
Abstract
The utilization of secondary pyrolysis oil-based drilling-cuttings ash (OBDCA-sp) contaminated with Cr (VI) was studied. OBDCA-sp and bauxite were used as raw materials in different ratios to prepare proppants, and performance tests were carried out for the prepared proppants. OBDCA-sp/bauxite proppants had excellent compressive strength and lower density than pure bauxite proppants. A possible reason for this is that the presence of OBDCA-sp exerted an adhesive effect that enhanced the compactness of the proppants. For OBDCA-sp/bauxite proppants with a low mixture ratio of OBDCA-sp to bauxite (<20%), the roundness, sphericity, and other parameters of the proppants were well preserved. Scanning electron microscopy analysis indicated increased surface collapse of proppants with increasing mixture ratio of OBDCA-sp to bauxite. The X-ray diffraction results indicated that increasing the mixture ratio of OBDCA-sp to bauxite resulted in a lower bauxite phase structure in proppants. The X-ray photoelectron spectrum analysis and leaching experiment indicated that the proportion of hazardous Cr was reduced with the enhanced mixture ratio of OBDCA-sp to bauxite. This study provides an economical and ecofriendly method to utilize Cr (VI)-contaminated OBDCA-sp.
Introduction
In China, petroleum is an important energy resource. However, the exploitation of crude oil has resulted in environmental problems and created industrial waste. Oil-based drill cuttings (OBDCs) are a mixture of oil-based fluids and rock cuttings produced largely in the oilfield exploitation process. OBDCs are hazardous solid wastes that consist of oils, heavy metals, and organics. In China, >3 million tons of OBDCs are produced per year. The discharge of untreated OBDCs results in severe soil and water pollution. Owing to the high toxicity of OBDC, many methods have been developed for its treatment, including supercritical water oxidation (Chen et al., 2020), thermal desorption (Liu et al., 2019; Hu et al., 2021), biotreatment (Kogbara et al., 2016), and pyrolysis (Hou et al., 2018).
Oil-based drilling-cuttings ash (OBDCA) is a product of OBDC pyrolysis, and can be utilized as a resource because of its abundant metal content (Zhuang et al., 2019). This includes not only metals with high compressive strength properties, such as Ca, Mn, and Ba, but also agglutinants, such as Fe. Therefore, OBDCA could be employed as an additive to enhance product properties during calcination. Currently, OBDCA is used in the manufacture of bricks (Wang et al., 2019), high-sulfate-resistant oil-well cement (Abdul-Wahab et al., 2020), and clinker production (Al Dhamri et al., 2020). In our previous study, secondary pyrolysis oil-based drilling-cuttings ash (OBDCA-sp) was utilized as an adsorbent for Cr (VI) in water (Liuyang et al., 2020). However, the OBDCA-sp used for Cr (VI) adsorption has not been treated and reused. The regeneration of used OBDCA-sp may result in secondary pollution and incur extra cost. Thus, the utilization of Cr (VI)-contaminated OBDCA-sp for other purposes was proposed.
Proppants are industrial materials extensively used in hydraulic fracturing operations for the exploitation of oil and natural gas (Bandara et al., 2020a, 2020b; Zhang et al., 2020). Density and breakage rate are the key performance indicators for proppants. A large apparent density is likely to cause the proppants to settle quickly during fracturing operations and result in accumulation at the fracture port; a high breakage rate would result in blocks due to the breakage of fine particles. Bauxite is the most common raw material for the preparation of proppants because of its environmental economy, low density, and availability (Szymanska et al., 2018; Bandara et al., 2019; Wang et al., 2020). However, the compressive strength of the proppants prepared using pure bauxite is relatively low, indicating a high breakage rate. Additives, such as Ca, Mn, and Ba, are usually employed to reduce the breakage rate of the proppants during preparation (Liu et al., 2016; Assem and Nasr-El-Din, 2017; Ren et al., 2019). Interestingly, as mentioned above, OBDCA-sp contains these metal components that can enhance compressive strength. Therefore, the use of OBDCA-sp and bauxite as raw materials to prepare proppants is proposed.
