
Abstract
The incentive to reduce greenhouse gas (GHG) emissions has motivated the development of lignocellulosic biomass conversion technologies, especially those associated with the carbohydrate fraction. However, improving the overall biomass valorization necessitates using lignin and understanding the impact of different tree parts (leaves, bark, twigs/branchlets) on the deconstruction of lignin, cellulose, and hemicellulose toward value-added products. In this work, we explore the production of chemicals from a yellow poplar-based integrated biorefinery. Yellow poplar (Liriodendron tulipifera L.) is an ideal candidate as a second-generation biomass feedstock, given that it is relatively widespread in the eastern United States. Herein, we evaluate and compare how the different proportions of cellulose, hemicellulose (xylan), and lignin among leaves, bark, and twigs/branchlets of yellow poplar, both individually and as a composite mix, influence the life-cycle GHG model of a yellow poplar biorefinery. For example, the processing GHG emissions were reduced by 1,110 kg carbon dioxide (CO2)-eq, 654 kg CO2-eq, and 849 kg CO2-eq per metric ton of twigs/branchlets, leaves, and bark, respectively. Finally, a sensitivity analysis illustrates the robustness of this biorefinery to uncertainties of the feedstock xylan/glucan ratio and carbon content.
Introduction
With increasing awareness on reducing emissions from chemical production, chemical companies have set ambitious goals to cut their carbon dioxide (CO2) emissions, with some even aiming to achieve carbon neutrality by 2050 (Bettenhausen, 2021). Consequently, the idea of using biomass instead of petroleum feedstocks in chemical production has been viewed as an increasingly attractive approach (Bozell and Petersen, 2010). However, the use of biomass feedstocks alone does not guarantee lower emissions (Uihlein and Schebek, 2009). Additionally, land-use change and cultivation of monocultural forest plantations, for lignocellulosic biomass biorefineries or other purposes, can lead to substantial environmental impacts (Fargione et al., 2008; Havlík et al., 2011; El Akkari et al., 2018; Levia et al., 2020). Given the benefits of moving beyond monocultural plantations and the inherent variability in the lignocellulosic biomass among tree species (Cardinale et al., 2007; Vangeel et al., 2021), it is important to identify tree species that may be suitable feedstocks for biorefineries. With considerable effort being spent on technology research and development, it is necessary to simultaneously evaluate the environmental impacts of any given tree species that might be used in a biorefinery using life-cycle assessment (LCA) to facilitate a more efficient biorefinery design process (Parajuli et al., 2017; Ögmundarson et al., 2020).
Numerous technologies, such as molten salt hydrate (MSH) hydrolysis, have been developed to convert cellulose and hemicellulose into sugars and further into value-added products (Urban and Bakshi, 2009; Lin et al., 2015; Athaley et al., 2019b). Improving these biomass conversion processes requires lignin valorization toward value-added chemicals and/or materials, such as high-performance thermoplastics, 3D-printing resins, and stimuli-responsive materials (Bass and Epps, 2021). Catalytic fractionation is an established and promising route to generate phenolics from lignin with high yields and low utility requirements (Schutyser et al., 2018). Abdelaziz et al. (2020), for example, evaluated the economic performance of Kraft lignin oxidative catalytic fractionation. Recently, Wang et al. (2018) demonstrated that pressure-sensitive adhesives fabricated from hybrid poplar reductive catalytic fractionation (RCF) products had performance advantages over their petroleum-based counterparts. More recently, techno-economic analysis illustrated that this RCF process was improved using glycerin as the solvent for lignin valorization (O'Dea et al., 2022), resulting in an ambient-pressure, reactive-distillation deconstruction approach. In this case, the lignin deconstruction products were incorporated into a 3D-printing resin; however, lignin deconstruction products also could be functionalized and used to produce many other high-performance polymer materials (Mahajan et al., 2020; O'Dea et al., 2020).
The biorefinery concept has been proposed to reduce waste and generate an array of products from all input components for the efficient use of bio-derived raw materials (Uihlein and Schebek, 2009). This integrated biorefinery strategy has the potential to improve the environmental performance and economic viability of biomass conversion facilities. For instance, a small-scale integrated biorefinery was proposed to produce both valuable biochemicals and biogas with reduced costs, lower greenhouse gas (GHG) emissions, and fewer socioeconomic impacts in comparison to petrochemical manufacturing processes (Lopes and Łukasik, 2020). Bhosekar et al. (2021) demonstrated the trade-off of emissions and profits between different feedstock, technology, and product choices through a multiobjective optimization of an integrated biorefinery.
Biorefineries can be classified as “lignin-first” or “cellulose-first” depending on whether the conversion of lignin or cellulose is prioritized (Huang et al., 2018). In “cellulose-first” biorefineries, the hydrolysis reaction invariably alters the structure of the lignin, rendering subsequent lignin valorization efforts less effective (Renders et al., 2017). Moreover, it has been illustrated that lignin can inhibit cellulose conversion (Vermaas et al., 2015). Thus, the “lignin-first” biorefinery strategy has been recognized as a promising route that keeps carbohydrates intact for downstream conversion (Renders et al., 2019; Yang et al., 2019; Rajak et al., 2021). For example, Bartling et al. (2021) evaluated the economic and environmental performance of a poplar conversion process with RCF, enzymatic hydrolysis, and fermentation to produce RCF oil and bioethanol, and Liao et al. (2020) integrated RCF, hydro-processing, and dealkylation of wood biomass for a low-carbon-footprint lignin-first biorefinery process.
