
Abstract
Oil scum is a blackish gel collected from the air flotation of the oil-bearing wastewater from oil refinery plants. It commonly contains 37.5% water, 52.3% tar, and 10.2% inorganic substance. It is categorized as a regulated hazardous waste and often disposed of as an additive in cement rotary kiln. In this study, the tar in the oil scum was converted to valuable volatiles using Fe-rich cold-rolling sludge as the catalyst in the pyrolysis process. Results showed that the conversion efficiency of tar to gas reached 52.2% with the addition of cold-rolling sludge, a 73% increase from direct pyrolysis. This conversion efficiency was also higher than using other additives, for example, alumina, KOH, and dolomite. The oil scum contained 34.5% aromatics and 33.2% saturated hydrocarbons, both of which were completely converted to base oil and gas product during the pyrolysis process. The base oil contained 79.5% chain hydrocarbons, and the combustible gas had 20.6% H2, 12.8% CH4, and 48.4% C2/C4 hydrocarbons. The abundant hematite in the added cold-rolling sludge was converted to magnetite, FeO, and Fe during the pyrolysis process, and the redox cycling of Fe-oxides/element-Fe enabled the dehydrogenation of aromatics and the deoxygenation of the oxygen-containing chain hydrocarbons. As a result, the polycondensation of polycyclic aromatic hydrocarbons was effectively inhibited, and a magnetic char was generated. This work provided a promising strategy of “treating wastes with wastes” for converting oil scum to valuable gas, base oil, and magnetic char.
Introduction
Oil scum is a gel-like waste from the flotation treatment of oil-containing wastewater at the oil refinery plants. It commonly comprises 40–70% tar, 30–50% water, and a small amount of impurities of Al/Si/Ca added as the flocculant in the wastewater treatment (Wan et al., 2022; Zhao et al., 2020). The oil scum is abundant in polycyclic aromatic hydrocarbons (PAHs) (Mohapatra et al., 2021), posing serious environmental and ecological risks to nearby water and soil (Moayed et al., 2020; Zhao et al., 2022; Zhao et al., 2021). Thus, this substance is regulated by local governments to be safely stored in iron vessels (Yu et al., 2017) and/or disposed as an additive in rotary cement kiln (Wang et al., 2012).
Research has focused on conversion of oil scum to value-added products, such as aromatic chemicals, colloid, and asphaltene (Hu et al., 2020). Many approaches have been developed to achieve the conversion, including extraction (Zhang et al., 2021), surfactant washing (Lima et al., 2011), biological enrichment (Jiang et al., 2022), chemical precipitation, pyrolysis (Tang et al., 2019), radiation (Lemos et al., 2010), and freeze–thaw (Feng et al., 2017). Among them, pyrolysis treatment at a high temperature of >500°C showed merits for recycling combustible gas, valuable base oil, and char (Fonts et al., 2012).
Some additives, for example, aluminum oxides (Sun et al., 2015), iron substance (Uddin et al., 2008; Wang et al., 2023), potassium halite (Lin et al., 2017a), and polymers (Silva et al., 2017), show positive effects of decreasing the activation energy of macromer tar and the pyrolysis temperature of tar in oil scum, as volatiles and naphtha/oil. Although the treatment of oil scum by catalytic cracking exhibits advantages over noncatalytic routes, such catalytic substance also enter the remaining char (Chen et al., 2007). For instance, a commercially available solid acid catalyst was mixed with oil scum to enhance the cleavage of the macromer tar but could not be recovered from the remaining solid char (Chen et al., 2007; Lin et al., 2017b). Therefore, using expensive solid acid catalyst in oil scum conversion should be avoided.
Cold-rolling sludge is a Fe-rich waste from cold-rolling wastewater in the acidic pickling industry. It contains 40%–66 wt% Fe, 5%–8 wt% Al, and 5%–18 wt% oil (Liu et al., 2016; Yu et al., 2022) and can be processed into iron-concentrated powder via a coupled alkaline washing (Cheng 2015), hydrothermal treatment (Li et al., 2023; Zhu et al., 2020), and calcination routes (Liu et al., 2013; Zhang et al., 2023). Owing to its high Fe content, it has a great potential in catalytic pyrolysis of oil scum.
In this study, the pyrolysis of oil scum was performed with the addition of cold-rolling sludge. The cold-rolling sludge predominated the cycling of Fe oxides/elements to catalytically crack macromer tar in oil scum. This showed positive effects of increasing the conversion of tar to gas and inhibiting the conversion of tar to char. The related parameters were optimized, and the cycling of element-Fe/Fe oxides was also investigated.
