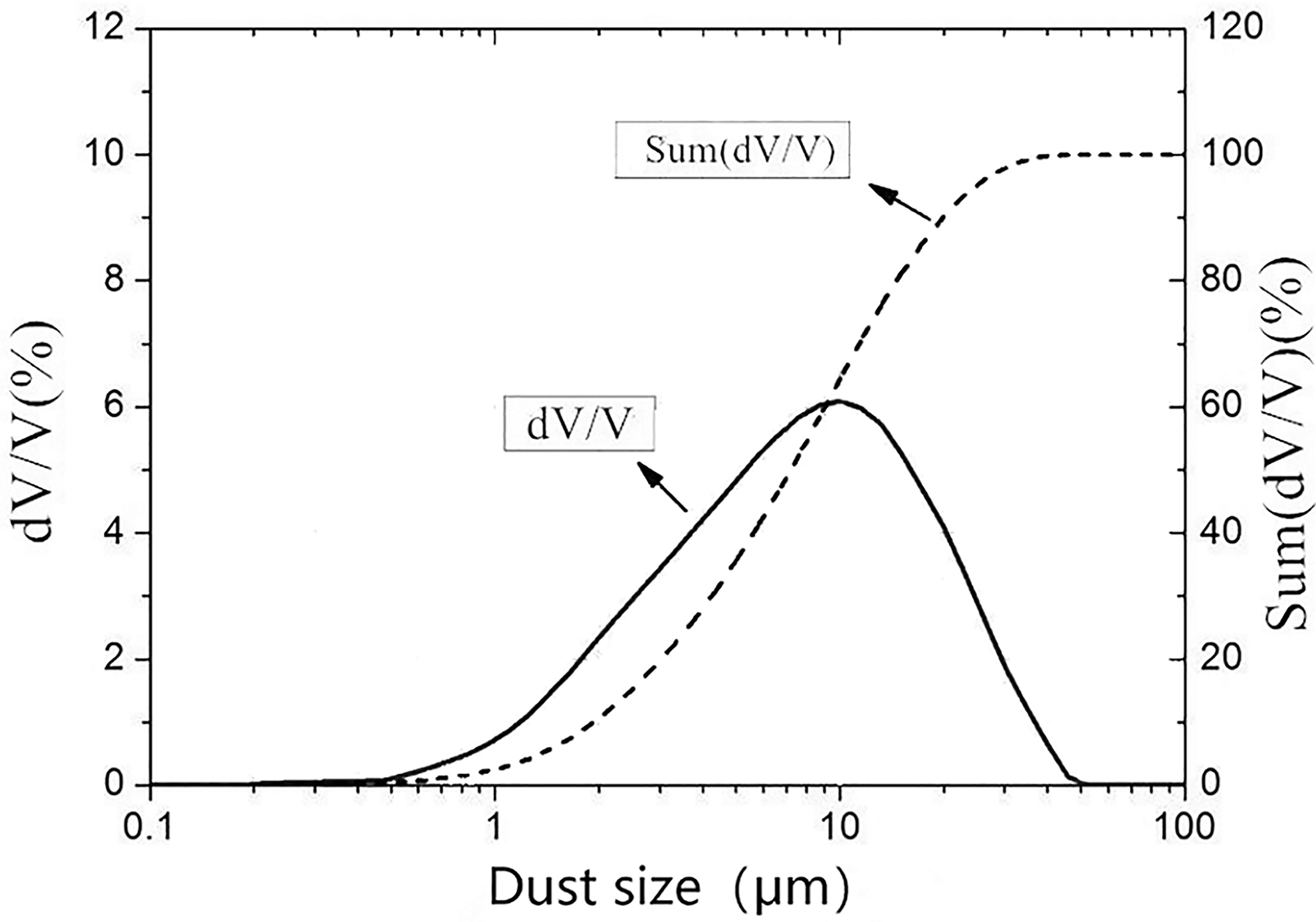
Fly ash particle size distribution.
Experimental parameters
The specific experimental parameters are listed in Table 1. For the convenience of discussion, the test with filtration velocities of 0.25–0.15, 0.35–0.15, and 0.45–0.15 m/s were recorded as tests A, B, and C, respectively.
Test Parameters
Results and Discussion
Changes in filtration velocity with time
As shown in Fig. 3, during a filtering cycle, the filtration velocity linearly decreased with time at different initial filtration velocities. The greater the initial filtration velocity, the greater the deceleration rate. This is because, at the same dust concentration, more dust enters the granular bed at higher filtration velocities; the additional pressure drop of dust deposition has a greater influence, and the filtration velocity decreases rapidly.