The complexity and variability of biomass compositions pose challenges in the design and operation of biomass-based chemical production processes (Fenila and Shastri, 2020). The compositions of collected biomass, even from the same tree species and parts, may experience significant regional and temporal variations (Short et al., 1975; Schmer et al., 2012). It is necessary for biorefineries to handle feedstock complexity and variability from different parts of the tree (Giuliano et al., 2016). Consequently, comprehensive knowledge of the feedstock compositions and their effects on the environmental impact is vital for such a robust biorefinery design. With regard to cellulose and hemicellulose content between bark and sapwood of yellow poplar, Jin et al. (2013) found that the bark had cellulose and hemicellulose percentages of 31.5 and 16.7 wt.%, respectively, whereas the corresponding percentages for sapwood were 55.1 and 26.4 wt.%, respectively. Moreover, the lignin, cellulose, and hemicellulose contents (based on ash-free dry weight) of yellow poplar leaves were 11.4, 20.1, and 19.5 wt.%, respectively (Ward and Woods, 1986). These data beg the question of how differences in the chemical composition of leaves, bark, and twigs/branchlets of yellow poplar may cascade through an LCA of a yellow poplar biorefinery. Accordingly, in this study, we focus our analysis on yellow poplar, which is one of two species in the genus Liriodendron of the family Magnoliaceae, because it is a widespread deciduous tree species with a biogeographic range throughout the eastern United States, primarily growing from parts of New England and New York, southward into northern Florida, westward into portions of Louisiana, and northward into southern Michigan (Griffith, 1991). In total, it grows in more than 25 U.S. states (Griffith, 1991).
This preliminary study focuses on the analysis of lignin-first valorization of yellow poplar using the life cycle GHG model. Herein, we specifically focus on how the different proportions of cellulose, hemicellulose (specifically xylan), and lignin among leaves, bark, and twigs/branchlets of yellow poplar, both individually and as a composite mix, influence the life cycle GHG model of a yellow poplar biorefinery. Performing RCF and MSH in sequence in the proposed yellow poplar biorefinery effectively utilizes all components in the biomass feedstocks for chemical production. This article is the first study to include different tree parts and their variable lignin chemistries in an LCA. As such, this work is an essential analysis for enhanced utilization of the lignin, cellulose, and hemicellulose components and provides guidance on how to harness the full value of the yellow poplar leaves, bark, and twigs/branchlets.
Process Description
In this work, an integrated process of yellow poplar treatment and conversion was designed. After yellow poplar bark, twigs/branchlets, and leaves were collected from a forest or sawmill, they were transported by truck to the production facility. Wong et al. (2016) estimated the mean transportation distances for forest residual chips and agricultural residuals to the pyrolysis plant as 80.3 and 53.2 km, respectively. In another study, the economical supply radius of biomass was set as 112 km as a criterion for a resource-rich region (Baral et al., 2019). Thus, 112 km was chosen as the supply radius for yellow poplar feedstocks.
The pretreatment started with drying the collected raw biomass feedstocks, the energy requirement of which (150 kWh/ton) was based on a technical report by Idaho National Laboratory (Kenney et al., 2014). This drying process utilized a cross-flow dryer to treat high-moisture feedstock and was less energy intensive than the commonly used kiln-drying method (Sahoo et al., 2021).
Then, RCF was performed before MSH hydrolysis (Renders et al., 2017). In Fig. 1, methanol was loaded with 5 wt.% biomass feedstock, heated to 250°C (H-1), and then fed into the deconstruction reactor (R-1) that contained Ru/C (5 wt.% Ru) catalyst. Hydrogen gas was compressed and introduced into the reactor, which operated at 80 bar pressure for 15 h. Upon completion, the product stream was fed to a flash drum (F-1) to separate and recycle the excess hydrogen gas and solvent from the product. The phenolics were cooled (COOL-1) and extracted with hexane, and the unreacted waste, which contained cellulose and hemicellulose, was filtered (FIL-1). Finally, a distillation column (C-1) was used to isolate the phenolic mixture and recycle the hexane.
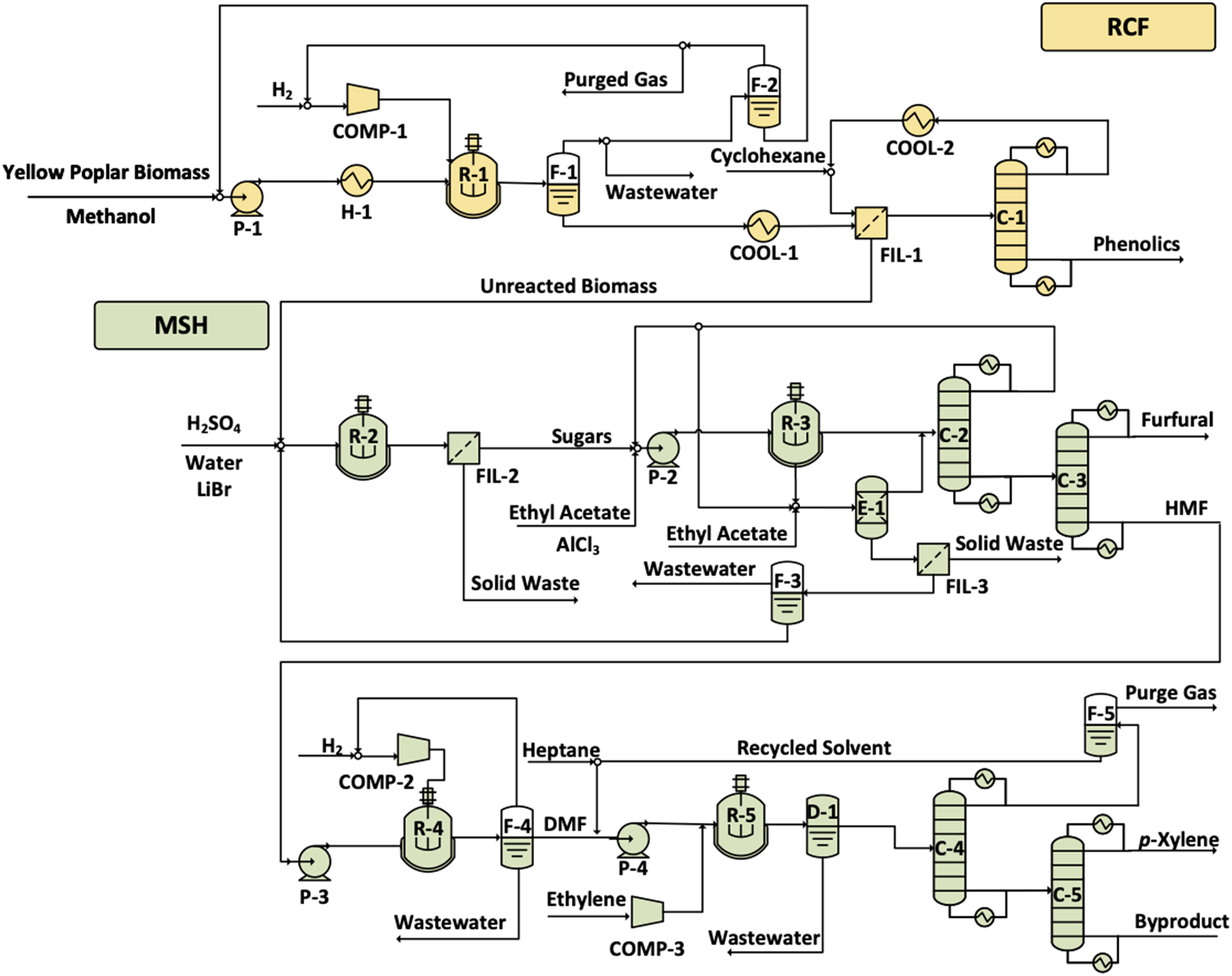
Process flowsheet of the RCF (top) and MSH (bottom) processes. Yellow poplar feedstock first undergoes RCF to convert lignin to phenolics, and the cellulosic fraction of the biomass then is valorized via the MSH process to generate furfural and p-xylene. MSH, molten salt hydrate; RCF, reductive catalytic fractionation.
