
Abstract
Industrial activities discharge heavy metal-laden wastes; and copper is one of these metals that can be stabilized after ceramic sintering by Al- or Fe-containing precursors. Besides traditional precursors, Al- and Fe-containing solid wastes (e.g., sewage sludge incineration ash, coal fly ash) were found equally capable of copper stabilization when they were adopted in the reaction matrices. However, the effect of CaO and SiO2, the predominant components in most of the inorganic solid wastes, on metal transformation and stabilization has not been addressed. Therefore, a CaO-SiO2-CuO-Al2O3-Fe2O3 reaction matrix was proposed in this study, focusing on the effect of CaO and SiO2 on copper transformation and immobilization. Results showed that a single-phase CuAl x Fe2-xO4 spinel solution was developed in the system without CaO and SiO2, whereas the addition of CaO led to the generation of two separate spinel phases: CuAl2O4 and CuFe2O4. Compared with CaO, the existence of SiO2 showed less impact on the phase transformation. The effect of sintering temperature and additive dosage was also illustrated in this study and the results provided useful guidance for the optimization of reaction systems to achieve beneficial utilization of solid wastes for heavy metal stabilization.
Introduction
Heavy metal pollution is always an intractable environmental problem, and people have been increasingly aware of the seriousness of global population explosion accompanied by rapid industrialization without proper effluent disposal (Kuo, 2009; Yabe et al, 2010). Copper is usually recognized as one of the common heavy metals, and is always discharged by industrial activities, including mining, electroplating, metallurgy, iron and steel industries, etc. (Mahmood et al, 2012). It would cause severe health problems once the level of copper in human body exceeds specific value (1.3 mg/L), such as, stomach and intestine diseases, neurotoxicity, jaundice, and liver intoxication (Cheng et al, 2010; Hanafiah and Ngah, 2009). Treatments like adsorption or chemical precipitation are usually used for heavy metal removal from aqueous environment, but these methods result in quite a large amount of secondary metal-laden sludge, which requires further treatment (Cheng et al, 2010).
Many technologies have been reported to prevent the release of heavy metals from the industrial sludge (Chen et al, 2020; Çoruh and Ergun, 2006; Dong et al, 2022; Malviya and Chaudhary, 2006; Shen et al, 2018; Ucaroglu and Talinli, 2012), among which ceramic sintering has been proved to effectively stabilize the hazardous metals long term in the ceramic products (Shih et al, 2006; Tang et al, 2016; Tang et al, 2014b; Tang et al, 2011a; Tang et al, 2011b; Tang et al, 2010). Traditional ceramic precursors, such as Al2O3, kaolinite, and Fe2O3, were found to stabilize the hazardous copper successfully in a spinel crystal structure, whereas Al- or Fe-containing solid wastes were also reported to positively stabilize copper when the ash was used to replace the traditional ceramic precursors (Su et al, 2019). Those solid wastes can be waterworks sludge from drinking water treatment processes (Tang et al, 2014a), incineration ash from the sludge of municipal wastewater treatment processes (Ma et al, 2020; Ma et al, 2019), or even fly ash after coal combustion in a power plant (Terzano et al, 2005; Wu et al, 2018).
The usage of solid wastes to replace traditional ceramic precursors does not only relieve the environmental burden caused by waste accumulation but also beneficially reutilizes the valuable sources discarded previously. The ceramic sintering technique has been widely recognized as a promising “waste-to-resource” strategy to achieve the sustainable waste management.
Although the solid wastes can be potentially accepted as raw materials for ceramic industries, researchers have pointed out that the complicated matrix has made it difficult to conduct a mechanism study on metal transformation. However, it can still be noticed that the major components show great similarity for common solid wastes such as waterworks sludge (Tang et al, 2014a), incineration residues from both municipal solid waste (Chen et al, 2016; Min et al, 2017) and sewage sludge (Lynn et al, 2018), etc. Elements such as Al, Fe, Si, and Ca have been reported to be predominantly contained in the aforementioned solid wastes. The total content of Al, Fe, Si, and Ca in the incinerated waterworks sludge collected in Hong Kong occupies about 93% from elemental analysis results normalized in the oxide forms (Tang et al, 2011a). About 48% of Al, Fe, Si, and Ca has also been reported in Taiwan when the municipal solid waste incineration ash was used as glass-ceramic material (Vu et al, 2012).
The Al and Fe oxides have proven to stabilize Cu by generating spinel phases of CuAl2O4 and CuFe2O4, whereas the presence of two other major components (CaO and SiO2) in the solid wastes can also impact the reaction between Cu and Al/Fe and lead to various phase constitution in the final products (Li et al, 2017; Shen et al, 2018). Therefore, the effect of CaO and SiO2 on the phase transformation in a CaO-SiO2-CuO-Al2O3-Fe2O3 system is crucial to understand the immobilization mechanisms and to further improve the stabilization efficiency. However, to our knowledge, no systematic investigations on the effect of CaO and SiO2 have been carried out yet in a CaO-SiO2-CuO-Al2O3-Fe2O3 system. The goal of this study is to bridge the knowledge gap with respect to the stabilization mechanisms when various amounts of CaO/SiO2 exist in the chosen ceramic reaction systems.
In the current study, the reaction system between heavy metal-laden sludge and various solid wastes acting as stabilization precursors can be simplified as the reaction among CuO, Al2O3, Fe2O3, CaO, and SiO2, to avoid the influence of other factors and therefore concentrate on the study of CaO and SiO2 effect. The investigation was carried out by fixing the molar ratio of CuO:Fe2O3:Al2O3 to be 2:1:1 and then adding various dosages of CaO and SiO2 (separately or simultaneously) to simulate different precursor materials. In the previous study, it was reported that the optimal sintering temperature for formation of spinel phase was around 1,000°C (Tang et al, 2011a). Therefore, the reaction system was sintered at 900°C, 950°C, 1,000°C, and 1,050°C in our study to evaluate the temperature influence on the phase transformation mechanisms during sintering. X-ray diffraction (XRD) was applied as the main characterization method in this experiment to study the phase composition after thermal treatment.