In this study, Cr-absorbed OBDCA was employed in the preparation of bauxite-based proppants. The performance of the obtained proppants with different ratios of OBDCA-sp to bauxite was tested. The morphology and structure of the proppants were analyzed using scanning electron microscopy and X-ray diffraction (XRD), respectively. The transformation of Cr in the proppants with various ratios of OBDCA-sp to bauxite was investigated using X-ray photoelectron spectrum (XPS) analysis. The leaching concentration of Cr was measured to determine the environmental availability of the proppants.
Experimental
Materials and instruments
Materials: Bauxite was purchased from the Zhengzhou Kerui Refractory Co., Ltd. OBDCA was provided by the Agriculture and Forestry Department of the Fuling Shale Gas Company. The chemical components of bauxite and OBDCA-sp were analyzed using X-ray fluorescence (XRF) spectrum (Tables 1 and 2). The main components of bauxite were Al2O3 and SiO2, while the main components of the OBDCA-sp were Al2O3, SiO2, and inorganics.
X-Ray Fluorescence Spectrum Analysis of Bauxite
X-Ray Fluorescence Spectrum Analysis of Secondary Pyrolysis Oil-Based Drilling-Cuttings Ash
A disk granulator (PQ-10) was used to generate the proppant precursors. An XPS analyzer (ESCALAB 250Xi) was used to determine the surface composition of the proppants. An X-ray diffractometer (Empyrean XRD; Malvern Panalytical Ltd, United Kingdom) was employed to record the XRD spectra. A field-emission scanning electron microscope (JSM-IT300) was used to examine the morphology of the samples. Inductively coupled plasma optical emission spectroscopy (ICP-OES; ICP, Prodigy 7) was employed to determine the concentration of the leachate metal. A mobile phone (One Plus 8) was used to photograph the samples to evaluate their roundness and sphericity. XRF (XRF-1800) was used to investigate the chemical composition of the samples. A scattering turbidity meter (Xipu TU-1810) was used to measure the turbidity of the leachate. Fragmentation rate tests were performed using a pressure testing machine (YAW-300). The bulk density and apparent density were tested using a bulk density meter and a precision density bottle, respectively.
Second pyrolysis procedure for OBDCA and Cr (VI) adsorption on OBDCA-sp
The second pyrolysis procedure for OBDCA-sp was consistent with our previous research (Liuyang et al., 2020). In brief, 100 g of OBDCA was placed in a corundum crucible and calcined in a muffle furnace. The pyrolysis parameters were as follows: pyrolysis temperature of 750°C, pyrolysis holding time of 45 min, and heating rate of 6°C/min.
OBDCA-sp (100 g) was added to a 1 L flask containing 1,000 mL of Cr (VI) solution (Cr (VI) concentration of 10,000 mg/L). The flask was vigorously agitated using a shaker for 24 h. At the end of the adsorption process, the solution was filtered using a vacuum pump. The OBDCA-sp was collected and dried in an oven at 90°C for 24 h. The calculated adsorption quantity of Cr (VI) on the OBDCA-sp was 48 mg/g.
Proppant preparation
In this experiment, the classic disk granulation method was used to prepare the proppant. The bauxite and used OBDCA-sp were sieved through a 200-mesh sieve. A mixture of bauxite and OBDCA-sp at different ratios was used as the raw material. The ratio of OBDCA-sp to bauxite in the mixture of bauxite/used OBDCA-sp was varied as 0%, 10%, 20%, and 30%. A spray shower was used to generate a water mist to produce proppant precursors. The obtained proppant precursor was sieved using a 40-mesh and calcined in a muffle furnace at 1,350°C for 2 h at a heating rate of 10°C/min. After cooling to the ambient temperature, the calcined proppants were collected and sieved again using a 4-mesh sieve.
Performance tests of proppants
The proppants were tested for turbidity, acid solubility, bulk density, apparent density, roundness, sphericity, and breakage rate. The test methods for proppant performance complied with the oil and gas industry standard SY/T5108-2014 in China (Tang et al., 2017; Hao et al., 2018).