In the next stage, the MSH process was utilized to selectively convert cellulose and hemicellulose into p-xylene and furfural, respectively (Athaley et al., 2019a). This process was heat integrated to reduce utility usage at the expense of more heat exchangers. The MSH process, shown in Fig. 1, used lithium bromide MSH to break down the cellulose and hemicellulose in R-2. Next, glucose and xylose were converted to hydroxymethylfurfural (HMF) and furfural, respectively, in a biphasic reactor (R-3). Humins also were produced and removed in this step. Furfural was separated in distillation column C-3 and sold as a by-product, whereas HMF underwent a hydrodeoxygenation reaction with compressed hydrogen gas in the reactor R-4 to generate 2,5-dimethylfuran (DMF). Then, DMF was reacted with ethylene to produce p-xylene via a cyclo-addition reaction in reactor R-5. Finally, two columns in series (C-4 and C-5) separated p-xylene from the by-products. Unreacted lignin and humins by-products were burned in the power-and-steam section to generate the electricity and steam used in the plant, reducing overall external utility requirements (Athaley et al., 2019a).
Methodology
Yellow poplar composition measurements
Biomass samples from yellow poplar were acquired in summer from mixed species forests within and near the Fair Hill Natural Resources Management Area in northeastern Maryland. The samples were dried at 40°C for 48 h and milled to a particle-size range of 0.42 to 2 mm before analysis (Hames et al., 2008). Moisture content was measured in triplicate using a Sartorius moisture content analyzer that operates thermogravimetrically using infrared heating. Approximately 1 g of sample was heated to 105°C for 5 min. Then, extractives were quantified by sonicating biomass samples in 80 vol.% ethanol (∼50 mL/g of biomass) five times and measuring the change in weight after drying at 40°C under vacuum (Theander, 1991).
Next, extractive-free biomass was subjected to a two-step acid hydrolysis to break down the cellulose and hemicellulose into their constituent sugars (Sluiter et al., 2012). First, samples were treated with 72 wt.% sulfuric acid (H2SO4) (∼1 mL acid/100 mg sample) for 1 h, followed by dilution to 4 wt.% H2SO4 with deionized water and heating to 100–120°C for 1.5 h. Then, the solutions were filtered into glass filtering crucibles. The undiluted filtrate was reserved for high-performance liquid chromatography (HPLC) and ultraviolet-visible (UV-vis) spectroscopy analyses, and the solid residue was washed with water to remove any remaining acid. The residue was dried at 100°C under vacuum overnight and weighed to determine the amount of acid-insoluble components (i.e., acid-insoluble lignin and acid insoluble ash). Finally, the residue was heated to 550°C in a furnace (Thomas Scientific benchtop muffle furnace) for at least 2 h. Upon cooling, the residue was weighed to quantify the acid insoluble ash content and determine the amount of acid-insoluble lignin. The acid soluble lignin was quantified by UV-vis spectroscopy (Agilent Cary 300 UV-vis spectrophotometer with a quartz cell) by measuring absorbance at 205 nm (Sluiter et al., 2012) for the hydrolysate samples. Note that this Klason lignin (acid-insoluble lignin and acid-soluble lignin) determination method has been extensively validated for woody samples (e.g., twigs/branchlets, heartwood, and sapwood) but not other plant components (e.g., bark and leaves) (Abu-Omar et al., 2021). It is expected to provide reasonable composition values for these other plant parts; however, the error is likely higher for bark and leaves than would be expected for wood samples (Hatfield et al., 1994; Hatfield and Fukushima, 2005).
Hydrolysate samples were analyzed on a Waters HPLC instrument (model e2695) equipped with a photodiode array (PDA) detector (Waters; 2998), as well as a refractive index (RI) detector (Waters; 2414). A Bio-Rad Aminex HPX-87H column was used at an operating oven temperature of 55°C. The mobile phase was an aqueous solution of H2SO4 (0.005 M) with a flow rate of 0.6 mL/min. The RI detector was used for quantification of glucose (9.52 min), xylose (10.14 min), and acetic acid (15.48 min). HMF (30.22 min) and furfural (45.58 min) were quantified with the PDA detector (254 nm). The number in parenthesis refers to the retention time of each species. The characteristic peaks for the sugars were identified from the retention times of the standards. Each peak was integrated, and the actual concentrations of each product were calculated from their respective precalibrated plots of peak areas versus concentrations. The total glucan and xylan contents were determined by following the procedures in the National Renewable Energy Laboratory (NREL) method (Sluiter et al., 2012). As indicated in the NREL procedure, these data have ±5% uncertainty. Note that xylan is expected to be the major hemicellulose component of yellow poplar, but other sugars were not quantified by HPLC, so only xylan content is listed in the compositional analysis results.