Materials and Methods
Oil scum pretreatment
The oil scum was collected from the scum bucket of the air flotation tank at the oil wastewater treatment plant at Jilin Petrochemical Company (Jilin, China). The oil scum was then dewatered overnight using a filter plate, followed by centrifugation at 5500 rpm for 5 min. A portion of oil scum was freeze-dried at −80°C for 48 h for characterization.
Pyrolysis of oil scum
The oil scum was pyrolyzed using following steps. First, 40 mL of oil scum was placed in a crucible inside a tubular furnace (9670A; Jinghong-Shanghai, China). Second, nitrogen gas was introduced into the tube of oven at the rate of 200 mL/min for 30 min, and the oven was then heated to 600°C at the rate of 10°C/min and kept at the temperature for 10 min before being naturally cooled down to room temperature. Afterward, the nitrogen gas was stopped. Third, the released gas was cooled down by auxiliary condensation using tapping water. The base oil was collected in a flask, and the remaining gas was collected in a series of sealing bags. The liquid and the remaining solid were weighted using an electronic balance (ME104E; Mettler Toledo, USA). Such experiment was repeated five times, and the average data were reported.
Optimization of gas/tar production
The oil scum was mixed with additive powders (e.g., alumina, potassium hydroxide, dolomite, and cold-rolling sludge) to improve the production of gas and base oil. Briefly, 2 g of alumina powders were homogeneously mixed with 40 mL of oil scum and then transferred into a crucible, followed by heating to 600°C in the oven following the above-mentioned steps. The alumina powders were then replaced by other powders, and the same steps were performed. The cold-rolling sludge exhibited good performance in the conversion of scum to combustible gas and base oil. Thus, the dosage of cold-rolling sludge was optimized by changing the dosage from 2 g to 4 g and 6 g, resulting in blending ratios of 5%, 10%, and 15%, respectively. Meanwhile, the reaction temperature was increased from 600°C to 700°C and 800°C.
Characterization of gasoil and diesel oils