Turbidity test: A weighed quantity of 40 g of proppant was added to a 250 mL wide-mouthed flask containing 100 mL of pure water. The flask was agitated for 1 min at 90 rpm, and then kept still for 5 min. The turbidity of the solution (nephelometric turbidity units [NTUs]) was measured using a turbidity meter.
Test for acid solubility: Five grams of proppant was added to a 250 mL beaker containing 100 mL of a mixture solution of HCl:HF (HCl:HF at a molar ratio of 12:3). The beaker was covered with a glass slide and heated in a water bath at 65°C for 30 min. After cooling to room temperature, the proppants were filtered using a vacuum filter. Distilled water was used to rinse the proppants until the pH of the proppants was neutral. The proppants were dried in an oven at 105°C. The acid solubility (S) of the proppants was calculated according to Formula 1:
where S is the acid solubility of proppants (%), m1 is the mass of the proppant (g), m2 is the mass of the filter paper after drying (g), and m3 is the total mass of proppant and filter paper after acid treatment (g).
Test for bulk density and apparent density: The bulk density (ρb) of proppants refers to the density of the compacted proppants. The apparent density (ρp) refers to the density that does not consider the voids between the proppants. The bulk density and apparent density were tested using a bulk density meter and a precision density bottle, respectively.
Test for roundness and sphericity: At least 20 pieces of the proppant were selected randomly and spread on a flat place. The proppants were observed using a low-power magnifying glass that magnified them 10–40 times, and the roundness and sphericity of the proppants were evaluated based on the Krumbein/Sloss template (shown in Fig. 1).

The Krumbein/Sloss template.
Test for breakage rate: The breakage rate (η) at 52 MPa was generally used to characterize the compressive strength of proppants (Zheng et al., 2018). The test procedure for the breakage rate was as follows: the mass of the proppants was designated as m1. Proppants were added into the breakage chamber, and the piston was tightly plugged. The pressure of the breakage chamber was enhanced slowly to 105 kN (corresponding to 52 MPa). After maintaining the pressure for 2 min, the chamber was unloaded. Proppants in the breakage chamber were carefully transferred into a 40-mesh sieve and sieved. The mass of the sieved proppant was recorded as m2. The breakage rate (η) of the proppant sample was calculated according to Formula 2:
Cr leaching experiment
Proppants (10 g) were added to a flask containing 100 mL of pure water. Then, the flask was shaken for 1 h at 25°C and 200 rpm. The leachate was collected and filtered to analyze the Cr concentration using ICP-OES.
Results and Discussion
Performance test of proppant
The performance of the proppants was tested, and the properties of parameters are listed in Table 3. The SY/T5108-2014 standard (also shown in Table 3) was used as a benchmark to evaluate the performance of the proppants.
Performance Test Parameters for Prepared Proppants
NTU, nephelometric turbidity units; OBDCA-sp, secondary pyrolysis oil-based drilling-cuttings ash.
A Krumbein/Sloss chart was employed to evaluate the roundness and sphericity of the proppants. Figure 2 shows photographs of the prepared proppants. The roundness and sphericity of the four proppants were >0.7, which met the national standard in SY/T5108-2014. The roundness and sphericity of the proppants were affected by the raw material, sieving procedure, and calcination process. Interestingly, the roundness and sphericity of the 30% OBDCA-sp/bauxite proppant were lower than those of the other proppants, indicating that a higher ratio of OBDCA-sp to bauxite was not conducive to the shape of the proppant. In addition, the color of proppants with different OBDCA-sp to bauxite ratios was obviously different. The pure bauxite-based proppants were yellow, 10% OBDCA-sp/bauxite proppants were brown; 20% OBDCA-sp/bauxite proppants were gray, and 30% OBDCA-sp/bauxite proppants were black. This was possibly due to the presence of ferrous metals in OBDCA-sp, such as Mn and Fe, which resulted in a black color of the proppants.