Yellow poplar RCF experiments
One gram of yellow poplar biomass was added into a 250-mL high-pressure Parr reactor with 100 mg Ru/C, 20 mL of methanol, and a magnetic stirrer. After being sealed, the reactor was purged thrice with N2 and then pressurized to 40 bar with H2. The reactor was heated with a high-temperature heating jacket connected to a variable power supply, which was monitored by a proportional-integral-derivative temperature controller. A K-type thermocouple was used to measure the reaction temperature through a thermowell. The reactor was heated to 250°C for 15 h while stirring. Afterward, the reactor was cooled to room temperature, and the gas phase was released. The reaction products were filtered (Whatman®; 0.2 μm) for monomer identification and quantification, and cellulose/hemicellulose residues and catalyst were discarded. Product yields and distributions were quantified by gas chromatography using the effective carbon number approach (Wang et al., 2018).
Process simulation
The chemical and utility usage were extracted from the Aspen Plus (Aspen Technology, Burlington, MA) simulation. The physical property method of choice was the universal quasi-chemical activity coefficient (UNIQUAC) model, which captured the liquid–vapor and liquid–liquid phase equilibrium very well in this system (Abrams and Prausnitz, 1975). Most of the compounds were selected directly from the Aspen database. The chemicals not found in the database, such as alkyl-substituted methoxyphenols, were defined by their structures, and their physical properties were estimated using the Aspen Plus Property Constant Estimation System (O'Dea et al., 2022). Lignin was defined using the physical properties reported by NREL (Wooley and Putsche, 1996). The whole MSH process was heat integrated to reduce utility usage. Furthermore, the steam and power generation unit utilized the unreacted solid waste and humins by-product to produce steam and electricity. The amounts of steam and electricity generated also were calculated from the Aspen Plus flowsheet simulation (Athaley et al., 2019a). Terpenes were chosen as the surrogate for extractives because they were reported to be the typical extractive compounds (Ranzi et al., 2017). The heating values of extractives reported in White (1987) were used for energy calculations. Ash and other minor biomass components were treated as inert components not participating in the reactions. This assumption seems reasonable because the ash contents of the biomass samples are all <2 wt.% in our compositional measurements (See Table 1). The potential uncertainties of heat generated from extractive combustion were also considered in the sensitivity analysis.
Compositions and Reductive Catalytic Fractionation Yields of Yellow Poplar Twigs/Branchlets, Leaves, and Bark Used for Simulation
From Wullschleger et al. (1997).
From Jin et al. (2013).
RCF, reductive catalytic fractionation.
Life cycle assessment
This article aims to conduct the “cradle-to-gate” LCA of a biorefinery that uses yellow poplar twigs/branchlets, leaves, and bark to produce phenolics and co-products such as p-xylene and furfural. The system is illustrated in Fig. 2, which contains the tree growth, forest management, other upstream raw material production, pretreatment of biomass, RCF process, and MSH hydrolysis (p-xylene and furfural production) activities. The functional unit was chosen to be 1 metric ton of yellow poplar biomass feedstock (bark, twigs/branchlets, leaves) processed by the proposed biorefinery. The choice of functional unit was similar to the analysis of a duckweed biorefinery (Calicioglu et al., 2021). This study followed an attributional LCA that only focuses on comparing existing and stable technologies, as opposed to the consequential LCA that analyzed future scenarios involving decision-making (Yang, 2016; 2017). The background data were taken from the Ecoinvent 3.3 database that included comprehensive and regional data (Steubing et al., 2016; Wernet et al., 2016). The data associated with the United States were preferred, but global data were used when the relevant U.S. information was not readily available.
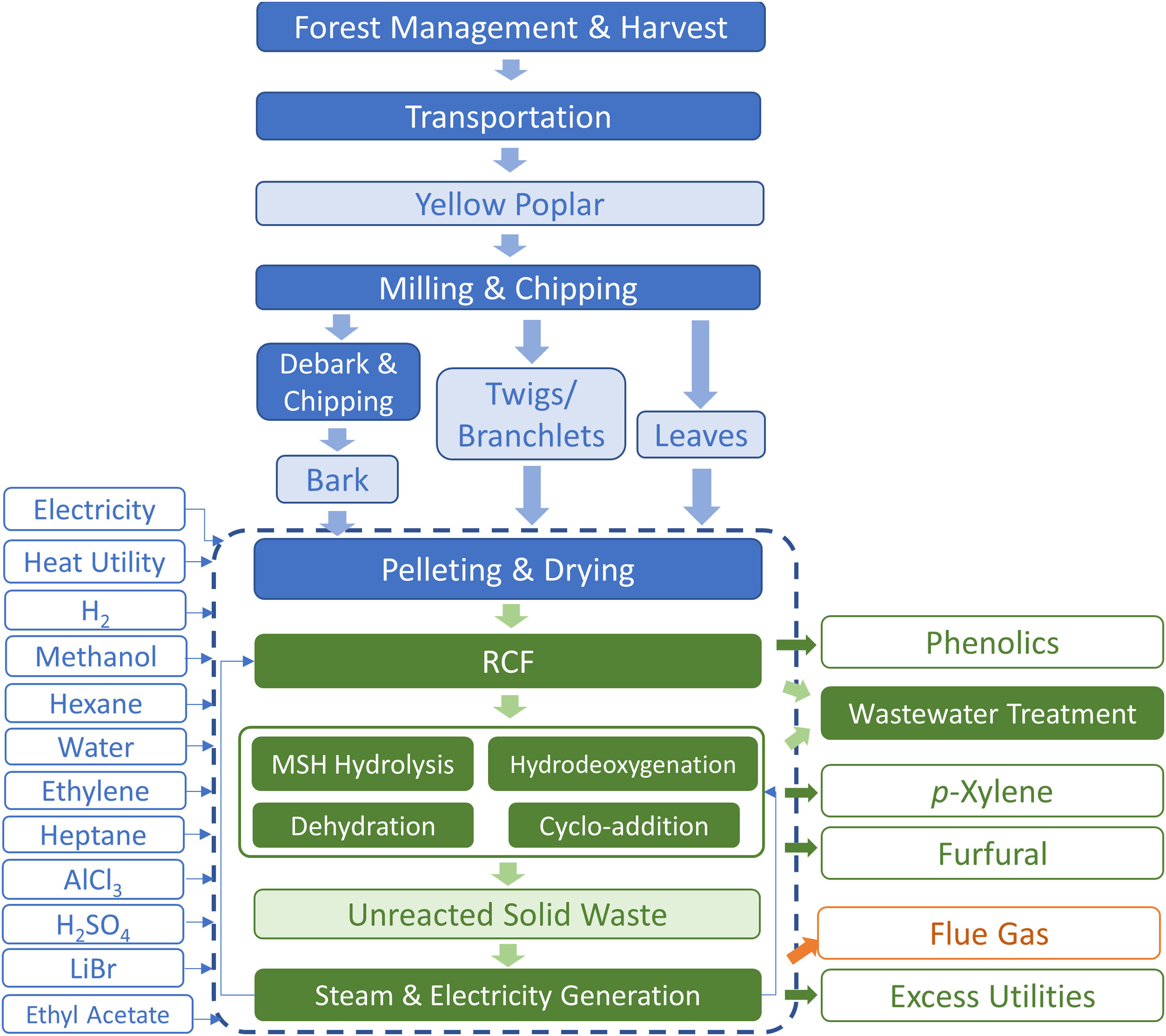
The system boundary of the yellow poplar biorefinery operations.