The results will assist in the comprehensive study of the effect of CaO and SiO2 on the original reaction system, respectively, and jointly. Moreover, the current study will provide new perspectives with respect to the heavy metal immobilization using solid wastes as precursors during the ceramic processes.
Materials and Methods
To investigate the effect of CaO and SiO2 on the Cu immobilization process, respectively, and jointly, various reaction systems were adopted in this study for comparison. The detailed information is summarized in Table 1. Among these reaction systems, the molar ratio of Cu:Al:Fe was always kept at 1:1:1 for a total dry weight of 60 g. The above ratio was chosen to ensure complete reaction of all oxides to generate spinel structure. Then additives, such as CaO, SiO2, and CaO+SiO2 with different weight fractions (1.0%, 5.0%, and 10%) were blended into the CuO+Al2O3+Fe2O3 systems, respectively. For ease of reference, each reaction system was cited in the following text using abbreviations, as indicated in Table 1. For example, CuO-Al2O3-Fe2O3 system with 10 wt% SiO2 and 10 wt% CaO as additives is denoted as BS-10(Ca+Si). The CuO, Al2O3, Fe2O3, SiO2, and CaO powders were purchased from Sigma-Aldrich.
The Compositions and Denotation of the Reaction Systems
The reaction series were homogenized through ball milling the mixed powders in water slurry for 18 h, and were then dried and homogenized again by mortar grinding to offset the influence of stratification of various components with different densities after drying. The mixture was pressed into 20 mm pellets at 12 MPa with the dwelling time of 1 min. The as-prepared pellets were then fired at 950°C, 1,000°C, and 1,050°C for 3 h at a heating rate of 10°C/min.
The sintered pellet sample was broken into pieces, one of which was cold mounted into the resin and then polished on a grinder polisher (Ecomet™ 250; Buehler) using sandpapers to a smooth surface. The microstructure was characterized using a scanning electron microscopy (SEM; Zeiss, Merlin) equipped with energy-dispersive spectroscope (EDS). The rest of the pellet sample was ground into powder for the subsequent XRD test (Rigaku Smartlab diffractometer). Phase composition and transformation were investigated by powder XRD with Cu Kα radiation (45 kV, 200 mA), operated in step scanning mode with 2θ range of 10°–90°, step size of 0.02°, and a scan speed of 0.3 s/step. Phase identification was executed by matching powder XRD patterns with those retrieved from the standard powder diffraction database of the International Center for Diffraction Data (ICDD PDF-2, Release 2008). HSC Chemistry version 7.1 software was introduced for thermodynamic calculations.
Results and Discussion
The influence of CaO and SiO2 on the Cu-Al-Fe-O reaction system