The contents of water, tar, and solid residue were determined by azeotropic distillation with Dean-Stark equipment (ZNHW-II, Yuming-Shanghai, China). The four components of saturates, hydrocarbon, aromatic hydrocarbon, resin, and asphaltene, in the oil scum and the separated base oil were determined by column chromatography. The weight loss of oil scum was examined using a thermal gravimetric analyzer (TG209F1; NETZSCH, Germany). The composition of the gas and the base oil was determined by a gas chromatographer–mass spectrometer (GC-MS; 5975; Agilent, USA).
Results and Discussion
Composition of oil scum
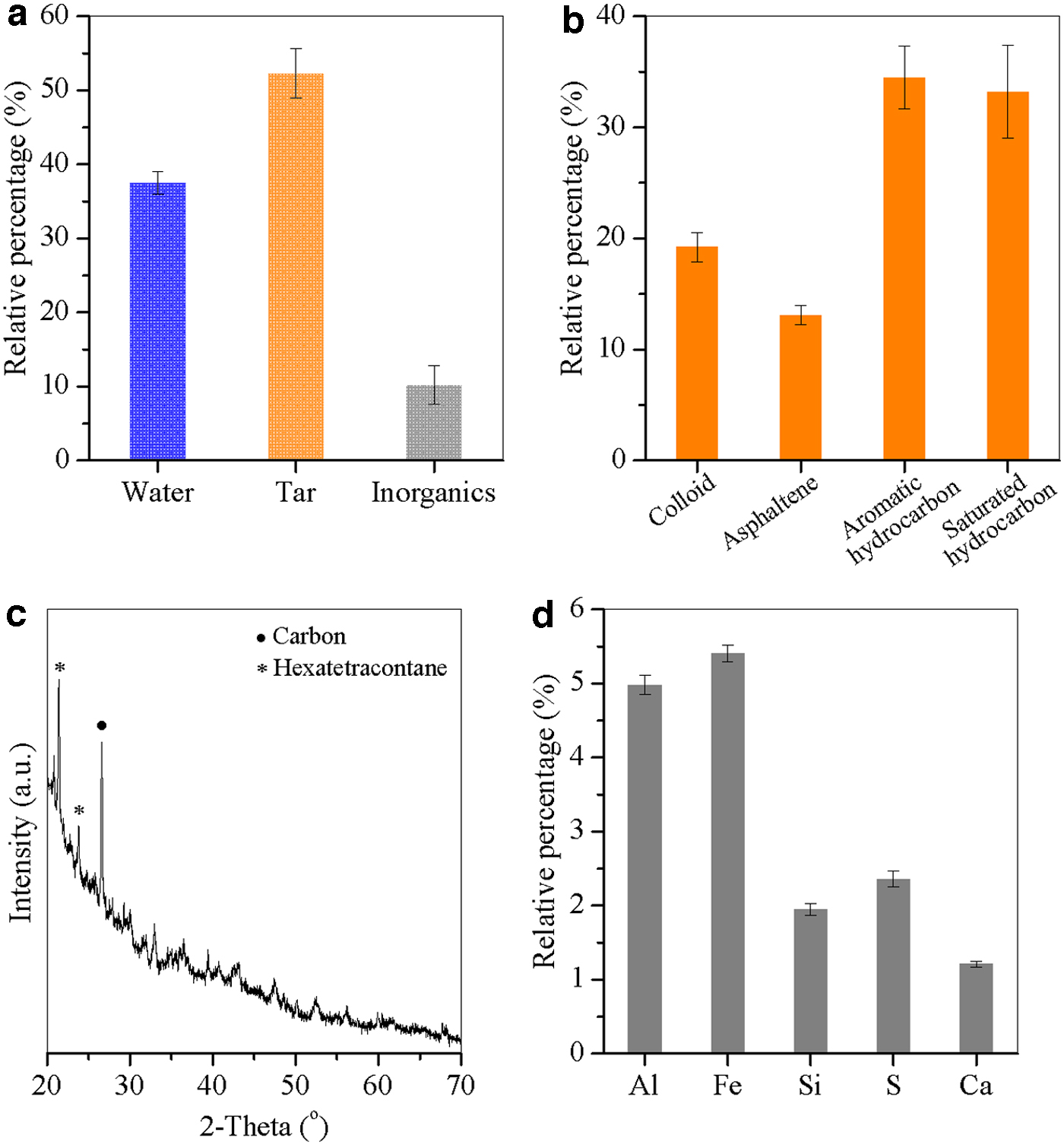
The blackish oil scum contained 37.5% water, 52.3% tar, and 10.2% inorganic substance (Fig. 1a). The tar in the oil scum can be divided into four parts, including 19.2% colloid, 13.1% asphaltene, 34.5% aromatic hydrocarbon, and 33.2% saturated hydrocarbon (Fig. 1b), suggesting that the extractable tar was abundant in the oil scum and can be recycled as valuable volatiles. After the oil scum was freeze-dried at −80°C overnight, its X-ray powder diffraction (XRD) pattern showed typical peaks of carbon and hexatetracontane (Fig. 1c) and weak peaks of inorganics. Such inorganics included 5% Al, 5.4% Fe, 2% Si, and 1.2% Ca (Fig. 1d), which were mainly from the added flocculant during air flotation in the oil-bearing wastewater treatment. Additionally, 2.4% S was detected in the oil scum, assigned to the organic sulfur and should be solidified during recycling.
Catalytic pyrolysis of oil scum
The oil scum was pyrolyzed to recycle combustible gas and base oil, as shown in Fig. 2a. Without the additives, the corresponding products of oil scum contained 21.5% base oil, 15.8% gas, 26.9% char, and 35.8% water (Fig. 2a). The relative percentage of base oil decreased dramatically from 52.3% in the original oil scum to 21.5% due to the conversion of tar to gas/char. After pyrolysis, the inorganics in the oil scum remained in the char. However, the char percentage was approximated as 26.9%, which was higher than that of inorganics. This finding revealed that a portion of tar was polymerized as char.
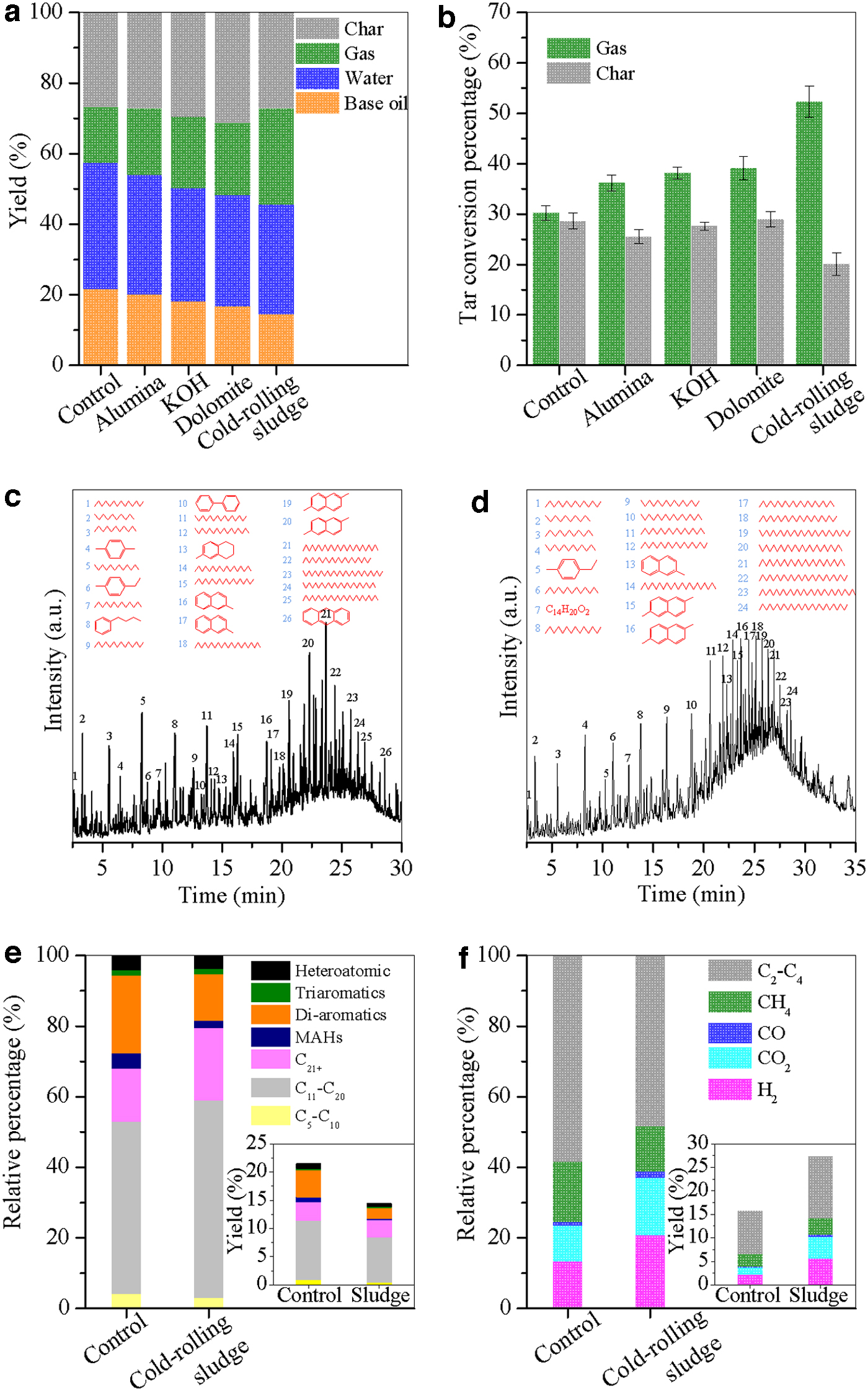