Because multiple coproducts were manufactured in the integrated biorefinery, it was not appropriate to assign all the emissions to phenolics. Mass and economic allocation methods are commonly used in LCA to assign emissions based on the flow rate or economic values (Svanes et al., 2011). However, the product's weight sometimes does not reflect the driving force of product demand, while the economic allocation suffers from price fluctuations (González-García et al., 2011; Steubing et al., 2016). Therefore, the “avoided burden” method was adapted to give credit for making co-products (Anastasopoulou et al., 2020). More specifically, stand-alone U.S. electricity generation and oil-based p-xylene, phenol, and furfural production processes (See Supplementary Table S1) were chosen from the literature or the Ecoinvent LCA database and added to the biorefinery system (Win, 2005; Raman and Gnansounou, 2015; Schöppe et al., 2020).
The activities and environmental impacts associated with upstream yellow poplar feedstock were based on literature and commercial LCA databases. The Ecoinvent database (Wernet et al., 2016) has comprehensive upstream data on the resource usage and emissions of bark production (Barjoveanu et al., 2020). Because there was no information on the twig/branchlet and leaf collection in the background LCA databases, the woodchip production process in Ecoinvent was used as a surrogate. This process covered the upstream activities, including the sawing and chipping operations that removed unwanted parts of the wood material from the sawn timber (Svanes et al., 2011).
This study utilized the Tool for Reduction and Assessment of Chemicals and Other Environmental Impacts 2.1 method for impact assessment (Bare, 2011). As one of the most discussed LCA indicators, the global warming potential (GWP) was selected as the environmental impact of interest in this work (Guest et al., 2013).
Additional important assumptions for LCA include the following:
Most of the cooling water in the biorefinery was recycled, and only 1% was lost during the operation (Athaley et al., 2019a). Because the buildings could be used for other purposes (Athaley et al., 2019a) and catalysts are relatively stable during their life cycle (Benavides et al., 2017), their contributions to GWP were not included in the LCA. Complete combustion was achieved in the steam and power section so that only CO2 and water were produced in the flue gas (Athaley et al., 2019a). Heat integration of the process was utilized in Aspen Energy Analyzer (Aspen Technology) to reduce utility usage. Atmospheric CO2 is captured during plant growth through carbon sequestration (Calicioglu et al., 2021), and carbon storage was accounted for using the carbon content of different yellow poplar components (Sahoo et al., 2021). Collecting bark, twigs/branchlets, and leaves from yellow poplar trees or sawmills does not displace existing agricultural land or forest for other land uses (Havlík et al., 2011). Consequently, the effects of land-use change on the soil carbon content were not considered (Wong et al., 2016).
Results and Discussion
Yellow poplar compositions and RCF yields
The compositions of yellow poplar twigs/branchlets, leaves, and bark were assessed to elucidate the impact of composition on biorefinery economics. As expected, leaves contained the most extractives (31.6 wt.%), followed by twigs/branchlets (10.2 wt.%) and bark (4.3 wt.%). Lignin content followed the opposite trend, increasing from leaves (25.7 wt.%) to twigs/branchlets (28.6 wt.%) to bark (57.8 wt.%). Glucan content ranged from 23.8 wt.% for the bark to 53.9 wt.% for twigs/branchlets. In addition to the major biomass components, carbon content is essential for estimating the carbon sequestration associated with plant growth, a prominent benefit of biomass valorization. The carbon contents for yellow poplar twigs/branchlets, leaves, and bark reported in the literature are 46.0, 45.9, and 48.2 wt.%, respectively (Wullschleger et al., 1997; Jin et al., 2013). A summary of the yellow poplar feedstock compositions is listed in Table 1 and Supplementary Fig. S1. Another critical parameter for a lignin-first biorefinery is the lignin valorization yield. The RCF phenolic yield was highest for yellow poplar twigs/branchlets at 27.3 wt.% (on a lignin basis), and the leaves and bark exhibited comparable yields at 8.0 and 10.2 wt.%, respectively (See Supplementary Tables S2–S4). It is important to note that older yellow poplar trees have very thick bark, and the bark analyzed likely has a much higher proportion of outer bark (as opposed to inner bark), which tends to have higher lignin content (Rowell et al., 2012). Second, fractions of various chemical constituents in woody materials can change with tree age (Rencoret et al., 2011; Lachowicz et al., 2019). As a point of reference, the Klason lignin content of bark of ∼40-year-old blackwood acacia trees (Acacia melanoxylon) was reported (although cautiously) to be >50 wt.% on a dry basis (Neiva et al., 2020).