As shown in Fig. 1, controlling the molar ratio of Cu:Al:Fe at 2:1:1 and firing the mixture of CuO+Al2O3+Fe2O3 (BS) at 950°C led to a spinel solid solution structure in the final product, which indicated a sufficient reaction between the compounds in the system. Considering the molar ratio of Cu:Al:Fe was 2:1:1, the spinel solid solution most likely has a formula of CuAlFeO4. Single-phase cubic spinel ferrite CuAlFeO4 has been reported previously by prefiring CuO, Al2O3, and Fe2O3 at 950°C and further homogenized at 1,000°C (Ata-Allah, 2004). The XRD patterns of the final product from BS after sintering at 950°C in our study coincided with the patterns of CuAlFeO4 reported in the literature (Ata-Allah, 2004). The corresponding reaction equation in the current study is given as:
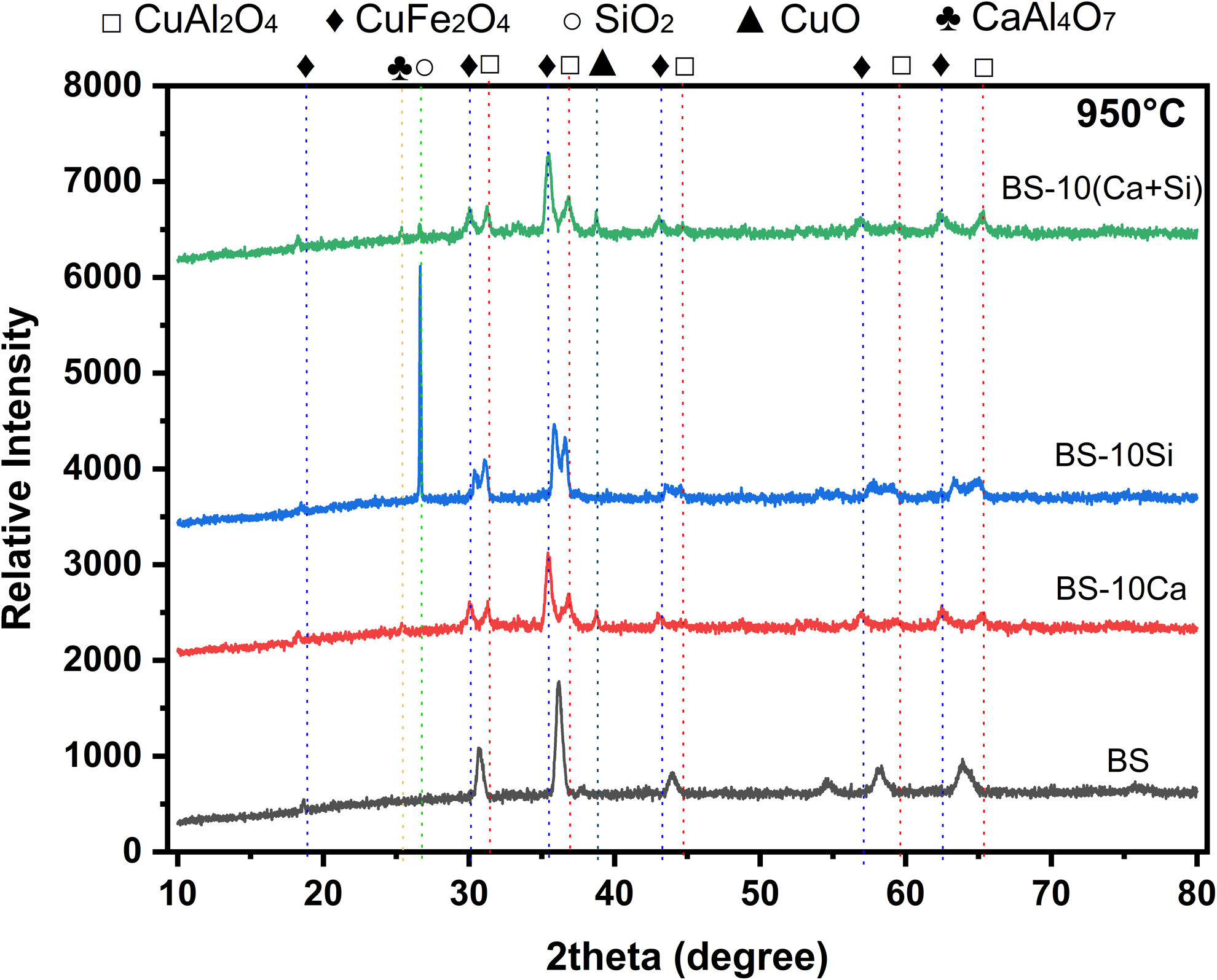
The XRD patterns and identified phases of different reaction systems: base systems without additives, with 10 wt% CaO, with 10 wt% SiO2, and with 10 wt% (CaO+SiO2), after sintering at 950°C. XRD, X-ray diffraction.
Comparing the XRD patterns of 10 wt% CaO-added reaction system (BS-10Ca) to that of BS after sintering, it illustrated that the existence of CaO had a considerable effect on the final formula of the spinel solid solution. In Fig. 1, the XRD pattern of BS-10Ca suggested that the raw materials developed into two separate spinel phases—CuAl2O4 and CuFe2O4, rather than one spinel solid solution structure after firing. The existence of CaO dramatically inhibited the substitution process between Al atoms and Fe atoms in the spinel structure, and therefore prevented the generation of CuAl x Fe2-xO4 spinel solid solution (0 < x < 1). Due to the lack of substitution between Al atoms and Fe atoms, the product finally developed into alumina-spinel and ferro-spinel, separately. Besides, a tiny peak of CuO was observed at the position around 36° in the XRD patterns of sintered BS-10Ca, which indicated excess CuO in the reaction system, resulting from the consumption of Al2O3 from reacting with CaO to form CaAl4O7 phase and leading to insufficient Al2O3 to react with CuO. The presence of CaAl4O7 phase in the final product was verified by the XRD result in Fig. 1.
The possible reaction equation can be given as below:

When x mol of CaO participated in the reaction shown in Equation (2), there would be 2x mol of CuO remaining unreacted due to the fixed molar ratio of Cu:Al:Fe = 1:1:1 in all reaction systems. From Equation (2), it is demonstrated that the yield of CuFe2O4 was superior to the yield of CuAl2O4 due to the consumption of Al2O3 in forming CaAl4O7. This phenomenon was further confirmed by the XRD patterns (Fig. 1, BS-10Ca), in which the peak intensity of CuFe2O4 was dramatically stronger compared with CuAl2O4.
To evaluate the reaction preference in the systems with and without CaO addition, thermodynamic calculations were performed, and the calculated Gibbs free energy of the reaction as a function of temperature is present in Fig. 2. In the CaO-free system (BS), the high configurational entropy in CuAl x Fe2-xO4, which is related to the number of ways of arranging all the atoms in the system, is inclined to stabilize solid solution formation (Larosa et al, 2019). Since the configurational entropy of CuAl x Fe2-xO4 is much higher compared with CuFe2O4 and CuAl2O4, it leads to a lower reaction Gibbs free energy when generating a single spinel phase, and therefore, only CuAl x Fe2-xO4 spinel phase existed in the final product in BS.