Several additives including alumina, KOH, dolomite, and cold-rolling sludge were added to the oil scum during pyrolysis to reduce tar polycondensation. The yield of base oil steadily decreased and that of gas was increased (Fig. 2a). Among the four additives, the cold-rolling sludge showed the highest conversion efficiency of tar to gas at 52.2% but converted only 20.1% of tar to char (Fig. 2b) with the retention of 27.7% extractable base oil. However, the extractable base oil with cold-rolling sludge showed a similar GC-MS spectrum to that without additives in the spectrum range of 2–25 min but contained new species of long-chain hydrocarbons at the spectrum range of 25–35 min (Fig. 2c, d). Upon the addition of the cold-rolling sludge, the relative percentage of linear hydrocarbon in base oil increased from 68.2% to 79.5% and that of diaromatics steadily dropped from 22.2% to 13.3% (Fig. 2e).
The conversion efficiency of tar to gas was apparently enhanced by adding cold-rolling sludge. The relative percentage of H2 in the gas also increased from 13.2% to 20.6%, but that of hydrocarbon with 2–4 carbons decreased from 58.4% to 48.4% (Fig. 2f). The sludge composition was also analyzed, and the results showed that organics, Fe, Al, and Si constituted 7.2%, 56.4%, 6.8%, and 0.2%, respectively. When the sludge was blended into the oil scum, the organics also entered but only accounted for 0.36% of total organics in the mixed sludge and oil scum. This finding demonstrated that with the addition of cold-rolling sludge, only a small portion of organics entered and contributed little to the increased gas production. Such results indicated the catalysis performance of cold-rolling sludge in the conversion of complicated macromolecule tar to linear hydrocarbon and light gas.
Parameter optimization of oil scum pyrolysis
Effect of temperature
The operation parameters of cold-rolling sludge in oil scum pyrolysis were also optimized, as shown in Fig. 3. With the pyrolysis temperature increasing from 600°C to 800°C, the yield of gas also increased from 27.3% to 34.9%, but that of water and recycled base oil steadily decreased from 31.1% and 14.4% to 29% and 10.1%, respectively (Fig. 3a). This finding suggested that the high temperature enhanced the conversion of tar to gas (Yaning et al., 2020). Accordingly, the conversion efficiency of tar to gas increased from 52.3% to 66.7%. At the same time, the conversion efficiency of tar to char decreased from 20.1% to 13.9% (Fig. 3b), demonstrating that the polycondensation of tar as char was reduced at high temperatures.