Process simulation results
Table 2 lists the inputs and outputs of each production stage in the yellow poplar twig/branchlet biorefinery, while other samples' inventories are shown in the Supplementary Data (See Supplementary Tables S5–S7). Biomass pretreatment included the upstream activities before feedstocks were fed into the RCF reactors, including harvesting, transportation, milling, pelleting, and drying (Fig. 2). Based on the process simulation, 1 metric ton of yellow poplar twigs/branchlets led to 73.5 kg phenols, 160 kg p-xylene, 112 kg furfural, 484 kWh electricity, and 12.9 GJ steam. Similarly, every 1 metric ton of yellow poplar bark feedstock yielded 53.6 kg phenols, 82 kg p-xylene, 58.2 kg furfural, 733 kWh electricity, and 19.6 GJ steam. However, due to the lower lignin/glucan/xylan contents and RCF yields, 1 metric ton yellow poplar leaves only generated 19.7 kg phenols, 118 kg p-xylene, and 57.9 kg furfural. At the same time, 817 kWh electricity and 21.8 GJ steam were produced because extractives have higher calorific value than lignin or sugars. The quantities of products and co-products manufactured in each case were closely related to feedstock compositions and RCF yields. Higher RCF yields and glucan and xylan contents naturally led to higher production of chemicals. In contrast, more unreacted lignin and extractives gave rise to higher utility generation rates.
Life Cycle Assessment Inputs and Outputs of Biorefinery Operations Using 1,000 kg Yellow Poplar Twigs/Branchlets
CO2, carbon dioxide; H2SO4, sulfuric acid; LCA, life-cycle assessment; MSH, molten salt hydrate.
Because the market for renewable phenolics produced by RCF is still developing, it is difficult to obtain accurate price estimations for all products, and hence, the economic performance of the proposed biorefinery was challenging to model. However, the preliminary techno-economic analysis of an MSH process that uses red oak wood to produce p-xylene and furfural has demonstrated a much lower production cost than the oil-based p-xylene process (Athaley et al., 2019a). The biorefinery presented in our work utilizes lignin for valuable chemical production, rather than as a heating source, which is suggested by NREL's bioethanol reports to further improve biorefinery profitability (Davis et al., 2013). For example, methoxyphenols from the lignin fraction of biomass are high-value products that could be sold at $4.3/kg to $20/kg (Mante, 2020), depending on the specific chemical composition and application. Moreover, yellow poplar forest residues have lower feedstock prices than purpose-grown wood. Consequently, the proposed yellow poplar waste biorefinery is expected to be economically viable.
LCA and sensitivity analysis
LCA was first performed based on biorefineries that only use twigs/branchlets, bark, or leaves to study the effects of individual feedstocks. Figure 3 includes the breakdown of GHG emissions of the different production stages. The results indicated that bark and twigs/branchlets as a feedstock for chemical products had a clear advantage over traditional oil-based feedstocks. Every metric ton of yellow poplar bark and twigs/branchlets used as feedstock led to a GWP reduction of 849 and 1,110 kg CO2-eq/metric ton, respectively. The main advantage of using twigs/branchlets came from the large quantities of phenol, furfural, and p-xylene produced. The current industrial practice of furfural production is energy intensive (Schöppe et al., 2020) and is outperformed by the proposed heat-integrated biorefinery. In contrast, the bark generated more electricity and steam from burning the unreacted lignin left from the RCF stage. Utility usage was one of the most carbon-intensive activities in the biorefinery operation, and burning the remaining biomass significantly reduced the net utility usage. The bark biorefinery was also more self-sustaining in terms of the required utilities and was less dependent on external heat supply, which could be beneficial when constructing distributed biorefineries in remote areas or at small scales.

GWPs of processing 1 metric ton of four yellow poplar feedstocks in the integrated biorefinery:
The biorefinery that used yellow poplar leaves exhibits the lowest GHG emission reduction among the three feedstock options at just 654 kg CO2-eq/metric ton because of its lower chemical production rate compared to the twig/branchlet and bark cases. It has been reported that the extractives, especially terpenes and resin, have high heating values (White, 1987), which increase the electricity and steam production in a leaf biorefinery. However, the variable nature of the different extractives' sources and properties adds to the uncertainty of the feedstock's heating value.
Moreover, the most carbon-intensitive activities of all three processes were the direct utility usage and the flue gas emissions after burning unreacted solid waste to provide electricity and steam. Therefore, promising approaches to cut GHG emissions include more energy-efficient separations, lower solvent loadings, and potential carbon capture and sequestration technologies (Sullivan et al., 2019). In contrast, the reduction of GHG emissions primarily came from the CO2 sequestration during yellow poplar growth and the credit for producing heat from the combustion of waste. In all cases, the GHG emission in the combustion unit was less than the GHG reduction of the utility generated, which demonstrates the benefit of including the steam and electricity generation unit in the proposed biorefinery.