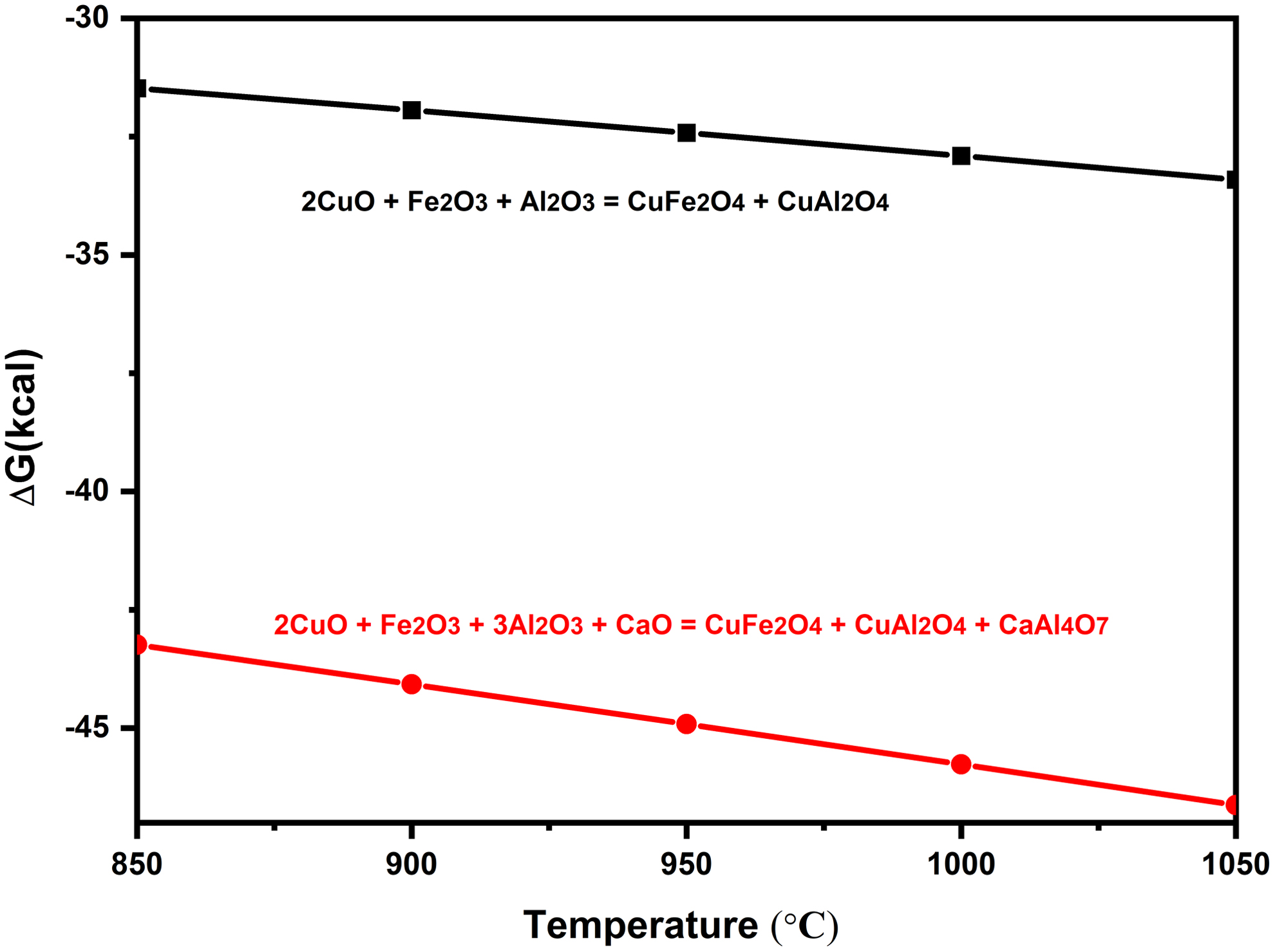
Gibbs free energies plotted as a function of temperature for the two reaction systems with and without CaO addition.
However, the addition of CaO into the system led to a significant decrease in Gibbs free energy of formation of both CuFe2O4 and CuAl2O4 phases, which became even lower than the Gibbs free energy of formation of the single CuAl x Fe2-xO4 phase. Thus, two separate spinel phases were favored in BS-10Ca during sintering. CaO tends to react with Al2O3 to generate stable CaAl4O7 phase (Mao et al, 2016) and abated the potential of Al2O3 to react with other compounds in the system.
Besides, the generation of CaAl4O7 phase would act as obstacles at the grain boundaries to hinder further penetration and the substitution process between Al atoms and Fe atoms (Wang et al, 2015). As a result, the system with CaO addition finally developed two separate spinel phases, CuAl2O4 and CuFe2O4.
In the reaction system, which applied 10 wt% SiO2 as additive (BS-10Si), two spinel solid solutions were also generated, as shown in Fig. 1. Two series of characteristic peaks were very close to each other with partial overlap, but still distinguishable. Steep and intense peaks of SiO2 overwhelmed other characteristic peaks, including the peaks of spinel solid solution. Unlike the reaction in BS-10Ca, there is no detection of CuO phase in BS-10Si after sintering, indicating nearly complete reaction of CuO during sintering. It was found that the peak intensity of Al-rich spinel phase and Fe-rich spinel phase was comparable in BS-10Si, which was different from the condition in BS-10Ca, where the peak intensity of CuFe2O4 was markedly stronger compared with CuAl2O4. Li et al (2017) found that though Cu could be stabilized by forming CuAl2O4 and CuFe2O4 during sintering, it could not be incorporated into silicate phases, because the reaction of CuO with SiO2 was not triggered at temperatures below 1,100°C. Other than SiO2, no new Si-containing phase was observed from the XRD patterns, suggesting a lack of reaction between SiO2 and other raw materials in the system.
However, SiO2 was not completely isolated from other components in the reaction system, since the addition of SiO2 led to the forming of two spinel phases, in contrast to one single CuAlFe2O4 spinel phase in BS. The melting temperature of SiO2 is higher than the sintering temperatures used in this study (Ringdalen and Tangstad, 2016) and the solid SiO2 mainly acted as obstruction to the substitution process between Al atoms and Fe atoms, which increased the energy barrier for reactions and thus slowed down the reaction rate to achieve one uniform spinel solid solution phase. Therefore, with the addition of 10 wt% SiO2, the reaction system finally generated two separate spinel solid solution phases.
Compared with the XRD patterns of BS-10Si, the characteristic peak of SiO2 at the position around 27° was significantly weaker in BS-10(Ca+Si). On the contrary, the peak intensities of spinel phases were enhanced in BS-10(Ca+Si) when comparing to those in BS-10Si. Apart from the detection of a tiny peak of SiO2, the XRD patterns of BS-10(Ca+Si) were extremely similar to BS-10Ca, which suggested that the extra 10 wt% SiO2 did not play a significant role on the reactions and final phases during sintering. Therefore, the influence of CaO on the Cu-Al-Fe-O reaction system surpassed that of SiO2 and played a much more decisive role.