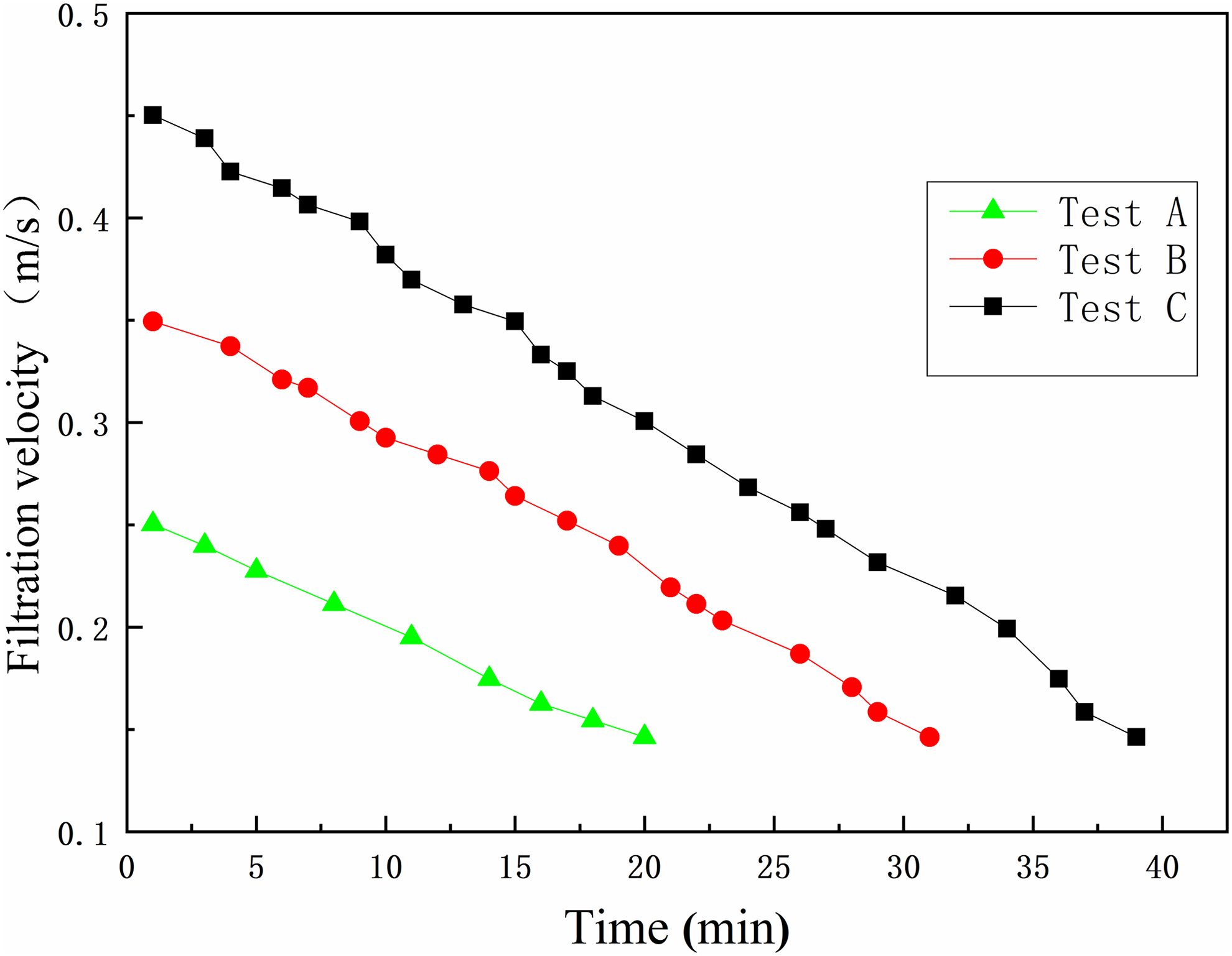
Filtered gas velocity changes with time.
Effect of filtration velocity on the filtration efficiency of the upper filtering layer
Figure 4a compares the grade filtration efficiency at different initial filtration velocities. For the same particle size dust, a higher initial filtration velocity caused lower filtration efficiency due to the influence of re-entrainment. A higher filtration velocity resulted in greater drag force between the airflow and dust. Therefore, the dust was more likely to fall off the surface of the filter particles and cause greater re-entrainment (Zhi 2008; Shen et al., 2017). Further, a higher filtration efficiency for larger particles was observed compared with that for smaller particles due to the larger specific surface area of the latter, which caused them to deposit more easily. Figure 4b shows the grade filtration efficiency of the upper filtering layer at the end of the test. For dust particles of the same size, a higher initial filtration velocity resulted in higher filtration efficiency, which was attributed to the powder cake that formed on the upper filter layer. Moreover, a higher initial filtration velocity caused more dust to enter the granular bed, leading to a thicker powder cake. Thus, dust filtering by the dust effect was stronger and filtering efficiency was higher. In addition, the grade filtration efficiency initially decreased and then increased as the particle size increased, with the critical point occurring at 0.23 μm. This is because dust particles smaller than 0.23 μm were less affected by collision. Therefore, smaller dust particles led to a greater drag force, preventing the dust from easily falling off the surface of the filter material, and reducing the likelihood of re-entrainment. Dust with particle sizes greater than 0.23 μm was mainly affected by collision. Therefore, the larger the particle size, the higher the trapping efficiency.