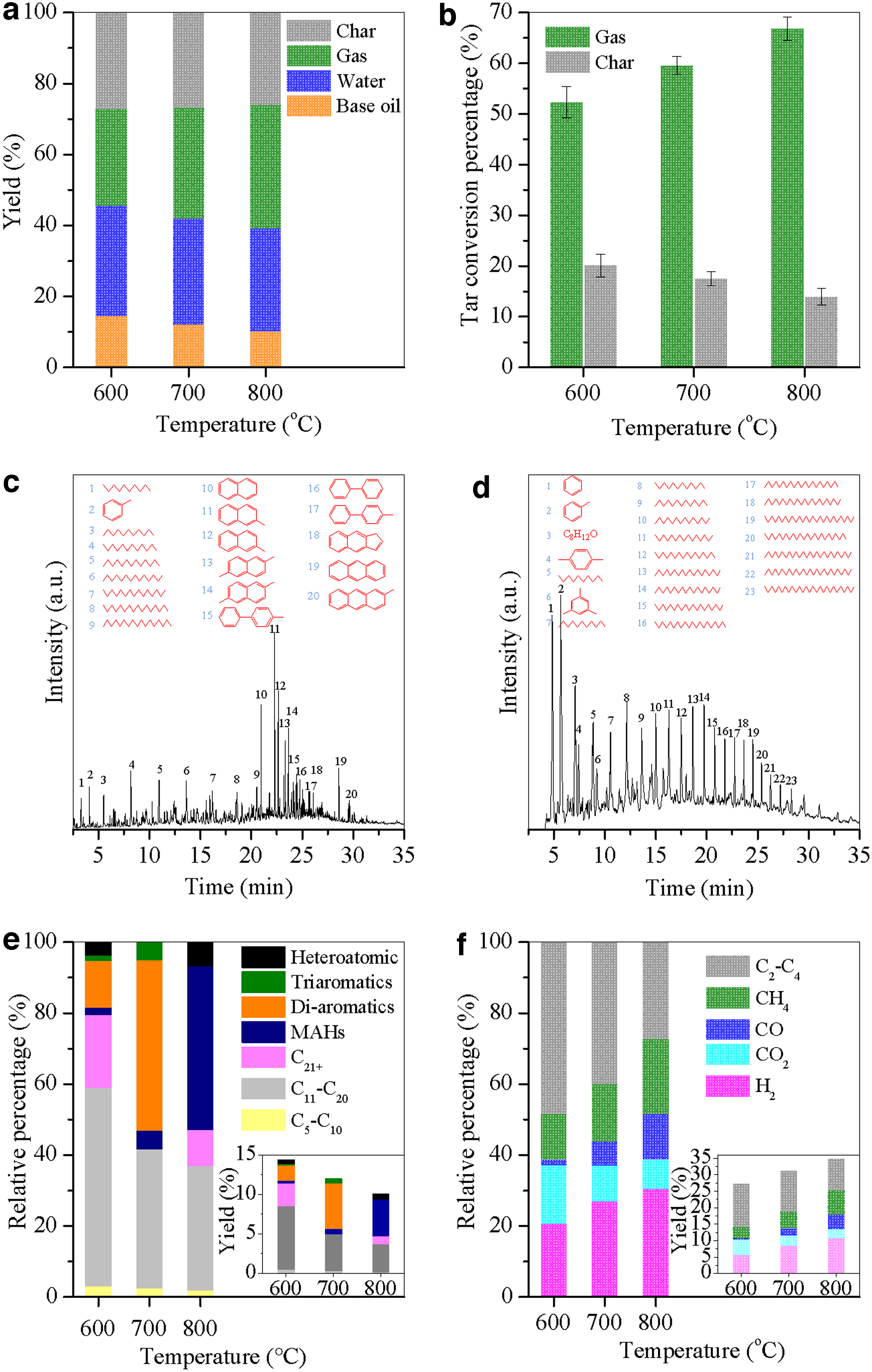
The obtained base oils were also characterized by GC-MS, as shown in Fig. 3. When the temperature was increased from 600°C to 700°C, several peaks of long-chain hydrocarbon in the spectrum range of 25–35 min disappeared (Figs. 2d, and 3c, d). Accordingly, the percentage of hydrocarbon with 11–20 carbon atoms dropped from 55.9% to 39.3%, but that of diaromatics increased from 13.3% to 48% (Fig. 3e). The results indicated the decomposition of polyaromatics to diaromatics. With further increase of the temperature to 800°C, the peaks of monocyclic aromatic hydrocarbons (MAHs) became sharp, but some peaks of di/triaromatics were not observed (Fig. 3d).