The influence of sintering temperature on different reaction systems
To investigate the influence of sintering temperature on different reaction systems, Fig. 3 collates the XRD results of four studied systems after sintering at 950°C, 1,000°C, and 1,050°C for 3 h. From Fig. 3a corresponding to the reaction system without additives (BS), it was found that elevating sintering temperature from 950°C to 1,000°C did not affect the phase constitution in the final product, but led to a higher degree of crystallinity in the product, which was confirmed through stronger intensity and narrower width of the peaks (Ma et al, 2020). Nevertheless, the formation of the spinel solid solution does not seem to be affected by the sintering temperature monotonously. The degree of crystallinity in the spinel solid solution dropped slightly with less sharp peaks when the sintering temperature was further increased from 1,000°C to 1,050°C. Wei et al (2002) also reported the decreased degree of crystallinity with increasing sintering temperature.
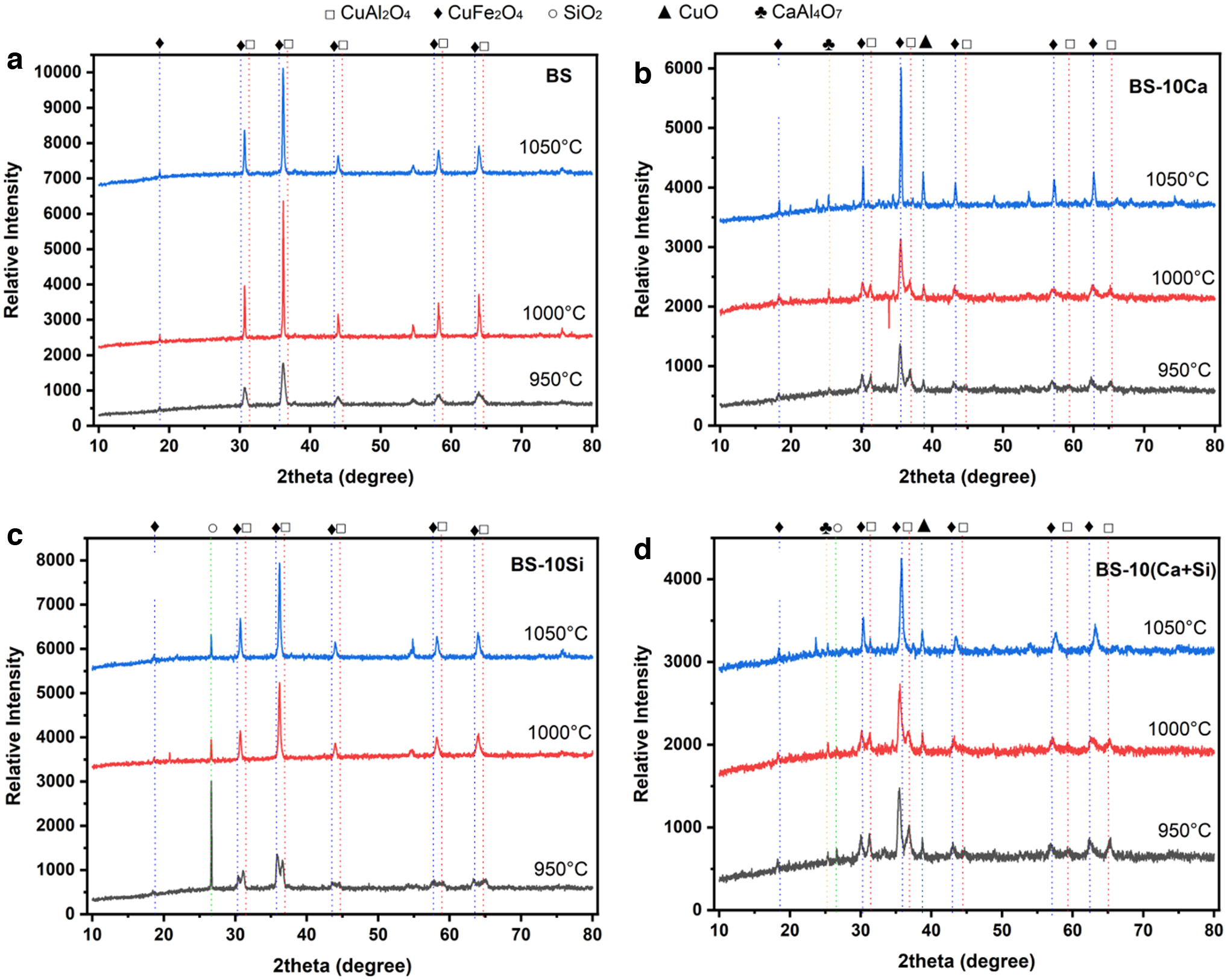
The XRD patterns of the reaction systems:
When the sintering temperature was further increased from 1,000°C to 1,050°C, on the one hand, part of spinel grains would meet and bridge with each other to generate larger grains, which is known as normal growth process; on the other hand, a few large-angle grain boundaries arose with high mobility, therefore leading to a quite fast growth in grain size and clusters (Huang and Liu, 2020). The cluster distribution was incapable of evolving fast enough and resulted in the slightly lower crystallinity in the spinel structure (Kelton and Greer, 2010).
Figure 3b illustrates the temperature influence on the reaction system BS-10Ca. The degree of crystallinity in Fig. 3b kept growing with increased sintering temperature and achieved its maximum value at 1,050°C. It seems that the addition of 10 wt% CaO slowed down the reaction rate in the system, therefore, unlike the case in Fig. 3a, the spinel phase in BS-10Ca cannot obtain its optimal crystallinity after sintering at 1,000°C. However, this phenomenon did not necessarily mean monotonous influence of the sintering temperature on the spinel solid solution formation.