To maximize the utilization of all possible raw materials, biorefineries often have to deal with mixtures of different tree parts rather than a single source. It has been reported that sawmill operations typically generate considerable amounts of branches, leaves, and bark from the harvested trees (Gordon-Pullar, 1990). In the past, detailed allometric equations (Fonseca et al., 2009) have been developed for various tree species, including the yellow poplar (Wang, 2014). Using these models, a yellow poplar tree with a diameter of 10 inches typically has 44.3 kg bark biomass, 30.2 kg branch biomass, and the total dry foliar biomass is around 3.9 kg (Jenkins et al., 2004). A mixed feedstock case was thus considered with the abovementioned ratio. Furthermore, it was assumed that yellow poplar branches had a composition and RCF yield similar to twigs/branchlets. The average carbon content of the feedstock was 47.2 wt.%. Because bark and branches constitute most of the weight, this new biorefinery's performance was between the twig/branchlet and bark scenarios (Fig. 3d). The resulting biorefinery operation still demonstrated lower GWP than the analogous oil-based production process, as shown by the negative GWP (−793 kg CO2-eq/metric ton).
Biomass samples often show high variabilities in different locations, seasons, and even different sunlight exposure (Vassilev et al., 2010; Kitajima et al., 2016; Na et al., 2016). Therefore, it is essential to use sensitivity analysis and account for such uncertainties. Based on the GWP breakdown of different production stages, main contributors of GHG emission were identified. Our preliminary analysis showed that carbon content, waste solid heating value, and glucan/xylan ratio were more likely to affect environmental performance. The fraction of sugars in biomass feedstocks exhibits temporal and spatial differences (Vassilev et al., 2010; Na et al., 2016). Thus, a 5 wt.% variability in glucan and xylan contents was introduced to account for the variations in individual tree samples and the experimental error in measurement. The carbon content of plant biomass generally lies between 45 and 50 wt.% (Thomas and Martin, 2012; Ma et al., 2018), leading to a ±2.5 wt.% perturbation for our sensitivity analysis. The feedstock heating values could vary significantly due to the heterogeneous and complex nature of extractives. Consequently, the uncertainty in the heating values was ±20% of the heat generated in solid waste combustion. Figure 4 contains the results of the sensitivity analysis when considering the abovementioned factors.
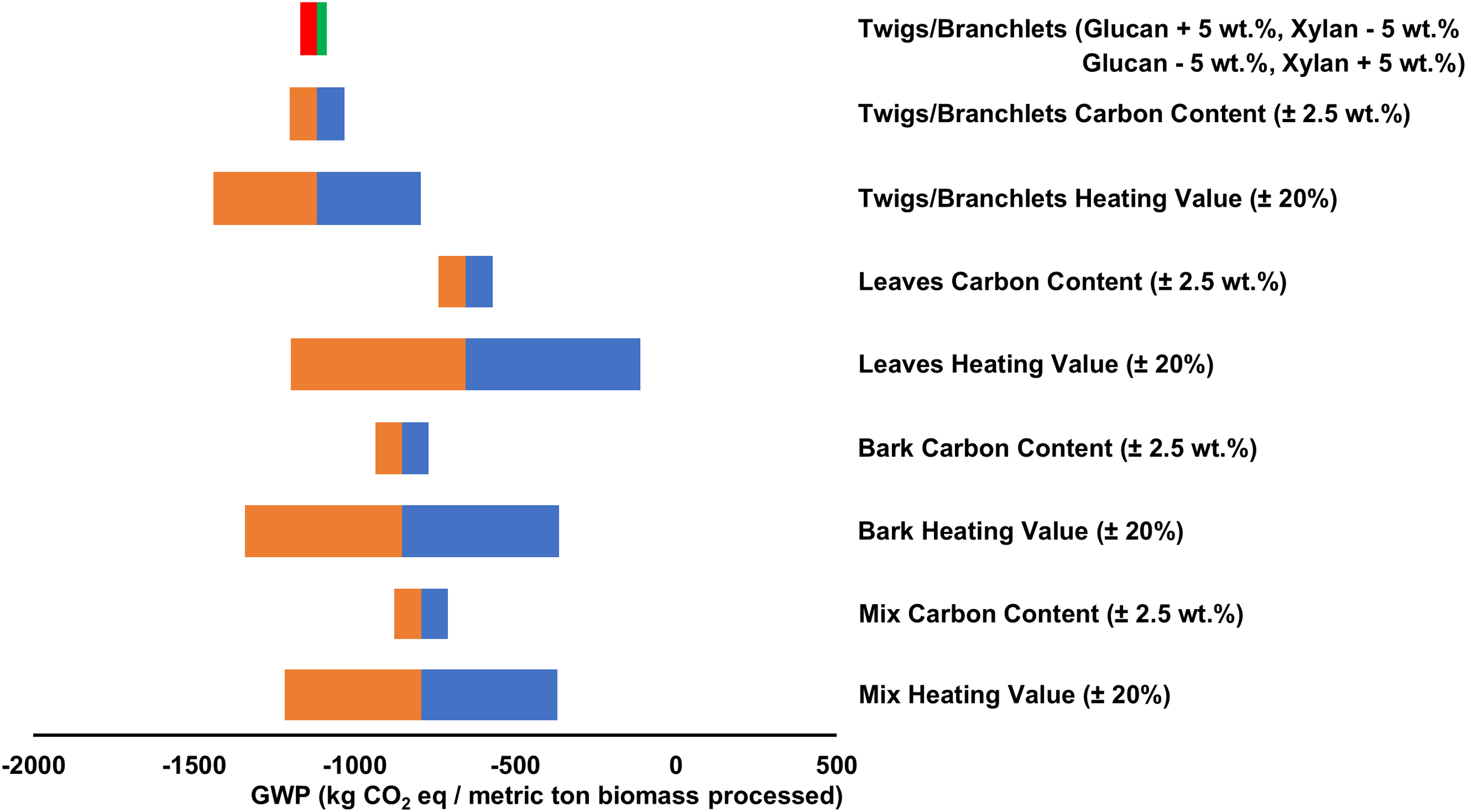
Sensitivity analysis of carbon contents and heating values (red: glucan content −5 wt.% and xylan content +5 wt.%; green: glucan content +5 wt.% and xylan content −5 wt.%; orange: carbon content +2.5 wt.% or heating value +20%; blue: carbon content −2.5 wt.% or heating value −20%).