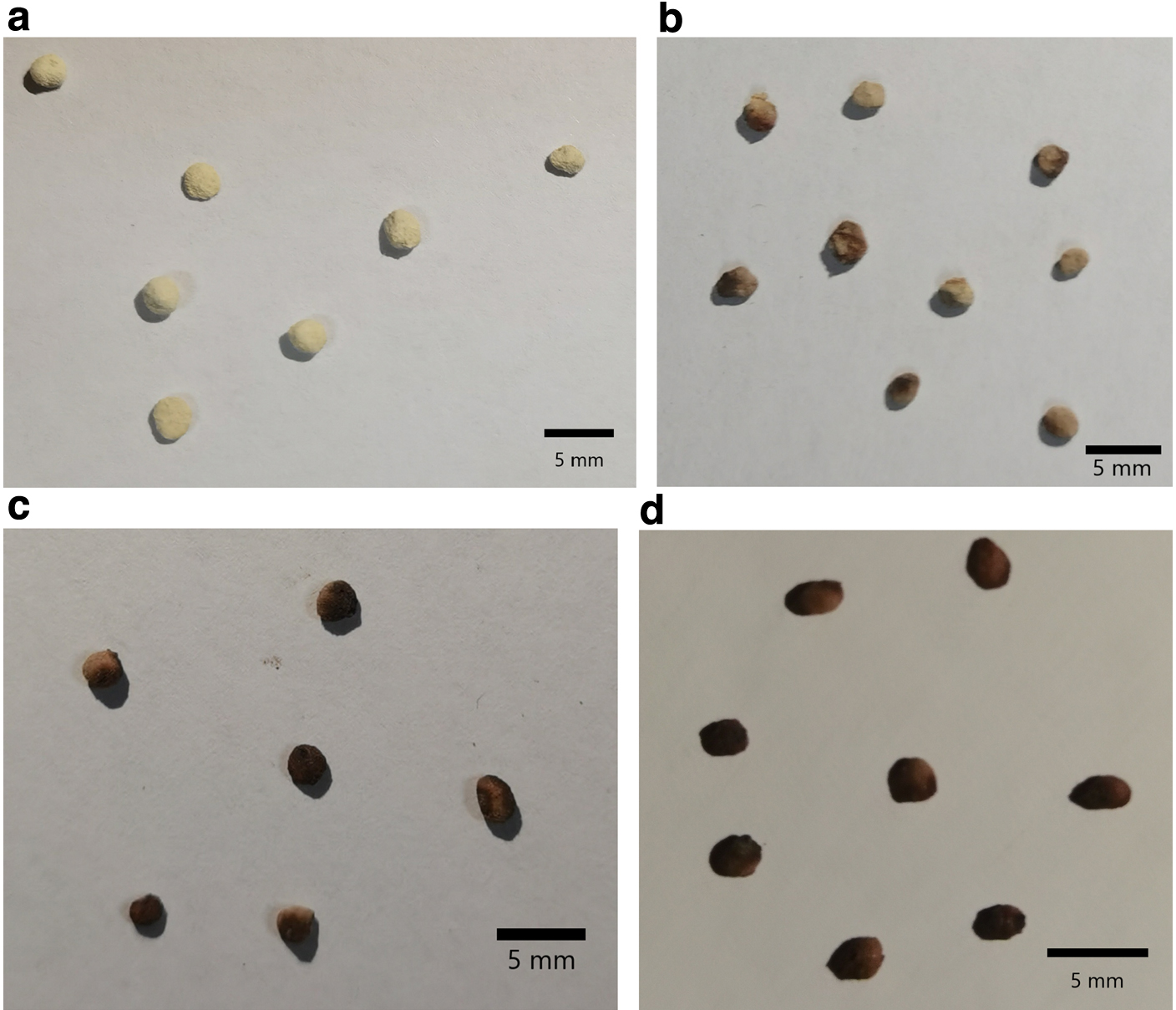
Photograph of proppants:
The turbidity of the proppants indicates the quantity of suspended particles in the water. High turbidity indicates the presence of more fine particles on the surface of the proppants. The fine particles on the proppant surfaces can seal the pore throats created by the proppant packing, thereby reducing the fracture conductivity (Zoveidavianpoor and Gharibi, 2016). The turbidity of the four prepared proppants was relatively low and met the standard requirements (<100 NTU). The ratio of OBDCA-sp to bauxite in the raw material did not bear any obvious relation to the turbidity of the prepared proppants. This demonstrates that the OBDCA-sp/bauxite proppants seldom dissolve and produce ash in aqueous solutions, and hence, do not affect the performance of the fracturing liquid and produce impurities (Tang et al., 2017).