As mentioned in The Influence of CaO and SiO2 on the Cu-Al-Fe-O Reaction System section, the existence of 10 wt% CaO prevented the formation of one type of spinel solid solution and promoted the development of two independent spinel structures—CuAl2O4 and CuFe2O4 at 950°C. Such tendency of generating two separate spinel phases did not change after increasing the sintering temperature to 1,000°C and 1,050°C. In addition, the difference of peak intensity between the CuAl2O4 and CuFe2O4 phases continued to increase at higher sintering temperature due to the continuous consumption of Al2O3 in the reaction with CaO to generate CaAl4O7.
This was consistent with further decreasing the Gibbs free energy when the temperature was increased to 1,000°C and 1,050°C, as illustrated in Fig. 2. The peak of CuAl2O4 almost disappeared at the sintering temperature of 1,050°C and the majority of the final product was CuFe2O4. Therefore, the Fe-rich materials will be a prior option as the immobilization precursor for copper in the comparison to Al-rich materials when the existence of CaO cannot be averted.
The XRD results of the reaction system BS-10Si are exhibited in Fig. 3c. As described in The Influence of CaO and SiO2 on the Cu-Al-Fe-O Reaction System section, the XRD pattern illustrates two types of spinel solid solution after sintering at 950°C for 3 h. While the peak position of spinel phase stayed consistent as the sintering temperature increased in Fig. 3b, the peaks of two spinel solid solutions in Fig. 3c moved toward each other and eventually converged into one type of spinel solid solution at sintering temperature above 1,000°C.
Accordingly, the presented XRD pattern of BS-10Si at 950°C could be explained by insufficient reaction in the given thermal reaction condition. The provided energy was insufficient for complete homogenization of the Cu, Al, and Fe atoms to form CuAlFeO4 spinel solid solution since SiO2 acted as obstacles for interdiffusion of Fe and Al (Li et al, 2016), therefore, the reaction in the fired mixture ceased in the state of coexisting of two spinel solid solutions during cooling down. When the sintering temperature was raised over 1,000°C, the energy and time were abundant for sufficient reaction and the final product only contained one type of spinel solid solution phase.
It is worth mentioning that the intensity of the characteristic peak of SiO2 at around 27° diminished remarkably at a higher temperature. In contrast, the crystallinity of spinel solid solution improved prominently at a higher temperature and arrives its maximum at 1,050°C.
The XRD patterns of the reaction system BS-10(Ca+Si) are shown in Fig. 3d, which is similar to the XRD patterns of BS-10Ca. This is because, compared with SiO2, the presence of CaO had an overwhelming influence on the final-phase composition during sintering. At 950°C, the peak intensity of CuFe2O4 phase was higher compared with the CuAl2O4 phase due to the consumption of Al2O3 by CaO to generate CaAl4O7, and the difference between the peak intensity of CuAl2O4 and CuFe2O4 was further enhanced at 1,000°C. When the sintering temperature was increased to 1,050°C, the characteristic peaks of CuAl2O4 almost disappeared, which was the same as the situation in Fig. 3b. The peak intensity of SiO2 declined significantly at elevated temperatures. While the characteristic peak of SiO2 at round 27° was still recognizable at 1,000°C, it eventually faded away at 1,050°C. The evolution of SiO2 peak intensity suggested that the addition of SiO2 did play a role in the phase transformation during sintering.
Although SiO2 did not react with other compounds in the investigated system, it influenced the phase transformation, as well as the composition of final product, by hindering the substitution process between Al atoms and Fe atoms during the formation of spinel phase. Therefore, the barrier energy of reaction to generate one uniform spinel structure increased and eventually resulted in two separate spinel phases, CuFe2O4 and CuAl2O4. In BS-10(Ca+Si) system, the crystallinity of CuFe2O4 was suppressed most conspicuously at 1,050°C, which was revealed by a broadened peak width compared with the XRD patterns in Fig. 3b at 1,050°C. In other words, the CuFe2O4 phase could obtain better crystallinity without the presence of SiO2.
Figure 4 shows SEM images of different reaction systems after sintering at 1,000°C for 3 h, illustrating the microstructure evolution with different dosages of CaO and SiO2 addition. The corresponding EDS spectra were also collated in Fig. 4 to show the composition of the phases in the final product. For BS in Fig. 4a, the microstructure was relatively dense with distributed holes. The corresponding EDS showed simultaneous existence of Cu, Al, and Fe, suggesting the generation of one spinel structure after sintering. With 10 wt% CaO added to the system, the product became less compacted with serried microvoids (Fig. 4b). It was likely that the CaO addition could intensify the reactions in the system and thereby accelerated the growth of grain boundaries and left more voids behind (Li et al, 2016). The corresponding EDS result showed that the tested area was abundant in Ca and Al elements, which was in accordance with the generation of CaAl4O7 in BS-10Ca after sintering. From Fig. 4c, we can see that the microstructure of BS-10Si was similar to that of additives-free system, with compact structure and scattered holes.