Moreover, the percentage of MAHs was 46.3% and that of di/triaromatics was close to zero. This result confirmed the decomposition of di/triaromatics as MAHs at 800°C. Gas composition was also analyzed, as shown in Fig. 3f. When the temperature increased from 600°C to 800°C, the percentage of hydrocarbon with 2–4 carbon atoms was steadily reduced from 48.4% to 27.4%, but those of CH4 and H2 were increased from 12.8% and 20.6% to 21% and 30.6%, respectively. This result implied the cleavage of macromolecule hydrocarbons. The CO2 and CO percentage also varied from 16.5% and 1.6% to 8.2% and 12.8%, respectively, due to the involvement of CO2 in the water–gas reaction at high temperatures.
Effect of cold-rolling sludge dosage
The cold-rolling sludge positively affected the conversion of tar to gas, as shown in Fig. 4. With the amount of cold-rolling sludge increased from 5% to 15%, the yield of recycled base oil in the product slightly decreased from 14.4% to 12.7% (Fig. 4a). Accordingly, the conversion efficiency of tar to gas/char also varied from 52.3% and 20.1% to 60.9% and 14.9% (Fig. 4b), respectively. These results demonstrated that the cold-rolling sludge showed a positive effect on the conversion of tar to gas but a negative effect on the conversion of tar to char. The collected base oils were analyzed by GC-MS, as shown in Fig. 4c, d. Only the sharp peaks of linear hydrocarbon were observed with the addition of 10% cold-rolling sludge, and such peaks shifted left to short-retention time range.

This result demonstrated the formation of short-chain hydrocarbon with the increased percentage of cold-rolling sludge. After the addition of 10% or 15% cold-rolling sludge, the aromatics were not detected in the collected tar (Fig. 4e). With the amount increased from 10% to 15%, the percentages of hydrocarbon with carbon atoms of >21 and in the range of 11–20 also dropped from 20% and 77.8% to 11.1% and 75.8%, respectively. However, the percentage of hydrocarbons with 5–10 carbon atoms steadily increased from 2.3% to 13.1%. This finding confirmed that the cold-rolling sludge promoted the cleavage of aromatics and cracked the long-chain hydrocarbons as short-chain ones. In the collected gas, the H2 production steadily increased with the decrease in hydrocarbon (Fig. 4f). Such phenomenon was related to the surface redox reaction between the cold-rolling sludge and tar as discussed in the following section.
Pyrolysis mechanism of oil scum
The cold-rolling sludge was precipitated from Fe-rich cold-rolling wastewater and showed typical peaks of hematite (Fig. 5a, b). When the cold-rolling sludge was mixed with oil scum, it was incorporated into the remaining solid residue after pyrolysis. However, only the peaks of Fe, FeO, and magnetite were observed in the XRD pattern of the remaining residue (Fig. 5a) and those of hematite disappeared. The corresponding X-ray photoelectron spectroscopy (XPS) Fe 2p spectra also showed the new peak of Fe at the binding energy of 707.8 eV (Yamashita and Hayes 2008), demonstrating the reduction of hematite to Fe, FeO, and magnetite. Particularly, Fe was the predominant product of the cold-rolling sludge after pyrolysis. For instance, the XPS O 1s spectra of the cold-rolling sludge showed the three peaks of adsorbed water, C = O/C-O-C, and Fe-O at the binding energies of 533.3, 531.6, and 529.6 eV, respectively, but the second peak intensified with the disappearance of the first and third peaks (Fig. 5c).

A small portion of carbon was also found on the cold-rolling sludge (Fig. 5d). Such carbon was generated from cold-rolling wastewater after the acidic pickling of raw steel plate and entered into the cold-rolling sludge. Accordingly, the XPS C 1s spectra exhibited that the peaks of cold-rolling sludge at 284.5, 285.5, and 288.5 eV corresponded to carbon in C = O, C-O-C, and C-OH, respectively, but the latter two peaks became weak after reaction (Fig. 5d). Given that oil scum was rich in carbon, especially oxygen-bearing aromatic hydrocarbon, the corresponding peaks of oxygen-bearing groups were not observed. This finding confirmed that the deoxygenation of oxygen-bearing aromatic hydrocarbons took place during the pyrolysis of oil scum with the cold-rolling sludge (Uddin et al., 2008). The scanning electron microscope images showed that a carbon coating covered the cold-rolling sludge after pyrolysis, with uniform distribution of element S (Fig. 5e). This result suggested that the S in the oil scum also reacted with hematite to form sulfide compounds.
The results of thermogravimetric analysis of the oil scum are shown in Fig. 5f. Without cold-rolling sludge, the pyrolysis of oil scum can be divided into four stages. First, surface water and light component in the oil scum gel were released in the temperature range of <180°C. In this stage, the inner tar and macromolecular organic solid started the rearrangement reaction via C-C bond cleavage, alongside the side reactions of dehydrogenation, decarbonylation, decarboxylation, and the release and recombination of radicals as volatiles. Second, the cleavage of macromer tar in oil scum occurred in the range of 180°C–320°C, with a weight loss of 57%. Such loss was associated with the thermal cracking of macromer or its intermediate as light tar (such as aromatic hydrocarbons, long-chain hydrocarbons) and volatiles.