The acid solubility of the proppants mainly reflects the acid resistance of the proppants. In complex reservoir environments, low acid solubility is beneficial for the service life of proppants and reducing the cost of oil and gas field mining (Michael et al., 2020). The acid solubility of high-silicon proppants is generally higher than that of corundum-based proppants (Ren et al., 2019). The acid solubility of bauxite proppant, 10% OBDCA-sp/bauxite proppant, and 20% OBDCA-sp/bauxite proppants all met the national standard specified in SY/T5108-2014 (<8%). However, the acid solubility of 30% OBDCA-sp/bauxite proppants did not meet the standard. The presence of alkaline earth metal oxides in OBDCA-sp, such as calcium oxide and magnesium oxide, could promote the formation of anorthite and glass phases in the prepared proppants. For proppants with a lower mixture ratio of OBDCA-sp to bauxite, less anorthite and glass phases were produced, while corundum was the main phase for proppants.
A lower bulk density means that fewer grams of proppants per cubic centimeter of the fracture are required to keep the fracture open (Zoveidavianpoor et al., 2018; Michael et al., 2020). The bulk density and apparent density of the four proppants met the national standard in SY/T5108-2014 (bulk density <1.65, apparent density <3.0). With the increasing ratio of OBDCA-sp to bauxite, the bulk density and apparent density of the proppants increased. The maximum bulk density and apparent density were 1.89 and 2.35 g/cm3, respectively. The enhanced density of proppants was possibly due to the higher density of OBDCA-sp compared with bauxite. In addition, compared with the values in the literature, the bulk and apparent densities of OBDCA-sp/bauxite proppants were lower (Zhao et al., 2015; Xie et al., 2019).
A low breakage rate means that the proppants have good compressive strength and better flow conductivity (Fan et al., 2018). Only 20% of the OBDCA-sp/bauxite proppants and 30% of OBDCA-sp/bauxite proppants met the standards in SY/T5108-2014 (<9.0), indicating that the addition of OBDCA-sp for proppant preparation could enhance the compressive pressure and reduce the breakage rate. This is because OBDCA-sp has metal components, such as Ca, Mn, and Ba, that have relatively high compressive strength properties, along with catalytic elements such as Fe that act as agglutinants. However, the breakage rate of the 30% OBDCA-sp/bauxite proppant was higher than that of the 20% OBDCA-sp/bauxite proppant, which was ascribed to the excessive quartz component in OBDCA-sp that reduced the compressive strength. In addition, considering the sphericity and roundness, the worse sphericity and roundness of the 30% OBDCA-sp/bauxite proppants increased the breakage rate owing to the uneven force on the surface of the proppant.
Morphology analysis
Figure 3 shows the microscopic morphology of the proppants. The bauxite proppant, 10% OBDCA-sp/bauxite proppants, and 20% OBDCA-sp/bauxite proppant particles were closer to a spherical shape. The 30% OBDCA-sp/bauxite proppants were closer to the cone shape. The surface roughness of the proppants gradually increased with increasing OBDCA-sp ratio in the proppants. As the OBDCA-sp ratios increased, the prevalence of surface pores of the proppants also increased, especially in the case of the 30% OBDCA-sp/bauxite proppant. Because of the inorganics and quartz components in OBDCA-sp, the porous and coarse surfaces of the OBDCA-sp/bauxite proppants were easily formed after calcination.