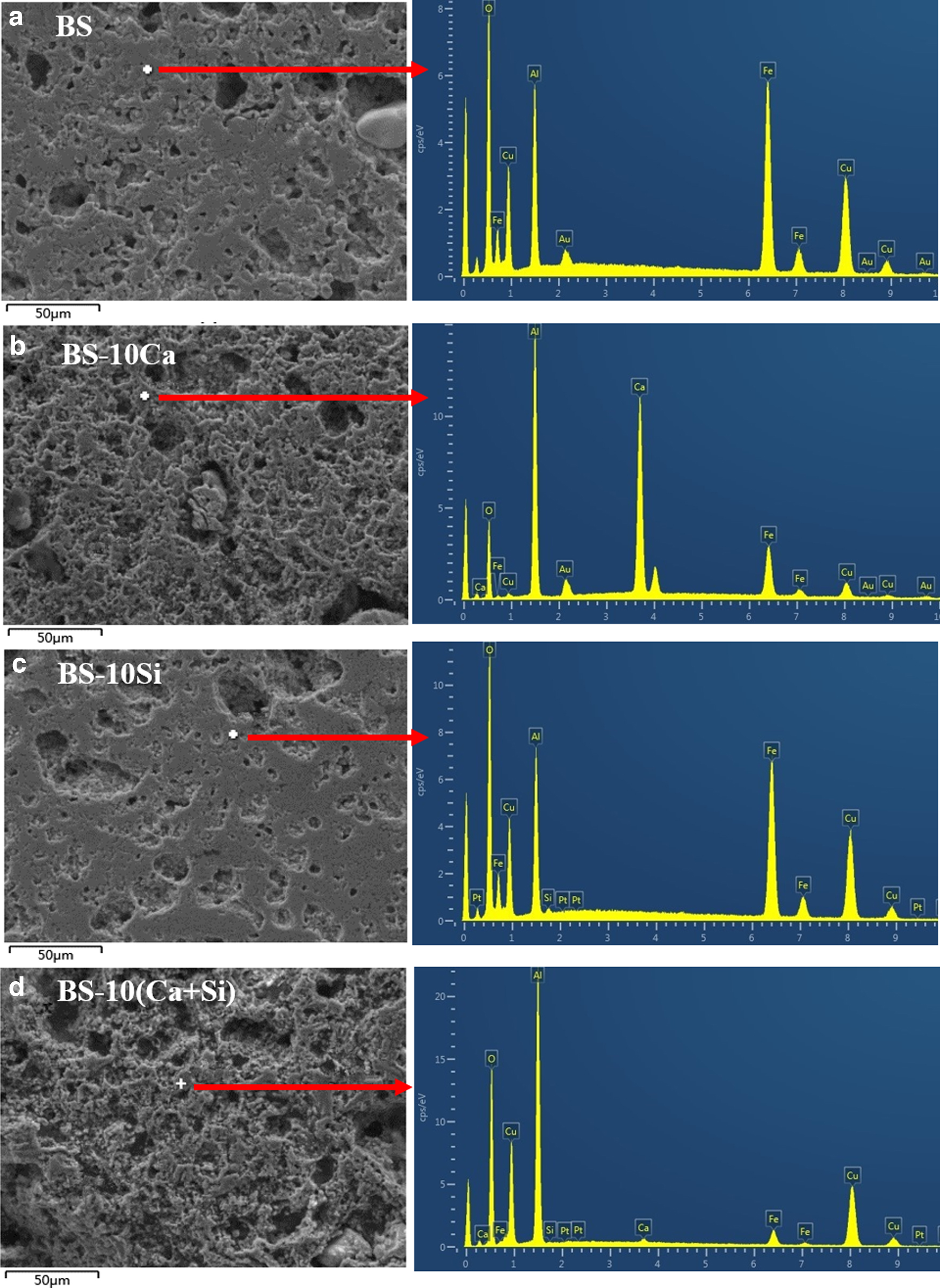
SEM images of different reaction systems after sintering at 950°C:
The corresponding EDS spectrum from a spot also confirmed the coexistence of Cu, Al, and Fe, implying the formation of CuAl x Fe2-xO4 phase, which was consistent with the phase identification in Fig. 3c. Figure 4d illustrated the microstructure of BS-10(Ca+Si), which showed alike morphology as BS-10Ca. With a comparison of the results in Fig. 4b and d, it was feasible to conclude that, compared with SiO2, CaO had a more significant effect on the phase transformation and morphology of the final product.
The influence of additive dosage on different reaction systems
Various amounts of additives were blended with CuO, Al2O3, and Fe2O3 to investigate the influence of additive dosage, and Fig. 5 displayed the XRD patterns of the investigated systems sintered at 950°C. Figure 5a shows the XRD patterns of a series of CaO-added reaction systems, indicating the superiority of Al element to Fe element in spinel structure formation in BS-1Ca reaction system with slightly higher CuAl2O4 peak intensity, compared with that of CuFe2O4 (∼36°). In the BS-1Ca system, it was interesting to find that CaO reacted with Fe element to form Ca3Fe15O25, which was confirmed through the characteristic peak at around 35°. The generation of Ca3Fe15O25 resulted in the Fe element deficiency in the spinel structure, and led to stronger peak intensity of CuAl2O4 in comparison with CuFe2O4. Due to the consumption of Fe2O3 by CaO, Fe element became deficient to stabilize Cu, and therefore led to residual CuO in the final product with tiny CuO peaks detected in the XRD patterns (Supplementary Fig. S1). Besides, a tiny peak was found around 26° and the corresponding phase was identified as CaAl4O7.

The XRD patterns of different reaction systems that have been applied
When CaO addition was increased to 5.0 wt% (BS-5Ca system), the Ca3Fe15O25 phase disappeared while the intensity of CaAl4O7 phase slightly increased, ascertained by the peak at ∼26°.
The increased content of CaO may result in a significant change in the boundaries of phase diagram and lead to the transition of Ca3Fe15O25 to CaAl4O7 in the final products (Macgregor, 1970). In BS-5Ca system, two sets of spinel peaks perfectly matching CuFe2O4 and CuAl2O4, respectively, were detected, but with CuFe2O4 peak intensity (∼36°) surpassing that of CuAl2O4. In the case of BS-5Ca, it was more difficult for Al element to participate in the formation of spinel structure than Fe element due to the consumption of Al2O3 by CaO to form CaAl4O7. Besides, the increased content of CaO led to rising consumption of Al2O3, and therefore more CuO was left unreacted from the evidence of obvious CuO peak in the XRD patterns. The case for BS-10Ca was similar to the BS-5Ca system, with the peak intensity of CuAl2O4 overwhelmed by CuFe2O4 due to the further consumption of Al element to generate CaAl4O7 phase. In summary, the peak intensity of CuAl2O4 was slightly stronger compared with CuFe2O4 when the addition of CaO was set to be 1.0 wt%.