The sensitivity analysis showed slightly higher GWP from the simultaneous increase of glucan content and decrease of xylan content in the twig/branchlet feedstock because more p-xylene was produced at the expense of furfural. Because the oil-based furfural process has more GHG emissions than the oil-based p-xylene, feedstocks with higher xylan content were preferred. Nonetheless, the GWP changes stemming from the glucan/xylan ratio and carbon content were relatively small, underscoring the robustness of the biorefinery performance under compositional uncertainties.
Even with relatively large variations (20%) in solid waste heating values, biorefineries using yellow poplar mixed forest residual feedstocks still had less GHG emissions than the traditional oil-based chemical plants. Yellow poplar leaves were more susceptible to changes from the heat released by combustion due to a large portion of the feedstock not converted after RCF and MSH reactions. When the combustion of extractives was not incorporated in the process model, the GWPs for processing 1 metric ton of twigs/branchlets, leaves, bark, and mixed feedstock were −929, 10, −771, and −655 kg CO2-eq, all of which were close to the upper bounds provided by the sensitivity analysis. Although the traditional production outperforms the yellow poplar leaf biorefinery in the worst case (10 kg CO2-eq/metric ton leaves processed), the latter was consistently better in nonextreme scenarios.
The various feedstock and product choices available for biorefinery technologies lead to different functional units among similar LCA work of RCF processes. For example, Bartling et al. (2021) and Liao et al. (2020) performed LCA on 1 kg of the lignin fraction of RCF oil and 1 kg phenol production from RCF, respectively. Moreover, multiple methodologies, such as mass or economic allocation and avoided-burden approach (Luo and Ierapetritou, 2020), could be applied to account for coproducts in a biorefinery. Hence, the direct comparison between the work herein and existing literature is challenging. As an example, it is noted that a related biorefinery concept proposed by Bartling et al. (2021) utilized purpose-grown poplar wood as its feedstock, as opposed to forestry residues such as bark, twigs/branchlets, leaves, and a mixture of the three that were used for the yellow poplar biorefinery examined in this work. Additionally, the biorefinery configuration herein aims to produce valuable chemicals through catalytic routes instead of bioethanol fuel from enzymatic pathways. Despite the differences in the feedstocks and target products, our LCA results agreed with similar RCF analysis articles in that the biorefinery operations benefit primarily through the carbon sequestration of the biomass feedstock (Liao et al., 2020; Bartling et al., 2021).
From a methodological point of view, our life cycle GHG framework of biorefinery used detailed process simulation to compile the life-cycle inventory. This simulation-based approach could be easily applied to other feedstock types to provide more reliable process data than solely relying on assumptions and data from the literature (Cherubini and Jungmeier, 2010; González-García et al., 2011). However, the development of RCF and MSH hydrolysis is at an early stage. Opportunities for future work and model improvement include:
The land-use change effects were not considered herein because collecting the aforementioned biomass residues from forests or sawmills does not change the use of agriculture or forest land. However, removing forest residues could affect subsequent plant activity, causing long-term environmental impacts, including disturbances in the soil carbon pool and the need for nutrient compensation (Ranius et al., 2018; Sahoo et al., 2021). Further study of the impacts of removing forest residues is needed to comprehensively evaluate the land-use change effects.
The electricity and steam generation were assumed to emit flue gas directly into the air. Scenario analysis of using different carbon capture and sequestration technologies could be conducted to demonstrate more pronounced emission-reduction effects (Geissler and Maravelias, 2021).
The scope of this analysis was limited to an attributional cradle-to-gate LCA because of the complexities in specifying the downstream usage and end-of-life scenarios for biorefinery chemical products. When the end-of-life treatment is incorporated, the temporal effects of emission should be considered by dynamic LCA (Levasseur et al., 2010). Moreover, consequential LCA methods could be applied to integrate market dynamics and provide insight into the impacts of adopting biorefinery technologies on a large scale (Tian and You, 2021).
The simulation-based framework could be extended to explore the economic feasibility and other environmental impacts, such as ecotoxicity and fuel depletion. A superstructure-based optimization framework also could help select the optimal feedstock, product, and route combination and compare different RCF technologies in the literature (Gebreslassie et al., 2013; Bhosekar et al., 2021).
Conclusions
An integrated biorefinery has been proposed that utilizes three abundant, low-cost feedstocks, namely the twigs/branchlets, bark, and leaves of yellow poplar biomass. The LCA showed that all feedstocks reduced GHG emissions in comparison to petrochemical-based production routes for p-xylene, furfural, and phenol. The yellow poplar twigs/branchlets reduced the GWP more than bark because of the higher RCF yield and sugar content; more chemicals were produced for a given amount of feedstock. The leaves, although less promising than twigs/branchlets and bark, still outperformed a traditional petroleum-based production process. Although utility usage was the leading factor in GHG emissions, carbon sequestration during yellow poplar growth reduced the GWP significantly. Furthermore, heat integration in addition to steam and electricity generation by solid waste combustion remarkably decreased the net utility usage, further reducing the environmental impact. As an additional consideration, a forest residue biorefinery likely would need to accept mixed feedstocks, and a mixed yellow poplar forest residue feedstock still led to significant reductions in GWP relative to the status quo. In all cases, sensitivity analysis suggested that the integrated biorefinery using yellow poplar forest residues had consistently better environmental performance (i.e., lower GWP) than petrochemical production processes despite many sources of uncertainty. Overall, this work emphasizes the need to systematically study the interaction between biomass composition and reaction yields for a more informed choice of biorefinery feedstocks.
Footnotes
Acknowledgments
The authors thank an undergraduate researcher in our laboratory, Prahalad Srinivasan, for his efforts in updating the simulation results during revision.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This study is financially supported by the National Science Foundation Growing Convergence Research program (NSF GCR CMMI 1934887) in Materials Life-Cycle Management to T.H.E., D.F.L, D.G.V., and M.I.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.