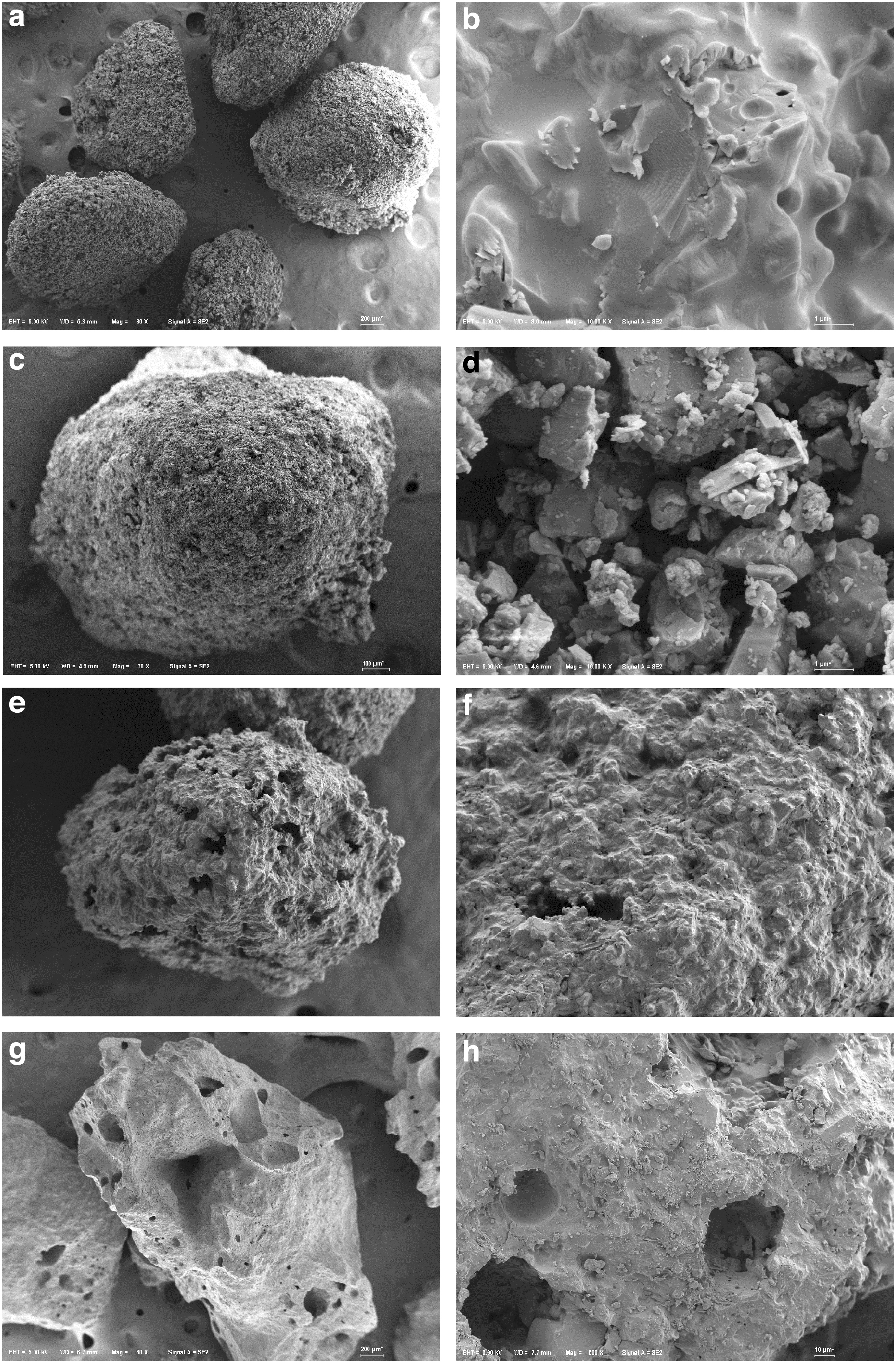
Morphology of proppants:
XRD patterns of proppants
Figure 4 shows the XRD patterns of the proppants. For the four proppants, the obvious characterization peaks corresponded to the corundum phase (PDF 88-0883), which was the major crystalline phase of the proppants. In addition, mullite (PDF 83-1881) and anorthite (PDF 41-1486) were detected as secondary crystalline phases. With the increase in the OBDCA-sp ratio in the proppants, the location of the three crystalline phases had no transformation or deviation, although the diffraction peak intensities of the three phases obviously decreased. The XRD patterns indicated that the main structure of the OBDCA-sp/bauxite proppants was consistent with that of the bauxite proppants themselves. Interestingly, Cr was not detected in the XRD pattern of the OBDCA-sp/bauxite proppants, presumably due to the low Cr content in the proppants.