Then the peak intensity of CuFe2O4 surpassed that of CuAl2O4 in the BS-5Ca system, and the difference between their peak intensities continued to enlarge with the CaO addition increasing to 10 wt%, accompanied by the development of CaAl4O7 and CuO peaks in the XRD patterns.
The XRD patterns of the various amounts of SiO2-added systems are shown in Fig. 5b. The addition of 1.0 wt% SiO2 (BS-1Si) into the reaction system led to the formation of two spinel phases: CuFe2O4 and CuAl2O4, instead of one CuAlFeO4 spinel solid solution as in BS. However, two types of spinel structures in BS-1Si system showed poor crystallinity and the majority of the characteristic peaks was overlapping with each other. It appeared that the addition of SiO2 mainly acted as a kinetic hindrance to the formation of one homogeneous CuAlFeO4 spinel phase and the crystallization tendency, which was directly related to the initial components in the mixtures (Xuan et al, 2018).
It was also interesting to note that, although the molar ratio of Fe2O3 to Al2O3 was 1:1, the peak intensity of CuFe2O4 spinel was stronger compared with CuAl2O4 spinel. It was reported that SiO2 addition can significantly suppress the reaction of Al2O3 and the crystallization process by posing a kinetic barrier for the transformation (McHale et al, 1997). In the BS-1Si system, the obstruction effect from SiO2 was severer on the reaction of Al2O3, compared with Fe2O3, and therefore resulted in a higher peak intensity of ferro-spinel.
The characteristic peak of SiO2 at around 27° cannot be detected until the SiO2 addition was raised up to 5.0 wt%. The XRD patterns of BS-5Si and BS-10Si systems were similar to that of BS-1Si with two types of spinel phase coexisting in the final products. However, two sets of spinel peaks were further separated when the dosage of SiO2 was set to be 10 wt%, indicating that higher dosage of SiO2 was favorable for forming two distinct spinel structures. Besides, the crystallinity degree of both CuFe2O4 and CuAl2O4 in BS-10Si system was further declined with comparable peak intensities for two spinel phases, due to stronger obstruction to Al2O3 and Fe2O3 reactions from increased content of SiO2. The excessive addition of SiO2 will also result in relatively high intensity of SiO2 peak and made the peaks of spinel phases obscure.
Figure 5c shows the XRD patterns of reaction systems with both CaO and SiO2 additives at different levels. In accordance with expectation, the XRD pattern in Fig. 5c is similar to that in Fig. 5a, which again demonstrated that the influence of CaO on the reaction system prevailed over SiO2. In Fig. 5b, the peak of SiO2 is invisible in the XRD patterns of BS-1(Si+Ca) system, as observed in the BS-1Si system. With the increased addition of CaO and SiO2, the CaAl4O7 phase took the place of Ca3Fe15O25 phase and led to CuFe2O4 as the predominant phase in the final product. The peak of CuO was clearly detected at all levels of CaO and SiO2 addition, as shown in Fig. 5c.
Conclusions
The current research investigated the effect of CaO and SiO2 on phase transformation and metal incorporation during sintering in CaO-SiO2-CuO-Al2O3-Fe2O3 systems. The thermodynamic calculations were performed to interpret the incorporation mechanisms. In the additive-free system, only one CuAl x Fe2-xO4 spinel phase was generated in the reaction systems at all tested temperatures (950–1,050°C). However, when CaO was added to the system, two separate spinels (alumina-spinel and ferro-spinel) were developed, due to the significantly decreased Gibbs free energy of reaction caused by the addition of CaO and the restrain of the substitution process between Al and Fe atoms.
In contrast, the role of SiO2 addition was less conspicuous, with no newly generated Si-containing phases detected in the final product. Although the added SiO2 did not take part in the reaction and phase incorporation, it still hindered the substitution process between atoms and led to the formation of two spinel phases at 950°C. When the sintering temperature was increased to 1,000 and 1,050°C, the energy was sufficient to overcome the obstruction from SiO2 and the reaction system with SiO2 addition eventually developed a single CuAl x Fe2-xO4 spinel phase.
CaO tended to react with Fe2O3 to generate Ca3Fe15O25 when CaO addition was 1.0 wt%, but CaAl4O7 phase took the place of Ca3Fe15O25 phase when CaO addition was increased to 5.0 and 10 wt%. The findings in our study provide basic understanding for the effect of CaO/SiO2 on the incorporation and stabilization mechanisms of Cu and can shed light on following studies about heavy metal stabilization in the CaO/SiO2-laden solid wastes. A waste-to-resource method would be expected in the future by utilizing the thermally stabilized solid waste for industry products.
Footnotes
Acknowledgment
The authors are sincerely grateful for the assistance of SUSTech Core Research Facilities.
Authors' Contributions
F.M. and Y.T. provided the conceptualization, supervised the research, and were also in charge of funding acquisition. Z.L. and Y.L. performed the experiments and collected the XRD data. J.Z. and Y.X. focused on data curation and formal analysis. F.M. and Y.X. wrote the original draft. All authors reviewed and edited the final article.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work is supported financially by the Natural Science Foundation of Guangdong Province in China under Grant 2019A1515011836; and the National Natural Science Foundation of China (NSFC) under Grant 41977329 and 21707063.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.