By comparing Fig. 4a and b, it can be seen that, from the initial to the final stage of filtration, the grade efficiency of the three groups of tests increased and the particle size of the dust that could be completely filtered decreased from 5 μm to 2.5 μm. As the dust was continuously captured by the filtering layer, the gap between the filter particles continuously decreased (Bemer et al., 2013) and the likelihood of the dust colliding with the filter particles increased. In addition, a reduction in the filtration velocity reduced the drag force between the dust and airflow (Shen et al., 2017), which caused more dust to come into contact with the filter particles and increased their feasibility of adherence to the surface of the filter particles. Further, the amount of dust deposited in the upper filtering layer increased. As the effect of “dust filtering by dust” was enhanced, the grade filtration efficiency gradually improved and the particle size of the dust that could be completely filtered gradually decreased.
The function of the upper filtering layer was to capture most of the dust and reduce the burden on the lower filtering layer. As shown in Figs. 5 and 6, at initial filtration velocities of 0.25, 0.35, and 0.45 m/s, the initial filtration efficiencies were 85.11%, 80.57%, and 75.23%, respectively. This may be related to the re-entrainment at the initial phase. As the experiment progressed, the filtration efficiency gradually increased with a decrease in the filtration velocity and the outlet dust concentration continued to decrease. The rate initially increased rapidly and then gradually decreased, as there was no dust in the filtering layer in the initial state. As the filtration time increased, dust was continuously deposited on the upper filtering layer, leading to the gradual formation of a powder cake. The deep filtration stage quickly transitioned to surface filtration, and the filtration efficiency increased rapidly (Chen and Hsiau, 2009). After the formation of the powder cake, the filtration process gradually stabilized; further, the changes in efficiency and dust concentration were no longer obvious. The filtration efficiency of the upper filtering layer at the end of filtration, that is, test C>test B>test A, was mainly attributed to the differences in the amount of dust deposition. The greater the initial filtration velocity, the longer the filtration period, the greater the amount of medium-dust deposition, the thicker