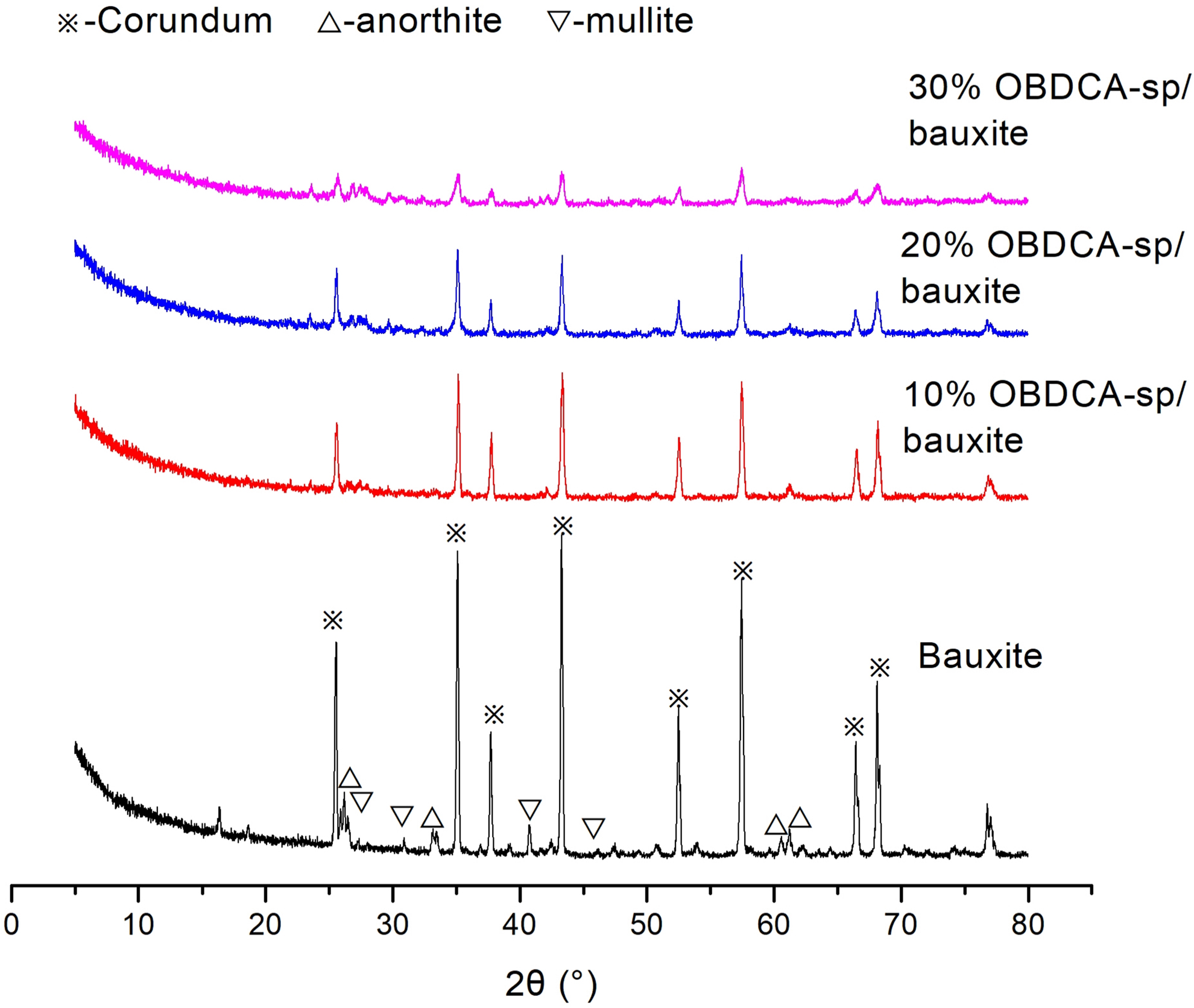
X-ray diffraction patterns of proppants.