With the continued release of volatiles, the bulk gel of oil scum expanded to crack its surface as fine channel for releasing volatiles and inner water molecules. Such water molecules were also involved in the water–gas reaction, accompanied by the formation of volatiles. Third, the pyrolysis reaction continued in the temperature range of 320°C–500°C and mainly included the cracking of light tar and remaining macromer tar. A part of tar was converted to volatiles, and another part was polymerized as secondary tar with high thermal stability, large molecular weight, fewer oxygen-bearing groups, and stable molecular structure. Fourth, the weight loss continued at a low level at 500°C–600°C and attributed to the cleavage and polycondensation of the remaining tar.
Polycondensation included the conversion of heterocyclic species to benzene and further to PAHs. Among these conversions, the branched chain on aromatic nucleus was cracked to reorganize and/or release volatiles. When the polycondensation of aromatic nucleus continued, char precursors were formed via semicoking reaction with the final product of char. Among the four stages, cleavage and polycondensation commonly occurred in parallel. For instance, PAHs were formed from secondary tar and reacted with hydrogen radical to produce ring-opening intermediates. However, polycondensation predominated at high temperatures.
The reoxidation of Fe to Fe oxides in the pyrolysis of oil scum was also investigated. When the iron powder was directly calcinated in N2 atmosphere, the generated product showed only sharp peaks of iron (Fig. 5g, iron). However, when the oxalate was blended into iron powder, the corresponding products showed the peaks of iron and magnetite (Fig. 5g, iron + oxalate). This finding indicated that magnetite was generated from the redox reaction of iron and oxalate. Similarly, magnetite was also generated in the calcination of iron powder and nitrobenzene (Fig. 5g, iron + nitrobenzene). The results demonstrated that the carboxyl/nitro groups of organics had the ability to oxidize Fe to Fe oxides.
Inorganic Si/Al/Ca-bearing substances served as good heat conductor to rapidly increase the inner temperature of the oil scum, especially for the pyrolysis of macromer tar on the interface of inorganics/tar (Panek et al., 2014). Other alkaline additives, for example, KOH and dolomite, had surface hydroxyl and carbonate groups to involve in the interface reaction of macromer tar, leading to a slight increase in the conversion of tar to gas. However, much energy was consumed for the evaporation and desorption of light tar from the substance surface, delaying the reaction and accelerating the polycondensation of PAHs as char (Lin et al., 2019; Lin et al., 2003). Compared with these inorganics, hematite was rich in cold-rolling sludge and showed high reactivity for tar pyrolysis via interface reaction in the following three ways (Fig. 6).
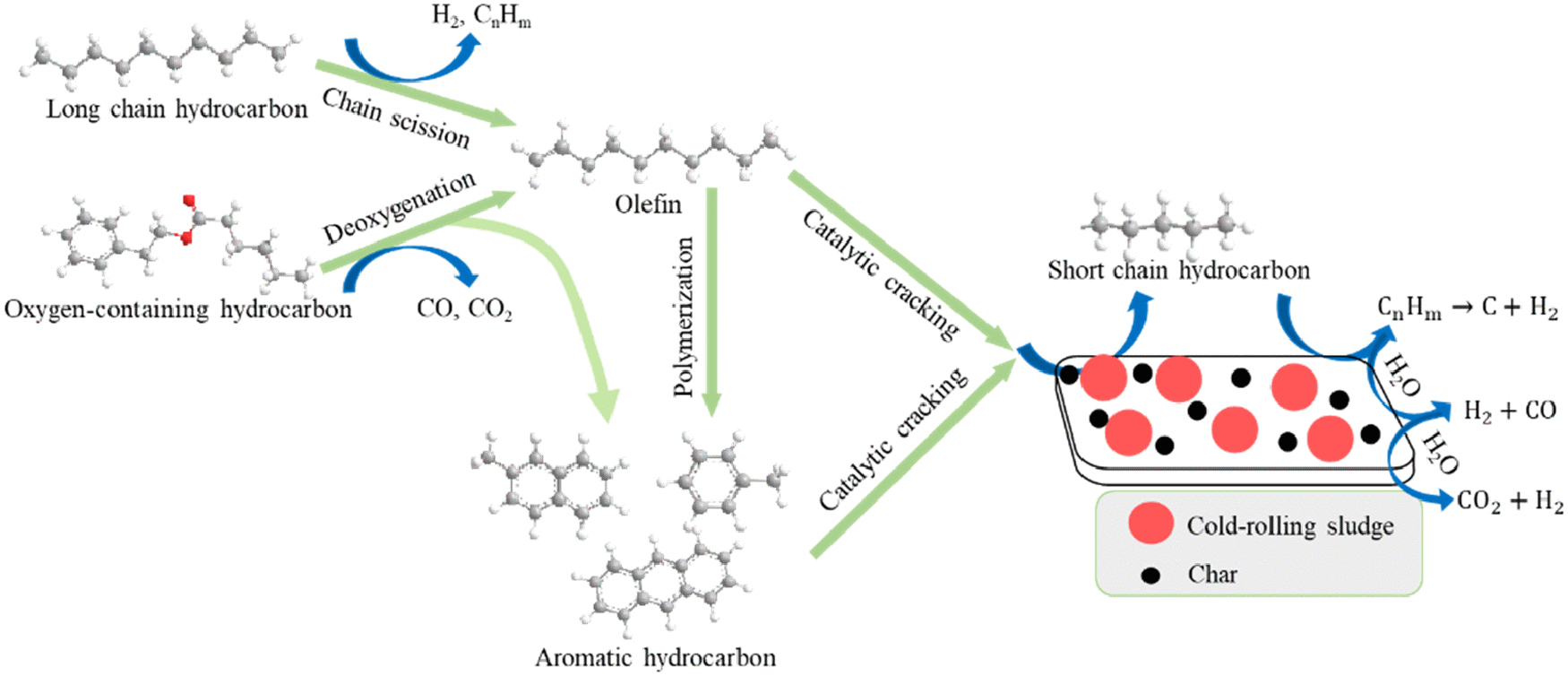
Illustration of oil scum pyrolysis and naphthalene pyrolysis by hematite, magnetite, FeO, and zero-valent iron.