the powder cake layer, and the more significant the effect of “dust filtering with dust” (Chen and Hsiau, 2009; Tian et al., 2016). Therefore, the filtration efficiency at the end of the test was higher. Simultaneously, a greater initial filtration velocity was found to increase re-entrainment, resulting in lower filtration effectiveness. Therefore, a higher initial filtration velocity was observed to lead to a lower filtration efficiency. The influence of the filtration velocity on the filtration efficiency of the upper filtering layer was mainly reflected in re-entrainment and the powder cake formed.

Changes in the filtration efficiency of the upper filtering layer over time.
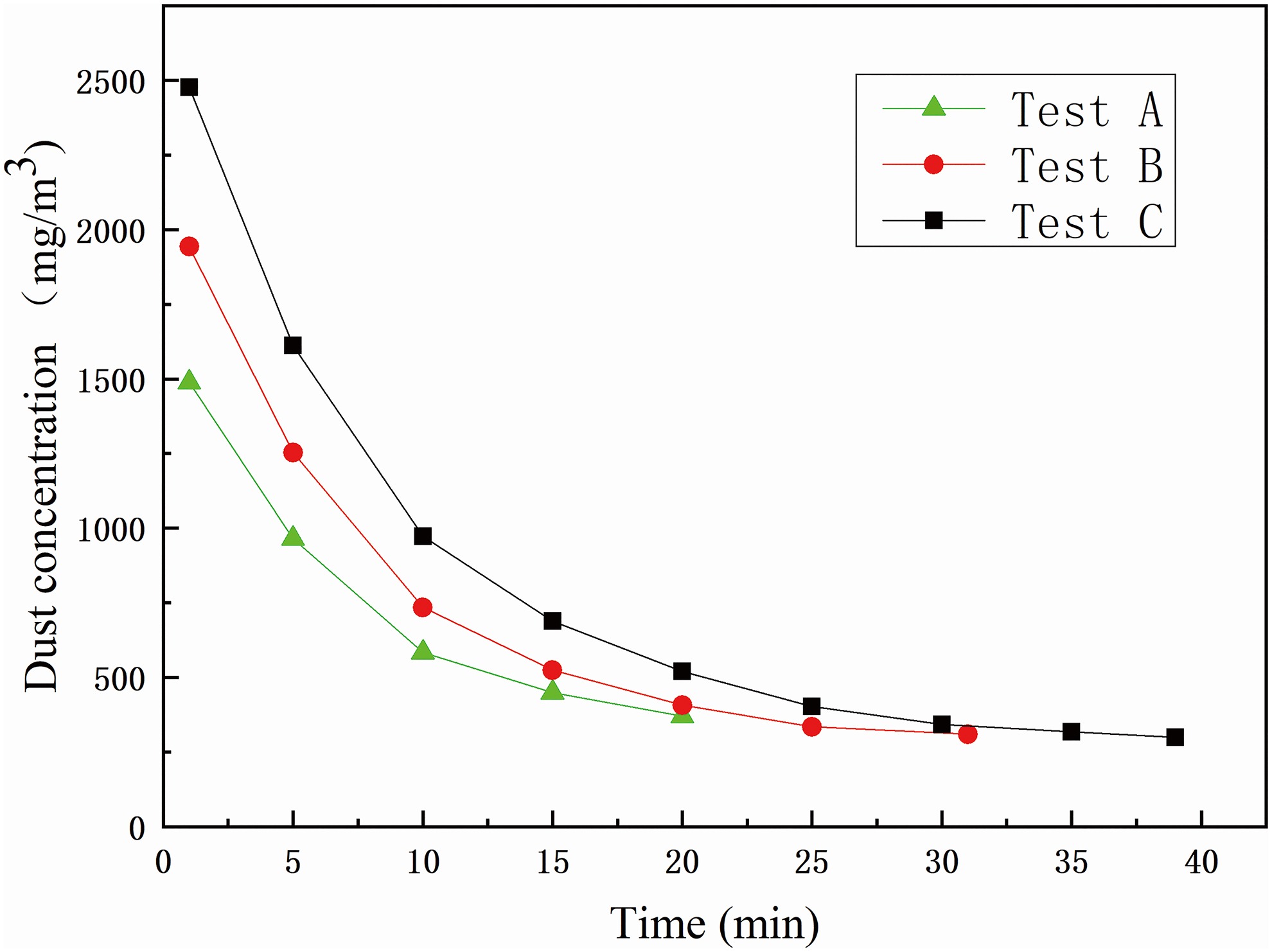
Changes in dust concentration at the outlet of the upper filtering layer with time.
Effect of filtration velocity on the filtration efficiency of the lower filtering layer
Figures 7 and 8 show the grade filtration efficiencies of the lower filtering layer at the initial state and end of filtration, respectively. The curves exhibit a clear “V” shape. On the left side of the critical point, a lower filtration velocity resulted in greater filtration efficiency for the same-sized dust particles; the grade filtration efficiency increased as the particle size decreased. The situation to the right of the critical point was opposite to that on the left. The critical point of “V” was the transition point between diffusion and collision-dominated filtration mechanisms. On the left side of the critical point, the dust particles were small, diffusion was the dominant filtration mechanism, the effect of collision was lower, filtration velocity was higher, dust particles were larger, diffusion was weaker, and filtration efficiency was lower. On the right side of the critical point, the dust particles were relatively large, collision was the dominant filtration mechanism, diffusion had little effect on the dust, filtration velocity was higher, dust particles were larger, collision effect was stronger, and filtration efficiency was higher. The lowest points of filtration efficiency moved from 1.52, 1.45, and 1.32 μm at the beginning of the test to 1.63, 1.54, and 1.37 μm at the end of the test, respectively. Variations in the filtration velocities changed the dominant filtration mechanisms of dust with different particle sizes. A decrease in the filtration velocity increased the diffusion-dominant region and reduced the collision-dominant region.