XPS analysis of proppants and Cr leaching test
The Cr content of the proppants was analyzed using XPS, and the Cr concentration in the proppant leachate was measured using ICP-OES. Figure 5 shows the survey patterns and high-resolution Cr 2p spectra of the proppants. A binding energy at 579.3 eV was detected for the four proppants, which was assigned to the Cr (VI) state (Ding et al., 2018; Pang et al., 2018). For 20% OBDCA-sp/bauxite proppants and 30% OBDCA-sp/bauxite proppants, another binding energy at 587.9 eV was detected corresponding to Cr (III). The XPS results indicated that Cr existed mainly in the Cr (VI) form in the proppants, and a small quantity of Cr (III) was present in 20% OBDCA-sp/bauxite proppants and 30% OBDCA-sp/bauxite proppants.

X-ray photoelectron spectrum survey patterns of proppants:
Table 4 shows the Cr concentration in the proppant leachate to ensure the safety of the proppants. Interestingly, the Cr concentration of proppants was inversely proportional to the ratio of OBDCA-sp to bauxite contaminated by Cr (VI) in the proppants. This was due to the higher background concentration of Cr in bauxite as the precursor of proppants. According to the XRF results (Tables 1 and 2), bauxite had a higher Cr content than OBDCA-sp contaminated by Cr (VI). Therefore, the addition of OBDCA-sp was conducive to the reduction of the Cr concentration in the proppant leachates.
Cr Concentration in Leachate of Proppants
Choice of optimal proppant
Based on the results of the performance test and characterization of the four proppants, 20% OBDCA-sp/bauxite proppants met the requirements specified by the national standard SY/T5108-2014. Therefore, the 20% OBDCA-sp/bauxite proppants should be further studied for wide application.
Conclusion
In this study, OBDCA-sp contaminated by Cr (VI) was successfully utilized as an additive to prepare bauxite-based proppants. Among the prepared proppants, the 20% OBDCA-sp/bauxite proppants met the national standard SY/T5108-2014. A higher ratio of OBDCA-sp to bauxite was not conducive to the performance enhancement of the proppants. The XRD results indicated that the addition of OBDCA-sp had no obvious effect on the lattice phase, but influenced the peak intensity. The XPS results demonstrated that the Cr in the proppants existed mainly in the Cr (VI) state, and with the increasing ratio of OBDCA-sp to bauxite, a small amount of Cr (III) appeared. The results of the leaching experiment illustrated that the Cr concentration was inversely proportional to the ratio of OBDCA-sp to bauxite contaminated by Cr (VI). This study proposes a novel solution for the resource utilization of OBDCA-sp contaminated by Cr (VI).
Footnotes
Acknowledgment
The authors sincerely thank the characterization from Wuhan University of Technology Materials Research and Testing Center.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
The authors sincerely thank the grant funded by the Study on Comprehensive Control of Rocky Desertification and Ecological Service Function Improvement in Karst Peaks (No. 2016YFC0502402) and Study on Comprehensive Control of Rocky Desertification and Ecological Service Function Improvement in Karst Peaks (No. 2016YFC0502402). This work was also financially supported by the National Natural Science Foundation of China (No. 51709254) and Youth Innovation Promotion Association, Chinese Academy of Sciences (No. 2020335).