First, the oxidation pyrolysis of tar into secondary tar and volatiles occurred with the generation of magnetite, FeO, and Fe. Second, Fe had high reduction potential to crack oxygen-bearing aromatic hydrocarbons via deoxidation, leading to the conversion of element Fe to Fe oxides. This phenomenon enabled a cycling of element Fe to Fe oxides for the catalytic pyrolysis of tar. Third, the secondary tar had high thermal stability and precipitated as char via polycondensation on the interface of Fe and the remaining tar to stop subsequent pyrolysis. When the temperature increased, the aromatization of secondary tar accelerated to produce additional PAHs and char and release abundant H2.
The more the cold-rolling sludge, the higher the conversion efficiency of tar to gas, reducing PAH formation and increasing the yield of light tar/gas. This result also showed an inevitable defect, namely the high concentration of CO/CO2 produced due to the involvement of the oxygen of Fe oxides in tar pyrolysis (Uddin et al., 2008). During pyrolysis, hematite and its three products of magnetite, FeO, and Fe were observed. Among them, Fe showed high reduction potential to split oxygen from oxygen-bearing groups (e.g., hydroxyl, carboxyl, and nitro) to accelerate the pyrolysis of complex aromatic rings (Nordgreen et al., 2006a; Nordgreen et al., 2006b; Yaning et al., 2020). After the collection of base oil and combustible gas, the remaining char in the crucible showed good magnetic response with the saturation magnetization of 1.91 emu/g and had potential application in wastewater treatment.
Conclusions
Waste oil scum was collected from the oil-bearing wastewater treatment and recycled as valuable products after pyrolysis at 600°C with the addition of waste cold-rolling sludge. Compared with typical reagents, including alumina, KOH, and dolomite, the cold-rolling sludge was rich in hematite and showed highly efficient for the conversion of tar in oil scum to gas and base oil with a small amount of chars. Upon the addition of 5% cold-rolling sludge, the conversion efficiency of tar reached 52.2% for gas, 27.7% for base oil, and 20.1% for char. During scum pyrolysis, hematite was reduced to magnetite, FeO, and Fe and enabled the redox cycling of Fe oxides/Fe element to enhance the cracking of tar and reduced the polycondensation of PAHs. In summary, waste oil scum could be treated effectively by the waste cold-rolling sludge and generated three products, namely combustible gas, base oil, and magnetic char.
Footnotes
Acknowledgments
The authors thank M. E. Qin Jiabao and Dr. Liu Jiancong for the supplementary experiment during the COVID-19 epidemic in Changchun (October 10–December 20, 2022).
Authors' Contributions
Conceptualization, funding acquisition: S.Z. Writing—reviewing and editing: Y.W. and X.X. Investigation: S.G. Writing—original draft: M.J. Validation: H.Z. Resources: Y.Y.
Author Disclosure Statement
No competing financial interests exist.
Funding Information
This work was supported by the National Natural Science Foundation of China (No. 52100054, 52070038), the National Key Research and Development Program of China (No. 2019YFE0117900), and the Innovative Research Team Program of Jilin Province (No. 20210509043RQ).