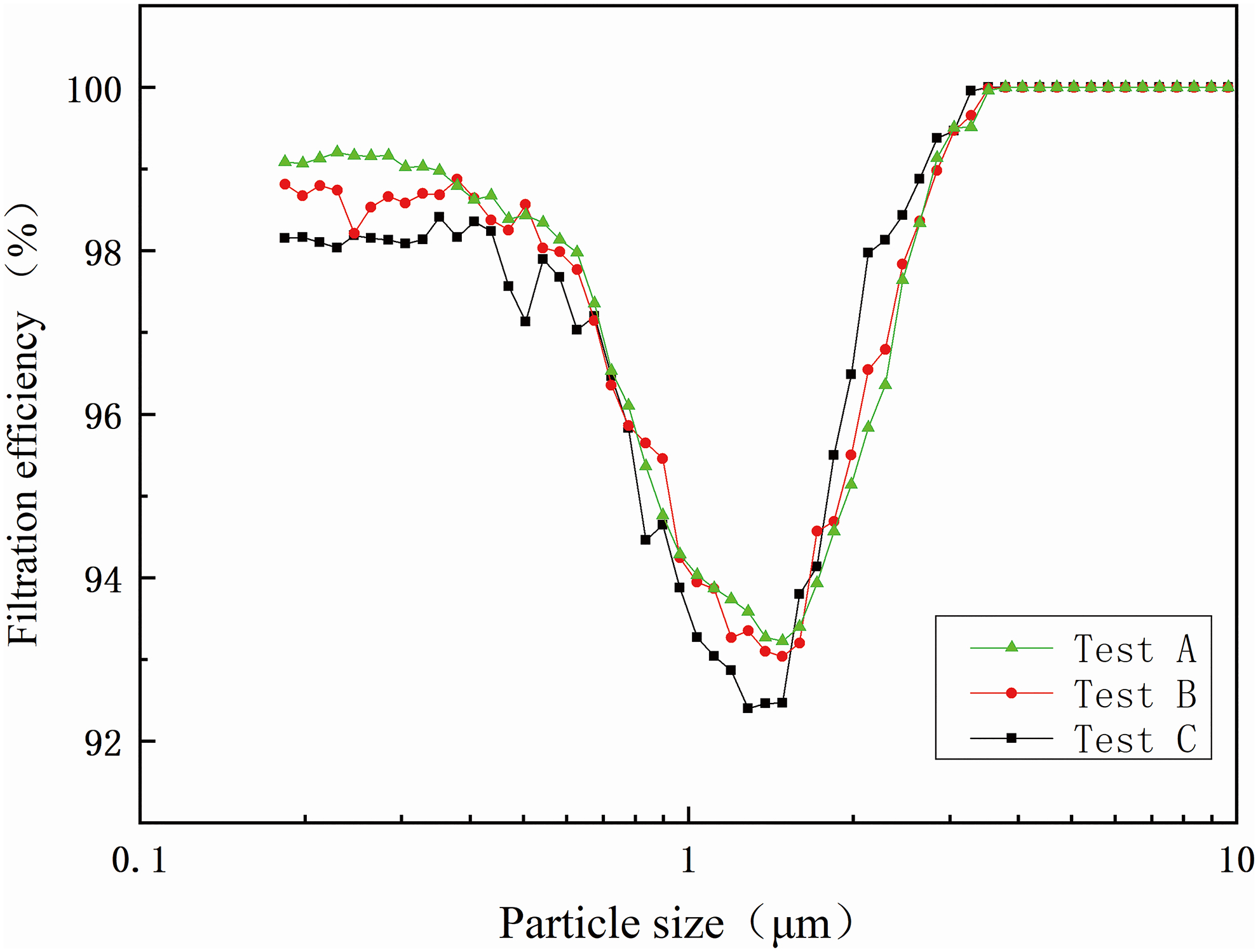
Grade filtration efficiency of the lower filtering layer at the beginning of the test.
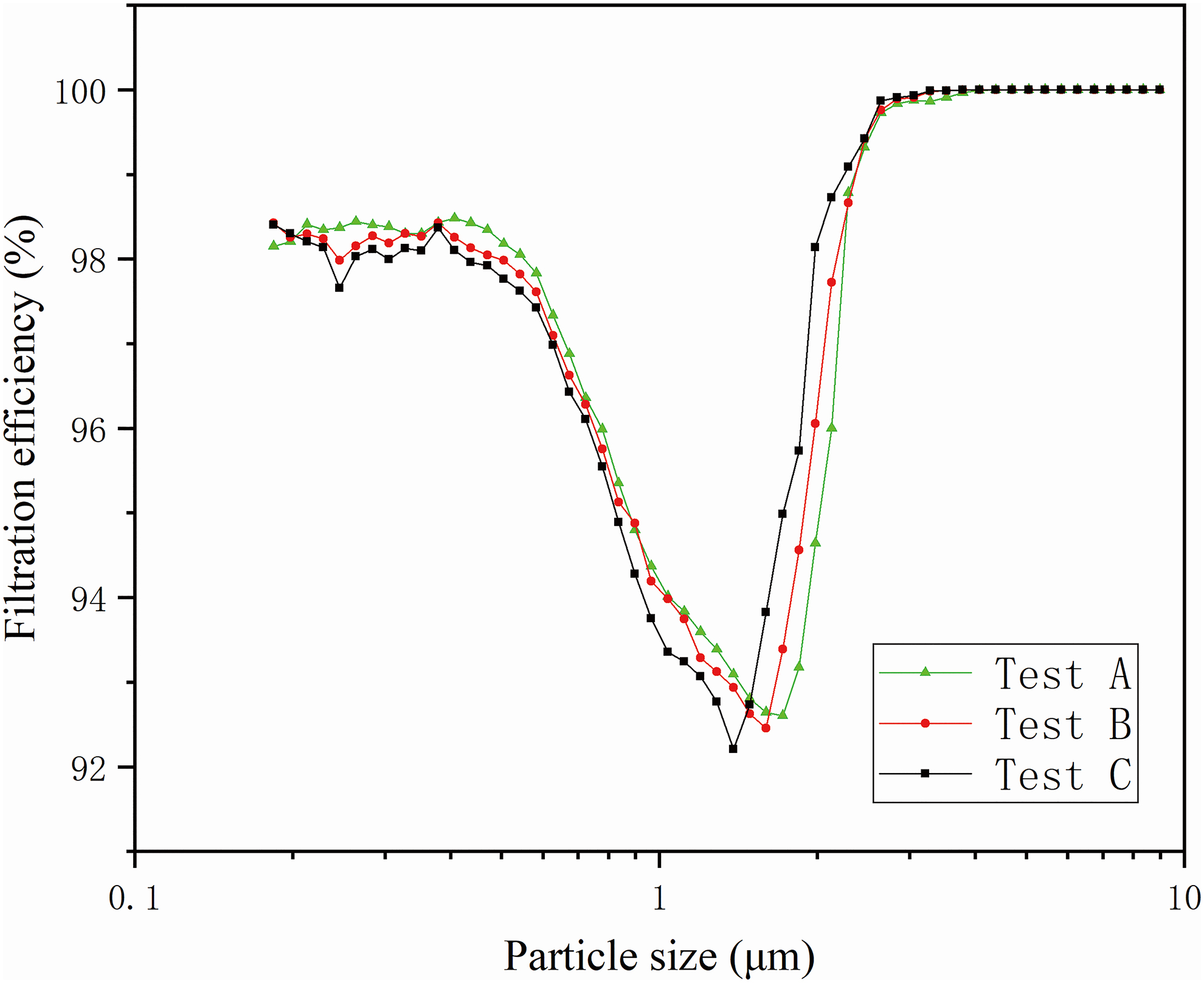
Grade filtration efficiency of the lower filtering layer at the end of the test.
The lower filtering layer was mainly used to “fine filter” the dust-containing gas after “rough filtration” by the upper filtering layer. Figures 9 and 10 show that the initial filtration efficiency of the lower filtering layer decreased in the order of test C>test B>test A. This was due to the higher filtration velocity leading to a higher concentration of dust entering the lower filtering layer, whereas the outlet dust concentration varied slightly. During a filtration cycle, the filtration efficiency gradually increased because the filtration velocity decreased over time, the diffusion efficiency of small-sized dust gradually increased, and re-entrainment decreased. The outlet dust concentrations of the three sets of tests were 7.5, 5, and 3 mg/m3, which were well below the dust emission concentration of a single-layer granular bed (Guo et al., 2019).
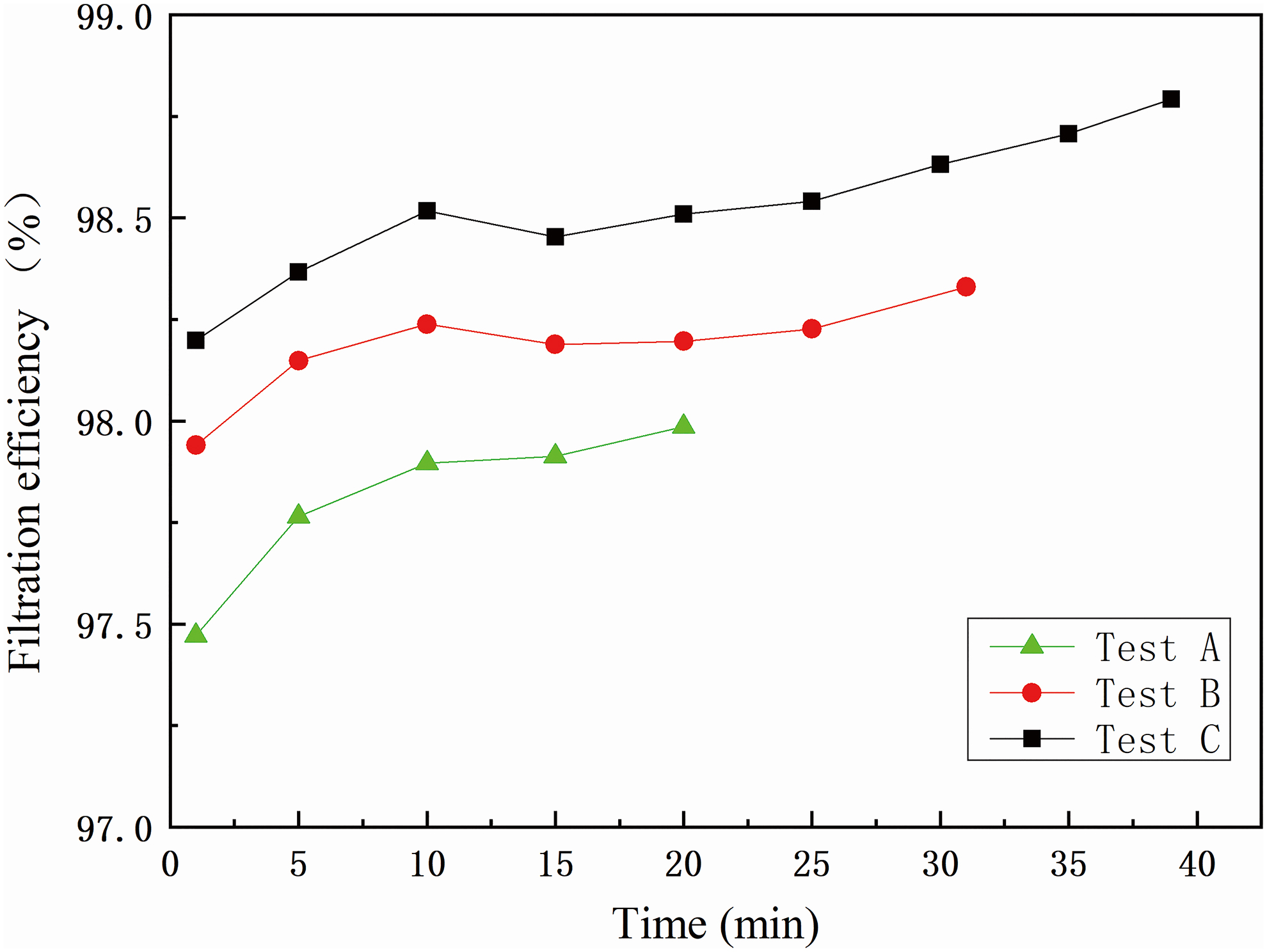
Changes in filtration efficiency of the lower filtering layer with time.
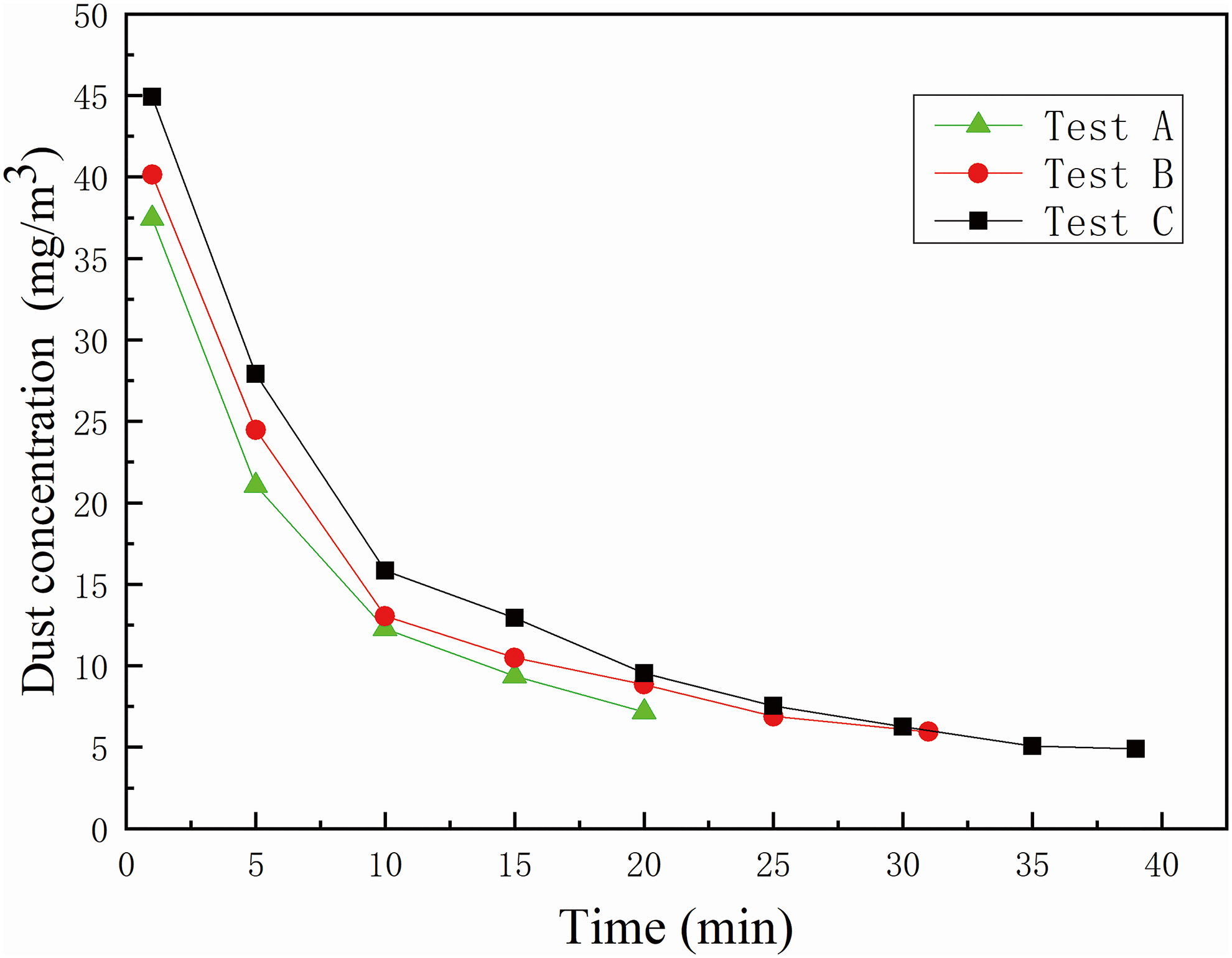
Change in dust concentration at the outlet of the lower filtering layer with time.
Effect of filtration velocity on the total filtration efficiency of the granular bed
Figures 11 and 12 show the bed filtration efficiency over time. The effect of filtration time on the total efficiency was mainly reflected in the effect of filtration time on the filtration velocity. The bed efficiency decreased slightly as the average filtration velocity increased, but it remained above 99.86%. The average outlet dust concentration increased as the filtration velocity increased, demonstrating that excessive filtration velocity was not conducive to the purification of dusty gas. These findings are consistent with the experimental results obtained at room temperature. However, it is should be noted that the filtration efficiency of the dual-layer granular bed did not significantly decrease as the filtration velocity increased. Chen et al. (2015) reported that, under a constant filtration velocity, the filtration efficiency decreased by ∼1% for every 100°C increase in temperature. In addition, at an initial filtration velocity of 0.25 m/s at room temperature, the filtration efficiency of the bed was maintained above 99.91%. In this study, the filtration efficiency was maintained above 99.86% under 400°C. Therefore, the dual-layer granular bed has more significant advantages for actual industrial applications.

Bed filtration efficiency of the particle bed changes with time

Effect of average filtration velocity on bed filtration efficiency and average concentration at the export.
Conclusions and Outlook
At 400°C, the test results of fly ash filtration on dual-layer granular beds indicate the following:
The filtration efficiency of the upper filtering layer increased with a decrease in the filtration velocity during a filtering cycle. When the filtration velocity decreased from 0.25, 0.35, and 0.45 m/s to 0.15 m/s, the corresponding filtration efficiency increased from 85.10%, 80.57%, and 75.23% to 97.84%, 98.71%, and 99.03%, respectively. The grade filtration efficiency increased with a decrease in the filtration velocity. Simultaneously, the grade filtration efficiency increased with an increase in the particle size at the beginning of the test; at the end of the test, it initially decreased and then increased, and the lowest efficiency occurred at 0.23 μm. For the lower filtering layer, a higher filtration velocity resulted in higher filtration efficiency. The grade filtration efficiency curve was V-shaped. On the left side of the critical point, at a smaller filtration velocity, the grade filtration efficiency increased; however, on the right side of the critical point, the opposite was true. The critical points moved from 1.52, 1.45, and 1.32 μm at the beginning of the test to 1.63, 1.54, and 1.37 μm at the end of the test, respectively. The bed filtration efficiency decreased as the filtration velocity increased from 0.20 m/s to 0.30 m/s; the bed filtration efficiency decreased from 99.89% to 99.86%, and the outlet concentration increased from 16 mg/m3 to 18 mg/m3. Thus, the dual-layer granular beds maintained efficient and reliable performance.
This work is significant in that it can serve as a reference for the installation design and optimization of dual-layer granular beds. Whether the granular beds can maintain stable and high efficiency after periodic “filtration and cleaning” operation will be the focus of our next study.
Footnotes
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This research work received the financial support of the Research and Innovation Fund of Ningbo University (IF20200132). This work is also supported by the Basic Technology Research Plan Fund of Zhejiang Province (LGF21E080006) and Xinmiao Talent Plan Fund of Zhejiang Province (2019R405073).